减少炼钢连铸钢中夹杂物的工艺措施(续)
304不锈钢中夹杂物的控制

304不锈钢中夹杂物的控制304不锈钢是一种广泛应用的奥氏体不锈钢,具有优良的耐腐蚀性和高温强度。
然而,夹杂物的存在可能会对其组织和性能产生不利影响。
因此,控制304不锈钢中的夹杂物对于保证其质量和性能具有重要意义。
本文将介绍夹杂物控制的重要性、夹杂物的来源和分类,以及夹杂物控制的措施和效果。
夹杂物是指存在于金属内部或表面的非金属杂质。
在304不锈钢中,夹杂物可能会破坏材料的连续性,导致应力集中,降低材料的耐腐蚀性和力学性能。
夹杂物对304不锈钢组织和性能的影响主要表现在以下几个方面:降低材料的耐腐蚀性:夹杂物能够破坏不锈钢表面的氧化膜,加速局部腐蚀,降低材料的耐腐蚀性。
降低材料的力学性能:夹杂物会破坏材料的连续性,导致应力集中,降低材料的强度和韧性。
影响材料的加工性能:夹杂物可能引起材料加工过程中的缺陷,如裂纹、折叠等,影响加工质量和精度。
夹杂物主要分为有意夹杂物和无意夹杂物。
有意夹杂物是人为添加的,如为了改善材料的某些性能而特意加入的合金元素。
无意夹杂物是在冶炼、加工过程中引入的,如炉渣、耐火材料、以及与炉气、熔剂、燃料等反应生成的产物。
为了控制304不锈钢中的夹杂物,可以采取以下措施:增加夹杂物球化处理:通过适当的热处理,使夹杂物呈球形颗粒分布,降低其对材料性能的不利影响。
控制原材料及熔炼过程:选用低杂质含量的原材料,严格控制熔炼工艺,避免过度氧化和污染。
精炼和净化处理:采用精炼技术,如电渣重熔、真空熔炼等,去除熔体中的夹杂物;同时,进行净化处理,如加入稀土元素细化晶粒,提高材料的纯净度。
合理安排工艺流程:在加工过程中合理安排工艺流程,避免过度变形和加热,以减少夹杂物的引入。
采取上述控制措施后,可以显著降低304不锈钢中的夹杂物数量和尺寸,改善材料的组织和性能。
具体效果如下:夹杂物形态:通过控制措施,可以使夹杂物呈球形或不规则形态分布,降低其对材料性能的不利影响。
夹杂物分布:采取控制措施后,夹杂物分布更加均匀,避免了局部浓度过高现象,降低材料脆性。
炼钢工—简答题 207

1.什么是溅渣护炉技术?答案:溅渣护炉技术是向炉渣中加入含MgO的造渣剂造粘渣补炉技术的基础上, 采用氧枪喷吹高压N2在2-4mm 内将出钢后留在炉内的残余炉渣喷溅涂敷在转炉内衬表面上,生成炉渣保护层的护炉技术。
2.炉渣来源何处?它在炼钢中起什么作用?答案:来源:(1)钢铁料中夹杂氧化的产物。
(2)造渣材料(石灰、白云石、萤石等)。
(3)冷却剂(氧化铁皮、矿石等)。
(4)被浸蚀和冲刷下来的炉衬耐火材料。
(5)各种原料带来的泥沙。
作用:(1)去夹杂(P、S);(2)传氧媒介;(3)清洁钢液;(4)对熔池保温;(5)影响金属损失;(6)影响炉衬浸蚀。
3.脱碳反应对炼钢过程的重要意义是什么?答案:(1)铁水中C氧化到钢种所要求的范围。
(2)氧化产生CO气泡对熔池起着循环搅拌作用,均匀钢液成份、温度, 改变各种化学反应的动力学条件。
(3)CO气泡有利于去除N2、H2等。
(4)利于非金属夹杂物上浮。
(5)提供炼钢的大部分热源。
(6)CO气泡使炉渣形成泡沫渣。
4.造成钢包回磷的原因是什么?如何防止?答案:原因:(1)出钢下渣;(2)脱氧产物SiO2;(3)氧含量降低。
防止措施:(1)挡渣出钢,尽量减少出钢带渣。
(2)采用碱性钢包或渣线部位用碱性材料。
(3)出钢过程中投入钢包中石灰粉。
(4)减少钢水在钢包中停留时间。
5.为什么兑铁时,有时会发生大喷?答案:因为转炉吹炼到终点,钢中氧含量和炉渣氧化性高, 留渣或未倒净的渣子和钢水,兑铁时炉内碳含量急剧增加且铁水温度低及钢水温度骤然下降, 促使碳氧反应剧烈进行在炉内产生强烈沸腾,如果兑铁水过猛且炉内残留钢渣较多就会大喷。
6.为什么转炉炼钢脱硫比脱磷困难?答案:碱性转炉渣中含有较高的(FeO),炉渣脱硫的分配比较低,降低了炉渣的脱硫能力,高(FeO)对脱磷工艺是一个相当有利的因素, 转炉炼钢条件下钢渣间磷的分配比较高, 一般可达100-400,而硫的分配比一般为6-15,此外,脱磷反应速度快,很快可达到平衡,而脱硫速度较慢,一般达不到平衡。
连铸坯夹杂物产生原因分析及改进

连铸坯夹杂物产生原因分析及改进一、引言连铸是现代钢铁生产中常用的一种工艺。
它可以提高生产效率、降低能耗、改善工作环境、减少劳动强度,因此被广泛应用。
在连铸过程中,一些夹杂物的产生会导致产品质量下降、生产效率降低,并严重影响设备寿命。
如何减少夹杂物的产生,提高产品质量,成为生产中亟需解决的问题。
二、夹杂物产生原因分析1.原料质量不稳定连铸坯的原料主要是钢水,而钢水的质量直接影响夹杂物的产生。
如果原料中含有较多的杂质、氧化物等,就会增加夹杂物的产生几率。
而且,原料的成分不稳定也是引起夹杂物产生的一个因素,一旦成分变化,就容易导致夹杂物出现。
2.连铸设备使用不当连铸设备的使用不当也是夹杂物产生的重要原因。
操作不规范、设备维护不到位、温度控制不稳定等都会导致夹杂物的产生。
当温度过高或过低时,容易使得钢水和坯料中的气体凝固,形成夹杂物。
3.连铸工艺参数不合理连铸过程中,工艺参数的设置直接影响了夹杂物的产生。
如果连铸速度过快或者过慢,结晶器冷却不均匀等,都会导致夹杂物产生。
结晶器振动频率、结晶器倾斜角度、结晶器冷却水温度等参数的选择也会影响夹杂物的产生。
4.人为因素在连铸过程中,人为操作失误也是夹杂物产生的一个主要原因。
操作工不熟练、设备检查不到位等都可能导致夹杂物的产生。
而且,人为因素不可控因素多,所以造成夹杂物的产生很容易。
三、改进措施1.原料质量监控首先要保证原料的质量稳定,及时清洁处理原料,确保原料的成分合理、纯净。
加强对原料的把控,对于原料中可能含有的杂质要及时剔除,确保连铸坯的质量。
2.加强设备维护连铸设备是关键的生产装备,要加强对设备的维护。
定期检查、保养设备,确保设备各项功能正常,减少因为设备问题导致的夹杂物的产生。
3.优化连铸工艺对于工艺参数的设置要进行优化,选择合适的连铸速度、结晶器振动频率、结晶器倾斜角度、结晶器冷却水温度等参数,保证连铸坯的质量。
要对工艺参数进行严格的控制,确保温度、速度等参数的稳定。
精炼渣系对钢中夹杂物的影响
精炼渣系对钢中夹杂物的影响摘要:本文分析了轴承钢冶炼过程中夹杂物控制存在的问题;轴承钢中最有害的夹杂物是大尺寸的以脱氧产物Al2O3为核心的复合氧化物或氧硫氮复合物。
合理控制初炼炉终点碳含量、选择合适的脱氧剂提高脱氧能力或使夹杂物变性、优化精炼渣成分提高其吸收夹杂物的能力、优化熔炼工艺减少大尺寸夹杂物并改善其在钢中的分布是当前降低轴承钢中氧化物夹杂的措施。
关键词:电渣重熔;精炼渣;曲轴钢一、轴承钢夹杂物控制存在的问题在控制好钢中主要合金元素化学成分的情况下,轴承钢的冶炼质量主要受钢液洁净度和铸态钢组织的控制。
为此,需要优化轴承钢的精炼工艺以降低钢中杂质元素的含量、减小夹杂物尺寸、控制夹杂物的形状、改善夹杂物在钢中的分布;同时,通过改进铸造工艺制度来提高铸坯质量。
目前,国内轴承钢夹杂物及铸坯质量控制存在的主要问题表现在如下。
1、钢液洁净度水平不高。
对轴承钢而言,钢中的氧含量一般要求低于10×10-4%(质量分数,下同),最大夹杂物尺寸低于15μm[1]。
和国际先进水平相比,国内轴承钢中的杂质元素含量及夹杂物级别都存在一定差距,如日本神户钢铁公司轴承钢氧含量控制在4×10-4%,而大冶特钢的高品质轴承钢氧含量在6.5×10-4%~6.7×10-4%。
2、精炼、浇铸工艺有待进一步优化。
我国轴承钢生产先进企业在熔炼设备与瑞典、日本等国家先进企业的差距较小,但熔炼及浇铸工艺需要进一步改善。
如日本先进企业已采用彻底除去电炉渣、LF双透气砖底吹搅拌、RH环流管扩径等措施。
高碳铬轴承钢中的碳含量较高,在采用连铸生产时容易产生碳元素偏析。
兴澄特钢采用100tEAF初炼+100tLF(钢包炉)精炼+100tVD脱气+(300mm×340mm)CC(边铸)工艺生产轴承钢,经结晶器电磁搅拌之后,连铸坯碳偏析指数小于1.14;连铸过程中相关的轻压下、分段电磁搅拌技术在国内应用很少,国外则多采用这些辅助装置来改善铸坯的均匀性。
连铸工考试考试试题(题库版)

连铸工考试考试试题(题库版)1、判断题单位时间内单位长度的铸坯被带走的热量称为结晶器的冷却强度。
正确答案:错2、判断题连铸坯的柱状晶越发达,质量就越好。
正确答案:错3、问答题中间包结瘤的原因?正确答案:(江南博哥)⑴钢水温度低;⑵钢中AL2O3含量高;4、判断题压缩铸造应用在高拉速铸机中。
正确答案:对5、单选中包永久层小火烘烤时间为()A、12小时B、18小时C、24小时D、36小时正确答案:D6、问答题高效连铸技术包括的主要内容是什么?正确答案:①保证适宜的钢水温度,最佳的钢水成份,并保证其稳定性的连铸相关配套技术。
②供应清洁的钢水和良好流动性钢水的连铸相关技术。
③连铸的关键技术——高冷却强度的,导热均匀的长寿结晶器总成。
④高精度、长寿的结晶器振动装置是高效连铸关键技术之一。
⑤保护渣技术。
⑥结晶器钢水液面控制技术。
⑦二次冷却的硬件及软件技术。
⑧连续矫直技术。
⑨其它技术。
铸坯支撑及强化冷却技术、保护浇注技术、钢包技术、中间包技术、电磁搅拌技术、自动开浇技术、低温浇注技术等。
7、判断题连铸坯的液芯长度就是冶金长度。
正确答案:错8、问答题什么是洁净钢连铸?正确答案:高质量连铸坯的生产要求钢水夹杂物的含量控制在规定的范围内。
在炼钢—精炼—连铸工艺过程中,炼钢和精炼是保证钢水洁净的基础。
同模铸相比,由于连铸的特殊条件,炼钢和精炼后的洁净钢水获得夹杂物含量极低的洁净铸坯比模铸存在更大的困难。
如何保证钢水的洁净,获得洁净铸坯,这就是洁净钢连铸技术。
9、判断题连铸坯的低倍组织是当铸坯完全凝固后,从铸坯上取下一块横断面试样,经磨光酸浸后用肉眼所观察到的组织。
正确答案:对10、问答题敞开浇注时配水量的要求?正确答案:⑴二冷室足辊I段转为“手动”配水方式;⑵I、II、III流足辊段水量调节为16m3/h;⑶I、II、III流I段水量调节为20m3/h;⑷二冷室II段用“自动”配水方式。
11、判断题为保持钢水的清洁度,要求钢水包砖衬具有良好的耐蚀损性,使耐火材料尽可能少溶入钢水内。
钢中非金属夹杂对质量的影响及控制措施
1) 液体钢的脱氧产物; 2) 钢液从浇注温度冷却到凝固温度过程中,由
于温度的降低使溶液中溶质的溶解度降低,
即钢水温度的变化使反应平衡移动,重新析 出脱氧产物;
3) 钢液冷凝时发生溶质树枝形偏析所析出的脱 氧产物;
4) 固相线温度以下钢继续冷却或者由于相变的
缘故,引起的夹杂物重新析出。
1.2
1.5
按化学成分分类
FeS、MnS
A类夹杂:硫化物
B类夹杂: 氧化铝、氧化铁 Al2O3+FeO C类夹杂:硅酸盐、氮化物 2MnO.SiO2 TiN、BN、NbN等 D类夹杂:球状氧化物类 小型氧化物 FeO、MnO、TiO2等
Ds类夹杂:单个大型球状氧化物类
1.6
钢中夹杂物的形貌
25
2.2夹杂物的检测
1.钢材出厂检验:
• • • ASTM标准(A、B、C、D、Ds类夹杂物); 用户标准(SKF、米其林、贝卡尔特等); 分析检验手段:光学显微镜。
2.科学研究:
• • 光学显微镜; 扫描电镜(+EDS);
•
• •
投射电镜(+EPMA、EDS);
图像分析; PDA(Pulse Distribution Analysis)。
炼钢钢坯
氧化铝+硫化钙
氧化铝
15102486N
氧化铁 视场50X
硫化钙
氧化铝
轧钢钢板
氮化物
2、非金属夹杂物对性能影响
使用性能的影响: 1、疲劳性能↓ 2、冲击韧性↓ 塑性↓ 3、耐腐蚀性↓
对工艺性能的影响: 1 、对锻造和冷加工、淬火加热和焊接过程 易开裂。 2 、轧制后表面质量以及磨削后零件表面粗 糙度降低。
连铸坯夹杂物产生原因分析及改进措施
24
在较为严重的漏洞:①结晶器液面波动较大引起坯 壳生长的不均匀,大量的夹杂物也随之被卷入凝固 坯壳;②1#连铸机中间包工作层使用镁质干式料, 生产初期由于人员操作不熟练、大包水口控流频 繁,中间包液面不平稳,加快了钢水液面对干式料 的冲刷,被冲刷的干式料严重污染钢水。2017 年 3 月,217870 炉次Ⅵ流结晶器液面控制不稳定、波动 大,液面卷渣,造成铸坯缺陷明显。
差、水口浸入深度不合理、水口偏斜等增加了钢水二次氧化;钢水过热度高及挡渣墙寿命低、水口渣线设计不合理等。通过
规范操作、防止钢水二次氧化、中间包过热度由 30~50 ℃降低至 20~35 ℃、促进夹杂物上浮等改进措施,普碳钢内部夹杂
比率从万吨钢 5.2 次降低到 0.3 次。
关键词:连铸坯;夹杂物;保护浇注;过热度
1)中间包、结晶器液面不稳定,浇注过程卷渣 频繁。生产初期由于人员操作不熟练,浇注过程存
收稿日期:2018-02-05 作者简介:段少平,男,1988 年生,2011 年毕业于山西工程职业技术 学院冶金技术专业。现为陕钢集团汉中钢铁有限责任公司钢轧事 业部连铸工程师,助理工程师,从事连铸工艺技术工作。
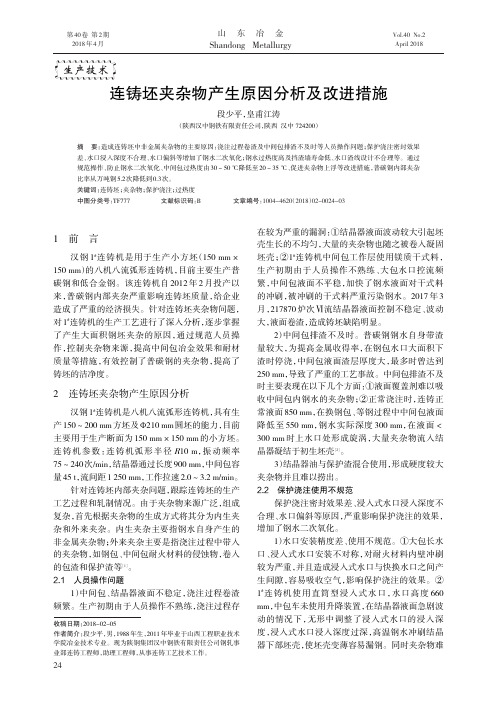
炼钢连铸工艺流程的介绍
连铸工艺流程介绍将高温钢水浇注到一个个的钢锭模内,而是将高温钢水连续不断地浇到一个或几个用强制水冷带有“活底”(叫引锭头)的铜模内(叫结晶器),钢水很快与“活底”凝结在一起,待钢水凝固成一定厚度的坯壳后,就从铜模的下端拉出“活底”,这样已凝固成一定厚度的铸坯就会连续地从水冷结晶器内被拉出来,在二次冷却区继续喷水冷却。
带有液芯的铸坯,一边走一边凝固,直到完全凝固。
待铸坯完全凝固后,用氧气切割机或剪切机把铸坯切成一定尺寸的钢坯。
这种把高温钢水直接浇注成钢坯的新工艺,就叫连续铸钢。
【导读】:转炉生产出来的钢水经过精炼炉精炼以后,需要将钢水铸造成不同类型、不同规格的钢坯。
连铸工段就是将精炼后的钢水连续铸造成钢坯的生产工序,主要设备包括回转台、中间包,结晶器、拉矫机等。
本专题将详细介绍转炉(以及电炉)炼钢生产的工艺流程,主要工艺设备的工作原理以及控制要求等信息。
由于时间的仓促和编辑水平有限,专题中难免出现遗漏或错误的地方,欢迎大家补充指正。
连铸的目的: 将钢水铸造成钢坯。
将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。
结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。
拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。
连铸钢水的准备一、连铸钢水的温度要求:钢水温度过高的危害:①出结晶器坯壳薄,容易漏钢;②耐火材料侵蚀加快,易导致铸流失控,降低浇铸安全性;③增加非金属夹杂,影响板坯内在质量;④铸坯柱状晶发达;⑤中心偏析加重,易产生中心线裂纹。
钢水温度过低的危害:①容易发生水口堵塞,浇铸中断;②连铸表面容易产生结疱、夹渣、裂纹等缺陷;③非金属夹杂不易上浮,影响铸坯内在质量。
二、钢水在钢包中的温度控制:根据冶炼钢种严格控制出钢温度,使其在较窄的范围内变化;其次,要最大限度地减少从出钢、钢包中、钢包运送途中及进入中间包的整个过程中的温降。