机械装配工艺过程卡片
装配工艺过程卡片
日期
标记
处数
更改文件号
签字
日期
装配工艺过程卡片
产品型号
SJ-1000kgs
部件图号
共1页
产品名称
简易升降机
部件名称
轿架
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
一
准备
装配前的准备工作
10’
1.备齐一台轿底所需的零件及配件
2.准备齐全有关装配用的工具
活手板,钢卷尺
10’
5’
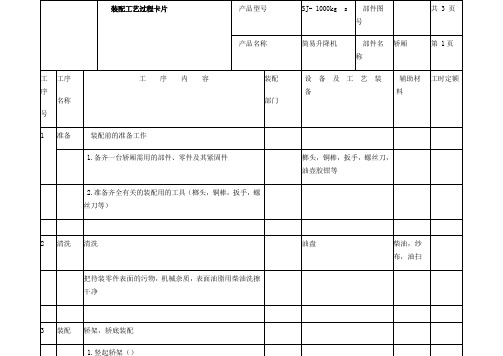
装配工艺过程卡片
产品型号
SJ-1000kgs
部件图号
共3页
产品名称
简易升降机
部件名称
轿厢
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
1
准备
装配前的准备工作
1.备齐一台轿厢需用的部件、零件及其紧固件
榔头,铜棒,扳手,螺丝刀,油壶胶钳等
2.准备齐全有关的装配用的工具(榔头,铜棒,扳手,螺丝刀等)
辅助材料
工时定额
四 轿顶护栏和拉杆转配
10’
1.安装轿顶护栏
2.安装拉杆
10’
3.检验
5’
15’
五 安全钳装配
六 门机和轿门试装
5’
1.在下梁上安装安全钳底座
1.安装门机和轿门
20’
2.在上梁上安装其安全钳的传动机构,并用拉条拉杆与
2.门机调试
安全钳底座连接
3.检验
3.检验
编制
审核
机械加工工艺过程卡片及工序卡
机械加工工艺过程卡片及工序卡学生姓名届 2021学院〔系〕机械学院专业机械工程及自动化指导教师职称副教授产品名称连杆总成零件名称连杆盖第〔2〕页车间工序号工序名称材料牌号02 粗铣盖两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数端面铣床自制 1夹具编号夹具名称切削液J-01 铣夹具工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面〔先加工凸起面〕刀具:端铣刀盘D-01 n=610 v=191 f=0.281t=0.5 0.25 2.85〔1〕保证加工面距中心线尺寸18.35±0.102t=0.5〔2〕两大平面对称中心线允差±0.25mm 量具:卡尺3t=0.32 粗铣另一大平面36.720.04t=0.2 〔1〕其一平面必垂直设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕标记处数更换文件号签字日期标记处数更换文件号签字日期产品名称连杆总成零件名称连杆体第〔3〕页车间工序号工序名称材料牌号03 粗铣杆两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数立铣 X52 1夹具编号夹具名称切削液J-02 铣夹量工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面〔先加工凸起面〕刀具:端铣刀盘D-02 n=1180 v=163 s=0.508 t=15 1 0.6 2.5〔1〕保证加工面距中心线尺寸18.35±0.10〔2〕两大平面对称中心线允差±0.25mm 量具:卡尺2 粗铣另一大平面36.720.0〔1〕其中一大平面赢平直不直度≯0.10mm设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕标记处数更换文件号签字日期标记处数更换文件号签字日期产品名称连杆总成零件名称连杆体第〔4〕页车间工序号工序名称材料牌号04 钻小头孔45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-03 钻夹具乳化液工序工时 (分)准终单件3 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 钻连杆小头孔Φ24.530.0+粗糙度6.3 刀具:锥柄钻头Φ24.5 n=195 v=15 f=0.2 1 1.2 1.82 检验Φ24.530.0+孔与小头外圆应同心圆偏差≤0.25mm 量具:卡尺凸起面朝下定位夹紧设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕标记处数更换文件号签字日期标记处数更换文件号签字日期产品名称连杆总成零件名称连杆体第〔5〕页车间工序号工序名称材料牌号05 小头孔倒角45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-04工序工时 (分)准终单件0.96 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 小头孔倒角面角1.520.0 ×45°刀具:锥柄钻头Φ28 n=68 V=6 f=手动 1.52 0.46 0.52 检验尺寸及粗糙度设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕标记处数更换文件号签字日期标记处数更换文件号签字日期产品名称连杆总成零件名称连杆体和盖第〔6〕页车间工序号工序名称材料牌号06 粗磨杆盖大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数磨床 M7475B 杆16盖50夹具编号夹具名称切削液电磁吸盘乳化液工序工时 (分)准终单件4.09 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗磨一大平面36.410.0+以平坦一大平面定刀具:研轮GB60ZRAP350×40×127 n=1440 v=1582 f纵=3-28 T=0.02 34 2.5 1.59位对称磨削。
装配实用工艺过程卡和工序卡

注塑模
部件名称
动模板
第1页
车间
装配
装配部分
动模板、型芯1、型芯2、导柱
工序号
20
工序名称
装配动模板
工
序
号
工步内容
工艺装备及辅助材料
作业
时间
准备
时间
名称规格或编号
名称规格或编号
21
清理、去毛刺
机油、棉纱、锯条
22
找正
23
将4根导柱放进相应的孔内,用皮锤将其底面与动模板底面锤至平齐。(保证导柱与动模板的垂直度,垂直精度为0.02。导柱与动模板为φ16P7/h6过渡配合)
推板、推杆固定板、推杆
工序号
30
工序名称
装配推出机构
1-推杆固定板2-M6X21.5内六角螺钉3-推板4-复位杆5-拉料杆6-推杆
装配工艺卡片
产品型号
CI1518
部件图号
J40-1
共2页
产品名称
注塑模
部件名称
定模座
第1页
车间
装配
装配部分
定模扳、定模座板、主流道衬套
工序号
40
工序名称
装配定模座
工
序
号
工步内容
35
将推板与推杆固定板对齐,用4个M6 20的螺栓连接紧固
内六角扳手
设计(日期)
校对(日期)
审核(日期)
会签(日期)
标准号(日期)
车间会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
装配工艺附图
产品型号
CI1518
机械加工工艺规程卡片

如下表:序号: 工序内容设备型号夹具铸造毛坯时效30 铣粗铣,精铣底面A面专用铣夹具钻孔4-ф13mm,扩孔4-ф20mm 专用钻夹具50 钻粗镗孔半精镗孔ф80H9(+0.087/0)mm Z3025 专用镗夹具孔口倒角2X4560 车钻孔ф21mm 扩孔ф25H7mm,ф38mm,ф43mm 专用钻夹具70 钻铣槽1(5mm) 铣槽2(5mm) XA6132 专用铣夹具80 钻孔ф21mm M8-7H的螺纹底孔M10-7H的螺纹底孔90 车攻丝M10-7Hmm的孔攻丝M8-7Hmm 专用攻螺纹夹具100 检验110 入库(二)、选择加工设备及刀、夹量具由于生产类型为批量生产,故加工设备宜以适用机床为主,以少量专用机床,其生产方式以常用机床加专用夹具为主,辅以少量专用机床的流程生产线,工件在个机床上的装卸及各机床间的传送均由它完成。
铣中间槽,考虑工件的定位夹紧方案,及夹具结构设计等问题,采用卧铣,选择XA6132卧式铣床(参考文献[1]表8-15),选择直径D为φ200的高速钢三面刃圆盘铣刀(参考文献[1]表10-40)专用夹具和游标卡尺。
(三)加工工序设计1.工序70的铣槽1。
2。
参考文献【1】表2.4 -3.8并参考XA6132机床说明书。
取铣槽1进给量f=0.3mm/r参考文献【1】表2-4-4,用插入法求得铣槽1的削速度v=27.7m/min.由此算出转速为n=1000v/3.14d=(1000*27.7)/(3.14*5)=320r|min按机床实际转速取n=450r/min.则实际切削速度v=(3.14*5*450)/1000=31.3n(四) 夹具设计1.设计的夹具为第70道工序-铣槽1,2。
该夹具适用于XA6132卧式铣床,选择A面与加工的为定位基准。
按照基准重合原则并考虑到目前有A面与孔加工,为避免重复使用粗机组基准,应以A面与孔定位.从对工件的结构形状分析,若工件以A面朝右放置在支撑板上,定位夹紧都比较可靠,也容易实现,待夹紧后就能满足加工要求。
11种机械加工工艺卡片(模板)

标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
砂型铸造工艺卡片
产品型号
零件图号
产品名称
零件名称
第页
第页
材料编号
毛重
浇冒口重
收得率
每箱总重
每台件数
模样
砂箱
砂型与涂料
芯
撑
编号
砂芯
材料
名称
规格
砂型名称
面砂编号
背砂编号
涂料编号
数量
芯盒编号
芯盒编号
芯盒编号
强度等级
每毛坯可制件数
备
注
工时定额(单件)
牌号
规格尺寸
工序
牌号
规格尺寸
工序
工序号
工序
名称
工序内容
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
重量
序号
工序
名称
工序内容与要求
设备与工具
材料
施工条件
工时
颜色
代号
型号与名称
定额
粘度
厚度
干燥
时间
单件
准终
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
叶轮工艺-机械加工工艺过程卡片

零件加工工艺过程卡片
11
丝印
不能有断线和毛边
丝印
12
装配
见总装配图,螺钉要全部拧紧。
装配
13
#注意:所有外协表面处理好的零件在后道工序中一定要戴上干净的手套。
审核
A0
标记
处数
更改文件号
签字
日期
标记
处数
签字
日期
版本
深圳市富源机电设备有限公司编号:FM-08-06A0
钳工
4
普冲
百叶窗
普冲
5
折弯
保证尺寸和角度,注意折弯压印。
折弯
6
压铆
12-BSO-3.5M3- (SUS)铆后表面不能有变形等不良
压铆
7
焊
按图组焊箱体。焊牢,注意保证对角线
焊工
8
打磨
光滑无变形,R角一至
打磨
9
前处理
磷化,去锈,去油污
喷漆
10
喷漆
按客户要求,凹陷和压铆处处挂灰处理,厚度和颜色要均匀一至,不能露底。保护不喷漆区.
客户名称:零件加工工艺过程卡片
产品型号
零件图号
材料
冷板
每台件数
1
生产单号
料号
零件名称
展开尺寸
生产总数
是(否)环保
是
序号
工序名称
工序内容
班组
标准工时
辅助工时
数量
操作者
首检
终检
设备
异常情况
1
数冲
展开外形,表面Байду номын сангаас能有明显压划伤
数冲
2
打磨
去除所有毛刺,棱边不能有圆角或斜角.
打磨
3
沉孔
φ3.5Xφ6.5X90
机械加工工艺过程卡片
10
设计日期
校对日期
审核日期
标准化日期
会签日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
箱体
共
页
第
页
材料牌号
毛坯种类
毛坯外形尺寸
250×150×160
每毛坯件数
1
每台件数
备注
工
序
号
工序
名称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
1
车端面
1车左端面;2掉头车右端面
车床
三抓卡盘
2
车外圆、倒角
1车左端外圆;2倒角;3车右端外圆;4倒角
车床
三抓卡盘
m/min
mm/r
mm
机动
辅助
1
粗铣分割面
专用工装
1.2
3
2
精铣分割面
专用工装
0.7
2
设计日期
校对日期
审核日期
标准化日期
会签日期
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
箱体
共
3
页
第
2
页
车间
工序号
工序名称
材料牌号
8
粗镗轴承孔
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
备注
工
序
号
工序
名称
工序内容
车
间
工
段
设备
机械加工工艺过程卡片
机械加工工艺过程卡片
一、机械加工工艺过程卡片的内容
1.零件信息:包括零件图号、名称、材料等。
这些信息可以帮助操作者快速了解和定位要加工的零件。
2.工序:将整个加工过程划分为若干个工序,每个工序指明了具体的加工内容和顺序。
例如,粗加工、精加工、表面处理等。
二、机械加工工艺过程卡片的应用
1.制定标准化的工艺过程:通过制作机械加工工艺过程卡片,可以将工艺过程规范化,并且为操作者提供明确的加工要求。
这样可以提高产品的加工效率和一致性,减少不必要的错误。
3.提高加工质量:通过详细的工艺要求和加工内容,可以确保零件加工后的尺寸精度和表面质量符合要求。
同时,指定合理的装夹方式和加工顺序,可以减少形变和误差的产生,提高零件的加工质量。
4.便于工艺改进和优化:通过对机械加工工艺过程卡片内容的记录和分析,可以发现工艺中存在的问题和瓶颈,并且找到优化的方案。
这样可以提高加工效率和降低成本。
5.提高工艺稳定性:通过制作机械加工工艺过程卡片,可以将工艺过程固定下来,避免每次加工都需要重新调整参数和工艺。
这样可以提高加工的稳定性和一致性。
总结起来,机械加工工艺过程卡片是一种对机械加工过程进行规范和记录的工具,它包括了零件信息、工序、加工内容、工艺要求等内容。
通过应用机械加工工艺过程卡片,可以提高加工效率和质量,并且便于工艺
改进和优化。
在实际生产中,制作和应用机械加工工艺过程卡片是非常有益的。
柴油机连杆零件机械加工工艺过程卡片及工序卡知识讲解
柴油机连杆零件机械加工工艺过程卡片及工序卡知识讲解柴油机连杆是柴油机中重要的零件之一,它连接曲轴和活塞,将曲轴的旋转运动转化为活塞的往复运动,从而驱动柴油机的工作。
柴油机连杆的机械加工工艺过程卡片及工序卡是用来记录和指导柴油机连杆的加工过程和工艺参数的。
1.零件名称:柴油机连杆2.材料:一般为45钢、40Cr、20CrNiMo等合金钢3.工艺路线:将柴油机连杆的加工过程按顺序列出来,包括加工工序和加工方法。
4.重要加工尺寸:记录柴油机连杆的重要加工尺寸和公差要求。
5.设备:记录用于加工柴油机连杆的设备,如车床、铣床、磨床等。
6.夹具:记录用于夹紧柴油机连杆的夹具,以确保加工精度和安全性。
7.工艺参数:包括切削速度、进给量、切削刃数、冷却液等参数,用于指导实际加工过程。
8.检查和试验要求:记录柴油机连杆的检查和试验要求,包括尺寸测量、表面质量和硬度等。
1.材料选型和切割:根据设计要求和机械性能要求选择合适的材料,并使用切割工具将材料切割成合适尺寸的坯料。
2.粗车:使用车床进行粗车加工,将连杆的外形加工到接近最终尺寸。
3.粗铣:使用铣床进行粗铣加工,加工连杆上的凸台、凹槽等特殊形状。
4.精车:使用车床进行精车加工,将连杆的主轴孔和大端孔加工到最终尺寸和精度要求。
5.苦挤:在车床上进行苦挤加工,将连杆上的小端孔和销孔加工到最终尺寸。
6.精铣:使用铣床进行精铣加工,加工连杆上的油孔、油槽等细小结构。
7.精磨:使用磨床进行精磨加工,提高连杆的表面精度和光洁度,并满足尺寸和形状的公差要求。
8.清洗和检验:使用清洗设备进行清洗,对连杆进行尺寸和形状的检查,确保加工质量和精度。
9.装配:将各个部分进行装配,并进行试验验证,确保连杆的性能和质量。
以上是柴油机连杆的机械加工工艺过程卡片及工序卡的知识讲解,通过对加工工艺过程和工序的记录和指导,可以提高柴油机连杆的加工效率和质量,确保柴油机的正常运行。