什么叫外来坯材成材率?如何计算?
坯料及其计算
绢云母质瓷在我国南方一些省区,尤
其江西景德镇地区广为生产,是中国瓷
的代表。
瓷质除具有长石质瓷的一般性能特点
外,还有透明度较高,加之采用还原焰
烧成,外观呈“白里泛青”的特色。适
用于餐具、工艺美术陈设瓷等。
3、磷酸盐质瓷
以磷酸盐为熔剂的“磷酸盐-高岭 土-石英-长石”系统瓷。其中,磷 酸盐可由骨胶生产的副产品—骨磷 或骨灰引入。 一般分为两次烧成,第一次为素 烧,温度850 ~ 900 ℃;第二次为 釉烧,温度1200 ~ 1300 ℃
杜尔顿公司是斯塔福德郡最著名的陶瓷制造 厂家之一。杜尔顿家族从事陶瓷制造业较晚,直 到1815年,约翰.杜尔顿才在伦敦莱姆比斯建立 了他自己的工厂。在创建初期的50年,工厂把精 力集中在制造家庭和工业用陶瓷和炻器方面。在 1871年南坎斯通的展览会上,这家瓷厂所制造的 更加具有艺术性和装饰性的产品得到显著的认可 和褒奖。这些时新的式样,精美的雕刻装饰是由 一些艺术家,如乔治汀.伍尔顿、汉纳夫和佛罗 伦斯.祥伦所完成的。他们的设计具有变革性的 新概念,不久便受到了普遍的欢迎。
优美雅致并具有古典主义特征的设计是过去韦其
伍德公司产品的风格。直到今日,仍可以在许许多 多精美的韦其伍德骨灰瓷餐具上看到这些别具风采 的图案。
透明精致的白色骨质瓷与华丽的金线组合在一起,加利 弗尼亚为最雅致的桌子提供简洁的装饰。
WEDGWOOD
烛光
素白色的骨质瓷上刻上柔和细致的凹纹— —典雅风格立刻凸现
2、注浆坯料
a、能保证泥浆在管道中无阻碍地输送 至使用部位 b、含水量要尽量小 c、泥浆要稳定,不致从泥浆中沉淀出 任何组分 d、水分扩散到石膏模中的速度要大 e、形成的坯体要有足够的强度
3、压制坯料
成材率计算方法

成材率计算方法
1 定义
生成材率(Generation Rates)是一种用于衡量生产绩效的度量
标准,主要用于评估某个特定作业区域,目的是实现该作业区域的有
效性,并支持生产管理层实现它的目标,为他们提供关键的分析数据
作为决策参考。
2 特点
生成材率可以帮助企业评估在长期和短期水平上其生产能力。
它
量化了生产单元的表现,让管理者可以更好地掌控生产情况,分析绩
效瓶颈,从而实现企业目标。
此外,生成材率还有助于企业判断潜在
机会的可获得的收益,以及精算参数,从而更好地调配资源。
3 计算方法
生成材率的计算方法主要包括两种:
可比生产量:即期望产量,是两个时间段内,(例如在一天和下
一天之内),比较生成量的变化。
简单来说,就是计算每个时间段内
的期望产量,把它们相减,之后再除以计算出的期望产量结果,就能
得到生成材率。
总生成量:是比较某一持续时间内的实际产出和预期产出的比较。
就是季度实现的净产量和预期的净产量之比。
可以将两者相除,再将
得到的数字乘以100%,就可以获得总生成量。
4 作用
生成材率的使用有助于企业针对产品的实时评估,迅速发现瓶颈,同时还可以着重考虑资源,管理机器,以及评估生产率。
此外,企业
还可以使用其来确定各种瓶颈,以便及时解决问题。
同样,它也有助
于企业确认生产进度,并可以让其能够识别潜在机会,以实现更高的
生产效率。
成材率与合格率相互关系
成材率与合格率相互关系——之我见攀钢集团成都钢铁有限责任公司生产部王玲霞前言成材率与合格率是钢加工主要技术经济指标中的两个十分重要的统计指标,它们的指标类型又各不相同,成材率是钢加工产品物料消耗指标,而合格率是钢加工产品质量指标。
产品质量指标是反映工业生产过程中工作质量的统计指标,是提高工业产品内在质量的前提;钢加工物料消耗指标即成材率是单位产品物料消耗指标以逆向形式反映物料消耗的利用程度。
尽管二者有着本质上的区别,但它们最终都是以提高企业经济效益为目的。
如果在成材率和合格率的相互关系上做进一步的分析,以揭示它们之间的相互影响、相互依存、相互制约的有机关系,可促使企业在工业生产经营活动中为不断改善经营管理,提高操作技术,采用新技术,经济合理利用原材料,为制定节约原材料,降低生产成本提供科学的依据。
从计算公式中推算其关系钢材成材率:是指产品从第一道加工工序投料起直至最后一道加工工序结束止的全过程(包括各个环节生产经营周转损失)的成材率。
它反映了企业整个钢材生产过程中原料的利用程度,其计算公式为:钢加工最终产品合格产出量(吨)×100 % 钢材成材率(%)= 锭坯耗用量(吨)钢材合格量(吨)×100 % •••••••••••• ••••••••••• ••••••••••• ••••••••••• (1)= 锭坯耗用量(吨)该公式可分解成= 钢材合格产量(吨) ×100 %钢材合格产量+(从投入到产出)(废品量+损耗量)= 钢材合格产量(吨) ×100 %钢材从投入到产出总检验量+(从投入到产出)损耗量注:母项的锭坯耗用量与子项的包括范围相对应,即应是钢加工最终钢材合格产出量所耗用的锭坯。
钢材合格率:指钢材检验合格量占钢材总检验量及中间废品量之和的百分比,是反映产品在生产过程中技术操作和管理工作质量的指标。
其计算公式为:钢材合格率(%)= 钢材检验合格量(吨)×100 %钢材检验总量+中间废品量(吨)该公式可分解成= 钢材合格产量(吨) ×100 %钢材合格产量+不合格产量+中间废品量= 钢材合格产量(吨) ×100 %钢材合格产量+(从投入到产出)废品量= 钢材合格产量(吨) ×100 %钢材从投入到产出总检验量(吨)钢材合格产量(吨)=钢材合格率(%)×钢材从投入到产出总检验量(吨)•(2)根据公式(1)、(2)的相互转换可得出以下公式:钢材成材率(%)=钢材合格率(%)×钢材从投入到产出总检验量(吨)•(3)锭坯耗用量(吨)钢材合格率(%)=钢材成材率(%)÷钢材从投入到产出总检验量(吨)•(4)锭坯耗用量(吨)钢材从投入到产出 = 钢材从投入到产出总检验量(吨)总检验量比重(%)锭坯耗用量(吨)该公式可以分解成= 送检总量(吨)•••(5)送检总量(吨)+ 各种损耗(工艺性和非工艺性)(吨)从公式(2)中不难看出:成材率和合格率互为正比例关系,即合格率提高成材率也相应提高,但在实际统计工作中,我们经常遇见解释不清楚的问题,即合格率增长成材率反而下降,这似乎不可思议,究竟是什么原因呢?从公式(3)(4)(5)可看出:成材率与总检验量比重成正比例关系;合格率与总检验量比重成反比例关系。
生鲜步留率、制成率、包冰率的计算方法

可贩售的重量 原总重量
步留率=
*100%
1、
例一:猪边30KG,经过修边去油、去膜、去除不可贩售杂物,最后只 得24KG可直接贩售,则步留率为24/30=80%
所以,生鲜在计算售价时,必须针对商品的最后可贩售量而取得最终成本价 才可减少不必要的利润损失。以上为例,在求得最终成本价时的计算方式为 步留率
例三:冷冻虾仁10KG,解冻后为9KG(可贩售商品),则其中损失为1KG, 那该商品的包冰率为A+B+C+…...)
*100%
例二:椰菜8KG,盐1KG,香油0.5KG,辣油0.2KG,蒜头0.3KG.经过以 上材料混合淹制成为泡菜贩售为6KG。所以成品率为 6/(8+1+0.5+1.2+0.3)*100%=60%
包冰率=13、
解冻后的重量 原重量
*100%
五计算题(轧钢工)
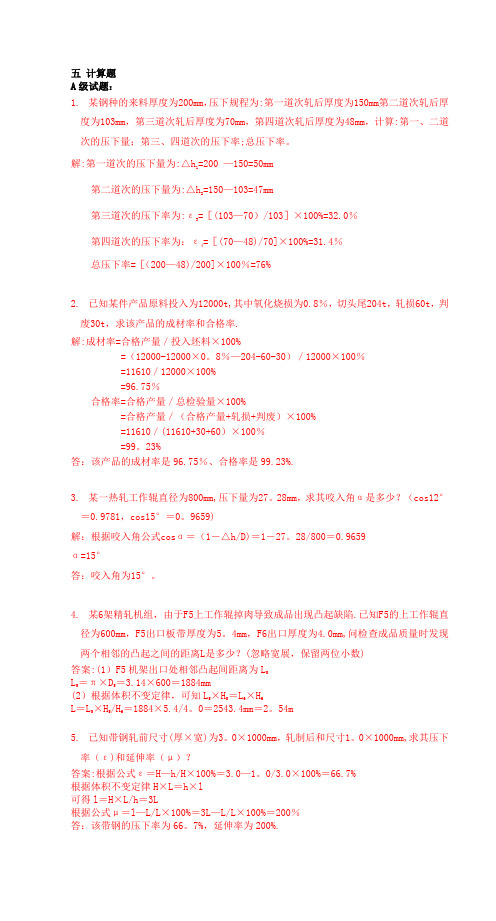
五计算题A级试题:1.某钢种的来料厚度为200mm,压下规程为:第一道次轧后厚度为150mm第二道次轧后厚度为103mm,第三道次轧后厚度为70mm,第四道次轧后厚度为48mm,计算:第一、二道次的压下量;第三、四道次的压下率;总压下率。
解:第一道次的压下量为:△h1=200 —150=50mm第二道次的压下量为:△h2=150—103=47mm第三道次的压下率为:ε3=[(103—70)/103]×100%=32.0%第四道次的压下率为:ε4=[(70—48)/70]×100%=31.4%总压下率=[(200—48)/200]×100%=76%2.已知某件产品原料投入为12000t,其中氧化烧损为0.8%,切头尾204t,轧损60t,判废30t,求该产品的成材率和合格率.解:成材率=合格产量/投入坯料×100%=(12000-12000×0。
8%—204-60-30)/12000×100%=11610/12000×100%=96.75%合格率=合格产量/总检验量×100%=合格产量/(合格产量+轧损+判废)×100%=11610/(11610+30+60)×100%=99。
23%答:该产品的成材率是96.75%、合格率是99.23%.3.某一热轧工作辊直径为800mm,压下量为27。
28mm,求其咬入角α是多少?(cos12°=0.9781,cos15°=0。
9659)解:根据咬入角公式cosα=(1-△h/D)=1-27。
28/800=0.9659α=15°答:咬入角为15°。
4.某6架精轧机组,由于F5上工作辊掉肉导致成品出现凸起缺陷.已知F5的上工作辊直径为600mm,F5出口板带厚度为5。
4mm,F6出口厚度为4.0mm,问检查成品质量时发现两个相邻的凸起之间的距离L是多少?(忽略宽展,保留两位小数)答案:(1)F5机架出口处相邻凸起间距离为L5L 5=π×D5=3.14×600=1884mm(2)根据体积不变定律,可知L5×H5=L6×H6L=L5×H5/H6=1884×5.4/4。
成材率计算公式

成材率计算公式在我们的生活和工作中,经常会听到“成材率”这个词。
那到底什么是成材率呢?成材率其实就是指合格产品重量与投入原料重量的百分比。
简单来说,就是看看我们用了多少原材料,最终能得到多少合格的成品。
比如说,一家工厂生产钢材,投入了 100 吨的原材料,经过一系列的加工过程,最终得到了 80 吨合格的钢材产品。
那么这家工厂生产钢材的成材率就是 80÷100×100% = 80%。
咱们来假设一个更具体的例子。
有一家家具厂,专门用木材来制作椅子。
有一次,他们采购了一大批木材,总共 500 立方米。
在制作椅子的过程中,工人们精心挑选、切割、打磨。
但是由于木材本身存在一些瑕疵,加上加工过程中的一些损耗,最终成功制作出了 400 把合格的椅子。
每把椅子所需的木材量是 1 立方米。
那这个时候,我们来算算成材率。
投入的木材是 500 立方米,而合格的产品也就是 400 把椅子,相当于 400 立方米的木材。
所以成材率就是 400÷500×100% = 80%。
在实际的生产中,成材率的计算可没有这么简单哦。
有时候,我们还得考虑很多其他的因素。
比如在金属加工行业,可能会有边角料的回收再利用,这就得把回收的部分也算进去。
再比如,在食品加工行业,可能会因为一些卫生标准不达标导致产品不合格,这部分也得从计算中剔除。
我记得之前去一家工厂参观的时候,就亲眼目睹了他们计算成材率的过程。
那是一家生产塑料制品的工厂,生产的是塑料盆。
他们把一整块的塑料原料放进机器里,经过加热、注塑、冷却等一系列工序,一个个塑料盆就成型了。
但是在这个过程中,有一些塑料盆出现了瑕疵,比如有气泡、变形或者颜色不均匀。
工人们会把这些不合格的产品挑出来放在一边。
等到一天的生产结束后,他们会统计投入的塑料原料的重量,以及合格的塑料盆的数量。
然后根据每个塑料盆的标准重量,计算出合格产品的总重量。
最后通过成材率的计算公式得出当天的成材率。
如何计算材积,抛货与重货

如何计算材积,抛货与重货如何计算材积, 抛货与重货2010-11-21 02:58如何计算材积, 抛货与重货这在外贸里面计算到货成本是很重要的一个知识, 一般散装货(非整个货柜)海运或空运都是利用材积(英制,公制用立方)或是重量来计算运费的,并取金额大者收取。
报价的基础为一个材积(cuft) 或一个立方米(CBM) 多少运费。
所以你要先把材积算出来,才能知道运费。
一材= 1 Cuft (1 Cubic Feet 立方呎) = 长x 宽x 高(公分)x 0.0000353 , 1 立方米(Cubic Meter)等于35.315 Cuft(立方呎) ,一般来说一个20呎货柜约可装25个CBM,40呎货柜约可装52个CBM,如需精算可以放上多少箱货物,可自行参考货柜规格尺寸表或直接利用下方的材积计算小工具试算。
只要先量出包装箱的长宽高,再套上以下公式,即可算出材积。
长x宽x高(公分)x 0.0000353 = _______ Cuft (即Cubic Feet 立方呎) _______ Cuft ÷ 35.315 = ______ CBM (即Cubic Meter立方米)左边这个材积计算小工具好用吗? 如果你喜欢的话,可以将这个小工具放至你的网页,部落格(Blog/博客)或是放在你的Google首页喔!欢迎使用或分享给你的好朋友!例如:有一批货共10箱,每箱之尺寸为长50公分,宽35公分,高30公分, 如何计算出这批货共为几材?又可换算为几立方米?先算出每箱货之材积50 x 35 x 30 x 0.0000353 = 1.85 Cuft (材) 1.85 ÷ 35.315 = 0.052 CBM(立方米)再× 10 = 10箱货之材积故答案为:共18.5 材或0.52 立方米请试算以下题目:1.德国客人买文具组合包共550个,每箱可装25个,每箱之尺寸为55 x 40 x 30 公分,请算出这批货之总材积。
胚布计算方法

坯布价格计算坯布报价一.原料用量计算定义:织一米坯布需经纬原料多少克。
1. 长纤类:经用量(g/m)=总经跟数×(D/9000) ×1.1纬用量(g/m)=坯布纬密×上机门幅×(D/9000)×1.1或=成品纬密×成品门幅×(D/9000)×1.1注:1.1=1+10%,10%为织缩率+损耗,一般FDY 取1.08,DTY 取1.12 补充几个概念:FDY:全拉身丝。
全称:FULL DRAW YARN。
采用纺丝拉伸进一步制得的合成纤维长丝。
纤维已经充分拉伸,可以直接用于纺织加工。
(一般就叫它长丝)。
DTY:拉伸变形丝,全称:DRAW TEXTURED YARN。
是利用POY做原丝,进行拉伸和假捻变形加工制成。
往往有一定的弹性及收缩性。
(一般分有网络和无网络丝,网络的意思是网络节点)。
POY:预取向丝,全称:PRE-ORIENTED YARN 或者PARTIALLY ORIENTED YARN。
指经高速纺丝获得的取向度在未取向丝和拉伸丝之间的未完全拉伸的化纤长丝。
与未拉伸丝相比,它具有一定程度的取向,稳定性好,常常用做拉伸假捻变形丝(DTY)的专用丝。
(一般不用于织造)。
例1 涤塔夫上机门幅168cm 17 号筘3 穿坯布纬密28 根/cm(168 ×17#×3 入)原料:63DFDY ×63DFDY求:原料用量解:经用量=168 ×17×3 ×63/9000 ×1.08=64.77g/m纬用量=168×28 ×63/9000 ×1.08=35.56g/m即理论米克重=64.77+35.56=100g/m例2. 75DFDY+100DDTY 五枚缎12 #×5 入×166 30 根/cm求:原料用量解:经用量=12×5 ×166×75/9000 ×1.08=89.64g/m纬用量=30 ×166×100/9000×1.12=61.97g/m2. 短纤类:经用量=0.64984 ×(经密/经线纱支)×门幅纬用量=0.64984 ×(纬密/纬线纱支)×门幅注:也可把短纤换算成长纤,用长纤公式来计算,D=5315/S例1. 70D 锦纶FDY ×21S 棉 133 ×72 59”,求:原料用量解:经用量=133×59 ×70/9000 ×1.08=65.91g/m纬用量=0.64984 ×72/21 ×59=131.4g/m例2. 经:70D 锦纶DTY+30D 氨纶纬:30S 棉+40D 氨纶86 ×58 59”求:原料用量及原料所占比例解:氨纶有个拉缩比,一般30D 的氨纶按10-13D 计算,40D 按15-18D 计算,拉缩比一般可取3,如40/3=13.33,按15-18D 算经用量锦纶=70 ×86×59/9000 ×1.12=44.2经用量氨纶=86×59 ×13/9000×1.1=8.06纬用量棉=58 ×59 ×5315/30/9000 ×1.1=74.1纬用量氨纶=58 ×59 ×18/9000×1.1=7.53总=44.2+8.06+74.1+7.53 =133.89g/m氨纶比例=(8.06+7.53)/133.89 =11.64%棉比例=74.1/133.89=55.36%锦纶比例=44.2/133.89=33%3. 加捻类:经用量=总经根数×D/9000 ×1.1×(1+捻缩率)×(1+蒸缩率)纬用量=坯布纬密×上机门幅×D/9000 ×1.1×(1+捻缩率)×(1+蒸缩率)补充:3.1 捻缩率捻缩率的计算1.单种原料:捻缩(回伸)率% = 常数0.0038×捻数平方(捻数/毫米)×条份倍数×原料差别率;2.不同原料:一原料捻缩率×(1+另一原料条份(D)÷二原料条份(D)之和×二原料差别率之差%)3.复合加捻:a 捻向相同:捻缩率=初捻捻缩率+复捻捻缩率;b 捻向相反:捻缩率=初捻捻缩率×(1-1/复捻总根数)+复捻捻缩率4.原料差别率人造丝(粘胶丝、铜氨丝)、涤纶丝 100%桑蚕丝、尼龙丝(锦纶丝)111%醋酸人造丝 123%紬丝 143%人造棉纱及天然棉纱(混纺纱、纯纺纱)120%金银铝皮 134%条份分档120D以下每5D 为一档,二舍八入、三七作五120D及以上每10D 为一档,四舍五入捻缩率=0.0038 ×(T/mm)×(T/mm)×DD 的倍数以10D 为基础40D-0.1 →40/10-0.1=3.950D-0.2 →50/10-0.2=4.860D-0.370D-0.4…120D-0.9 →120/10-0.9=11.1130D 及以上在120D 倍数的基础上,每增加10D 增加0.8如:150D →11.1+3×0.8=13.5例1. 75DFDY 22T/2S2Z,求:捻缩率解:捻缩率=0.0038 ×2.2 ×2.2 ×(75/10-0.5)=12.87%例2. 150DDTY 8T/2S2Z,求:捻缩率解:捻缩率=0.0038 ×0.8 ×0.8 ×(11.1+2.4)=3.28%3.2 蒸缩率蒸缩率 10T/cm 以下不计,10-20T/cm 为5%,20T/cm 以上取6.5%例经:50D 有光FDY 10T/2S2Z纬:75DDTY+40D 氨纶 16T/2S2Z上机208 ×15#×5 入 30 根/cm求:原料用量解:经用量=208 ×15×5 ×50 ×1.08/9000×[1+0.0038×1×(50/10-0.2)]×(1+5%)=100.07纬用量=208 ×30 ×1.12×(75+18)/9000[1+0.0038×1.6×1.6×(93/10-0.6)](1+5%)=82.18二.前道报价整浆并车间倒倍捻车间上浆费用涤纶FDY 0.03-0.04 元/并DTY 0.04-0.05 元/并锦纶FDY 0.05-0.06 元/并分批整经并数=总经根数/1680 根 1680 为最大上排原料筒子数取整数(只入不舍)分条整经 0.1-0.5 元/米最大上排筒子数一般为800低弹网络丝直接上分条 0.06-0.1 元/米例. 经70D 锦纶FDY 168 ×70 #×2 入,求:上浆费解:168×70 ×2/1680=4 并4 并×0.05=0.2 元/米加捻费用:300 元/吨.捻特殊 600 元/吨.捻300 元/吨.捻=0.0003 元/g.捻捻费=加捻丝的用量(g)×捻度(T/cm)×0.0003 元/g.捻例. 雪纺经:75DFDY 20T/2S2Z纬:75DFDY 20T/2S2Z19# ×2 入×175cm 28 根/cm求:捻费解:原料用量=175×(19×2+28 )×75/9000 ×1.08[1+0.0038×2 ×2 ×(75/10-0.5)] ×(1+6.5%)=122.5g/m捻费=122.5×20 ×0.0003=0.735 元三.织造报价织造报价=坯布纬密×织造费(元/梭)织造费用与品种的织造难易程度和织机有关。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
什么叫外来坯✂材成材率?如何计算?
用外企业的半成品钢坯(也叫商品钢坯)轧制成材的,及用外企业的半成品钢坯经本企业重新开坯后再轧制成材的企业,国家按外来坯✂材成材率考核企业的金属收得情况。
外来坯✂材成材率是指用It购进钢坯生产出来的合格成品钢材的重量百分数,其计算公式为
外来坯✂材成材率=合格钢材重量/好用外来钢坯重量×100% (8-21)
耗用的外来商品钢坯不包括因质量异议退回供货单位的钢坯。
用外企业的成品钢材作原料继续加工成材的(包括冷拔、冷轧成材的)企业,国家用外来重复材✂材成材率作为考核企业金属收得情况的指标。
外来重复材✂材成材率是指用一吨购进钢材生产出来的合格成品钢材的重量百分数,微信公众号:hcsteel其计算公式为
外来重复材✂材成材率=合格成品钢材重量/耗用外来重复材重量×100% (8-22)
外来重复材不包括因质量异议退回制造厂的重复材。
用钢锭轧制商品钢坯的企业,国家按锭✂坯的成坯率指标考核企业。
当用外来坯轧制成半成品坯外供时,应加填外来坯✂商品坯成坯率指标进行考核。
锭✂商品坯成坯率是表示耗用一吨钢锭能够轧成合格的商品钢坯的
重量百分数,其计算公式为锭 商品钢坯成坯率=合格商品钢坯重量/耗用的合格钢锭重量×100%
商品钢坯是开坯机生产的毛坯,供另一轧钢企业生产钢材用,不能包括在钢材产量中。