户外家具-YS-QC-001-1_进料检验标准书
户外家具产品标准
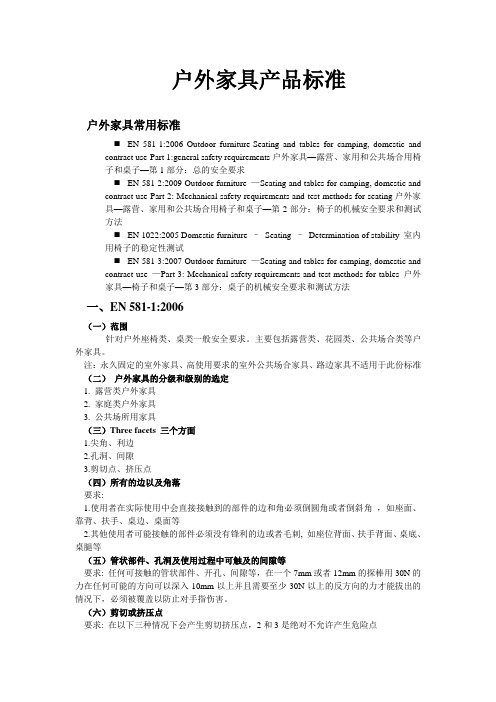
户外家具产品标准户外家具常用标准⏹EN 581-1:2006 Outdoor furniture-Seating and tables for camping, domestic andcontract use-Part 1:general safety requirements户外家具—露营、家用和公共场合用椅子和桌子—第1部分:总的安全要求⏹EN 581-2:2009 Outdoor furniture —Seating and tables for camping, domestic andcontract use Part 2: Mechanical safety requirements and test methods for seating户外家具—露营、家用和公共场合用椅子和桌子—第2部分:椅子的机械安全要求和测试方法⏹EN 1022:2005 Domestic furniture –Seating –Determination of stability 室内用椅子的稳定性测试⏹EN 581-3:2007 Outdoor furniture —Seating and tables for camping, domestic andcontract use —Part 3: Mechanical safety requirements and test methods for tables 户外家具—椅子和桌子—第3部分:桌子的机械安全要求和测试方法一、EN 581-1:2006(一)范围针对户外座椅类、桌类一般安全要求。
主要包括露营类、花园类、公共场合类等户外家具。
注:永久固定的室外家具、高使用要求的室外公共场合家具、路边家具不适用于此份标准(二)户外家具的分级和级别的选定1. 露营类户外家具2. 家庭类户外家具3. 公共场所用家具(三)Three facets 三个方面1.尖角、利边2.孔洞、间隙3.剪切点、挤压点(四)所有的边以及角落要求:1.使用者在实际使用中会直接接触到的部件的边和角必须倒圆角或者倒斜角,如座面、靠背、扶手、桌边、桌面等2.其他使用者可能接触的部件必须没有锋利的边或者毛刺, 如座位背面、扶手背面、桌底、桌腿等(五)管状部件、孔洞及使用过程中可触及的间隙等要求: 任何可接触的管状部件、开孔、间隙等,在一个7mm或者12mm的探棒用30N的力在任何可能的方向可以深入10mm以上并且需要至少30N以上的反方向的力才能拔出的情况下,必须被覆盖以防止对手指伤害。
来料检验标准书
XXXX有限公司来料检验标准书适用于:GB/T 19001管理体系ISO14001管理体系其他管理体系要求文件编号:WI-PG-03页次共5页/第5页1.目的规范构成家居产品相关原物料的检验项目、检验方法与允收水平,确保原物料的一致性,以符合客户及法规要求。
2.适用范围本标准用于本公司与构成家居用品相关原物料的进料检验与判定。
3.职责3.1 质量技术部:品管负责按抽样计划进行抽样检验及检验状态的标识;3.2 采购部:负责组织有关部门召开物料评审并负责评审后的不合格品处置。
4.定义4.1 严重缺陷(CR):将导致使用者造成伤害或产品最终功能无法实现,以及违反法规规定的缺陷;4.2 主要缺陷(MA):将可能造成产品功能故障、降低其使用效果、有关客户主要规定的品质偏差、或可能对使用者造成抱怨的缺陷;4.3 次要缺陷(MI):不影响产品性能或外观的缺陷,对产品的使用者不会造成抱怨或不良影响的缺陷。
5.抽样方案5.1批的构成:以每一来料批次为一个批量。
5.2本公司振膜物料来料检验采用MIL-STD-105E 单次抽样计划;如果没有特别规定,外观均按II级执行,尺寸每批检验5pcs,破坏性测试统一抽取3pcs。
5.3 品质允收水平AQL,严重缺陷(CR):0,主要缺陷(MAJ):2.5;次要缺陷(MIN):4.0。
6.检验仪器/设备代码6.1 来料检验标准中使用的仪器、设备代码如下:器具名称卡尺千分表湿度仪目视样品钢卷尺器具代码 A B C D E F器具名称手感电子秤万用表试用/配耐压测试仪拉力计器具代码G K W M N L器具名称牙规阻抗测试仪供方检测器具代码Y Z H7.原物料检验及判定标准7.1铁线材序号检验项目质量要求检验方法抽样计划缺陷内容缺陷类别1 物料规格与采购订单要求一致; D 每批来错料、混料;CR2 外观严重生锈; D II 表面锈迹太深;MA3 材质应符合《采购订单》规定的材质; D 每批来料材质错误CR 4外径外径应符合《采购订单》规格要求; A 每批外径超差MI5包装/标识要求每卷均应有清楚的规格标签; D 每批无规格标签MI页次共5页/第5页5 每批无生产日期/或炉号MA7.2电源线/插头线序号检验项目质量要求检验方法抽样计划缺陷内容缺陷类别1物料规格应与采购订单要求一致。
户外家具-YS-QC-001-2_进料检验缺陷分类及判定标准
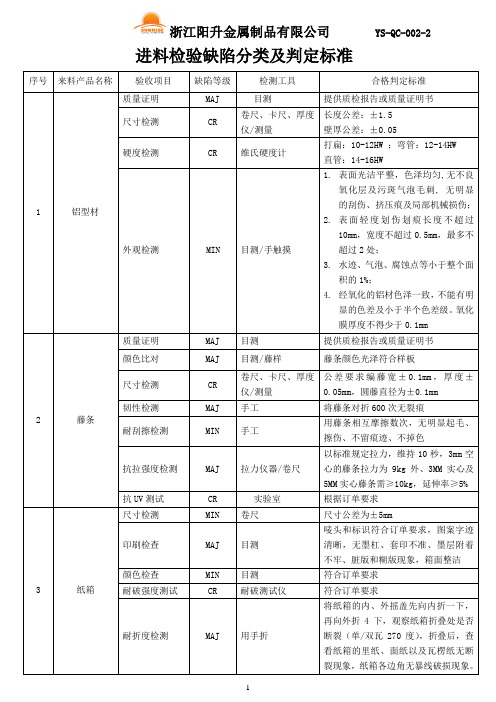
进料检验缺陷分类及判定标准序号来料产品名称验收项目缺陷等级检测工具合格判定标准1 铝型材质量证明MAJ 目测提供质检报告或质量证明书尺寸检测CR卷尺、卡尺、厚度仪/测量长度公差:±1.5壁厚公差:±0.05硬度检测CR 维氏硬度计打扁:10-12HW ;弯管:12-14HW直管:14-16HW外观检测MIN 目测/手触摸1.表面光洁平整,色泽均匀,无不良氧化层及污斑气泡毛刺, 无明显的刮伤、挤压痕及局部机械损伤;2.表面轻度划伤划痕长度不超过10mm,宽度不超过0.5mm,最多不超过2处;3.水迹、气泡、腐蚀点等小于整个面积的1%;4.经氧化的铝材色泽一致,不能有明显的色差及小于半个色差级。
氧化膜厚度不得少于0.1mm2 藤条质量证明MAJ 目测提供质检报告或质量证明书颜色比对MAJ 目测/藤样藤条颜色光泽符合样板尺寸检测CR卷尺、卡尺、厚度仪/测量公差要求编藤宽±0.1mm,厚度±0.05mm,圆藤直径为±0.1mm韧性检测MAJ 手工将藤条对折600次无裂痕耐刮擦检测MIN 手工用藤条相互摩擦数次,无明显起毛、擦伤、不留痕迹、不掉色抗拉强度检测MAJ 拉力仪器/卷尺以标准规定拉力,维持10秒,3mm空心的藤条拉力为9kg外、3MM实心及5MM实心藤条需≥10kg,延伸率≥5% 抗UV测试CR 实验室根据订单要求3 纸箱尺寸检测MIN 卷尺尺寸公差为±5mm印刷检查MAJ 目测唛头和标识符合订单要求,图案字迹清晰,无墨杠、套印不准、墨层附着不牢、脏版和糊版现象,箱面整洁颜色检查MIN 目测符合订单要求耐破强度测试CR 耐破测试仪符合订单要求耐折度检测MAJ 用手折将纸箱的内、外摇盖先向内折一下,再向外折4下,观察纸箱折叠处是否断裂(单/双瓦270度),折叠后,查4 海绵外观检测MIN 目测表面无明显脏污,破损气味检测MIN 用鼻子闻不能有明显的异味尺寸检查MIN 卷尺长度/宽度允许误差±0.5CM,厚度允许误差±5%比重检测MAJ 裁切机、电子秤按照订单的要求比重,误差范围不可超过1KG/立方米硬度检测CR 海绵硬度计硬度要求48度,允许误差±5度5 塑料件质量证明MAJ 目测供材质报告符合订单要求;环保报告;供应商自检报告样式结构MAJ样品对比/目测与样品或图纸核对相同外观MAJ目测表面光泽,无色差;毛刺、飞边≤0.5mm;刮伤≤5mm,一个上不能有两处;无糊斑、油污、发白、气泡、凹陷、变形等规格尺寸MAJ卷尺、卡尺/测量测量数据符合图纸;符合产品组装及使用功能的要求强度检测MAJ试装/实验组装成品后,符合对应成品应有的测试:冲击、抗疲劳、静压等,测试后不能出现变形、破裂等现象6 五金件质量证明MAJ 目测质量证书应符合对应材质国标中的规定,以及符合订单要求压纹检测CR 螺纹规要求检测规与螺栓之间活动自如,但不能过松、间隙过大,造成在安装过程中出现螺母打滑现象尺寸检测MAJ 卡尺符合订单要求7 布材质证明MAJ 目测材质是否符合订单要求外观MIN 感官目测观疵点在100米内累计是否超过5处颜色MAJ 标准布样、目测要求大货与布样比对色差不低于3级门幅MAJ卷尺门幅尺寸与订单相符光照色牢度MAJ实验室要求4.5级以上为合格UV+(防紫外线)MAJ实验室符合订单要求8 粉体质量证明MAJ 目测提供质检报告或质量证明书粉体颜色检测MAJ 色板/目测颜色应与色板一致,目测无明显色差硬度检测MAJ 2H铅笔/目测要求用2H铅笔划过无刮伤附着力测试CR百格刀/3M胶带/目测用百格刀在产品表面划十字交叉(必须划开涂层),将3M胶带牢牢按压在划出的方格上,与测试表面成45°或60°方向粘拉。
家具厂原材料来料检验规范

1、目的:
规定原材料的来料检验标准,确保品质要求和环保要求。
2、范围:
适用于本公司原材料的来料检验控制。
3、职责:
品质部负责原材料的来料检验。
4、抽样标准及定义:
抽样标准:依 MIL-STD-105E II级抽样水平,AQL:严重MA 0.65、一般MI 1.5。
严重不良(MA):影响正常使用或对以后正常使用有隐患(品质下降,严重外观或尺寸不良等)。
轻微不良(MI):不会造成正常使用上性能下降,指(轻微外观缺陷)。
5、内容:
5.1板材来料检验标准
5.2木皮来料检验标准
5.3油漆来料检验标准
5.4白乳胶来料检验标准
5.5五金配件来料检验标准
5、表单记录:
来料检验报告单。
家具开料检验标准

10%/每批
3
锯断面
垂直度
部件表面必须与锯断面垂直成90º角(特殊要求除外),封边部件12-25mm厚的允误差±0.1mm,30-60mm厚的允许误差±0.2mm。
钢卷尺、直角尺/测量
10%/每批
4
邻边
垂直度
面板件对角线长度允许误差≤2.5mm;框架对角线≥1000 mm允许误差≤3mm,框架对角线<1000 mm允许误差≤1.5mm。
目测
10%/每批
7
外 观
饰面板表面无裂纹、黑点、压印、油窝、凹凸不平木纹纸断裂颜色差异等等不良现象。
目测
15%/每批
编制/日期
审核/日期
批准/日期
作业文件
文件编号
BZ-001
版本号
A/0
页 次
第1页 共1 页
文件名称
开料检验标准
生效日期
xxxx年xx月xx日
序号
检验项目
标准要求
检验工具/
Hale Waihona Puke 方法抽检频率1
色泽数量
部件颜色符合图纸要求,木纹纹理符合图纸标向,不得缺件漏件。
色板/
目测
10%/每批
2
尺 寸
板件边长小于700mm,允许误差±0.2 mm;大于700mm,允许误差±0.5mm。面板与侧板盖冒时,面板允许正0.5 mm,负0.3mm。
钢卷尺/测量
10%/每批
5
翘曲度
面板、正视板件对角线长度≥1400,允许值≤2mm。
钢卷尺/测量
10%/每批
面板、正视板件对角线长度<1400,≥但700mm,允许值≤1.5mm。
面板、正视板件对角线长度<700,允许值≤0.8mm。
(详细版) 家具进货检查及验收标准

(详细版) 家具进货检查及验收标准为了确保所购买的家具符合质量标准并满足公司或客户的需求,进行彻底的检查和验收至关重要。
以下是一份详细的家具进货检查及验收标准响应格式。
一、检查清单在验收家具之前,应按照以下清单进行检查:1. 包装与搬运- 检查外包装是否完好无损,确保在运输过程中没有发生明显的撞击或损坏。
- 确认包装上的标识是否与购买订单相符,包括家具名称、数量、规格等。
2. 外观检查- 检查家具表面是否有划痕、凹陷、裂纹或脱漆等明显的物理损伤。
- 确认家具的尺寸是否与订单所述一致。
- 检查家具的组装结构是否稳固,无松动现象。
3. 材质检查- 确认家具材质是否符合订单要求的材质标准。
- 检查家具是否有明显的质量问题,如变形、开裂等。
4. 功能检查- 对于有特殊功能的家具(如可调节高度的桌子、折叠椅等),确保其功能正常。
- 检查家具的转动部件(如抽屉、门等)是否顺畅。
5. 安全检查- 检查家具是否有锐利的边缘或突出的钉子等可能造成伤害的部分。
- 对于儿童使用的家具,确保其符合相关的安全标准。
6. 配件与标识- 确认家具是否附带所有必要的配件,如螺丝、螺母等。
- 检查家具是否有清晰的产品标识,包括生产厂家、生产日期、材质等。
二、验收程序1. 验收人员应按照检查清单进行逐项检查,并在验收记录表上做好相应的记录。
2. 对于发现的问题,应立即拍照取证,并与供应商沟通,以便及时解决。
3. 验收合格后,验收人员应在验收记录表上签字确认,并将家具搬运至指定位置。
4. 若验收不合格,应将问题家具隔离存放,并立即通知供应商进行退换货处理。
三、验收记录表请在验收过程中填写以下表格,以便于记录和跟踪验收情况:请根据实际验收情况填写以上表格,以便确保所购买的家具符合质量标准并满足公司或客户的需求。
QS001进料检验规范
勤 博 电 子 厂DONG GUAN QIN BO ELECTRONICS FACTORY进料检验规范审核:. 制定: .DATE: . DATE: .勤 博 电 子 厂DONG GUAN QIN BO ELECTRONICS FACTORY第3页,共19页勤 博 电 子 厂项目:PET面贴进料检验标准DONG GUAN QIN BO ELECTRONICS FACTORY第4页,共19页DONG GUAN QIN BO ELECTRONICS FACTORY勤 博 电 子 厂第5页,共19页勤 博 电 子 厂DONG GUAN BO ELECTRONICS FACTORY项目:PE袋进料检验标准第6页,共19页DONG GUAN QIN BO ELECTRONICS FACTORY勤 博 电 子 厂项目:PCB板进料检验标准DONG GUAN QIN BO ELECTRONICS FACTORY 项目:晶振进料检验标准DONG GUAN QIN BO ELECTRONICS FACTORY 项目:电阻进料检验标准勤 博 电 子 厂DONG GUAN QIN BO ELECTRONICS FACTORY 项目:二极管进料检验标准勤 博 电 子 厂DONG GUAN QIN BO ELECTRONICS FACTORY 项目:三极管进料检验标准勤 博 电 子 厂DONG GUAN QIN BO ELECTRONICS FACTORY 项目:发射管进料检验标准勤 博 电 子 厂DONG GUAN QIN BO ELECTRONICS FACTORY 项目:PVC面贴进料检验标准第13页,共19页项目:电池弹片,弹簧进料检验标准勤 博 电 子 厂DONG GUAN QIN BO ELECTRONICS FACTORY第14页,共19页勤 博 电 子 厂DONG GUAN QIN BO ELECTRONICS FACTORY项目:电池进料检验标准第15页,共19页项目:电容进料检验标准勤 博 电 子 厂DONG GUAN QIN BO ELECTRONICS FACTORY勤 博 电 子 厂DONG GUAN QIN BO ELECTRONICS FACTORY 项目:贴纸进料检验标准勤 博 电 子 厂DONG GUAN QIN BO ELECTRONICS FACTORY 项目:绝缘片进料检验标准第18页,共19页勤 博 电 子 厂DONG GUAN QIN BO ELECTRONICS FACTORY第19页,共19页文件编号:QS001 版本:A0 最终保存单位:品保部保存期限:3年。
户外家具YSQC进料检验缺陷分类及判定标准
CR
卷尺、卡尺、厚度仪/测量
公差要求编藤宽±0.1mm,厚度±0.05mm,圆藤直径为±0.1mm
韧性检测
MAJ
手工
将藤条对折600次无裂痕
耐刮擦检测
MIN
手工
用藤条相互摩擦数次,无明显起毛、擦伤、不留痕迹、不掉色
抗拉强度检测
MAJ
拉力仪器/卷尺
以标准规定拉力,维持10秒,3mm空心的藤条拉力为9kg外、3MM实心及5MM实心藤条需≥10kg,延伸率≥5%
12
彩盒
尺寸检测
MIN
卷尺
尺寸公差为±5mm
印刷检查
MAJ
目测
唛头和标识符合订单要求,图案字迹清晰,无墨杠、套印不准、墨层附着不牢、脏版和糊版现象,箱面整洁
颜色检查
MIN
目测
检查彩盒的颜色是否符合订单要求
耐破强度测试
CR
耐破测试仪
符合订单要求
耐折度检测
MAJ
用手折
将纸箱的内、外摇盖先向内折一下,再向外折4下,观察纸箱折叠处是否断裂(单/双瓦270度),折叠后,查看纸箱的里纸、面纸以及瓦楞纸无断裂现象,纸箱各边角无暴线破损现象。
MAJ
目测
提供质检报告或质量证明书
粉体颜色检测
MAJ
色板/目测
颜色应与色板一致,目测无明显色差
硬度检测
MAJ
2H铅笔/目测
要求用2H铅笔划过无刮伤
附着力测试
CR
百格刀/3M胶带/目测
用百格刀在产品表面划十字交叉(必须划开涂层),将3M胶带牢牢按压在划出的方格上,与测试表面成45°或60°方向粘拉。经测试后目测无涂层脱落为合格。
条码扫描
MAJ
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浙江阳升金属制品有限公司进料检验标准书
职责说明:
进料检验是开始生产前的关卡,物料的质量、数量、材质是否符合生产需求,都会影响生产进度与成品的质量,因此我们在检验该工序的产品质量问题要非常仔细、认真,富有责任心,以100%达到质量要求为唯一目标,避免使用到不合格的物料。
一、五金件的检验标准:
1.在检验五金件的时候,一定要称一称五金件的单重是否和资料相符,才能进行结果检验。
2.仔细阅读技术资料,检验螺杆和螺母的时候,先确认是公制或英制,是否符合客户的要求,比对
技术资料进行检验。
3.检查螺杆或螺母头是否有破裂,碰伤,螺杆是否弯曲,最后进行盐雾测试。
4.垫片的检验主要是看其表面是否光滑,有无缺陷,破损,毛刺,如果合格,再进行盐雾测试。
5.其他五金件的检验要注意的是,如果表面有涂层的话,一定要先看其涂层的是否均匀,然后是其
边角和孔位是否有毛刺,是否光滑,再检查起尺寸和孔位是否和样品或资料是否相符,如果是电镀的产品还要进行盐雾测试。
6.是块状或片状的五金件,一般要求是要倒安全角,可以防止锋利的边角划伤客人。
二、塑料件、藤的检验标准:
1.首先要把塑料件的颜色和客户提供的色板相互对比,观察其是否有色差。
2.要看塑料件的强度是否符合客户提供的标准。
3.再把塑料件与样品和技术资料对比,看其尺寸和外形是否有不同之处。
4.藤条分PE藤条和PVC藤条,因此在入库检验时要比对技术资料检验藤条的材质、颜色、形状、
尺寸是否符合技术资料的要求。
如果是变色藤条,要同时检验藤条的变色程度是否符合技术资料的要求。
5.如果发现塑料件有色差,要视其严重程度来处理,如果肉眼可以观察出来的话,或发现塑料件有
严重缺陷的话,要马上跟采购步门联系,要求退货,并填写质量检验报告。
三、纸箱的检验标准:
1.检验纸箱的外形尺寸、唛头资料(运输标志)、类别是否与技术资料一致。
2.测试纸箱的爆破指标是否符合技术资料。
四、粉料、药水、油漆等检验标准:
1.供货商应提供测试报告,核对基本数据与测试项目是否符合。
2.喷涂出来后应会同制程检验人员查看颜色、效果,比对签样是否一致,白天晚上各看一次。