尿素氨汽提塔新材料运用与技术改进
新型高效尿素合成塔塔盘技术的应用实践
新型高效尿素合成塔塔盘技术的应用实践
新型高效尿素合成塔塔盘技术是一种用于尿素合成的新型技术,
其主要特点是采用了更高效的塔塔盘结构,可以实现更高的反应效率
和更高的产量。
该技术的应用实践涉及到许多方面,包括但不限于以下几个方面:
1. 设计和改造塔塔盘结构:为了实现更高效的反应和更高的产量,需要对现有的尿素合成塔进行改造,采用新的塔塔盘结构设计。
该设
计需要考虑多种因素,包括反应条件、流体力学特性、材料性能等等。
2. 优化反应条件:为了保证反应效率和产量,需要对反应条件进
行优化,包括温度、压力、催化剂用量、气体流速等。
通过对不同反
应条件的探索和优化,可以找到最佳的反应条件组合,实现最高效的
尿素合成过程。
3. 选择合适的催化剂:催化剂是尿素合成过程中的关键因素,可
以影响反应的速率和效率。
为了实现更高的产量和更高的质量,需要
选择合适的催化剂,并对其进行优化和改进。
4. 优化原料配比:原料配比是影响尿素合成产量和质量的一个重
要因素。
为了实现更高的产量和更高的质量,需要对原料配比进行优化,包括尿素浓度、氨气浓度、碳酸氢铵浓度等。
总之,新型高效尿素合成塔塔盘技术的应用实践需要涉及到多个
方面,需要不断地进行优化和改进,以实现更高的产量和更高的质量。
尿素装置氨汽提塔工况的优化
锦 西 天然气 化工 有 限责任 公 司是我 国第一 套 以
长设 备使用 周期 。2 0 0 4年 4月 , 装置 大修 期 间根 在
海 底天 然气 为原 料 的年 产 3 0k 合 成 氨 、 2 t 0 t 5 0k 尿 素 的大型 化 肥 生 产 企 业 。合 成 氨 采 用 美 国布 朗 工
作者简 介: 高渡 (9 1 , , 葫 芦岛市 人.94 毕业 17 一)男 辽宁 19 年
于 辽 宁工 学 院 化 学 工程 专 业 . 工程 师 . 读 工 程 硕 士 , 从 事 尿 素 生 在 现
该设 备上 下对 称 , 据 腐 蚀 情 况 , 翻转 使 用 , 根 可 以延
产 、 酸二 甲酯生产工艺管理工作 。 碳
维普资讯
第 2 第 2期 7卷
20 0 6年 4 月
化 学 工 业 与 工 程 技 术
J u n l . Ch mia n u ty & En ie rn o r a f e c lI d sr o g n e ig
V0 . 7 No 2 I2 . Ap . 0 6 r,2 0
析, 并结合 实 际生产 抓 重点影 响 因素 , 行工 艺优 化 进 调 整 , 氨汽 提塔 的工 况得 到改善 , 而提 高汽提 效 使 从 率, 避免 了负荷 后 移 , 低 了生产 成 本 与 能耗 , 高 降 提
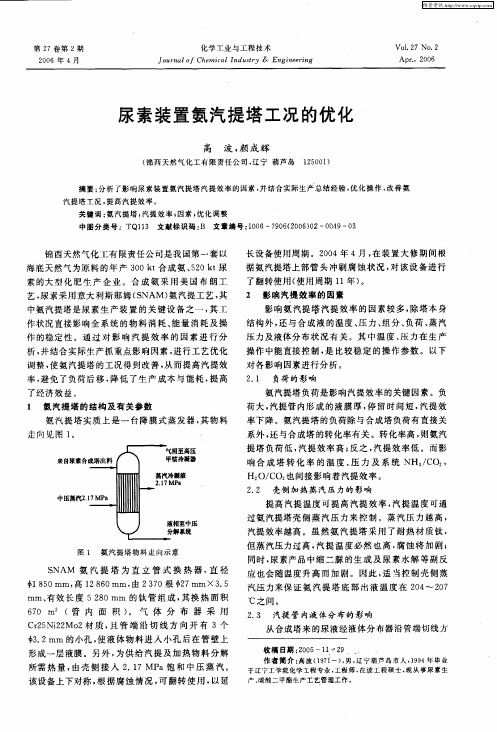
了经济 效益 。 1 氨 汽提 塔 的结构 及有 关参 数
操作 中能直接控制, 比较稳定 的操作参数 。以下 是
mm、 有效 长 度 52 0mm 的钛 管 组 成 , 8 其换 热 面 积
60 (管 内 面 积 ) 气 体 分 布 器 采 用 7 m 。
C 2 Ni2 2 质 , 管 端 沿 切 线 方 向 开 有 3个 r5 2 Mo 材 且
双相不锈钢在氨汽提或自汽提尿素设备的汽提塔中的应用以及改造该尿素设备的方法[发明专利]
![双相不锈钢在氨汽提或自汽提尿素设备的汽提塔中的应用以及改造该尿素设备的方法[发明专利]](https://img.taocdn.com/s3/m/d0126934e97101f69e3143323968011ca300f7da.png)
(10)申请公布号(43)申请公布日 (21)申请号 201480026332.5(22)申请日 2014.05.0513167242.0 2013.05.10 EPB01D 1/06(2006.01)B01D 3/34(2006.01)B01J 19/02(2006.01)C07C 273/04(2006.01)F28F 19/00(2006.01)(71)申请人卡萨勒有限公司地址瑞士卢加诺(72)发明人安德里亚·斯考托 费德里科·扎迪(74)专利代理机构北京三聚阳光知识产权代理有限公司 11250代理人程钢(54)发明名称双相不锈钢在氨汽提或自汽提尿素设备的汽提塔中的应用以及改造该尿素设备的方法(57)摘要在用于尿素合成的氨汽提或自汽提设备中,公开了一种壳管式汽提塔,具有由根据UNS S32906的双相不锈钢29Cr-6.5Ni-2Mo-N或根据UNS S32808的双相不锈钢27Cr-7.6Ni-1Mo-2.3W-N 制得的一束管。
还公开了改造尿素生产装置的方法,包括改造氨汽提设备、自汽提设备以及常规全循环设备,其中所述双相不锈钢是用于汽提塔的管。
(30)优先权数据(85)PCT国际申请进入国家阶段日2015.11.09(86)PCT国际申请的申请数据PCT/EP2014/059053 2014.05.05(87)PCT国际申请的公布数据WO2014/180761 EN 2014.11.13(51)Int.Cl.(19)中华人民共和国国家知识产权局(12)发明专利申请权利要求书1页 说明书4页CN 105377394 A 2016.03.02C N 105377394A1.一种壳管式汽提塔,在用于尿素合成的氨汽提设备或自汽提设备中的应用,其中所述汽提塔包括一个壳和一束管,并被设置成通过加热以及可选地通过氨作为汽提介质所述管将供应的氨基甲酸酯溶液提供至所述管,其特征在于,所述管是由下列双相不锈钢中的一种制成:A)钢,即29Cr-6.5Ni-2Mo-N,其也由ASME规范2295-3和UNS S32906指定,或者:B)DP28W TM钢,即27Cr-7.6Ni-1Mo-2.3W-N,其也由ASME规范例2496-1和UNS S32808指定。
2024年尿素造粒塔安全隐患的整改(3篇)
2024年尿素造粒塔安全隐患的整改尿素造粒塔是化肥生产过程中的重要设备,用于将尿素原料进行造粒处理,提高其稳定性和易用性。
然而,由于工程设备和操作人员的原因,尿素造粒塔在使用过程中存在一定的安全隐患。
为了确保生产过程的安全性和稳定性,需要对尿素造粒塔的安全隐患进行整改。
本文将从工程设备和操作人员两方面对尿素造粒塔安全隐患进行整改,以提高其生产过程的安全性和稳定性。
一、工程设备方面的整改1. 检修设备尿素造粒塔在长时间的使用过程中,设备的磨损和老化是不可避免的。
因此,需要定期对设备进行检修和维护,确保设备的正常运转。
这包括对设备的密封性能、阀门的开闭灵活性、管道的完整性等进行检查和修复。
并及时更换过期的耗损部件,提高设备的整体性能。
2. 设立报警系统在尿素造粒塔的操作过程中,一旦出现异常情况往往会对设备和人员造成严重的伤害。
为了及时发现和处理这些异常情况,需要在设备周围安装报警系统,以便在出现异常时能够及时发出警报并启动紧急停机程序。
这样可以大大减少事故的发生,保护设备和人员的安全。
3. 完善防爆措施尿素造粒塔在操作过程中会产生一定的粉尘和气体,因此需要采取相应的防爆措施,防止引发火灾或爆炸事故。
可以在设备周围安装防爆门和防爆灯,采用防爆电气设备,并设置适当的通风系统,及时排除粉尘和有害气体,降低爆炸的概率。
4. 设备改进在实际生产中,可以通过改进设备的结构和工艺流程,减少尿素造粒塔的安全隐患。
例如,采用现代化的控制系统,实现自动化操作,降低操作人员的人为因素对设备安全的影响。
另外,还可以通过增加设备的容量和强度,提高其承载能力和稳定性。
二、操作人员方面的整改1. 提高操作技能操作人员是尿素造粒塔安全运行的关键,因此需要提高操作人员的专业技能和应急处理能力。
可以通过培训和考试等方式,对操作人员进行全面的技术培训,增强其操作和管理能力。
另外,还要加强对操作人员的安全教育,提高他们的安全意识和风险防范意识。
氨汽提尿素装置的改进

2 汽提 塔 的优化 操作 汽提塔 换 热 面 积较 小 (6 m )操 作 弹性 小 。 67 3,
避免相关机泵 、 设备波动损坏 , 使装置高负荷稳定 优质高产。
4 高压 甲铵 泵 冲注水 泵 改并联
系统大幅波动 , 造成汽提塔 液位波动 、 易空 , 致使 汽提管液膜分布不均 , 汽提效率下降 , 顶底温差变
1 4 超 设计 能力 0t
,
距 25 .m向下均布 , 使塔底空间由 1m下降至 37 5 . m, 少 返混 空 间 。在新塔 板 的下 部增 加 了 6 m 减 0 m
高 的 围堰 , 证塔板 下 部气 相层 稳定 , 止气 相走 保 防
短路 。为保持塔 板 的压 降不变 , 更换 原 1 0块塔 板, 相应增加塔板孔数 , 数据如表 1 。改造前后考
小, 负荷 后 移 , 中低 压分 解 温 度 提 不起 来 , 压 造 超 成恶 性循 环 , 生产工 况极 差 。 采取调 整 汽 提分 布 方 法 : 主控 手 动 关 小 汽 提
高压甲铵泵 (o A B 原始设计 时每 台泵 只 P2/ ) 有 一 台冲注 水泵 , 当冲注 水 泵 出现故 障 时 ,0 P2主
收稿 日期 : 0 — 9 2 ; 2 2 0 — 8收到修改稿 日 :O3 0 —1。 0 期 20 — 2 7 作者简介 : 高 波, 3 岁, 男,2 工程师,94 7 19 年 月毕业 于辽 宁
工学院化学工程专业 ,O0年 7月北京化工 大学 化学工程专业 本 20
科毕业。一直从 事尿 素生产 、 工艺 管理工 作。联 系电话 :49 02 —
2 07 2 9 3 7。 、
维普资讯
第2 期
高
尿素合成塔塔板技术改造总结
直偏低 , 在满负荷状态下 c 2 0 的平均转化率只
能维 持在 5 %, 成 系 统循 环 量 大 、 7 造 中低 压 放 空 中氨含 量高 、 工艺 冷凝液 中氨浓度 高于设 计值 、 蒸 汽消耗偏 高 。 1 改造 前 工况分 析
速 度 很慢 , 涡流 越大 , 低速 区也越 大 , 导致 混 合效 果差 , 利 于提高 反应 效率 。 不 13 工 艺操作 参 数 .
中石 油兰州 石 化公 司化肥 厂尿 素装 置 自 19 97年投 产后 , 尿素 合 成塔 内的 二氧 化碳 转 化 率
一
与气 相 并 流 向上 , 由于 环 隙较 窄 , 相通 过 时 , 液 流
速较 大 以及物 料 密 度 差 的作 用 , 挡 板 上方 产生 在 涡 流 , 流不 能达 到塔 内气 泡群 中心 , 涡 涡流 内部 的
维普资讯
20 年 4月 07 第3 0卷第 2期
S ae Nio e o s F riz r c l t g n u etl e r i
怠 散
Vp0 A2 r7 . 0
o _ 0 No. I3 2
尿 素合 成 塔 塔 板 技 术 改造 总 结
刘 青 赵旭斌 吴 中 肖隆斌
( 石 油 兰州 石 化公 司化 肥 厂 , 肃 兰 州 ,300 中 甘 706 )
摘要
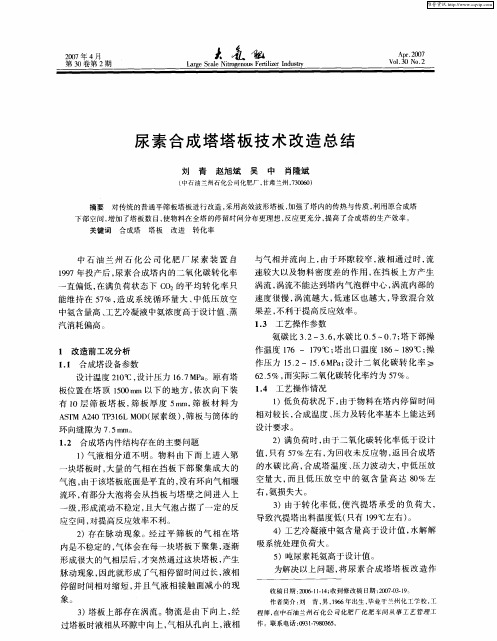
对传统 的普通平筛板塔板进行改造 , 采用高效 波形 塔板 , 加强了塔 内的传热与传质 , 利用原合成塔 合成塔 塔板 改进 转 化率
下部空 间 , 增加了塔板数 目, 使物料在全塔 的停 留时间分布更理想 , 反应 更充 分 , 提高 了合成塔的生产效率 。 关键词
构 见 图 2 。
合 成塔 的反 应模 型接 近于 多级全 混流 串联模
氨气提法和二氧化碳气提法尿素生产技术的新进展及评价

目录氨气提法和二氧化碳气提法尿素生产技术的新进展及评价 (2)第一章氨气提法尿素生产技术 (3)1.1 气提管由钛管改为双金属管 (3)1.2 滚筒造粒技术 (4)1.3 深度水解 (5)压缩机的选型 (6)1.4 CO21.5造粒塔排风口尿素粉尘洗涤装置 (6)1.6 防爆措施 (7)第二章 CO2气提法尿素生产技术 (8)2.1 采用新型高效的塔盘 (8)2.2 池式冷凝器 (9)2.3 降低尿素装置主框架的高度 (11)2.4 脱氢装置 (12)结论与评价 (12)致谢 (13)参考文献: (14)氨气提法和二氧化碳气提法尿素生产技术的新进展及评价专业班级:应用化工技术学生姓名:王佳佳指导教师:职称:讲师摘要在回顾尿素生产的工业化及工艺流程演变的基础上 ,提出不同尿素工艺评价的原则 ,认为我国现有水溶液全循环法尿素装置的改造必须在降低蒸汽和电耗上下功夫[1] ,由于技术的落后,提出了另外方法,通过对氨气提法和二氧化碳气提法的尿素专利商、生产装置的考察 ,了解到这 2 种技术近几年来的进展情况 ,并结合国内生产实际进行评价[2]。
关键词:气提法工艺运转率年产量New Progress in Technology for Urea Production by Ammonia Stripping and Carbon-Dioxide Stripping their Comparison and EvaluationAbstract On the basis of review of commercialization of urea production and evolution of the processes, principles for evaluation of the various urea processes have been proposed. It is believed that in the retrofit of the total recycle aqueous solution urea units existing in China efforts must be concentrated on the decrease in steam and power consumption. Main measures are given for lowering the consumption. through an on-the-spot investigation of urea production units basedon the ammonia and carbon-dioxide stripping processes and a visit to the process licensors, the advances made in these two processesin recent years are known , and investment and evaluated in line with the actual production conditions in China.Keywords stripping process onstream factor annual output引言由于水溶液全循环法生产尿素存在需多弊端,浪费资源,对设备压力要求严格,因此为加快我国化肥建设速度 ,了解国外尿素生产技术的新进展 ,中国技术进出口总公司于1997年 8 月组团赴意大利、德国、法国等国考察尿素生产技术及关键设备 ,先后访问了意大利斯奈姆普罗盖提总部、海德鲁公司费拉拉工厂、德国海德鲁公司布伦斯特工厂、法国科来布斯公司 ,荷兰斯塔米卡邦公司派员到科来布斯公司进行了技术交流。
尿素造粒塔安全隐患的整改范文

尿素造粒塔安全隐患的整改范文尿素造粒塔是一种用于生产尿素颗粒的设备,其在制造过程中存在着一些安全隐患。
为了确保操作人员的安全,提高生产效率,我们必须对这些安全隐患进行整改。
本文将针对尿素造粒塔存在的安全隐患逐一进行分析,并提出相应的整改措施。
一、尿素造粒塔的基本情况尿素造粒塔主要由进料装置、反应装置、旋风干燥器、鼓风装置和出料装置等组成。
其制造过程中存在的主要安全隐患包括:氨气泄漏、装置过热、装置堵塞、电气设备故障等。
二、氨气泄漏隐患及整改措施氨气泄漏是尿素造粒塔中常见的安全隐患之一。
氨气具有刺激性致命的特点,对人体和环境都有很大危害。
针对这一问题,我们应采取以下整改措施:1. 完善氨气监测系统。
安装氨气泄漏自动报警装置,并将其与系统自动控制系统连接,一旦检测到氨气泄漏,及时发出警报并采取相应的措施。
2. 加强设备的维护和保养。
定期对尿素造粒塔进行检修,并严格按照操作规程进行操作,防止设备出现漏气现象。
3. 氨气泄漏的紧急处理措施。
在发生氨气泄漏时,应立即采取紧急措施,如封闭泄漏源,及时疏散人员,并进行空气通风。
三、装置过热隐患及整改措施装置过热是尿素造粒塔中常见的安全隐患之一。
过高的温度不仅会影响生产效率,还会导致设备的损坏和事故的发生。
针对这一问题,我们应采取以下整改措施:1. 加强设备的散热措施。
增加冷却水的流量和冷却风的量,降低设备的温度。
2. 控制溶液的温度。
通过调节进料的温度和流量来控制装置的温度,确保在安全范围内。
3. 定期检测设备的温度。
设立温度监测装置,定期对设备的温度进行检测,并做好记录,及时发现异常情况。
四、装置堵塞隐患及整改措施装置堵塞是尿素造粒塔中常见的安全隐患之一。
堵塞不仅会导致设备运行不畅,还可能引发爆炸和其他事故。
针对这一问题,我们应采取以下整改措施:1. 加强设备的维护和清洗。
定期对尿素造粒塔进行清洗,排除堵塞物。
并检查设备的运行状态,减少堵塞的发生。
2. 增加设备的流动性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第2期 收稿日期:2018-10-23作者简介:卢荔民(1968—),江苏江阴人,大专,工程师,研究方向为尿素、尿素生产及天然气化工下游。
尿素氨汽提塔新材料运用与技术改进卢荔民(海洋石油富岛有限公司,海南东方 572600)摘要:分析了尿素氨汽提塔使用过程中常发生的问题,找出影响设备正常运行的不利因素,探讨了解决问题的方案,并采取相应的有效措施,从而延长汽提塔的使用寿命。
关键词:氨汽提塔;常见问题;技术改进中图分类号:TQ441.41 文献标识码:B 文章编号:1008-021X(2019)02-0099-03ApplicationandTechnicalImprovementofNewMaterialforAmmoniaStrippingTowerofUreaLuLimin(CNOOCFudaoLtd.,Company,Dongfang 572600,China)Abstract:Ingeneral,thecommonproblemsintheammoniastrippingtowerofureaplanthavebeenbrieflyreviewedinthispaper.Afterfindingouttheunfavorablefactorsaffectingthenormaloperatingofequipments,severalsolutionsareinvestigatedandthecorrespondingeffectivemeasurementshavebeencarriedouttoprolongtheservicelifeofstrippingtower.Keywords:ammoniastrippingtower;commonproblem;technologicalimprovements 九十年代后,国内陆续引进了多套斯纳姆氨汽提尿素工艺。
该工艺腐蚀最严重的部位就是氨汽提塔的换热管[1-3]。
随着技术的不断进步,斯纳姆公司最早采用的材质为不锈钢(奥氏体或者奥氏体-铁素体)的换热管。
之后分别在1996年、1991年、2008年先后推出了换热器为钛材、双金属管(管内侧为锆,外侧为不锈钢)、钛衬锆及锆材等汽提塔。
其中,钛衬锆材质也称为“欧米加棒”型汽提塔,是斯纳姆与美国WAH-CHANG公司联合开发的复合型材料。
由此可以看出,随着材质的不断升级改造,氨汽提塔的抗腐蚀能力逐步提高。
海洋石油富岛有限公司(以下简称“富岛”)化肥一部于1996年10月投产的52万t/a尿素装置采用的斯纳姆氨汽提工艺,装置中汽提塔(E101)为直立管壳式换热器,第一台汽提塔采用的是钛材质的换热管,换热管顶部安装有外插结构的分布管,设备呈垂直布置。
按照斯纳姆公司提供的设计思路,该设备在使用到8~10年时,可以调头换向使用,以保证设备达到15年以上的设计使用寿命。
富岛公司第一台钛材质汽提塔投产2年后于1998年开始出现较为严重的腐蚀问题,2004年设备调头继续使用,仍不断出现堵头、腐蚀状况。
1 旧汽提塔主要存在的问题从尿素合成塔来的198℃脲液进入汽提塔管程,在汽提塔中加热蒸发汽提以提高脲液的浓度,壳侧用中压饱和蒸汽提供热量。
管程介质高压、高温、高腐蚀性、气、液两相共存均是腐蚀的潜在根源。
钛材汽提塔在运行18年间,因设备腐蚀原因造成系统停车达八次,设备历年来检维修情况详见表1。
此外,设备投用后管程出口温度最高只达到205.8℃,达不到207℃的设计能力,而2012年大修堵管后操作温度仅能达到203 5℃,造成NH3不能全部被吸收,严重影响了整个尿素生产系统平衡,增加了后续工艺单元中压和低压系统的负荷,限制了装置的产能。
表1 氨汽提塔的设备问题及检修记录停车时间设备运行时间故障停车原因换热管维修情况1998年10月装置计划大修第2年2个钛制换热管管头出现腐蚀,有3根换热管最小壁厚为3.30mm(原设计壁厚为3.5mm)。
2001年12月装置计划大修第5年发现60个管头出现腐蚀予以更换,换热管最小壁厚为2.25mm(1根)。
2003年3月抢修第7年汽提塔进液管接管衬泄漏110个换热管头出现腐蚀,换热管最小壁厚为1.95mm(1根)99根管头进行更换。
2003年3月抢修第7年人孔盖排气接管CN1A、CN2A、N4A透平垫片腐蚀穿孔。
2003年11月抢修第7年上管箱衬里检漏管出现泄漏2004年2月8日装置计划停车设备调头重新安装第8年上管箱检漏管又出现泄漏更换了腐蚀严重的75根管头,换热管最小壁厚1.7mm。
·99·卢荔民:尿素氨汽提塔新材料运用与技术改进山 东 化 工表1(续)停车时间设备运行时间故障停车原因换热管维修情况2005年12月装置计划大修第9年换热管上部结垢脱离2008年1月装置计划大修第12年最小壁厚3.00mm(调头后上部管壁厚)。
2009年11月装置计划大修第13年最小壁厚2.90mm(调头后上部管壁厚)。
2012年1月装置计划大修第16年部分列管在上管板段内(离上管口约80mm左右)存在“螺旋状”冲刷沟槽,但缺陷程度不严重,换热管最小壁厚为2.50mm(调头后上部管壁厚),上管头90%以上端面高度比原始降低约2mm,管壁腐蚀减薄非常严重。
管箱衬里最小壁厚2.1mm。
2013年8月抢修第17年入口进液管检漏孔发现泄漏。
2013年12月计划停车检修第17年氦渗漏发现7根换热管泄漏336根换热管在上管板段内(离上管口约80mm左右)存在“螺旋状”冲刷沟槽,更换436个管头,堵管72根。
2014年2月抢修第18年壳侧检电导超标,管泄漏25-31号换热管距离上管板160mm处有孔穿透泄漏,漏点通过目测可以看到(上管板总厚度330mm),用工具测量穿孔深度超过2mm。
堵管58根。
2014年4月抢修第18年壳侧检电导超标,管泄漏43-18号换热管距离上管板110mm处有孔穿透泄漏,堵管7根加上历次封堵共计151根,堵管率6.5%。
2014年12月装置大修安装“欧米加棒”新汽提塔第18年2018年3月装置计划大修第4年安稳运行,未见任何问题。
从表1可以明显看出,主要的故障有以下几个方面:(1)换热管顶端800mm范围内的内壁均匀腐蚀减薄,一般设备投用3~4年后开始逐步加重。
(2)换热管顶部14mm的范围(俗称管头),外壁出现缝隙沟槽性和内壁冲刷性腐蚀,详见图1。
上管头的腐蚀一般在使用5~8年后呈急剧加快发展的趋势。
(3)距换热管管口约80mm左右出现“螺旋状”冲刷沟槽,沟槽深度大于2mm(换热管壁厚设计3.5mm),详见图2。
该腐蚀现象危险隐蔽性最高,如不及时发现,及可能造成上部碳钢管板短时间被腐蚀出较多大的孔洞,影响管板强度。
(4)汽提塔上、下管箱衬里的腐蚀。
上管箱各接管内衬腐蚀和不流通备用接管的透镜垫片或衬管出现腐蚀泄漏。
一般发生在8~12年以后,管箱衬里减薄恶化[4]。
(5)换热管内壁有钛基合成物的垢,一般发生在5年以后,严重影响换热效果[5]。
图1 汽提管上管头的冲刷性腐蚀图2 汽提管上管口“螺旋状”冲刷沟槽2 改造方案的确定2011年锦西化肥厂的钛制换热管氨汽提塔在运行18年后在国内率先进行了更换,另外还有三个同类型化肥厂的汽提塔也陆续订货准备更换[6]。
富岛公司从2012年上半年开始收集国内同类型化肥厂汽提塔出现的问题,及时与专利商开展技术交流,对设备提出了改进意见。
2.1 设备更新的技术标准尿素/甲铵液在高温下具有强烈的腐蚀性,特别是超过200℃后腐蚀成倍地增加。
按照专利商意大利斯纳姆公司的介绍,钛材制造的换热管和衬里可以耐受尿素介质腐蚀,但是不耐受冲刷,因此,汽提塔衬里和换热管通常使用寿命在16~18年。
ASME标准规范的要求衬里厚度不小于2mm(设计6mm),或换热管壁厚最小不低于1.6mm(设计3.5mm),且堵管面积不大于5%(主要依据换热效率不能影响系统维持运行为依据)。
否则,应予以更换。
根据表1列示的相应数据及图1显示的设备出现的大面积孔洞腐蚀(影响设备强度),富岛公司有必要对尿素氨汽提塔换热器的材质进行更换。
·001·SHANDONGCHEMICALINDUSTRY 2019年第48卷 第2期2.2 方案的选择国内某化肥厂使用了不锈钢制换热管的汽提塔,使用该型汽提塔另需新增一套高压加氧装置,为高压管程不间断地提供钝化介质(即便是在尿素短时间停车高压系统封闭的期间)。
该方案投资小,易维修,但抗腐蚀能力最差,特别是在全厂突发停电、尿素高压系统封闭无氧钝化情况下风险极高。
国内使用最多的是价格适中的钛制换热管汽提塔(约450万欧元),从各厂使用情况来看,该型汽提塔抗腐蚀稳定期为两年左右,寿命短,故障率高,维修费用高(单次停车维修费平均在100万元人民币以上),维修技术难度大等问题。
国内有三个化肥厂第二次更换设备时仍采用钛制汽提塔,腐蚀泄漏问题依然没有解决,短时间内都出现了腐蚀泄漏的现象。
富岛公司综合考虑了设备寿命、维护成本、设备投资及改进回报期等多方面因素,确定了以“管程出口温度提高到207℃以上,提高高压系统转化能力,降低蒸汽使用量”为设计指导思想,最终选用了“欧米加棒”型的钛衬锆材质汽提塔(设备费用比钛制换热管的汽提塔贵100万欧元)。
3 设备技术改进及其作用(1)为保证管程出口温度提高到207℃以上,根据核算:换热管长度保持5m不变,换热管数量由2325根增加到2452根,外部直径增加到2m,新汽提塔换热面积由730m2增加到770m2。
另根据钢结构承载能力核算结果,将设备空重由74t增加到88.6t。
该措施较好地解决了尿素装置无法提高负荷的技术瓶颈。
(2)将钛制换热管改成“欧米加棒”型换热管,换热管外径不变,具体换热管外径为Φ27mm,管壁3.7mm(外层TiB338Gr3,厚度3.05mm,内衬Zr702,厚0.65mm)。
锆比钛有更好的抗尿素腐蚀和冲刷特性,将彻底解决换热管上部800mm范围内的内壁均匀腐蚀减薄。
详见图3。
图3 改造后的“欧米加棒”钛衬锆材质(3)换热管上部的ferrule(国内简称“升气管”或“汽提管”)由外插改为内插,将升气管顶部出气孔加大,增加下部进液口的数量(有利于提高液体进入换热管内壁均匀程度),解决管头内壁腐蚀,详见图4。
同时,将特氟龙(TEFLON)密封垫由一个改为两个,有效防止密封垫安装过程开裂或翻边密封不严造成的管头腐蚀,详见图5。
图4 升气管的内插改造图5 特氟龙密封垫的改造 (4)将管程脲液入口管由原30度牛角式改为360度环形管分布管,在环形管分布管下部开孔,详见图6。
该改造方案防止了原设计大量液体快速流向对面,成功地解决了管箱衬里的冲刷腐蚀和液体分布不均的问题。