R180柴油机曲轴工艺及夹具外文文献翻译、中英文翻译、外文翻译
机械加工工艺夹具类外文翻译、中英文翻译、外文文献翻译
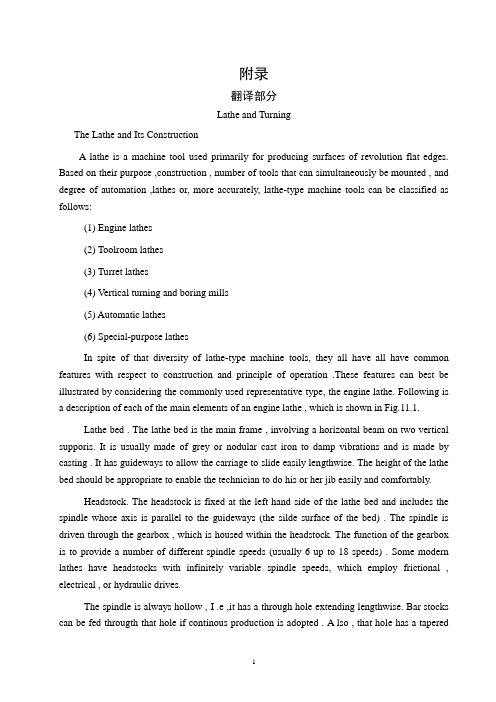
附录翻译部分Lathe and TurningThe Lathe and Its ConstructionA lathe is a machine tool used primarily for producing surfaces of revolution flat edges. Based on their purpose ,construction , number of tools that can simultaneously be mounted , and degree of automation ,lathes or, more accurately, lathe-type machine tools can be classified as follows:(1) Engine lathes(2) Toolroom lathes(3) Turret lathes(4) Vertical turning and boring mills(5) Automatic lathes(6) Special-purpose lathesIn spite of that diversity of lathe-type machine tools, they all have all have common features with respect to construction and principle of operation .These features can best be illustrated by considering the commonly used representative type, the engine lathe. Following is a description of each of the main elements of an engine lathe , which is shown in Fig.11.1.Lathe bed . The lathe bed is the main frame , involving a horizontal beam on two vertical supporis. It is usually made of grey or nodular cast iron to damp vibrations and is made by casting . It has guideways to allow the carriage to slide easily lengthwise. The height of the lathe bed should be appropriate to enable the technician to do his or her jib easily and comfortably.Headstock. The headstock is fixed at the left hand side of the lathe bed and includes the spindle whose axis is parallel to the guideways (the silde surface of the bed) . The spindle is driven through the gearbox , which is housed within the headstock. The function of the gearbox is to provide a number of different spindle speeds (usually 6 up to 18 speeds) . Some modern lathes have headstocks with infinitely variable spindle speeds, which employ frictional , electrical , or hydraulic drives.The spindle is always hollow , I .e ,it has a through hole extending lengthwise. Bar stocks can be fed througth that hole if continous production is adopted . A lso , that hole has a taperedsurface to allow mounting a plain lathe center . The outer surface of the spindle is threaded to allow mounting of a chuck , a face plate , or the like .Tailstock . The tailstock assembly consists basically of three parts , its lower base, an intermediate part, and the quill . The lower base is a casting that can slide on the lathe bed along the guidewayes , and it has a clamping device to enable locking the entire tailstock at any desired location , depending upon the length of the workpiece . The intermediate parte is a casting that can be moved transversely to enable alignment of the axis of the the tailstock with that of the headstock . The third part, the quill, is a hardened steel tube, which can be moved longitudinally in and out of the intermediate part as required . This is achieved through the use of a handwheel and a screw , around which a nut fixed to the quill is can be locked at any point along its travel path by means of a clamping device.The carriage. The main function of the carriage is mounting of the cutting tools and generating longitudinal and /or cross feeds. It is actually an H-shaped block that slides on the lathe bed between the headstock and tailstock while being guided by the V-shaped guideways of the bed . The carriage can be moved either manually or mechanically by means of the apron and either the feed rod or the lead screw.When cutting screw threads, power is provided to the gearbox of the apron by the lead screw. In all other turning operations, it is the feed rod that drives the carriage. The lead screw goes through a pair o half nuts , which are fixed to the rear of the apron . When actuating a certain lever, the half nuts are clamped together and engage with the rotating lead screw as a single nut, which is fed , together with carriage, along the bed . when the lever is disengaged , the half nuts are released and the carriage stops. On the other hand , when the feed rod is used, it supplies power to the apron through a wrom gear . The latter is keyed to feed rod and travels with the apron along the feed rod , which has a keyway extending to cover its whole length. A modern lathe usually has a quick-change gearbox located under the headstock and driven from the spindle through a train of gears. It is connected to both the feed rod and the lead screw and enables selecting a variety of feeds easily and rapidly by simply shifting the appropriate levers, the quick-change gearbox is employed in plain turning, facing and thread cutting operations. Since that gearbox is linked to spindle, the distance that the apron (and the cutting tool) travels for each revolution of the spindle can be controlled and is referred to as the feed.Lathe Cutting ToolsThe shape and geometry of the lathe tools depend upon the purpose for which they are employed. Turning tools can be classified into tow main groups,namely,external cutting tools andinternal cutting tools , Each of these groups include the following types of tools: Turning tools. Turing tools can be either finishing or rough turning tools . Rough turning tools have small nose radii and are used for obtaining the final required dimensions with good surface finish by marking slight depth of cut . Rough turning tools can be right –hand or left-hand types, depending upon the direction of feed. They can have straight, bent, or offset shanks.Facing tools . Facing tools are employed in facing operations for machining plane side or end surfaces. There are tools for machining left-hand-side surfaces and tools for right-hand-side surfaces. Those side surfaces are generated through the use of the cross feed, contrary to turning operations, where the usual longitudinal feed is used.Cutoff tools. Cutoff tools ,which are sometimes called parting tools, serve to separate the workpiece into parts and/or machine external annual grooves.Thread-cutting tools. Thread-cutting tools have either triangular, square, or tranpezoidal cutting edges, depending upon the cross section of the desired thread .Also , the plane angles of these tools must always be identical to those of the thread forms. Thread-cutting tools have straight shanks for external thread cutting and are of the bent-shank type when cutting internal threads .Form tools. Form tools have edges especially manufactured to take a certain form, which is opposite to the desired shape of the machined workpiece . An HSS tools is usually made in the form of a single piece ,contrary to cemented carbides or ceramic , which are made in the form of tipes. The latter are brazed or mechanically fastened to steel shanks. Fig.1indicates an arrangement of this latter type, which includes the carbide tip , the chip breaker ,the pad ,the clamping screw (with a washer and a nut ) , and the shank.. As the name suggests, the function of the chip breaker is to break long chips every now and then , thus preventing the formation of very long twisted ribbons that may cause problems during the machining operations . The carbide tips ( or ceramic tips ) can have different shapes, depending upon the machining operations for which they are to be employed . The tips can either be solid or with a central through hole ,depending on whether brazing or mechanical clamping is employed for mounting the tip on the shank.Fig.1Lathe OperationsIn the following section , we discuss the various machining operations that can be performed on a conventional engine lathe. It must be borne in mind , however , that modern computerized numerically controlled lathes have more capabiblities and do other operations ,such as contouring , for example . Following are conventional lathe operations.Cylindrical turning . Cylindrical turning is the the simplest and the most common of all lathe operations . A single full turn of the workpiece generate a circle whose center falls on the lathe axis; this motion is then reproduced numerous times as a result of the axial feed motion of the tool. The resulting machining marks are , therefore ,a helix having a very small pitch, which is equal to the feed . Consequently , the machined surface is always cylindrical.The axial feed is provided by the carriage or the compound rest , either manually or automatically, whereas the depths of cuts is controlled by the cross slide . In roughing cuts , it is recommended that large depths of cuts (up to 0.25 in. or 6 mm, depending upon the workpiece material) and smaller feeds would be used. On the other hand , very fine feeds, smaller depth of cut (less than 0.05in. , or 0.4 mm) , and high cutting speeds are preferred for finishing cuts.Facing . The result of a facing operation is a flat surface that is either the whole end surface of the workpiece or an annular intermediate surface like a shoulder . During a facing operation ,feed is provided by the cross slide, whereas the depth of cut is controlled by the carriage or compound rest . Facing can be carried out either from the periphery in ward or from the center of the workpiece outward . It is obvious that the machining marks in both cases tack the form of a spiral. Usually, it is preferred to clamp the carriage during a facing operation, since the cutting force tends to push the tool ( and , of course , the whole carriage ) away from the workpiece . In most facing operations , the workpiece is held in a chuck or on a face plate.Groove cutting. In cut-off and groove-cutting operations ,only cross feed of the tool isemployed. The cut-off and grooving tools , which were previously discussed, are employed.Boring and internal turning . Boring and internal are performed on the internal surfaces by a boring bar or suitable internal workpiece is solid, a drilling operation must be performed first . The drilling tool is held in the tailstock, and latter is then fed against the workpiece.Taper turning . Taper turning is achieved by driving the tool in a direction that is not paralled to the lathe axis but inclined to it with an angle that is equal to the desired angle of the taper . Following are the different methods used in taper-turning practice:(1)Rotating the disc of the compound rest with an angle to half the apex angle of the cone . Feed is manually provided by cranking the handle of the compound rest . This method is recommended for taper turning of external and internal surfaces when the taper angle is relatively large.(2)Employing special form tools for external , very short ,conical surfaces . The width of the workpiece must be slightly smaller than that of the tool ,and the workpiece is usually held in a chuck or clamped on a face plate . I n this case , only the cross feed is used during the machining process and the carriage is clamped to the machine bed .(3)Offsetting the tailstock center . This method is employed for esternal tamper turning of long workpiece that are required to have small tamper angles (less than 8 ) . The workpiece is mounted between the two centers ; then the tailstock center is shifted a distance S in the direction normal to the lathe axis.(4)Using the taper-turning attachment . This method is used for turning very long workpoece , when the length is larger than the whole stroke of the compound rest . The procedure followed in such cases involves complete disengagement of the cross slide from the carriage , which is then guided by the taper-turning attachment . During this process, the automatic axial feed can be used as usual . This method is recommend for very long workpiece with a small cone angle , i.e. , 8 through 10 .Thread cutting . When performing thread cutting , the axial feed must be kept at a constant rate , which is dependent upon the rotational speed (rpm) of the workpiece . The relationship between both is determined primarily by the desired pitch of the thread to be cut .As previously mentioned , the axial feed is automatically generated when cutting a thread by means of the lead screw , which drives the carriage . When the lead screw rotates a single revolution, the carriage travels a distance equal to the pitch of the lead screw rotates a single revolutional speed of the lead screw is equal to that of the spindle ( i. e . , that of the workpiece ),the pitch of the resulting cut thread is exactly to that of the lead screw . The pitch of the resulting thread being cut therefore always depends upon the ratio of the rotational speeds of the lead scew and the spindle :workpiece of pitch screw lead the of Pitch Desired = screwlead of workpiece the of rpm rpm = spindle-to-carriage gearing ratio This equation is usefully in determining the kinematic linkage between the lathe spindle and the lead screw and enables proper selection of the gear train between them .In thread cutting operations , the workpiece can either be held in the chuck or mounted between the two lathe centers for relatively long workpiece . The form of the tool used must exactly coincide with the profile the thread to be cut , I . e . , triangular tools must be used for triangular threads , and so on .Knurling . knurling is mainly a forming operation in which no chips are prodyced . Tt involves pressing two hardened rolls with rough filelike surfaces against the rotating workpiece to cause plastic deformation of the workpiece metal.Knurling is carried out to produce rough , cylindrical ( or concile )surfaces , which are usually used as handles . Sometimes , surfaces are knurled just for the sake of decoration ; there are different types of patterns of knurls from which to choose .Cutting Speeds and FeedsThe cutting speed , which is usually given in surface feet per minute (SFM), is the number of feet traveled in circumferential direction by a given point on the surface (being cut ) of the workpiece in one minute . The relationship between the surface speed and rpm can be given by the following equation :SMF=πDNWhereD= the diameter of the workpiece in feetN=the rpmThe surface cutting speed is dependent primarily upon the machined as well as the material of the cutting and can be obtained from handbooks , information provided by cutting tool manufacturera , and the like . generally , the SFM is taken as 100 when machining cold-rolled or mild steel ,as 50 when machining tougher metals , and as 200 when machining sofer materials . For aluminum ,the SFMis usually taken as 400 or above . There are also other variables that affect the optimal value of the surface cutting speed . These include the toolgeometry, the type of lubricant or coolant , the feed , and the depth of cut . As soon as the cutting sped is decided upon , the rotational speed (rpm) of the spindle can be obtained as follows :N = DSFW π The selection of a suitable feed depends upon many factors , such as the required surface finish , the depth of cut , and the geometry of the tool used . Finer feeds produce better surface finish ,whereas higher feeds reduce the machining time during which the tool is in direct contact with the workpiece . Therefore ,it is generally recommended to use high feeds for roughing operations and finer feeds for finishing operations. Again, recommend values for feeds , which can be taken as guidelines , are found in handbooks and information booklets provided by cutting tool manufacturers.Here I want to introduce the drilling:Drilling involves producing through or blind holes in a workpiece by forcing a tool , which rotates around its axis , against the workpiece .Consequently , the range of cutting from that axis of rotation is equal to the radius of the required hole .In practice , two symmetrical cutting edges that rotate about the same axis are employed .Drilling operations can be carried out by using either hand drills or drilling machines . The latter differ in size and construction . nevertheless , the tool always rotates around its axis while the workpiece is kept firmly fixed . this is contrary to drilling on a lathe .Cutting Tool for Drilling OperationsIn drilling operations , a cylindrical rotary-end cutting , called a drill , is employed . The drill can have either one or more cutting edges and corresponding flutes , which can be straight or helical . the function of the flutes is to provide outlet passages for the chips generated during the drilling operation and to allow lubricants and coolants to reach the cutting edges and the surface being machined . Following is a survey of the commonly used drills.Twist drill . The twist drill is the most common type of drill .It has two cutting edges and two helical flutes that continue over the length of the drill body , The drill also consist of a neck and a shake that can be either straight or tapered .In the latter case , the shank is fitted by the wedge action into the tapered socket of the spindle and has a tang , which goes into a slot in the spindle socket ,thus acting as a solid means for transmitting rotation . On the other hand , straight –shank drills are held in a drill chuck that is , in turn , fitted into the spindle socket in the same way as tapered shank drills.The two cutting edges are referred to as the lips , and are connected together by a wedge , which is a chisel-like edge . The twist drill also has two margins , which enable proper guidance and locating of the drill while it is in operation . The tool point angle (TPA) is formed by the lips and is chosen based on the properties of the material to be cut . The usual TAP for commercial drills is 118 , which is appropriate for drilling low-carbon steels and cast irons . For harder and tougher metals , such as hardened steel , brasss and bronze , larger TPAs (130 OR 140 ) give better performance . The helix angle of the flutes of the commonly used twist drills ranges between 24 and 30 . When drilling copper or soft plastics , higher values for the helix angle are recommended (between 35 and 45).Twist drills are usually made of high speed steel ,although carbide tipped drills are also available . The size of twist drills used in industrial range from 0.01 up to 3.25 in . (i.e.0.25 up to 80 mm ) .Core drills . A core drill consists of the chamfer , body , neck ,and shank . This type of drill may be have either three or four flutes and an equal number of margins , which ensure superior guidance , thus resulting in high machining accuracy . It can also be seen in Fig 12.2 that a core drill has flat end . The chamfer can have three or four cutting edges or lips , and the lip angle may vary between 90 and 120 . Core drills are employed for enlarging previously made holes and not for originating holes . This type of drill is characterized by greater productivity , high machining accuracy , and superior quality of the drilled surfaces .Gun drills . Gun drills are used for drilling deep holes . All gun drills are straight fluted , and each has a single cutting edge . A hole in the body acts as a conduit to transmit coolant under considerable pressure to the tip of the drill .There are two kinds of gun drills , namely , the center cut gun drill used for drilling blind holes and the trepanning drill . The latter has a cylindrical groove at its center , thus generating a solid core , which guides the tool as it proceeds during the drilling operation.Spade drills . Spade drills are used for drilling large holes of 3.5 in .(90 mm ) or more . Their design results in a marked saving in cost of the tool as well as a tangible reduction in its weight , which facilitates its handling . moreover , this type of drill is easy to be ground .[13]车床和车削车床及它的结构车床是一个主要用来生产旋转表面和端面的机床。
R180柴油机曲轴工艺设计及夹具设计毕业设计说明书

R180柴油机曲轴工艺设计及夹具设计毕业设计说明书摘要 1 Abstract 20 引言 11 R180柴油机曲轴工艺设计 3 1.1 分析零件图 31.2 确定生产类型 31.3 确定毛坯 31.4 机械加工工艺过程设计 31.5 选择加工设备与工艺装备 61.6 确定工序尺寸 71.7 确定切削用量及时刻定额 91.8 填写工艺规程卡 152.1 明确设计任务、收集分析原始资料 162.2 确定夹具的结构方案 172.3 绘制夹具结构草图 193 R180柴油机曲轴第二套夹具设计 21 3.1 明确设计任务、收集分析原始资料 213.2 确定夹具的结构方案 223.3 夹具定位误差分析 223.4 拟订夹具总装图的尺寸、公差与配合及技术要求 223.5 绘制夹具总装图 234 结论 24致谢 25参考文献 26附件清单 27摘要本文要紧介绍了R180柴油机曲轴工艺设计及其中两道工序的夹具设计。
本文作者是在保证产品质量、提高生产率、降低成本、充分利用现有生产条件、保证工人具有良好而安全劳动条件的前提下进行设计的。
在工艺设计中,作者结合实际进行理论设计,对曲轴传统生产工艺进行了改进,优化了工艺过程和工艺装备,使曲轴的生产加工更经济、合理。
在夹具设计部分,作者在收集加工所用机床、刀具及辅助工具等有关资料后,对工件材料、结构特点、技术要求及工艺分析的基础上,按照夹具设计步骤设计出符合曲轴生产工艺及夹具制造要求的夹具。
关键词:柴油机曲轴工艺夹具AbstractThis text introduce R180 diesel engine crankshaft technological design and two of them jig of process design mainly. The author of this text is guaranteeing product quality, boost productivity, lower costs, utilize existing working condition, guaranteeing worker to have good work prerequisite of terms to design . In technological design, the author combine carrying on theory design, improve the traditional production technology of the crankshaft actually, optimize craft course and craft equip, enable economy rational even more of production and processing of the crankshaft. Designing in the jig , the author collect the relevant materials, such as lathe, cutter and handling tool,etc. At the foundation of the analyse of work piece material, specification requirement and craft, and make jig of request according to jig measure design and cankshaft production technology and jig.Keywords : Diesel engine Crankshaft Technology Jig0 引言全套图纸及更多设计请联系QQ:360702501本次毕业设计是关于R180柴油机曲轴的工艺设计及其中两道工序的夹具设计。
机械加工工艺装备夹具外文文献翻译、中英文翻译、外文翻译
外语文献翻译摘自: 《制造工程与技术(机加工)》(英文版)《Manufacturing Engineering and Technology —Machining 》机械工业出版社 2004年3月第1版 页—564560P美 s. 卡尔帕基安(Serope kalpakjian)s.r 施密德(Steven R.Schmid) 著原文:20.9 MACHINABILITYThe machinability of a material usually defined in terms of four factors:1、Surface finish and integrity of the machined part; 2、Tool life obtained; 3、Force and power requirements; 4、 Chip control.Thus, good machinability good surface finish and integrity, long tool life, and low force And power requirements. As for chip control, long and thin (stringy) cured chips, if not broken up, can severely interfere with the cutting operation by becoming entangled in the cutting zone.Because of the complex nature of cutting operations, it is difficult to establish relationships that quantitatively define the machinability of a material. Inmanufacturing plants, tool life and surface roughness are generally considered to be the most important factors in machinability. Although not used much any more, approximate machinability ratings are available in the example below.20.9.1 Machinability Of SteelsBecause steels are among the most important engineering materials (as noted in Chapter 5), their machinability has been studied extensively. The machinability of steels has been mainly improved by adding lead and sulfur to obtain so-called free-machining steels.Resulfurized and Rephosphorized steels. Sulfur in steels forms manganese sulfide inclusions (second-phase particles), which act as stress raisers in the primaryshear zone. As a result, the chips produced break up easily and are small; this improves machinability. The size, shape, distribution, and concentration of these inclusions significantly influence machinability. Elements such as tellurium and selenium, which are both chemically similar to sulfur, act as inclusion modifiers in resulfurized steels.Phosphorus in steels has two major effects. It strengthens the ferrite, causing increased hardness. Harder steels result in better chip formation and surface finish. Note that soft steels can be difficult to machine, with built-up edge formation and poor surface finish. The second effect is that increased hardness causes the formation of short chips instead of continuous stringy ones, thereby improving machinability.Leaded Steels. A high percentage of lead in steels solidifies at the tip of manganese sulfide inclusions. In non-resulfurized grades of steel, lead takes the form of dispersed fine particles. Lead is insoluble in iron, copper, and aluminum and their alloys. Because of its low shear strength, therefore, lead acts as a solid lubricant (Section 32.11) and is smeared over the tool-chip interface during cutting. This behavior has been verified by the presence of high concentrations of lead on thetool-side face of chips when machining leaded steels.When the temperature is sufficiently high-for instance, at high cutting speeds and feeds (Section 20.6)—the lead melts directly in front of the tool, acting as a liquid lubricant. In addition to this effect, lead lowers the shear stress in the primary shear zone, reducing cutting forces and power consumption. Lead can be used in every grade of steel, such as 10xx, 11xx, 12xx, 41xx, etc. Leaded steels are identified by the letter L between the second and third numerals (for example, 10L45). (Note that in stainless steels, similar use of the letter L means “low carbon,” a condition that improves their corrosion resistance.)However, because lead is a well-known toxin and a pollutant, there are serious environmental concerns about its use in steels (estimated at 4500 tons of lead consumption every year in the production of steels). Consequently, there is a continuing trend toward eliminating the use of lead in steels (lead-free steels). Bismuth and tin are now being investigated as possible substitutes for lead in steels.Calcium-Deoxidized Steels. An important development is calcium-deoxidized steels, in which oxide flakes of calcium silicates (CaSo) are formed. These flakes, in turn, reduce the strength of the secondary shear zone, decreasing tool-chip interfaceand wear. Temperature is correspondingly reduced. Consequently, these steels produce less crater wear, especially at high cutting speeds.Stainless Steels. Austenitic (300 series) steels are generally difficult to machine. Chatter can be s problem, necessitating machine tools with high stiffness. However, ferritic stainless steels (also 300 series) have good machinability. Martensitic (400 series) steels are abrasive, tend to form a built-up edge, and require tool materials with high hot hardness and crater-wear resistance. Precipitation-hardening stainless steels are strong and abrasive, requiring hard and abrasion-resistant tool materials.The Effects of Other Elements in Steels on Machinability. The presence of aluminum and silicon in steels is always harmful because these elements combine with oxygen to form aluminum oxide and silicates, which are hard and abrasive. These compounds increase tool wear and reduce machinability. It is essential to produce and use clean steels.Carbon and manganese have various effects on the machinability of steels, depending on their composition. Plain low-carbon steels (less than 0.15% C) can produce poor surface finish by forming a built-up edge. Cast steels are more abrasive, although their machinability is similar to that of wrought steels. Tool and die steels are very difficult to machine and usually require annealing prior to machining. Machinability of most steels is improved by cold working, which hardens the material and reduces the tendency for built-up edge formation.Other alloying elements, such as nickel, chromium, molybdenum, and vanadium, which improve the properties of steels, generally reduce machinability. The effect of boron is negligible. Gaseous elements such as hydrogen and nitrogen can have particularly detrimental effects on the properties of steel. Oxygen has been shown to have a strong effect on the aspect ratio of the manganese sulfide inclusions; the higher the oxygen content, the lower the aspect ratio and the higher the machinability.In selecting various elements to improve machinability, we should consider the possible detrimental effects of these elements on the properties and strength of the machined part in service. At elevated temperatures, for example, lead causes embrittlement of steels (liquid-metal embrittlement, hot shortness; see Section 1.4.3), although at room temperature it has no effect on mechanical properties.Sulfur can severely reduce the hot workability of steels, because of the formation of iron sulfide, unless sufficient manganese is present to prevent such formation. Atroom temperature, the mechanical properties of resulfurized steels depend on the orientation of the deformed manganese sulfide inclusions (anisotropy). Rephosphorized steels are significantly less ductile, and are produced solely to improve machinability.20.9.2 Machinability of Various Other MetalsAluminum is generally very easy to machine, although the softer grades tend to form a built-up edge, resulting in poor surface finish. High cutting speeds, high rake angles, and high relief angles are recommended. Wrought aluminum alloys with high silicon content and cast aluminum alloys may be abrasive; they require harder tool materials. Dimensional tolerance control may be a problem in machining aluminum, since it has a high thermal coefficient of expansion and a relatively low elastic modulus.Beryllium is similar to cast irons. Because it is more abrasive and toxic, though, it requires machining in a controlled environment.Cast gray irons are generally machinable but are. Free carbides in castings reduce their machinability and cause tool chipping or fracture, necessitating tools with high toughness. Nodular and malleable irons are machinable with hard tool materials.Cobalt-based alloys are abrasive and highly work-hardening. They require sharp, abrasion-resistant tool materials and low feeds and speeds.Wrought copper can be difficult to machine because of built-up edge formation, although cast copper alloys are easy to machine. Brasses are easy to machine, especially with the addition pf lead (leaded free-machining brass). Bronzes are more difficult to machine than brass.Magnesium is very easy to machine, with good surface finish and prolonged tool life. However care should be exercised because of its high rate of oxidation and the danger of fire (the element is pyrophoric).Molybdenum is ductile and work-hardening, so it can produce poor surface finish. Sharp tools are necessary.Nickel-based alloys are work-hardening, abrasive, and strong at high temperatures. Their machinability is similar to that of stainless steels.Tantalum is very work-hardening, ductile, and soft. It produces a poor surfacefinish; tool wear is high.Titanium and its alloys have poor thermal conductivity (indeed, the lowest of all metals), causing significant temperature rise and built-up edge; they can be difficult to machine.Tungsten is brittle, strong, and very abrasive, so its machinability is low,although it greatly improves at elevated temperatures.Zirconium has good machinability. It requires a coolant-type cutting fluid,however, because of the explosion and fire.20.9.3 Machinability of Various MaterialsGraphite is abrasive; it requires hard, abrasion-resistant, sharp tools.Thermoplastics generally have low thermal conductivity, low elastic modulus, and low softening temperature. Consequently, machining them requires tools with positive rake angles (to reduce cutting forces), large relief angles, small depths of cut and feed, relatively high speeds, andproper support of the workpiece. Tools should be sharp.External cooling of the cutting zone may be necessary to keep the chips from becoming “gummy” and sticking to the tools. Cooling can usually be achieved with a jet of air, vapor mist, or water-soluble oils. Residual stresses may develop during machining. To relieve these stresses, machined parts can be annealed for a period of time at temperatures ranging from C ︒80 to C ︒160 (F ︒175to F ︒315), and then cooled slowly and uniformly to room temperature.Thermosetting plastics are brittle and sensitive to thermal gradients duringcutting. Their machinability is generally similar to that of thermoplastics.Because of the fibers present, reinforced plastics are very abrasive and aredifficult to machine. Fiber tearing, pulling, and edge delamination are significant problems; they can lead to severe reduction in the load-carrying capacity of the component. Furthermore, machining of these materials requires careful removal of machining debris to avoid contact with and inhaling of the fibers.The machinability of ceramics has improved steadily with the development of nanoceramics (Section 8.2.5) and with the selection of appropriate processing parameters, such as ductile-regime cutting (Section 22.4.2).Metal-matrix and ceramic-matrix composites can be difficult to machine, depending on the properties of the individual components, i.e., reinforcing or whiskers, as well as the matrix material.20.9.4 Thermally Assisted MachiningMetals and alloys that are difficult to machine at room temperature can be machined more easily at elevated temperatures. In thermally assisted machining (hot machining), the source of heat—a torch, induction coil, high-energy beam (such as laser or electron beam), or plasma arc—is forces, (b) increased tool life, (c) use of inexpensive cutting-tool materials, (d) higher material-removal rates, and (e) reduced tendency for vibration and chatter.It may be difficult to heat and maintain a uniform temperature distribution within the workpiece. Also, the original microstructure of the workpiece may be adversely affected by elevated temperatures. Most applications of hot machining are in the turning of high-strength metals and alloys, although experiments are in progress to machine ceramics such as silicon nitride.SUMMARYMachinability is usually defined in terms of surface finish, tool life, force and power requirements, and chip control. Machinability of materials depends not only on their intrinsic properties and microstructure, but also on proper selection and control of process variables.译文:20.9 可机加工性一种材料的可机加工性通常以四种因素的方式定义:1、分的表面光洁性和表面完整性。
机械加工零件的工艺及夹具设计方案(中英文对照)
机械加工零件的工艺及夹具设计摘要:本文对机械加工零件的结构和工艺进行了分析,确定了机械加工工艺路线,夹具在机械加工中所占的地位和重要性,以及夹具设计。
随着科学的日益发展进步和国家产业政策的调整,工程机械行业已成为没有政策壁垒的完全竞争行业关键词:技术背景/发展趋势/工序/定位方案1 机械加工历史背景及其意义机械制造业是一个古老而永远充满生命力的行业。
随着现代工业的发展,对机械产品的要求越来越高,机械制造工艺也在日新月异地发展。
自新中国成立以来,我国的制造技术与制造业得到了长足发展,一个具有相当规模和一定技术基础的机械工业体系基本形成。
改革开放二十多年来,我国制造业充分利用国内国外两方面的技术资源,有计划地推进企业的技术改造,引导企业走依靠科技进步的道路,使制造技术、产品质量和水平及经济效益发生了显著变化,为推动国民经济的发展做出了很大的贡献。
尽管我国制造业的综合技术水平有了大幅度提高,但与工业发达国家相比,仍存在阶段性差距。
进入二十一世纪,我国发展经济的主导产业仍然是制造业,特别是在我国加入世贸组织后,世界的制造中心就从发达国家迁移到了亚洲,我国有廉价的劳动力和广大的消费市场,因此,我国工业要想发展,就需要有相应的技术和设备来支持。
机械工业是国民经济的装备工业;是科学技术物化的基础;是高新技术产业化的载体;是国防建设的基础;是实现经济快速增长的重要支柱;也是为提高人民生活质量、提供消费类机电产品的供应工业。
它对国民经济运行的质量和效益、产业结构的调整和优化具有极其重要的作用。
2 机械行业的现状及发展趋势随着社会的发展,各种机械逐渐运用到各个行业中,不管是在农用、军用、工用等方面,离开了机械的操作就谈不上效率,因此,从某中角度上来说,一个国家的经济实力、社会地位,和机械行业的发展是密不可分的。
各工业化国家经济发展的历程表明,没有强大的装备制造业,就不可能实现国民经济的工业化、现代化和信息化[3]。
柴油发动机喷射系统外文文献翻译、中英文翻译、外文翻译

译文标题柴油发动机喷射系统柴油发动机喷射系统 原文标题Diesel engine injection system 作 者Jeff Daniels 译 名 杰夫杰夫 丹尼斯丹尼斯 国 籍 美国美国原文出处 Automotive Design Asia 摘要:柴油喷射压力已提高到2000巴汽油直喷和压电技术都变得越来越常见因为燃油供给系统在不断地改革。
为燃油供给系统在不断地改革。
大约在过去的五年中汽车燃油供给技术发生了一场革命其中变化最大的是柴油发动机在直喷柴油机上运用了共轨系统该系统安装有压电式喷油器现在正受到人们越来越多的关注。
在汽油发动机方面现在也有往直喷技术发展的趋势但这种趋势逐渐趋缓而且并没有都往这个方向发展也有其它新的技术诸如空气引射技术但受材料方面的影响进展也较缓慢。
材料方面的影响进展也较缓慢。
关键词:燃油供给系统燃油供给系统 共轨系统共轨系统共轨系统 压电式喷油器压电式喷油器Abstract: the fuel injection pressure has increased to 2000 bar gasoline direct injection and piezoelectric technology is becoming more common because of fuel supply system in constant reform.About in the past five years automotive fuel oil supply technology was a revolution is one of the biggest changes in diesel engine on the direct injection diesel engine using common rail system is the system equipped with piezoelectric injector is now more and more attention by people. In gasoline engine now has to the trend of the development of the direct injection technology but the trend is gradually slow and not toward this direction also have other new technology such as air ejector technology but also affected by the material aspects of the progress is relatively slow.Keywords:fuel oil supply system Common rail system Piezoelectric injectors1喷射系统发展任何燃油供给系统最基本的功能是向每个汽缸供给足够的燃油通过这种方式任何燃油供给系统最基本的功能是向每个汽缸供给足够的燃油通过这种方式与吸进来的空气混合并燃烧当然燃烧得越完全越好。
R180柴油机曲轴工艺及夹具外文文献翻译、中英文翻译、外文翻译

中国地质大学长城学院本科毕业设计外文资料翻译系别:工程技术系专业:机械设计制造及其自动化姓名:刘庆鹏学号: 05211602年月日外文资料翻译原文R180柴油机曲轴工艺设计及夹具设计一、研究目的及意义曲轴是柴油机的关键零部件之一,主要用于往复运动的机械中,与连杆配合将作用在活塞上的气体压力变为旋转的动力。
而随着机械化生产逐渐成为当今主流,传统的制造工艺已经不能满足人们的需求。
结合实际进行理论分析,在保证产品质量,提高生产效率,降低生产成本的的前提下,对R180柴油机曲轴工艺进行优化设计。
二、R180曲轴工艺现状从目前的整体水平来看,R180柴油机曲轴基本都是两种材质:一是钢锻曲轴;二是球墨铸铁曲轴。
根据材质选择的不同,其生产方式也不同。
为了保证生产精度,铸造方式生产的曲轴已经广泛运用于R180柴油机的运行。
球墨铸铁具有良好的切削性能,并且可以进行各种热处理以及表面强化处理,故球墨铸铁被广泛运用于曲轴的生产。
但是,曲轴毛坯的铸造工艺生产效率低下,工艺装备参差不齐,性能不够稳定、精度低、报废率高居不下,这一系列的问题都需要优化。
从目前整体水平来看, 毛坯的铸造工艺存在生产效率低,工艺装备落后,毛坯机械性能不稳定、精度低、废品率高等问题。
从以下几个工艺环节采取措施对提高曲轴质量具有普遍意义。
①熔炼国内外一致认为,高温低硫纯净铁水的获得是生产高质量球铁的关键所在。
为获得高温低硫磷的纯净铁水,可用冲天炉熔化铁水,经炉外脱硫,然后在感应电炉中升温并调整成分。
②球化处理③孕育处理冲天炉熔化球铁原铁水,对铜钼合金球铁采用二次孕育。
这对于防止孕育衰退,改善石墨形态,细化石墨及保证高强度球铁机械性能具有重要作用。
④合金化配合好铜和钼的比例对形成珠光体组织十分有利,可提高球铁的强度,而且铜和钼还可大大降低球铁件对壁厚的敏感性。
⑤造型工艺气流冲击造型工艺优于粘土砂造型工艺,可获得高精度的曲轴铸件,该工艺制作的砂型具有无反弹变形量的特点,这对于多拐曲轴尤为重要。
(完整版)机械类外文文献翻译
文献翻译英文原文:NOVEL METHOD OF REALIZING THE OPTIMAL TRANSMISSION OF THE CRANK-AND-ROCKER MECHANISM DESIGN Abstract: A novel method of realizing the optimal transmission of the crank-and-rocker mechanism is presented. The optimal combination design is made by finding the related optimal transmission parameters. The diagram of the optimal transmission is drawn. In the diagram, the relation among minimum transmission angle, the coefficient of travel speed variation, the oscillating angle of the rocker and the length of the bars is shown, concisely, conveniently and directly. The method possesses the main characteristic. That it is to achieve the optimal transmission parameters under the transmission angle by directly choosing in the diagram, according to the given requirements. The characteristics of the mechanical transmission can be improved to gain the optimal transmission effect by the method. Especially, the method is simple and convenient in practical use.Keywords:Crank-and-rocker mechanism, Optimal transmission angle, Coefficient of travel speed variationINTRODUCTIONBy conventional method of the crank-and-rocker design, it is very difficult to realize the optimal combination between the various parameters for optimal transmission. The figure-table design method introduced in this paper can help achieve this goal. With given conditions, we can, by only consulting the designing figures and tables, get the relations between every parameter and another of the designed crank-and-rocker mechanism. Thus the optimal transmission can be realized.The concerned designing theory and method, as well as the real cases of its application will be introduced later respectively.1ESTABLISHMENT OF DIAGRAM FOR OPTIMAL TRANSMISSION DESIGNIt is always one of the most important indexes that designers pursue to improve the efficiency and property of the transmission. The crank-and-rocker mechanism is widely used in the mechanical transmission. How to improve work ability and reduce unnecessary power losses is directly related to the coefficient of travel speed variation, the oscillating angle of the rocker and the ratio of the crank and rocker. The reasonable combination of these parameters takes an important effect on the efficiency and property of the mechanism, which mainly indicates in the evaluation of the minimum transmission angle.The aim realizing the optimal transmission of the mechanism is how to find themaximum of the minimum transmission angle. The design parameters are reasonably combined by the method of lessening constraints gradually and optimizing separately. Consequently, the complete constraint field realizing the optimal transmission is established.The following steps are taken in the usual design method. Firstly, the initial values of the length of rocker 3l and the oscillating angle of rocker ϕ are given. Then the value of the coefficient of travel speed variation K is chosen in the permitted range. Meanwhile, the coordinate of the fixed hinge of crank A possibly realized is calculated corresponding to value K .1.1 Length of bars of crank and rocker mechanismAs shown in Fig.1, left arc G C 2 is the permitted field of point A . Thecoordinates of point A are chosen by small step from point 2C to point G .The coordinates of point A are 02h y y c A -= (1)22A A y R x -= (2)where 0h , the step, is increased by small increment within range(0,H ). If the smaller the chosen step is, the higher the computational precision will be. R is the radius of the design circle. d is the distance from 2C to G .2cos )2cos(22cos 33ϕθϕϕ⎥⎦⎤⎢⎣⎡--+=l R l d (3) Calculating the length of arc 1AC and 2AC , the length of the bars of themechanism corresponding to point A is obtained [1,2].1.2 Minimum transmission angle min γMinimum transmission angle min γ(see Fig.2) is determined by the equations [3]322142322min 2)(cos l l l l l l --+=γ (4) 322142322max 2)(cos l l l l l l +-+=γ (5) max min180γγ-︒=' (6) where 1l ——Length of crank(mm)2l ——Length of connecting bar(mm)3l ——Length of rocker(mm)4l ——Length of machine frame(mm)Firstly, we choose minimum comparing min γ with minγ'. And then we record all values of min γ greater than or equal to ︒40 and choose the maximum of them.Secondly, we find the maximum of min γ corresponding to any oscillating angle ϕ which is chosen by small step in the permitted range (maximum of min γ is different oscillating angle ϕ and the coefficient of travel speed variation K ).Finally, we change the length of rockerl by small step similarly. Thus we3γcorresponding to the different length of bars, may obtain the maximum ofmindifferent oscillating angle ϕand the coefficient of travel speed variation K.Fig.3 is accomplished from Table for the purpose of diagram design.It is worth pointing out that whatever the length of rocker 3l is evaluated, the location that the maximum of min γ arises is only related to the ratio of the length of rocker and the length of machine frame 3l /4l , while independent of 3l .2 DESIGN METHOD2.1 Realizing the optimal transmission design given the coefficient of travelspeed variation and the maximum oscillating angle of the rockerThe design procedure is as follows.(1) According to given K and ϕ, taken account to the formula the extreme included angle θ is found. The corresponding ratio of the length of bars 3l /4l is obtained consulting Fig.3.︒⨯+-=18011K K θ (7) (2) Choose the length of rocker 3l according to the work requirement, the length of the machine frame is obtained from the ratio 3l /4l .(3) Choose the centre of fixed hinge D as the vertex arbitrarily, and plot an isosceles triangle, the side of which is equal to the length of rocker 3l (see Fig.4), andϕ=∠21DC C . Then plot 212C C M C ⊥, draw N C 1, and make angleθ-︒=∠9012N C C . Thus the point of intersection of M C 2 and N C 1 is gained. Finally, draw the circumcircle of triangle 21C PC ∆.(4) Plot an arc with point D as the centre of the circle, 4l as the radius. The arc intersections arc G C 2 at point A . Point A is just the centre of the fixed hinge of the crank.Therefore, from the length of the crank2/)(211AC AC l -= (8)and the length of the connecting bar112l AC l -= (9)we will obtain the crank and rocker mechanism consisted of 1l , 2l , 3l , and 4l .Thus the optimal transmission property is realized under given conditions.2.2 Realizing the optimal transmission design given the length of the rocker (or the length of the machine frame) and the coefficient of travel speed variationWe take the following steps.(1) The appropriate ratio of the bars 3l /4l can be chosen according to given K . Furthermore, we find the length of machine frame 4l (the length of rocker 3l ).(2) The corresponding oscillating angle of the rocker can be obtained consulting Fig.3. And we calculate the extreme included angle θ.Then repeat (3) and (4) in section 2.13 DESIGN EXAMPLEThe known conditions are that the coefficient of travel speed variation1818.1=K and maximum oscillating angle ︒=40ϕ. The crankandrockermechanism realizing the optimal transmission is designed by the diagram solution method presented above.First, with Eq.(7), we can calculate the extreme included angle ︒=15θ. Then, we find 93.0/43=l l consulting Fig.3 according to the values of θ and ϕ.If evaluate 503=l mm, then we will obtain 76.5393.0/504==l mm. Next, draw sketch(omitted).As result, the length of bars is 161=l mm,462=l mm,503=l mm,76.534=l mm.The minimum transmission angle is︒=--+=3698.462)(arccos 322142322min l l l l l l γ The results obtained by computer are 2227.161=l mm, 5093.442=l mm, 0000.503=l mm, 8986.534=l mm.Provided that the figure design is carried under the condition of the Auto CAD circumstances, very precise design results can be achieved.4 CONCLUSIONSA novel approach of diagram solution can realize the optimal transmission of the crank-and-rocker mechanism. The method is simple and convenient in the practical use. In conventional design of mechanism, taking 0.1 mm as the value of effective the precision of the component sizes will be enough.译文:认识曲柄摇臂机构设计的最优传动方法摘要:一种曲柄摇臂机构设计的最优传动的方法被提出。
机械加工夹具外文翻译、加工基础外文文献翻译、中英文翻译
山东轻工业学院中英文翻译院系名称学生姓名专业班级指导教师二○**年五月十日Introduction of MachiningHave a shape as a processing method, all machining process for the production of the most commonly used and most important method. Machining process is a process generated shape, in this process, Drivers device on the workpiece material to be in the form of chip removal. Although in some occasions, the workpiece under no circumstances, the use of mobile equipment to the processing, however, the majority of the machining is not only supporting the workpiece also supporting tools and equipment to complete.Machining know the process has two aspects. Small group of low-cost production. For casting, forging and machining pressure, every production of a specific shape of the workpiece, even a spare part, almost have to spend the high cost of processing. Welding to rely on the shape of the structure, to a large extent, depend on effective in the form of raw materials. In general, through the use of expensive equipment and without special processing conditions, can be almost any type of raw materials, mechanical processing to convert the raw materials processed into the arbitrary shape of the structure, as long as the external dimensions large enough, it is possible. Because of a production of spare parts, even when the parts and structure of the production batch sizes are suitable for the original casting, Forging or pressure processing to produce, but usually prefer machining.Strict precision and good surface finish, machining the second purpose is the establishment of the high precision and surface finish possible on the basis of. Many parts, if any other means of production belonging to the large-scale production, Well Machining is a low-tolerance and can meet the requirements of small batch production. Besides, many parts on the production and processing of coarse process to improve its general shape of the surface. It is only necessary precision and chooses only the surface machining. For instance, thread, in addition to mechanical processing, almost no other processing method for processing. Another example is the blacksmith pieces keyhole processing, as well as training to be conducted immediately after the mechanical completion of the processing.Primary Cutting ParametersCutting the work piece and tool based on the basic relationship between the following four elements to fully describe: the tool geometry, cutting speed, feed rate, depth and penetration of a cutting tool.Cutting Tools must be of a suitable material to manufacture, it must be strong, tough, hard and wear-resistant. Tool geometry -- to the tip plane and cutter angle characteristics -- for each cutting process must be correct.Cutting speed is the cutting edge of work piece surface rate; it is inches per minute to show. In order to effectively processing, and cutting speed must adapt to the level of specific parts -- with knives. Generally, the more hard work piece material, the lower the rate.Progressive Tool to speed is cut into the work piece speed. If the work piece or tool for rotating movement, feed rate per round over the number of inches to the measurement. When the work piece or tool for reciprocating movement and feed rate on each trip through the measurement of inches. Generally, in other conditions, feed rate and cutting speed is inversely proportional to。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中国地质大学长城学院本科毕业设计外文资料翻译系别:工程技术系专业:机械设计制造及其自动化姓名:刘庆鹏学号: 05211602年月日外文资料翻译原文R180柴油机曲轴工艺设计及夹具设计一、研究目的及意义曲轴是柴油机的关键零部件之一,主要用于往复运动的机械中,与连杆配合将作用在活塞上的气体压力变为旋转的动力。
而随着机械化生产逐渐成为当今主流,传统的制造工艺已经不能满足人们的需求。
结合实际进行理论分析,在保证产品质量,提高生产效率,降低生产成本的的前提下,对R180柴油机曲轴工艺进行优化设计。
二、R180曲轴工艺现状从目前的整体水平来看,R180柴油机曲轴基本都是两种材质:一是钢锻曲轴;二是球墨铸铁曲轴。
根据材质选择的不同,其生产方式也不同。
为了保证生产精度,铸造方式生产的曲轴已经广泛运用于R180柴油机的运行。
球墨铸铁具有良好的切削性能,并且可以进行各种热处理以及表面强化处理,故球墨铸铁被广泛运用于曲轴的生产。
但是,曲轴毛坯的铸造工艺生产效率低下,工艺装备参差不齐,性能不够稳定、精度低、报废率高居不下,这一系列的问题都需要优化。
从目前整体水平来看, 毛坯的铸造工艺存在生产效率低,工艺装备落后,毛坯机械性能不稳定、精度低、废品率高等问题。
从以下几个工艺环节采取措施对提高曲轴质量具有普遍意义。
①熔炼国内外一致认为,高温低硫纯净铁水的获得是生产高质量球铁的关键所在。
为获得高温低硫磷的纯净铁水,可用冲天炉熔化铁水,经炉外脱硫,然后在感应电炉中升温并调整成分。
②球化处理③孕育处理冲天炉熔化球铁原铁水,对铜钼合金球铁采用二次孕育。
这对于防止孕育衰退,改善石墨形态,细化石墨及保证高强度球铁机械性能具有重要作用。
④合金化配合好铜和钼的比例对形成珠光体组织十分有利,可提高球铁的强度,而且铜和钼还可大大降低球铁件对壁厚的敏感性。
⑤造型工艺气流冲击造型工艺优于粘土砂造型工艺,可获得高精度的曲轴铸件,该工艺制作的砂型具有无反弹变形量的特点,这对于多拐曲轴尤为重要。
⑥浇注冷却工艺采用立浇—立冷,斜浇—斜冷、斜浇—反斜冷三种浇注方式较为理想,其中后一种最好。
斜浇—反斜冷的优点是:型腔排气充分,铁水充型平稳,浇注系统撇渣效果好,冒口对铸件的补缩效果好,适应大批量流水线生产。
目前,国内大部分专业厂家普遍采用普通机床和专用组合机床组成的流水线生产,生产效率、自动化程度较低。
曲轴的关键技术项目仍与国外相差1~2个数量级。
国外的机加工工艺大致可归纳为如下几个特点。
①广泛采用数控技术和自动线,生产线一般由几段独立的自动化生产单元组成,具有很高的灵活性和适应性。
采用龙门式自动上下料,集放式机动滚道传输,切削液分粗加工与精加工两段集中供应和回收处理。
②曲轴的主要加工工序基准中心孔,一般采用质量定心加工方式,这样在静平衡时,加工量很少。
③轴颈的粗加工一般采用数控铣削或车拉工艺。
工序质量可达到国内粗磨后的水平,且切削变形小、效率高。
铣削和车拉是曲轴粗加工的发展方向。
④国外的曲轴磨床均采用CNC控制技术,具有自动进给、自动修正砂轮、自动补偿和自动分度功能,使曲轴的磨削精度和效率显著提高。
⑤油孔的加工采用鼓轮钻床和自动线,近几年随着枪钻技术的应用,油孔的加工大多已采用枪钻自动线钻孔—修缘—抛光。
⑥曲轴的抛光采用CNC 控制的砂带抛光机,所有轴颈一次抛光只需20多秒,粗糙度可达Ra0.4以下,大大减小了发动机的磨合期。
⑦动平衡一般采用CNC控制的综合平衡机,测量、修正一次完成。
⑧检验一般在生产线上配备MARPOSS或HOMWORK综合检测机,实现在线检测,对曲轴的几乎所有机加工项目均可一次完成检测、显示和打印。
⑨曲轴的清洗采用专用精洗机定点定位清洗,保证了曲轴清洁度要求。
⑩广泛采用了轴颈过渡圆角滚压技术。
专用圆角滚压机自动控制,对所有轴颈圆角进行一次滚压,而且滚压力和滚压角度可自动调节,使圆角处产生最佳的残余压应力,提高了曲轴的疲劳强度。
曲轴热处理的关键技术是表面强化处理。
一般均正火处理,为表面处理作好组织准备。
表面强化处理一般采用感应淬火或氮化工艺,少数厂家还引进了圆角淬火技术和设备。
球铁曲轴具有诸多优点,国内外广泛采用。
但整体水平与国外还有相当差距,除生产规模小、管理落后外,主要差距仍是制造工艺的落后。
借鉴国外的先进技术和工艺方法是提高我国曲轴制造水平的捷径。
外文资料翻译译文1.the purpose and significanceCrankshaft is one of the key components of diesel engines, mainly for reciprocating machinery, and the link will be acting on the piston with the gas pressure into motivation rotation. With mechanized production gradually become mainstream, conventional manufacturing processes can not meet people's needs. Actual theoretical analysis, to ensure product quality, increase productivity, reduce production costs under the premise of R180 diesel engine crankshaft technology to optimize the design.2.R180 Status crankshaft technologyFrom the current point of view the overall level, R180 diesel engine crankshaft are basically two materials: one is forging steel crankshaft; two ductile iron crankshaft. Depending on the choice of materials, their production in different ways. In order to ensure the production of precision casting way to produce the crankshaft has been widely used to run R180 diesel engine. Ductile iron has good cutting, and can be a variety of heat treatment and surface hardening process, it is widely used in nodular cast iron crankshaft production. However, the crankshaft casting production inefficiencies, process equipment varies, an unstable, low accuracy, scrap rate remains high, this series of questions needs to be optimized.From the current overall level, the presence of low productivity, backward technology and equipment, rough mechanical properties of instability, low accuracy, scrap rate and other issues blank casting process. Take measures from the following step of the process to improve the quality of the crankshaft has universal significance.① smelting and abroad agreed that the high temperature molten sulfur to obtain pure is the key to producing high-quality ductile iron. In order to obtain high-temperature low-parathion pure molten iron, can be used to melt iron cupola, the furnace desulfurization, then warmed in an induction furnace and adjust ingredients. ② ball handling ③ inoculation of ductile iron melting cupola base iron, ductile iron alloy of copper and molybdenum using second inoculation. This is to prevent breeding ofrecession, to improve the graphite morphology, refined graphite and ensure the mechanical properties of high strength ductile iron plays an important role. ④ alloyed with a good proportion of copper and molybdenum is very favorable for the formation of pearlite structure can improve the strength of ductile iron, and copper and molybdenum also greatly reduce the sensitivity of ductile iron pieces of wall thickness.⑤molding process air impact molding process is better than clay sand molding process, the obtained precision casting crankshaft, the fabrication of sand with no rebound deformation characteristics, which is particularly important for multi-throw crankshaft. ⑥pouring cooling process using Li pouring - stand the cold, pouring oblique - oblique cold, oblique pouring - pouring in three ways backslash cold ideal, after one of the best of them. Oblique pouring - backslash cold advantages are: exhaust cavity full of molten filling smooth, good gating system skimming effect, casting riser effect of feeding a good, adapt to large-volume production lines.Currently, the most widely used professional factory assembly line production of general machine tools and special combination of machine components, production efficiency, low degree of automation. Key technology projects with foreign crankshaft still a difference of 1 to 2 orders of magnitude. Foreign machining process can be broadly grouped into the following characteristics. ①extensive use of CNC technology and automatic line, production line generally consists of paragraphs independent automated production unit, has a high degree of flexibility and adaptability.Gantry automatic loading and unloading, Drop motorized roller transmission, coolant roughing and finishing two points focus on the supply and recycling. The principal processes reference center hole ② crank, the general quality of the centering processing methods, so that when the static equilibrium, processing small amounts. ③ journal roughing general use of CNC milling or broaching process. Step up to the level of quality kibble after domestic and cutting deformation, high efficiency. Milling and broaching crankshaft rough direction of development.④abroad crankshaft grinding machine adopts CNC control technology, with automatic feed, automatic correction wheel, automatic compensation and automatic indexing features that make the crankshaft grinding accuracy and efficiency improved significantly. ⑤hole machining using drum drilling and automatic line, in recent years, with the application of gun drilling technology has been used mostly processed hole gun drilling automatic line drilling - repair edge - polishing. ⑥crankshaft polishing using CNC-controlled belt polishing machine, a polishing all journal just over 20 seconds, roughness up Ra0.4 less, greatly reducing the run-in period of the engine. ⑦ balancing the general overall balance CNC machine control, measurement, correction once completed. ⑧general inspection on the production line with MARPOSS or HOMWORK comprehensive testing machine, line measurement ofcrankshaft machining almost all projects can be a complete inspection, display and printing.⑨crank cleaning using special fine cleaning machine fixed positioning cleaning to ensure cleanliness requirements crankshaft. ⑩extensive use of journal fillet rolling technology. Special fillet rolling machine automatic control of all journal fillet once rolling, and rolling force and rolling angle can be adjusted automatically, so fillet to produce the best residual compressive stress and improve fatigue strength of the crankshaft.The key technology is the crankshaft surface hardening heat treatment. Generally normalizing, make organizational preparations for the surface treatment. Surface Treatment generally use induction hardening or nitriding process, a few manufacturers have also introduced a rounded quenching technology and equipment.Ductile iron crankshaft has many advantages, widely used at home and abroad. But the overall level and that there is a considerable gap, with the exception of small production scale, poor management, the main gap is still lagging behind the manufacturing process. Learn from foreign advanced technology and technology is to increase the level of the crankshaft manufacturing shortcut.。