CQI-9 V3 Forms and ProcessTables
CQI-9热处理过程表C

C1.4 C1.5 2.0 C2.1 C2.2 C2.3 C2.4
C2.5
C2.6
3.2 加热炉的磅秤应至少每季度验证一次和每年校准一次。
3.2 折光计(主要用来检测聚合物淬火介质和清洁溶液)至少每天使用前(用蒸馏水)验证一次,每年(按照制造商要 求)校准一次。
高温测定法
3.2 热电偶和热电偶的校准应遵循章节3.1. 3.3
适用
4.0
过程中/最终检验频次
C4.1 5.0
1.4 硬度和拉伸强度测试(时效后) 2.15
淬火介质和溶液试验频次
每批次
C5.1
C5.2 C5.3
2.12 聚合物淬火介质
3.14 浓度
每天
冷却曲线
每半年
2.12 水淬火介质
3.14 固体悬浮物
每半年
2.11 清洗剂
清洗剂浓度
每天
清洗液温度(如果温度规定要高于周围温度时要 每班
连续记录应每2小时签字 连续记录应每2小时签
确认一次或过程的每一 字确认一次或过程的
批次在2小时内进行签字 每一批次在2小时内进
确认。警报系统(如果 行签字确认。警报系
设置,按照允许界限进 统(如果设置,按照
行设置)确保满足签字 允许界限进行设置)
确认要求。
确保满足签字确认要
每天检验
求。
搅动
1.4 检控过程周期 2.14 1.4 适当时监视装炉料的大小或特性 2.7
每天目测检查。或在警报系统设定在允许界限 内时,在淬火过程中监控搅动情况。
每批次
两次/每班和在标识或 运输带转速改变之后.
Hale Waihona Puke 每批次两次/每班或在负载率 改变之后
CQI-9v3Forms and ProcessTables中英文过程表H
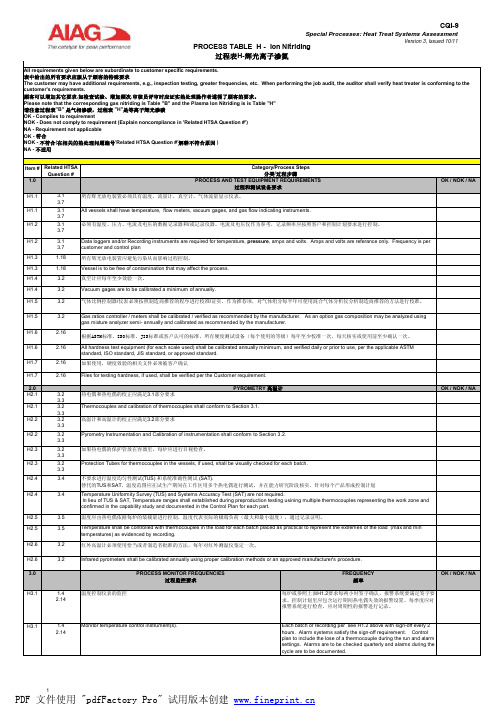
Version 3, Issued 10/11Item #Related HTSAQuestion #1.0OK / NOK / NAH1.1 3.13.7H1.1 3.13.7H1.2 3.13.7H1.2 3.13.7H1.3 1.18H1.3 1.18H1.4 3.2H1.4 3.2H1.5 3.2H1.5 3.2H1.6 2.16H1.6 2.16H1.7 2.16H1.7 2.162.0OK / NOK / NAH2.1 3.23.3H2.1 3.23.3H2.2 3.23.3H2.2 3.23.3H2.3 3.23.3H2.3 3.23.3H2.4 3.4H2.43.4H2.5 3.5H2.5 3.5H2.6 3.2H2.6 3.23.0OK / NOK / NA H3.11.42.14H3.11.42.14温度控制仪表的监控每炉或参照上面H1.2要求每两小时签字确认,报警系统要满足签字要求。
控制计划里应包含运行期间热电偶失效的报警设置。
每季度应对报警系统进行检查,应对周期性的报警进行记录。
所有辉光放电装置必须具有温度,流量计,真空计,气体流量显示仪表。
热电偶和热电偶的校正应满足3.1部分要求高温计和高温计的校正应满足3.2部分要求如果热电偶的保护管放在容器里,每炉应进行目视检查。
不要求进行温度均匀性测试(TUS) 和系统准确性测试 (SAT).替代的TUS 和SAT ,温度范围应在试生产期间在工作区用多个热电偶进行测试,并在能力研究阶段核实,针对每个产品形成控制计划温度应由热电偶依据每炉的装载量进行控制,温度代表实际的极端负荷(最大和最小温度),通过记录证明。
Each batch or recording per see H1.2 above with sign-off every 2hours. Alarm systems satisfy the sign-off requirement. Control plan to include the lose of a thermocouple during the run and alarm settings. Alarms are to be checked quarterly and alarms during the cycle are to be documented.Monitor temperature control instrument(s).红外高温计必须使用恰当或者制造者批准的方法,每年对红外测温仪鉴定一次。
CQI-9第3版中文表格
批处理炉 连续记录应每2小时签字确 认一次或过程的每一批次在 2小时内进行签字确认。警 报系统(如果设置,按照 A2.5和A2.6中的要求进行设 置)确保满足签字确认要求 。
连续加热炉
气氛发生器
符合 / 不符合 / 不适用
连续记录应每2小时签字确 每一班都需对发生 认一次或过程的每一批次在 器签字确认。 2小时内进行签字确认。警 报系统(如果设置,按照 A2.5和A2.6中的要求进行设 置)确保满足签字确认要求 。 发生器应被持续的 监控和处于报警状 态。其他例如氮甲醇系统只需在持 续监控与警报或每 2小时签字确认两 个措施中选一即可 。
A3.2
1.4 2.14 3.7
监视气氛发生器
A3.3
1.4 2.14 3.7
监视气氛主控系统
A3.4
A3.5
A3.6
1.4 2.14 3.7 3.8 1.4 2.14 3.13 1.4 2.12
用辅助方法验证气氛主控系统
连续记录应每2小时签字确 认一次或过程的每一批次在 2小时内进行签字确认。警 报系统(如果设置,按照允 许界限进行设置)确保满足 签字确认要求。 每天
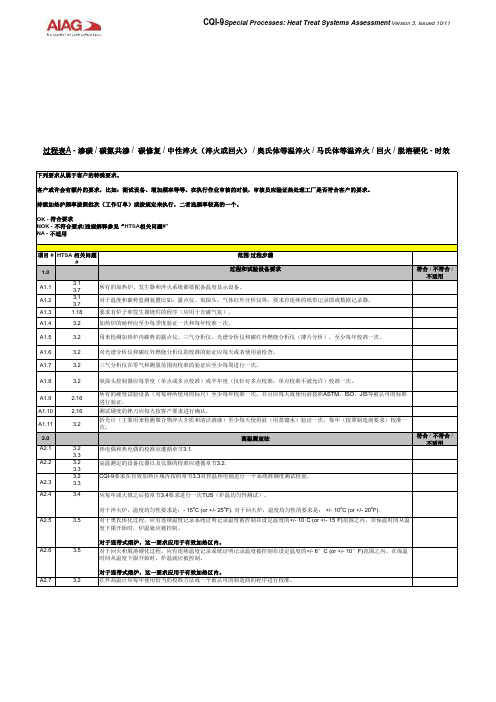
下列要求从属于客户的特殊要求。 客户或许会有额外的要求,比如:测试设备、增加频率等等。在执行作业审核的时候,审核员应验证热处理工厂是否符合客户的要求。 持续加热炉频率按照批次(工作订单)或按规定来执行,二者选频率较高的一个。 OK - 符合要求 NOK - 不符合要求(违规解释参见“HTSA相关问题#” NA - 不适用
项目 # HTSA 相关问题 # 1.0 A1.1 A1.2 A1.3 A1.4 A1.5 A1.6 A1.7 A1.8 A1.9 A1.10 A1.11 2.0 A2.1 A2.2 A2.3 A2.4 3.2 3.3 3.2 3.3 3.2 3.3 3.4 热电偶和热电偶的校准应遵循章节3.1. 高温测定的设备仪器以及仪器的校准应遵循章节3.2. 3.1 3.7 3.1 3.7 1.18 3.2 3.2 3.2 3.2 3.2 2.16 2.16 3.2
CQI-9第3版过程表和评审表 中文

Version 2, Issue 8/07
特殊过程:热处理系统评估
工厂名称: 地址:
电话: 传真: 工厂热处理员数量: 自有热处理企业(是/否): 商业热处理企业(是/否):
评估日期: 以往评估日期:
职位:
电话:
邮箱:
审核员/评估员: 姓名:
ห้องสมุดไป่ตู้
公司:
电话:
邮箱:
“不满意”项目数:
“需要立即纠正”项目数:
作业审核中“不合格”项目数:
工厂热处理工艺类型: 过程表 A - 亚铁 渗碳 碳氮共渗 碳修复 中性淬火 (淬火和回火) 奥氏体等温淬火 / 马氏体等温淬 火 回火 脱溶硬化 / 时效
过程表 B - 亚铁 渗氮 (气体) 铁素体碳氮共渗(气体或盐浴) 过程表 C - 铝合金 铝合金热处理 过程表 D - 亚铁 感应热处理 过程表 E 退火 正火 应力消除 过程表 F 低压渗碳 过程表 G 烧结硬化 过程表 H 离子氮化 现有质量认证体系: 再次评估日期(如果需要): 人员联系方式: 姓名:
cqi-9第三版审核表

组织应 建立所有热处理设备的预防性维护程序并记录在册,该
所有热处理设备是 程序应 是从维护申请到实施再到有效性评价的整个维护工作的闭
否有预防性维护程 环过程。设备操作者应 有机会报告问题并应 在闭环中解决问题
1.18 序?是否利用了维 。组织的数据资料,如停机时间、质量拒收(QR)、初始过程能
护数据形成预见性 力、重新维修指令和操作者问题报告均应 用于改进预防性维护程
客观证据
评价
不适用 符合 不符合 需要立即整改
第3页
CQI-9热处理系统审核(第三版)
质量经理或指定的 质量经理负责批准并以文件规定适当的人员对隔离材料进行处置
1.14
责任人是否批准对 隔离材料进行处
置?
特殊过程:热处理过程系统评审
序号
问题
要求/指南
应 建立覆盖整个热处理过程(从接收到发运)并适用于操作人员
是否建立责任矩阵 组织应 建立所有关键管理职责和监控职责的责任矩阵表,并确保 表,以确保由有资 这些岗位职责由有资质的人员履行。同时还应 识别这些关键职责 1.17 质的人员履行所有 的主要人员和后备人员。这些关键职责由组织规定,无论何时管 关键的管理职责和 理层应 能方便地看到该责任矩阵。
监控职责?
处理,热处理组织应满足以下要求:
·
热处理组织应提交返工处理程序经由OEM顾客批准,该程序应在
1.11
零件返工处理是否 热处理组织的FMEA和过程控制计划内有所提及。
·该
通知了OEM顾客? 程序应 规定哪些产品特性允许返工,哪些产品特性不允许返工
·任何返工操作应 由有资格的技术人员编制新的过程控制表,以
第4页
CQI-9热处理系统审核(第三版)
CQI-9 第三版格式及过程表

CQI-9Special Process: Heat Treat System Assessment Version 2, Issue 8/07
Special Process: Heat Treat System Assessment 特殊过程:热处理系统评审
Facility Name:工厂名称: Address:地址:
Type(s) of Thermal Processing at this Facility:热处理类型 Process Table A - Ferrous 过 程表A-铁合金 Carburizing渗碳 Carbonitriding碳氮共渗 Carbon Restoration复碳 Neutral Hardening调质 (Quench and Temper) Austempering / Martempering 等温淬火/马氏体淬火 Tempering Precipitation Hardening / Aging 沉淀硬化/时效 Process Table B - Ferrous 过 程表B-铁合金 Nitriding (Gas)渗氮 Ferritic-Nitrocarburizing (Gas or Salt)铁酸盐氮碳共渗 Process Table C - Aluminum 过程表C-铝合金 Aluminum Heat Treatment 铝的热处理 Process Table D - Ferrous 过程表D-铁合金 Induction Heat Treating 感应热处理 Process Table E 过程表E Annealing退火 Normalizing正火 Stress-Relieving去应力退火 Process Table F 过程表F Low Pressure Carburizing低压渗 碳 Process Table G 过程表G Sinter Hardening 烧结硬化 Process TableH 过程表H Ion Nitriding 离子氮化
CQI-9热处理系统评审附录B 术语表

附录B 术语表在此文件中应使用以下定义:Accuracy 准确度——测定量值与实际量值的接近程度。
Adjustment 调整——对测量系统实行的一系列操作以便该系统针对要求测定的量之给定值提供规定的指示。
AIAG – Automotive Industry Action Group 汽车工业行动集团(小组)As Found Data 原始数据——调整前收集的校准数据(见未调整校准)。
As Left Data 调后数据——任何要求的调整后收集的校准数据;如未做/不需要调整,该数据可能与原始数据相同(见调整后校准)。
ASTM – American Society for Testing and Materials 美国测试及材料协会Base Metal Thermocouple 廉金属热电偶——主要由廉金属及其合金制成的热电偶。
通常廉金属热电偶包括E,J,K,N和T型。
Bias 偏倚——对测量设备的有意补偿以修正校准误差、SAT误差或偏态TUS结果。
Calculated SAT Difference 计算得出的SAT差值——在SAT(详见文件3.3节和表3.3.1)过程中获取的已修正和未修正读数的差值。
Calibration 校准——校准是测量仪器、测量系统或测量设备的显示值与标准或现场测试装备得到的相应值之间的对比。
详情见单点校准和多点校准。
在此文件中使用,校准包括验证满足了规定的要求(如公差、性能)或其他决策标准。
校准还包含不满足要求时采取的措施。
Capability 过程能力——统计稳定过程固有变差总宽度的范围(见AIAG出版的《统计过程控制》)Carbon Restoration 复碳——适当碳势下恢复钢表面碳含量的一种气氛热处理过程。
通常是对表面已脱碳处理的原材料进行复碳。
不可作为返工过程使用。
Continuous Furnace 连续炉——产品被连续从进料口传送到出料口的任何炉子,含带式连续炉和推杆炉。
CQI-9第三版的过程表A要求所需对应的内容

1.0
A1.1 A1.2 A1.3 A1.4 A1.5
3.1 3.7 3.1 3.7 1.18 3.2 3.2
过程和试验设备要求
所有的加热炉、发生器和淬火系统都要配备温度显示设备 对于温度和碳势检测设备比如:露点仪、氧探头、气体红外分 析仪等,要求有连续的纸袋记录图或数据记录器 要求有炉子和发生器烧碳的程序(应用于含碳气氛) 加热炉的磅秤应至少每天季度验证一次和每年校准一次 用来检测加热炉内碳势的露点仪、三气分析仪、光谱分析仪和 碳红外燃烧分析仪,至少每年校准一次
符合/不符合/不适用
不适合
A1.6
A1.7
3.2
3.2 3.2 2.16 2.16
对光谱分析仪和碳红外燃烧分析仪的校准的验证应每天或用前 检查
三气分析仪在零气和测量范围内校准的验证应至少每周进行一 次
不适合
不适合
A1,8
A1.9 A1.10 A1.11
氧探头控制器应每季度或半年度校准一次
所有的硬度检测设备至少每年校准一次,并且应每天使用前按 照标准进行验证 测试硬度的锉刀应每天按客户的要求进行确认 折光剂(主要用来检测聚合物淬火介质和清洁溶液)至少每天 使用前(用蒸馏水)验证一次,每年校准一次
过程控制频率
监视主温控制仪表 监视气氛发生器 监视气氛主控系统
用辅助方法验证气氛主控系统
连续加热炉
连续记录应每2小时签字确认一次或过程的每一 批次在2小时内进行签字确认,警报 持续监控和报警 连续记录应每2小时签字确认一次或过程的每一 批次在2小时内进行签字确认,警报 每天
淬火介质的过程参数
温度
淬火剂液位 搅动
淬火温度有连续温度记录,设定温度波动范围: ±10℃, 回火炉有连续温度记录,设定温度波动范围: ±6℃ 红外高温计每年校准一次 不适合
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Inspection records
Pass
Pass
Pass
4.13 4.14
4.15 4.16
Does the governing specification allow reprocessing or rework? If the order was certified, did the certification accurately reflect the process performed? Was the certification signed by an authorized individual? Are the parts and containers free of inappropriate objects or contamination?
Job Identity: Customer: Shop Order Number: Part Number: Part Description: Material: Heat Treat Requirements:
GI 3-15 Roller GCr15 Q+T Related HTSA Question # 2.15 Customer or Internal Requirement Job (Shop) Order or Reference Documentation Requirement Actual Condition (Objective Evidence) Pass / Fail / N/A
Question #
Job Audit Question Packaging Requirements Are packaging requirements identified? Are parts packaged to minimize mixed parts (for example, parts packed over height of container)? Shipping Requirements Were the parts properly identified? Were the containers properly labeled?
Job Identity: Customer: Shop Order Number: Part Number: Part Description: Material: Heat Treat Requirements:
GI 3-15 Roller GCr15 Q+T Related HTSA Question # 1.4 2.2 2.3 2.14 1.2 1.4 1.2 1.4 1.6 1.2 1.4 1.6 1.11 1.17 1.11 2.14 2.15 1.17 2.6 2.11 Customer or Internal Requirement Job (Shop) Order or Reference Documentation Requirement Actual Condition (Objective Evidence) Released documents Pass / Fail / N/A Pass
Pass Pass Pass Pass
4.8.2
Pass Pass Pass Pass
4.8.3
4.8.4
2
CQI-9Special Processes: Heat Treat Systems AssessmentVersion 3, Issued 10/11 Section 4 - Job Audit
Question # 4.1
Job Audit Question Are contract review, advance quality planning, FMEA, control plans, etc., performed by qualified individuals? Does the heat treat facility have the customer specifications for the part? Is a shop traveler created to meet customer requirements? Is material identification (part numbers, lot numbers, heat numbers, contract numbers, etc.) maintained throughout the heat treat process? Is there documented evidence of Receiving Inspection? Are the Loading / Racking requirements identified? Is the proper recipe or process specification (cycle times, temperature, atmosphere, etc.) used? Refer to Process Tables, Section 3.0, for specific parameters. List parameters that were verified in this audit in the spaces provided below.
4.2
Pass
4.3 4.4
1.6 2.1 2.2 2.3 2.4
Pass.6 2.7 2.9 1.5 1.6 2.1 2.14 2.15
Pass Pass
4.7
Pass
1
CQI-9Special Processes: Heat Treat Systems AssessmentVersion 3, Issued 10/11 Section 4 - Job Audit
Job Identity: Customer: Shop Order Number: Part Number: Part Description: Material: Heat Treat Requirements:
GI 3-15 Roller GCr15 Q+T Related HTSA Question # Customer or Internal Requirement Job (Shop) Order or Reference Documentation Requirement Actual Condition (Objective Evidence) Pass / Fail / N/A
Question # 4.8 4.8.1
Job Audit Question What are the product inspection requirements? Requirement: (1) 要求(1) Test Method: 测试方法: Test frequency or quantity: 测试频率或数量: Selection of samples: 样品抽选: Specification: 规格: Requirement: (2) 要求(2) Test Method: 测试方法: Test frequency or quantity: 测试频率或数量: Selection of samples: 样品抽选: Specification: 规格: Requirement: (3) Test Method: Test frequency or quantity: Selection of samples: Specification: Requirement: (4) Test Method: Test frequency or quantity:
GI 3-15 Roller GCr15 Q+T Related HTSA Question # 1.2 1.3 1.4 1.17 1.5 Customer or Internal Requirement Job (Shop) Order or Reference Documentation Requirement Actual Condition (Objective Evidence) Pass / Fail / N/A Pass
GI 3-15 Roller GCr15 Q+T Related HTSA Question # 2.9 2.9 Customer or Internal Requirement Job (Shop) Order or Reference Documentation Requirement Actual Condition (Objective Evidence) Pass / Fail / N/A Pass Pass
CQI-9Special Processes: Heat Treat Systems AssessmentVersion 3, Issued 10/11 Section 4 - Job Audit
Job Identity: Customer: Shop Order Number: Part Number: Part Description: Material: Heat Treat Requirements:
4.17 4.18
4.19
4.20
2.3 2.9 2.3 2.9
NA NA
5
Question #
Job Audit Question Selection of samples: Specification:
3
CQI-9Special Processes: Heat Treat Systems AssessmentVersion 3, Issued 10/11 Section 4 - Job Audit
Not allow
Pass Pass
Pass Pass
4
CQI-9Special Processes: Heat Treat Systems AssessmentVersion 3, Issued 10/11 Section 4 - Job Audit