sap 教程 06 - 主生产计划
SAP系统主生产计划MRP培训教材(完整版)

系統名稱: SYSTEM 主題:(SUBJECT):計劃方案維護文件編號DOCUMENT NO: NWE-PP_EUT-01 系統作業流程步驟說明圖形解說1)工單Creat 路徑:Logistics → Production → Production Control →Order → Create → With materialT-Code:CO01工單可以由計劃工單轉化,也可以在系統中手輸入必須的欄位後回車工建立。
重工/改造將手動建立生產工單標准生產工單將由計劃工單轉化以下為手工建立工單的操作。
分別在欄位中維護物料:將被生產的物料輸入或搜索生產工廠;生產工廠號碼輸入或搜索工單類型:工單類型輸入或搜索系統名稱: SYSTEM 主題:(SUBJECT):計劃方案維護文件編號DOCUMENT NO: NWE-PP_EUT-01 系統作業流程步驟說明圖形解說Note:當copy已經存在的工單時,必須點擊按鈕,在彈開的畫面中勾選“結算規則”,否則建立的工單CO模組無法進行成本核算。
系統名稱: SYSTEM 主題:(SUBJECT):計劃方案維護文件編號DOCUMENT NO: NWE-PP_EUT-01 系統作業流程步驟說明圖形解說總數量:將要生產的總數量輸入數量:工單開始時間生產工單執行之最早時間維護工單料號排程類型:鍵入標識排配類型系統缺省“Backwards in time”輸入或選擇排程臨界排程臨界:決定工單浮動量維護工單數量維護結束時間(如排程類型為forward intime維護開始時間)系統名稱: SYSTEM 主題:(SUBJECT):計劃方案維護文件編號DOCUMENT NO: NWE-PP_EUT-01 系統作業流程步驟說明圖形解說MRP計劃員:系統缺省,由Master data帶出維護工單的MRP計劃員系統名稱: SYSTEM 主題:(SUBJECT):計劃方案維護文件編號DOCUMENT NO: NWE-PP_EUT-01 系統作業流程步驟說明圖形解說交貨不足:允許的交貨不足公差,輸入百分比過量交貨:允許的交貨過量公差,輸入百分比不限制交貨量:選擇限定交貨量不需此選擇框存儲位置:成品之存儲位置,輸入覆蓋缺省值維護工單的控制參數手工建立工單,一般維護以上畫面便可,其它數據系統會自動從Master data帶出系統名稱: SYSTEM 主題:(SUBJECT):計劃方案維護文件編號DOCUMENT NO: NWE-PP_EUT-01 系統作業流程步驟說明圖形解說2)工單Change 路徑:Logistics → Production → Production Control→ Order → ChangeT-code:CO02如果需要,可通過此畫面對以開立的工單進行修改Note:表示order header(Shift +F6)輸入要更改的工單號表示operation overview(F5)表示Components overview(F6)表示Document overview(Shift+F7)表示Sequence overview (Shift+F8)系統名稱: SYSTEM 主題:(SUBJECT):計劃方案維護文件編號DOCUMENT NO: NWE-PP_EUT-01 系統作業流程步驟說明圖形解說Note:1.系統在工單建立時將拷貝BOM和Routing到生產工單,如果需要,用戶可以使用或者轉到組件概覽更改BOM和Routing資料。
SAP生产操作手册
SAP生产操作手册理解SAP两大主体路线:物料路线(MM)和计划路线(PP)。
物料路线:采购原材料—仓库入库—生产领用原材料—产出成品—仓库出货。
计划路线:客服接单—生产计划—技术审单—生产拿单做货—出货。
在这两条路线上,财务把关所有过账记录。
生产操作手册主要内容就是生产拿到指令单后按指令单要求物料和生产工艺做工单投入,并产出成品、不良品、副产品和废品等,以及月末盘点相关内容。
SAP生产操作包含领料、投料、报工、成品和不良品入库、副产品和废品退仓、发料给技术部、月末色粉调账、物料盘点,以及打印各种单据。
打单包括打领料单、成品入库单、不良品入库单、副产品和废品退仓单等。
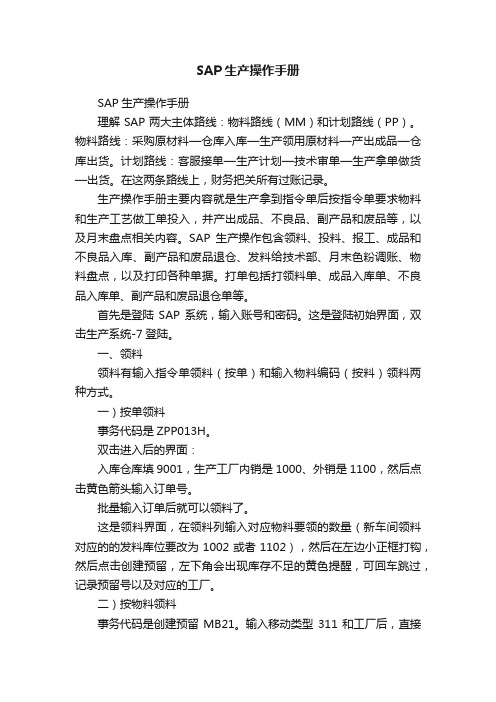
首先是登陆SAP系统,输入账号和密码。
这是登陆初始界面,双击生产系统-7登陆。
一、领料领料有输入指令单领料(按单)和输入物料编码(按料)领料两种方式。
一)按单领料事务代码是ZPP013H。
双击进入后的界面:入库仓库填9001,生产工厂内销是1000、外销是1100,然后点击黄色箭头输入订单号。
批量输入订单后就可以领料了。
这是领料界面,在领料列输入对应物料要领的数量(新车间领料对应的的发料库位要改为1002或者1102),然后在左边小正框打钩,然后点击创建预留,左下角会出现库存不足的黄色提醒,可回车跳过,记录预留号以及对应的工厂。
二)按物料领料事务代码是创建预留MB21。
输入移动类型311和工厂后,直接回车进入领料界面。
接收库存地9001,然后输入物料新编码和申请数量,点击保存。
系统弹出输入批次的黄色提醒,直接回车跳过,系统自动导入批次,记录预留单号。
若出现红色警告库存不足,则不能申请领料,需要核实输入信息是否准确,核准仓库是否过账。
之后就可以打领料单了。
三)修改预留MB22和查看预留MB23MB22用于修改预留数量或者添加预留物料。
输入预留号回车就可以直接修改预留数量,如右图;若需添加预留物料,可点击左上角符号“新项目”,如下图,输入需求日期和工厂,回车后即可输入新增物料及领料数量即可,如下图。
SAP生产操作手册

SAP生产操作手册理解SAP两大主体路线:物料路线(MM)和计划路线(PP)。
物料路线:采购原材料—仓库入库—生产领用原材料—产出成品—仓库出货。
计划路线:客服接单—生产计划—技术审单—生产拿单做货—出货。
在这两条路线上,财务把关所有过账记录。
生产操作手册主要内容就是生产拿到指令单后按指令单要求物料和生产工艺做工单投入,并产出成品、不良品、副产品和废品等,以及月末盘点相关内容。
SAP生产操作包含领料、投料、报工、成品和不良品入库、副产品和废品退仓、发料给技术部、月末色粉调账、物料盘点,以及打印各种单据。
打单包括打领料单、成品入库单、不良品入库单、副产品和废品退仓单等。
首先是登陆SAP系统,输入账号和密码。
这是登陆初始界面,双击生产系统-7登陆。
一、领料领料有输入指令单领料(按单)和输入物料编码(按料)领料两种方式。
一)按单领料事务代码是ZPP013H。
双击进入后的界面:入库仓库填9001,生产工厂内销是1000、外销是1100,然后点击黄色箭头输入订单号。
批量输入订单后就可以领料了。
这是领料界面,在领料列输入对应物料要领的数量(新车间领料对应的的发料库位要改为1002或者1102),然后在左边小正框打钩,然后点击创建预留,左下角会出现库存不足的黄色提醒,可回车跳过,记录预留号以及对应的工厂。
二)按物料领料事务代码是创建预留MB21。
输入移动类型311和工厂后,直接回车进入领料界面。
接收库存地9001,然后输入物料新编码和申请数量,点击保存。
系统弹出输入批次的黄色提醒,直接回车跳过,系统自动导入批次,记录预留单号。
若出现红色警告库存不足,则不能申请领料,需要核实输入信息是否准确,核准仓库是否过账。
之后就可以打领料单了。
三)修改预留MB22和查看预留MB23MB22用于修改预留数量或者添加预留物料。
输入预留号回车就可以直接修改预留数量,如右图;若需添加预留物料,可点击左上角符号“新项目”,如下图,输入需求日期和工厂,回车后即可输入新增物料及领料数量即可,如下图。
SAP系统主生产计划操作流程讲义(完整版)
SAP系统主生产计划操作流程讲义(完整版)Rev Page HON HAI/FOXCONN PRECISION IND.CO.LTD 系統名稱 : SYSTEM 主題:(SUBJECT):LTP-MPS-MRP 業務流程面交管Net 1/50 文件編號DOCUMENT NO: NWE-PP_EUT-01 系統標准機能 1 1 企劃/生管組裝計畫排定23客戶需求 (Forecast/PO) SD外掛程式,產生NET 上載NET 建立計劃方案 2 MS31 MS32 MS33 MD61 MD62 MD63 MS01 MS02 MS04 MS05 Run LTP4MRP List建立獨立需求(模擬版本) MD61 3 執行 LTP 4 外掛1.產能負荷差異分析表2.物料差異表排配組裝計劃程式 5調整生產計畫檢視LTP 結果 5 6Net 產銷協調Copy Revsion外掛程式 MD62MS 64 78查看缺料報表產能負荷調整 6 RUN MPS客戶需求(調整後) 更新獨立需求並複製成正式版本(模擬版本 ?正式版本) 7 產能負荷狀況表9調整各製程之生產計畫外購/內交執行 MPS/MRP 8 MD40 MD01 MRP自製或外購檢視MRP清單自製/外協工令系統MD04 MD05 CO40 CO41 CO48 各製程周生產計畫9 1統系令工接後※※件之著作權及營業秘密內容屬於鴻海公司,非經公司允許不得翻印※※計劃工單轉換到工單Rev Page HON HAI/FOXCONN PRECISION IND.CO.LTD 系統名稱 : SYSTEM 系統作業流程 1. 將來系統作業面主題:(SUBJECT):計劃方案維護步驟說明 1. 將來系統會採用外掛程式實現NET ,關於導入NET 的程式操作SD模組負責,在這裡隻是說明將來獨立需求的來源 2. 獨立需求導入後,會根據組裝的實際情況運作組裝計劃調整外掛程式,具體的操作等程式開發測試後會補上3. 不管應用外掛程式或SAP標準機能,都要產生缺料報表和產能負荷分析表用於產銷協調會 4. 運行組裝計劃調整的程式有一選項確認是否要調整後的計劃工單鎖定,以便RUN MPS時不會刪除,這樣才能保証組裝計劃工單 5. 下面的操作界面還是基於SAP的標準機能文件編號 DOCUMENT NO: NWE-PP_EUT-01 圖形解說 A 2/50※※件之著作權及營業秘密內容屬於鴻海公司,非經公司允許不得翻印※※Rev Page HON HAI/FOXCONN PRECISION IND.CO.LTD 系統名稱 : SYSTEM 系統作業流程 1. 建立長期計劃方案號1 A 3/50 主題:(SUBJECT):計劃方案維護步驟說明 PATH: Logistics>Production>Production Planning>Long Term Planning>Planning Scenario>Create Entry T-code: MS31 建立方案號的目的: 你可以用計劃方案號去確定管控長期需求計劃的參數.這些包括,長期計劃在那個廠執行,計劃時期,及獨立需求計劃的版本 1. 輸入要建立的計劃方案號 2. 輸入計劃方案的描述 3. 選擇長期計劃選項按回車進入計劃方案控制資料維護文件編號DOCUMENT NO: NWE-PP_EUT-01 圖形解說 1 2 建立長期計劃方案 3 ※※件之著作權及營業秘密內容屬於鴻海公司,非經公司允許不得翻印※※Rev Page HON HAI/FOXCONN PRECISION IND.CO.LTD 系統名稱 : SYSTEM 系統作業流程 2. 維護長期計劃控制資料2 A 4/50 主題:(SUBJECT):計劃方案維護步驟說明 1. 輸入或選擇計劃方案的有效起始日期 2. 輸入或選擇計劃方案的終止日期 3. 輸入控制期初庫存的控制參數,為空沒有期初庫存,1以安全庫存作為期初庫存,2以計劃時刻的工廠庫存作為期初庫存, 3以物料主檔記錄的平均工廠庫存作為期初庫存 4. 勾選再定購點物料相關需求檢查框, 該選項決定是否相關需求也被建立基於耗用計劃之物料計劃,和是否包含在計劃運行中 5. 勾選包括確定接受, 該選項在長期計劃中考慮采購單,工單和預定 6. 勾選包括確定採購單,該選項在長期計劃中考慮固定採購單 7. 勾選包括固定的計劃工單, 該選項在長期計劃中考慮包含的計劃工單點擊料按鈕,維護相關版本資文件編號DOCUMENT NO: NWE-PP_EUT-01 圖形解說維護計劃控制資料 1 3 2 4 5 6 7 ※※件之著作權及營業秘密內容屬於鴻海公司,非經公司允許不得翻印※※Rev Page HON HAI/FOXCONN PRECISION IND.CO.LTD 系統名稱 : SYSTEM 系統作業流程 3. 維護計劃的獨立需求版本 3 A 5/50 主題:(SUBJECT):計劃方案維護步驟說明 1. 按新增相應的獨立需求版本.輸入’N1:NWE:LTP inactive-MPS’如要刪除已經存在的獨立需求版本,選擇後按進行刪除,然後按資料界面然後點擊退出,回到控制文件編號 DOCUMENT NO: NWE-PP_EUT-01 圖形解說維護計劃方案對應版本進入計劃方案相應的工廠維護 1 ※※件之著作權及營業秘密內容屬於鴻海公司,非經公司允許不得翻印※※Rev Page HON HAI/FOXCONN PRECISION IND.CO.LTD 系統名稱 : SYSTEM 系統作業流程 4. 維護計劃方案對應的工廠 4 A 6/50 主題:(SUBJECT):計劃方案維護步驟說明 1. 按新增計劃廠,選擇ACNA(外銷量產廠), ACNB(內銷量產廠) 如要刪除已經存在的廠,選擇後按然後按 2. 資料確認無誤後點擊方案存檔並激活至此計劃方案已經建立進行刪除,把計劃退出,回到控制資料界面文件編號 DOCUMENT NO: NWE-PP_EUT-01 圖形解說 2 維護計劃方案對應工廠 1 ※※件之著作權及營業秘密內容屬於鴻海公司,非經公司允許不得翻印※※Rev Page HON HAI/FOXCONN PRECISION IND.CO.LTD 系統名稱 : SYSTEM 系統作業流程 5. 修改計劃方案資料 5 A7/50 主題:(SUBJECT):計劃方案維護步驟說明PATH: Logistics>Production>Production Planning>Long Term Planning>Planning Scenario>Create Entry T-code: MS32 1. 輸入或選擇要修改的計劃方案,然後按回車進入控制資料文件編號 DOCUMENT NO: NWE-PP_EUT-01 圖形解說修改計劃方案資料 2. 在修改計劃方案號的畫面中,點擊,首先使序列號狀態成為’Cancel release’,然後按照建立計劃方案的系統作業流程2.—4.,然後存檔退出,資料更改完成1 2※※件之著作權及營業秘密內容屬於鴻海公司,非經公司允許不得翻印※※Rev Page HON HAI/FOXCONN PRECISION IND.CO.LTD 系統名稱 : SYSTEM 系統作業流程 6. 顯示計劃方案資料 6 A 8/50 主題:(SUBJECT):計劃方案維護步驟說明PATH: Logistics>Production>Production Planning>Long Term Planning>Planning Scenario>Create Entry T-code: MS33 1. 輸入或選擇要修改的計劃方案,然後按回車進入控制資料,按照建立計劃方案的系統作業流程 2.—4. 文件編號DOCUMENT NO: NWE-PP_EUT-01 圖形解說顯示計劃方案資料1 結束※※件之著作權及營業秘密內容屬於鴻海公司,非經公司允許不得翻印※※Rev Page HON HAI/FOXCONN PRECISION IND.CO.LTD 系統名稱 : SYSTEM 主題:(SUBJECT):LTP-MPS-MRP 業務流程面交管Net 1/50 文件編號DOCUMENT NO: NWE-PP_EUT-01 系統標准機能 1 1 企劃/生管組裝計畫排定23客戶需求 (Forecast/PO) SD外掛程式,產生NET 上載NET 建立計劃方案 2 MS31 MS32 MS33 MD61 MD62 MD63 MS01 MS02 MS04 MS05 Run LTP4MRP List建立獨立需求(模擬版本) MD61 3 執行 LTP 4 外掛1.產能負荷差異分析表2.物料差異表排配組裝計劃程式 5調整生產計畫檢視LTP 結果 5 6Net 產銷協調Copy Revsion外掛程式 MD62MS 64 78查看缺料報表產能負荷調整 6 RUN MPS客戶需求(調整後) 更新獨立需求並複製成正式版本(模擬版本 ?正式版本) 7 產能負荷狀況表9調整各製程之生產計畫外購/內交執行 MPS/MRP 8 MD40 MD01 MRP自製或外購檢視MRP清單自製/外協工令系統MD04 MD05 CO40 CO41 CO48 各製程周生產計畫9 1統系令工接後※※件之著作權及營業秘密內容屬於鴻海公司,非經公司允許不得翻印※※計劃工單轉換到工單Rev Page HON HAI/FOXCONN PRECISION IND.CO.LTD 系統名稱 : SYSTEM 系統作業流程 1. 將來系統作業面主題:(SUBJECT):計劃方案維護步驟說明 1. 將來系統會採用外掛程式實現NET ,關於導入NET 的程式操作SD模組負責,在這裡隻是說明將來獨立需求的來源 2. 獨立需求導入後,會根據組裝的實際情況運作組裝計劃調整外掛程式,具體的操作等程式開發測試後會補上3. 不管應用外掛程式或SAP標準機能,都要產生缺料報表和產能負荷分析表用於產銷協調會 4. 運行組裝計劃調整的程式有一選項確認是否要調整後的計劃工單鎖定,以便RUN MPS時不會刪除,這樣才能保証組裝計劃工單 5. 下面的操作界面還是基於SAP的標準機能文件編號 DOCUMENT NO: NWE-PP_EUT-01 圖形解說 A 2/50※※件之著作權及營業秘密內容屬於鴻海公司,非經公司允許不得翻印※※Rev Page HON HAI/FOXCONN PRECISION IND.CO.LTD 系統名稱 : SYSTEM 系統作業流程 1. 建立長期計劃方案號1 A 3/50 主題:(SUBJECT):計劃方案維護步驟說明 PATH: Logistics>Production>Production Planning>Long Term Planning>Planning Scenario>Create Entry T-code: MS31 建立方案號的目的: 你可以用計劃方案號去確定管控長期需求計劃的參數.這些包括,長期計劃在那個廠執行,計劃時期,及獨立需求計劃的版本 1. 輸入要建立的計劃方案號 2. 輸入計劃方案的描述 3. 選擇長期計劃選項按回車進入計劃方案控制資料維護文件編號DOCUMENT NO: NWE-PP_EUT-01 圖形解說 12 建立長期計劃方案 3※※件之著作權及營業秘密內容屬於鴻海公司,非經公司允許不得翻印※※Rev Page HON HAI/FOXCONN PRECISION IND.CO.LTD 系統名稱 : SYSTEM 系統作業流程 2. 維護長期計劃控制資料2 A 4/50 主題:(SUBJECT):計劃方案維護步驟說明 1. 輸入或選擇計劃方案的有效起始日期 2. 輸入或選擇計劃方案的終止日期 3. 輸入控制期初庫存的控制參數,為空沒有期初庫存,1以安全庫存作為期初庫存,2以計劃時刻的工廠庫存作為期初庫存, 3以物料主檔記錄的平均工廠庫存作為期初庫存 4. 勾選再定購點物料相關需求檢查框, 該選項決定是否相關需求也被建立基於耗用計劃之物料計劃,和是否包含在計劃運行中 5. 勾選包括確定接受, 該選項在長期計劃中考慮采購單,工單和預定 6. 勾選包括確定採購單,該選項在長期計劃中考慮固定採購單 7. 勾選包括固定的計劃工單, 該選項在長期計劃中考慮包含的計劃工單點擊料按鈕,維護相關版本資文件編號DOCUMENT NO: NWE-PP_EUT-01 圖形解說維護計劃控制資料 1 3 2 4 5 6 7 ※※件之著作權及營業秘密內容屬於鴻海公司,非經公司允許不得翻印※※Rev Page HON HAI/FOXCONN PRECISION IND.CO.LTD 系統名稱 : SYSTEM 系統作業流程 3. 維護計劃的獨立需求版本 3 A 5/50 主題:(SUBJECT):計劃方案維護步驟說明 1.按新增相應的獨立需求版本.輸入’N1:NWE:LTP inactive-MPS’如要刪除已經存在的獨立需求版本,選擇後按進行刪除,然後按資料界面然後點擊退出,回到控制文件編號 DOCUMENT NO: NWE-PP_EUT-01 圖形解說維護計劃方案對應版本進入計劃方案相應的工廠維護 1 ※※件之著作權及營業秘密內容屬於鴻海公司,非經公司允許不得翻印※※。
SAP生产操作手册
SAP生产操作手册理解SAP两大主体路线:物料路线(MM)和计划路线(PP)。
物料路线:采购原材料—仓库入库—生产领用原材料—产出成品—仓库出货。
计划路线:客服接单—生产计划—技术审单—生产拿单做货—出货。
在这两条路线上,财务把关所有过账记录。
生产操作手册主要内容就是生产拿到指令单后按指令单要求物料和生产工艺做工单投入,并产出成品、不良品、副产品和废品等,以及月末盘点相关内容。
SAP生产操作包含领料、投料、报工、成品和不良品入库、副产品和废品退仓、发料给技术部、月末色粉调账、物料盘点,以及打印各种单据。
打单包括打领料单、成品入库单、不良品入库单、副产品和废品退仓单等。
首先是登陆SAP系统,输入账号和密码。
这是登陆初始界面,双击生产系统—7登陆。
一、领料领料有输入指令单领料(按单)和输入物料编码(按料)领料两种方式。
一)按单领料事务代码是ZPP013H。
双击进入后的界面:入库仓库填9001,生产工厂内销是1000、外销是1100,然后点击黄色箭头输入订单号.批量输入订单后就可以领料了。
这是领料界面,在领料列输入对应物料要领的数量(新车间领料对应的的发料库位要改为1002或者1102),然后在左边小正框打钩,然后点击创建预留,左下角会出现库存不足的黄色提醒,可回车跳过,记录预留号以及对应的工厂。
二)按物料领料事务代码是创建预留MB21.输入移动类型311和工厂后,直接回车进入领料界面.接收库存地9001,然后输入物料新编码和申请数量,点击保存.系统弹出输入批次的黄色提醒,直接回车跳过,系统自动导入批次,记录预留单号。
若出现红色警告库存不足,则不能申请领料,需要核实输入信息是否准确,核准仓库是否过账.之后就可以打领料单了。
三)修改预留MB22和查看预留MB23MB22用于修改预留数量或者添加预留物料.输入预留号回车就可以直接修改预留数量,如右图;若需添加预留物料,可点击左上角符号“新项目”,如下图,输入需求日期和工厂,回车后即可输入新增物料及领料数量即可,如下图。
SAP培训-MRP计划和生产订单执行

案例三
总结词
实现MRP计划与生产订单执行的全面整合,提高企业的协同 效率和资源利用率
详细描述
该电子企业通过整合SAP MRP计划和生产订单执行模块,实 现了物料需求预测、采购计划、生产计划和生产订单执行的 无缝对接,提高了企业内部各部门之间的协同效率,减少了 资源浪费和提高了整体运营效率。
谢谢观看
案例二:某机械企业的生产订单执行问题解决
总结词
解决生产订单执行过程中的瓶颈,提高生产效率和客户满意度
详细描述
该机械企业在生产订单执行过程中遇到了生产进度不透明、订单变更处理繁琐和物料短缺等问题,通过SAP系统 的生产订单执行功能,实现了生产进度的实时监控、订单变更的快速处理和物料需求的准确预测,提高了生产效 率和客户满意度。
MRP计划的运行原理
运行MRP计划
监控和调整
通过运行MRP计划,系统会根据基础 数据和计算逻辑,生成物料需求计划。
企业可以对生成的采购订单或生产订 单进行监控和调整,以确保生产和供 应链的顺利进行。
生成采购订单或生产订单
根据物料需求计划,系统会自动生成 相应的采购订单或生产订单。
02
MRP计划的具体操作
核实订单中的所有条件,确保与 实际生产条件相符。
确认资源可用性
确认所需的设备、物料、人力等资 源是否可用,并制定相应的调配计 划。
制定生产计划
根据订单需求和资源状况,制定合 理的生产计划,包括生产排程、工 艺路线等。
分配生产订单
分配物料
根据生产计划和物料需求,进行物料的采购或领 用,确保物料供应的及时性和准确性。
SAP培训-MRP计划和生产订单执 行
目录
• SAP MRP计划概述 • MRP计划的具体操作 • 生产订单执行流程 • SAP MRP计划和生产订单执行的注意事项 • SAP MRP计划和生产订单执行的案例分析
SAP生产操作手册
SAP生产操作手册SAP生产操作手册理解SAP两大主体路线:物料路线(MM)和计划路线(PP)。
物料路线:采购原材料—仓库入库—生产领用原材料—产出成品—仓库出货。
计划路线:客服接单—生产计划—技术审单—生产拿单做货—出货。
在这两条路线上,财务把关所有过账记录。
生产操作手册主要内容就是生产拿到指令单后按指令单要求物料和生产工艺做工单投入,并产出成品、不良品、副产品和废品等,以及月末盘点相关内容。
SAP生产操作包含领料、投料、报工、成品和不良品入库、副产品和废品退仓、发料给技术部、月末色粉调账、物料盘点,以及打印各种单据。
打单包括打领料单、成品入库单、不良品入库单、副产品和废品退仓单等。
首先是登陆SAP系统,输入账号和密码。
这是登陆初始界面,双击生产系统-7登陆。
一、领料领料有输入指令单领料(按单)和输入物料编码(按料)领料两种方式。
一)按单领料事务代码是ZPP013H。
双击进入后的界面:入库仓库填9001,生产工厂内销是1000、外销是1100,然后点击黄色箭头输入订单号。
批量输入订单后就可以领料了。
这是领料界面,在领料列输入对应物料要领的数量(新车间领料对应的的发料库位要改为1002或者1102),然后在左边小正框打钩,然后点击创建预留,左下角会出现库存不足的黄色提醒,可回车跳过,记录预留号以及对应的工厂。
二)按物料领料事务代码是创建预留MB21。
输入移动类型311和工厂后,直接回车进入领料界面。
接收库存地9001,然后输入物料新编码和申请数量,点击保存。
系统弹出输入批次的黄色提醒,直接回车跳过,系统自动导入批次,记录预留单号。
若出现红色警告库存不足,则不能申请领料,需要核实输入信息是否准确,核准仓库是否过账。
之后就可以打领料单了。
三)修改预留MB22和查看预留MB23MB22用于修改预留数量或者添加预留物料。
输入预留号回车就可以直接修改预留数量,如右图;若需添加预留物料,可点击左上角符号“新项目”,如下图,输入需求日期和工厂,回车后即可输入新增物料及领料数量即可,如下图。
SAP系统主生产计划操作流程讲义
SAP系统主生产计划操作流程讲义一、概述主生产计划(Master Production Schedule,MPS)是企业在一定时间内预测销售需求,并根据这些需求制定生产计划的一个重要工具。
SAP 系统通过MPS运作,帮助企业进行销售计划的制定和生产计划的管理。
二、MPS操作流程1.创建MPS企业可以使用SAP系统的MRP运算程序,根据销售预测数据和库存情况来创建MPS。
MPS可以按产品、地区、时间等多个维度进行制定。
2.确认MPS在创建MPS后,企业需要对MPS进行确认。
这一步可以包括对销售预测数据的再次核对,与销售、生产等相关部门的讨论和沟通,并最终达成共识。
3.MRP运算MPS确认后,系统会按照预定的时间周期进行MRP运算。
MRP计算会基于MPS以及其他相关的输入数据,生成计划订单,以满足销售需求和库存水平。
4.生产计划根据MRP运算的结果,系统会生成生产计划,包括生产订单和采购订单等。
企业可以根据生产计划进行生产的安排和采购的准备。
5.订单发布生产计划确认后,企业需要将生产订单和采购订单等发布给相应的部门或供应商。
订单的发布可以通过系统自动进行,也可以通过手动操作实现。
6.订单执行在订单发布后,生产和采购等相关部门需要按照订单进行实际的生产和采购工作。
企业可以通过SAP系统对订单的执行情况进行监控和管理。
7.订单跟踪企业可以通过SAP系统对生产订单和采购订单的执行情况进行跟踪。
系统可以提供订单的进度、完成情况、耗用情况等信息,帮助企业进行生产和采购的管理。
8.供应链协同9.分析和优化企业可以利用SAP系统提供的分析工具对主生产计划和相关数据进行分析。
通过分析,可以及时发现问题,优化生产计划和相关业务流程,提高企业的运作效率和盈利能力。
三、总结SAP系统主生产计划操作流程包括创建MPS、确认MPS、MRP运算、生产计划、订单发布、订单执行、订单跟踪、供应链协同以及分析和优化等步骤。
通过使用SAP系统进行主生产计划,企业可以更加精确地制定生产计划,提高生产和供应链的效率,满足客户需求,增加企业的竞争力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第 6 章: 主生产计划本章是对主生产计划概念的实践和能力计划的讨论。
这项技术用于计划产品或低层子装配的实际生产,以满足销售和库存的计划需求。
学习本章后,你将能够:•了解建立主生产计划的益处•确定用于主生产计划的最佳候选物料•设置主生产计划物料的计划参数•模拟主生产计划,分析其在实现销售和库存目标方面的效用•建立并维护主生产计划•管理和响应主生产计划行动信息•定义资源并检查能力第 6 章第 1 课: 概述-主生产计划........................................................................................ 6.5 第 2 课: 需求,供应和MRP .................................................................................... 6.9 第 3 课: 确定和建立主生产计划物料 ..................................................................... 6.12 第 4 课: 模拟和实施主生产计划 ............................................................................ 6.21 第 5 课: 能力分析.................................................................................................. 6.34笔记第 1 课: 概述-主生产计划本课介绍主生产计划。
本课目标学习本课后,你将能够:定义主生产计划说明主生产计划的原因概述许多公司运用主生产计划反映销售和经营计划过程中制定的目标。
这包括在实现公司的销售和经营计划的同时稳定生产和采购计划,以及权衡工作中心负荷。
什么是主生产计划?主生产计划是建立和维护有效的生产计划的过程。
它是稳定生产计划,缓冲影响生产环境的变化,以及对变化作出反应的策略。
它建立数量和时间固定的确认计划订单,没有人为的直接干预,MRP 也无法改变这个订单。
主生产计划大大削减了 MRP 变化对于物料、能力和成本所造成的负面影响。
在大多数公司中,计划是在三个层面上进行的:销售和经营计划:通常指的是生产计划,包括设定生产的总体水平,以满足计划的销售要求,同时实现经营计划中利润、生产率和有竞争力的客户提前期的总体目标。
这通常是分析了销售、库存、生产、工程设计、财务和物料的数据后形成的高层次生产规划。
主生产计划:这是具体物料的实际生产日程,通常是指最终物料,但在某些情况下,可在产品结构的其它层上建立 MPS (如面向订单装配环境中常见的子装配)。
主生产计划把客户需求、预测、未结订货、预计现有库存和可签约量结合起来。
生产资源计划:这是系统为满足主生产计划而为子项、原材料和资源计算的生产计划。
MRP计算加工主生产计划物料的子项和材料数量,以及需要子项和材料的日期。
为什么建立主生产计划?主生产计划提供:企业经营计划的可视化:它反映销售和经营计划层上达到的一致性,并提供生产指导。
计划的稳定性:采购部门及时掌握需求信息,就保证了原材料和子项采购的稳定性。
生产部门掌握了需求信息,工作中心 (负荷层) 就能得到优化。
分析和管理变化的能力:主生产计划的模拟能力能够根据负面或变化的情形模拟主生产计划的变化,并根据这些变化对主生产计划的影响作出决策。
MRP 假设你有实现生产目标的无限能力和对物料的无限使用权。
即使能力或物料受到限制,MRP仍然根据原始预测需求或实际客户订单计划供货和加载工作中心。
采购员和计划员仍然收到采购物料和生产物料的信息,但实际上未必可行。
主生产计划可使企业对这些内部或外部的变化作出反应。
它允许你建立和调整生产计划,解决诸如设备故障、能力受限制和主要供应商供货的问题。
笔记第 2 课: 需求,供应和MRP 本课讲述 MRP 系统是如何响应需求并计划供应的。
本课目标学习本课后,你将能够:了解 MRP 如何为满足需求而计划供应订单了解主生产计划如何降低生产计划的“不稳定性”概述物料的生产过程要经过几个阶段。
最初是对物料的设计,接下来是原材料或子项库存的采购。
资源在加工或子装配中使用,最后才生产出最终物料。
由于涉及到提前期,生产过程通常必须在收到实际的客户订货之前开始。
这正是强制企业对产品需求作出预测的原因。
预测通常包括某段时间(如一周或一月) 的预期需求,并连续提供几个时间段的需求(如 12 个月的预测)。
MRP 系统能够将这些预测需求与现有库存匹配起来,确定什么时间计划供应订单。
下图说明最终物料的每个计划供应订单是如何为制造物料的原材料或子项零件生成需求的。
MRP系统用物料清单和库存记录标识需要哪些零件,需要多少,什么时间需要。
在认定这些需要的同时,订购这些原材料或子项零件。
最后,预期的客户订单订货来了,将消耗该阶段的预测。
当再次运行 MRP 时,系统试着重新调整供货,以便最好地匹配新的需求。
在下面的例子中,低层子项的需求有变化。
系统发现了这种变化,并建议改动现有订单。
这样就导致 "不稳定的" 生产计划,因为每份客户订单都有造成建议供货发生变化的可能。
为了避免 "不稳定的" 生产计划并对其加以控制,可在计划展望期的某一阶段脱离 MRP,或机械的计划处理。
最理想的情况是,该阶段至少与物料的总累计提前期一致,这样就能保证系统不会根据需求的变化自动改变整个产品结构的生产和采购计划。
在下面的例子中,虽然需求模式变化了,但系统仍然使用原来的生产计划作为计划供应订单的基础。
MRP 没有改变生产或采购计划。
下图表示的是建立主生产计划物料并定义其脱离 MRP 的时间框架。
总结MRP 系统试着对物料需求模式中每个变化都作出反应。
正是这种看似尽责的做法,容易造成生产计划的不稳定,从而使控制或执行生产计划变得非常困难。
为了控制这种反应,有必要通过制定物料的主生产计划摆脱对变化的自动处理。
下一课将进一步确定恰当的候选物料、制定和实施主生产计划的过程。
第 3 课: 确定和建立主生产计划物料本课讲述主生产计划中包括哪些物料以及如何设置这些物料。
本课目标学习本课后,你将能够:掌握确定主生产计划的候选物料时所考虑的因素定义主生产计划物料概述对企业来说,决定对产品结构中的哪一层实施主生产计划是非常重要的。
以下标准可帮你确定主生产计划的对象。
以下是驱动主生产计划的属性:产品结构标识产品结构可帮助确定在哪里执行计划。
产品结构通常具有以下形式:主生产计划Master Scheduling产品结构金字塔形结构:当产品结构象一个金字塔的形状时,表明一项最终物料需要大量材料或子项零件。
计划一般在最终物料层执行。
倒金字塔形结构:当产品结构象一个倒金字塔的形状时,表明制造大批最终物料只需使用一项或少量原材料或子项零件。
计划一般在原材料层执行。
沙漏形结构:当产品结构象一个沙漏的形状时,表明需要处理相对多的子项零件或原材料才能生产中间层 (子装配或选项),随后再将中间层配置成大量最终物料。
计划一般在中间层或常用的子装配层执行。
生产过程了解产品线的生产过程和库存策略是决定是否执行主生产计划以及在哪里执行主生产计划的关键。
产品是面向订单设计 (ETO), 是面向订单生产 (MTO), 是面向订单装配 (ATO) 还是面向库存生产 (MTS),将决定主生产计划是否恰当。
例如,一件 ETO 且正在进行大量设计改动的产品不能成为主生产计划的候选物料。
同样,一件没有预测或客户需求的产品,也不能成为适当的候选物料。
下图中,涉及原材料、子装配或产成品库存量的策略比较适合进行主生产计划。
产品生命周期中的位置多数产品都具有固定的生命周期。
产品在其生命周期中处于哪个位置将影响生产定位,以及 ETO, MTO, ATO 和 MTS 的指定。
在引入产品阶段,产品的设计还不稳定,生产可能局限于现有订单 (ETO)。
当产品得到市场的认可,设计已定型时,就可以储备一些主要子项或材料,甚至生产一些子装配件 (MTO/ATO)。
待产品成熟,具有一定市场潜力时,可生产和储备一些已完成的装配件,以满足需求 (MTS)。
当产品的吸引力下降,对库存的投入也相应减少时,产品将再次按需投产 (MTO)。
主生产计划比较适用于产品生命周期的中间阶段 (MTO, ATO 和 MTS)。
客户需求企业如何对客户需求作出反应也是影响计划的因素。
如果客户想购买原始设计的产品,则产品是面向订单设计的。
如果客户想定做产品,那么产品定位在面向订单生产和面向订单装配之间。
若客户想购买有现货的产品,产品则是面向库存生产的。
建立主生产计划物料主生产计划是控制 MRP 的机制,是 MRP 成功运用于生产领域的关键所在。
若要在 Fourth Shift™ Edition系统中使用这个计划,必须在物料主文件记录上把物料标识成为主生产计划物料,并在适当的位置输入需要的生产计划。
使用 Fourth Shift™ Edition中的两个屏幕可将物料标识为主生产计划物料。
物料主文件物料的订货策略应该是 MRP 订货策略 3, 4 或 5 之一。
物料计划明细在物料主文件计划明细屏幕上对主生产计划物料做以下修改:建议把计划员代码改为专用代码 (如 MST),这样可把所有关于此物料的行动信息都发给这一计划员。
这些行动信息的审查和评估方式与普通计划物料不同。
虽然 MRP 在计划时界内不会重新计划主生产计划物料,但为满足对该物料的实际需求,系统会建议修改主生产计划(预测需求和客户订单)。
为把物料标识成为主生产计划物料,应把计划策略设为“M-主生产计划”。
为在这一时间段内 "脱离" 物料的 MRP 计划过程,还必须确定计划时界。
通过对计划稳定性和灵活性,以及对计划作出响应的权衡,选择计划时界。
这个时间应该反映生产产品通常需要的时间 (包括采购必要的原材料和生产必需的子装配件的时间)。
在这个时间框架内,如果不出现物料短缺、加急费或能力限制的情况,是不可能修改生产量的。
因此,MRP 不在计划时界内进行计划,而是让主生产计划功能根据可用能力、物料或生产的实用性制定理想的生产计划。
但 MRP 仍将计划此物料在计划时界以外的部分。
计划时界应大于或等于主生产计划物料的累计提前期。
这样能保证最大限度的采购和生产计划稳定性。
关键字段字段说明计划员表明物料的计划员。
建议把此字段改为主生产计划员的专用代码(如MST)。
这样主生产计划员能够检查或筛选 MRP 生成的信息,如重排现存订单 (SCH) 信息,从而降低改变主生产计划、计划不必要的订单或采购不必要的物料等一类的风险。