焊接热影响区组织和性能(PPT)
(完整版)焊接热影响区的组织和性能

图4-37 Hmax与CE的关系
钢种HT50~HT100 板厚25~50mm, E=17KJ/cm,t8/5=6.5s
图4-38 Hmax与t8/5及Pcm的关系 钢材:18MnMoNb 板厚16~36mm
t8/5(s)
(2) 析出脆化
图4-47 析出物的间距λ与位错运动及脆性的关系
(三)调质钢HAZ软化
1.调质钢HAZ软化
图4-48 调质钢HAZ的硬度分布 A-焊前淬火+低温回火 B-焊前淬火+高温回火 C-焊前退火
图4-49
图4-50
2.热处理强化合金焊接HAZ软化
Thanks
国产低合金钢公式
(二)焊接热影响区脆化
1. 粗晶脆化
晶粒长大影响因素:
化学成分、组织状态、加热温度、时间
碳化物形成元素:Ti、Nb、Mo、V、W
lg( D 4
D04 )
2 lg E
l
0.129
/E 1.587
10 3
92.64
焊接HAZ晶粒尺寸与焊接线能量的关系
图4-41 碳锰钢HAZ的脆化分布
24 16 15 20
5
A(C) 0.75 0.25tgh[20(C 0.12)]
(4-24)
适用于 C含量0.034~0.254%范围内的钢 A(C)-碳的适应系数
2. 碳当量及冷却时间t8/5与HAZ最高硬度Hmax的关系
Hmax=1274Pcm+45
Hmax=559CE+100
图4-36 Hmax与Pcm的关系
埋弧自动焊 电渣焊
氧乙炔气焊 真空电子束焊
各区的平均尺寸(mm)
第五章 焊接热影响区的组织和性能

第五章焊接热影响区的组织和性能焊接分为三大类:熔化焊、压力焊和钎焊。
其中熔化焊是最常见最广泛的焊接方法。
而本书讨论的焊接冶金主要是以熔化焊为基础进行讨论的。
所谓熔化焊是采用一种高温热源使两种同质或非同质的材料利用原子间或分子间的分散与聚合而形成一个整体的过程。
这个热源贯穿于焊接过程的始终:一部分热量用于加热焊件和母材,一部分用于热损失(飞溅、周围介质等)。
用于加热母材和焊材的热功率称为有效功率,其实这部分热量:一部分用于熔化金属形成焊缝,另一部分用于热传导而流失于母材形成HAZ (包含熔合线)。
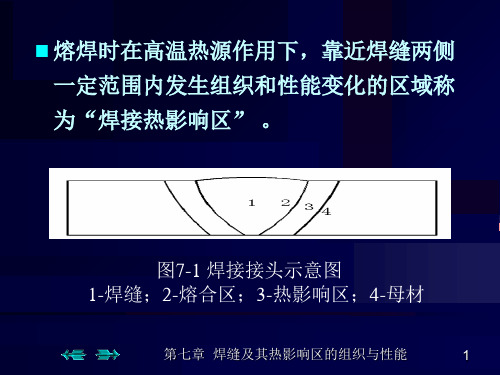
HAZ:熔焊时在集中热源的作用下,焊缝两侧发生组织和性能变化的区域。
焊接接头:焊缝和和热影响区p161 图4-1焊接热影响区示意图前面讨论焊缝的合金化,焊缝金属的脱S、脱O、脱P、H及晶粒的细化等,均是如何控制焊缝的质量,主要是焊缝区的问题。
由于早些年代里,制造焊接结构所采用的钢种是低碳钢,焊缝是至关重要的环节。
HAZ一般不会出现什么问题,但随着科学技术和生产规模的发展,各种高温、耐压、耐蚀、低温容器、深水潜艇、宇航设备以及核电站锅炉、管道等不断建造,各种高强钢、高合金钢以及某些特种材料(Al合金、钛合金、镍基合金、复合材料和陶瓷等)也得到广泛的应用,这种情况下,焊接的质量不仅仅取决于焊缝,同时取决于HAZ,有时HAZ存在的问题比起焊缝更为复杂。
如:如今大型水电站,尤其高水头电站(包括抽水蓄能电站)的建造要求提供流量大、承压高的输水压力管道,如果采用普通钢材,必须增加管壁的厚度,无疑给压力钢管的制造、运输和安装带来极大的困难。
随之发展起来的适用于压力钢管的焊接结构用高强钢,如700MPa,800Mpa级钢具有很高的屈服强度和抗拉强度,同普通钢相比,可以大大减少压力钢管壁的厚度,克服了普通钢的局限性,(WEL—TEN80 WCF—62(80))它具有良好的低温冲击韧性也为钢管的可靠运行提供了保证,但它焊接时,易出现HAZ软化(投影)或产生裂纹。
焊接第五章 焊接热影响区

第一节 焊接热影响区组织转变的特点
二、焊接冷却过程组织转变的特点
图5-6 焊接与热处理的热循环曲线
第一节 焊接热影响区组织转变的特点
图5-7 45钢连续冷却曲线 F—铁素体 P—珠光体 A—奥氏体 M—马氏体 Z—中间组织
实线—焊接( =1350℃) 虚线—热处理( =1050℃)
26091C
主编
第四章 焊接熔池的结晶和焊缝金属的组织 第五章 焊接热影响区
第五章 焊接热影响区
第一节 焊接热影响区组织转变的特点 第二节 焊接热影响区的组织 第三节 焊接热影响区的性能
第一节 焊接热影响区组织转变的特点
一、焊接加热过程组织转变的特响
B—焊前淬火+高温回火 C—焊前退火 1—淬火区 2—部分淬火区 3—回火区
第三节 焊接热影响区的性能
五、改善焊接热影响区性能的途径 1.采用高韧性母材 2. 焊后热处理 3. 合理制订焊接工艺规程
第二节 焊接热影响区的组织
图5-14 低碳钢埋弧焊时焊接热影响区的组织 a)熔合区 b)过热区 c)相变重结晶区 d)不完全重结晶区 e)母材
第二节 焊接热影响区的组织
表5-5 低碳钢埋弧焊时焊接接头的组织特征及性能分布
第三节 焊接热影响区的性能
一、焊接热影响区的硬度变化 二、焊接热影响区的常温力学性能
图5-3 a) 45钢 b) 18Cr2WV钢
(A—平均晶粒面积 d—平均晶粒直径)
第一节 焊接热影响区组织转变的特点
图5-4 焊接热影响区中的晶粒度的分布
第一节 焊接热影响区组织转变的特点
表5-2 不同焊接方法单层对接焊时的热循环参数
第一节 焊接热影响区组织转变的特点
焊接热影响区的组织和性能 PPT
焊接热影响区的组 织和性能
第二章 焊接热影响区的组织
第一节 焊接热循环
第二节 焊接热循环条件下的金属 组织转变特点
第三节 热影响区组织和性能
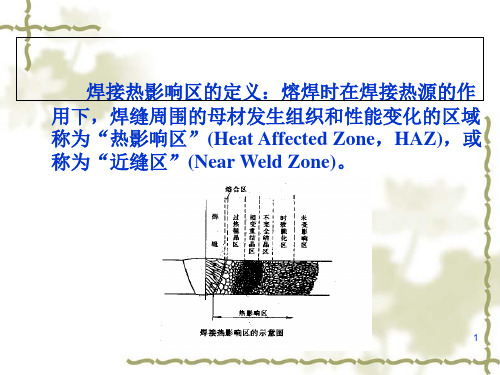
焊接热影响区:熔焊时在集中热 源的作用下,焊缝两侧发生组织和性 能变化的区域称为“热影响区”
(Heat Affected zone,简称HAZ)
或称“近缝区”(Near Weld Zone) 焊接接头是由两个主要部分组成,即 焊缝和焊接热影响区,如图4-1所示。
3.高温停留时间短 手弧,4~20秒; 埋弧,30~100秒 4.自然条件下连续冷却 5.局部加热
一、焊接时加热过程组织转变特点
1.加热速度对相变点的影响
焊接时的加热速度很快,各种金属的相变温度 发生了很大的变化。加热速度越快,Ac1和Ac3 的温度越高,而且Ac1和Ac3的温差越大。 焊接时,由于采用的焊接方法不同,规范不同,加 热速度可在很大的范围内变化。
表4-9 焊接及热处理条件下的组织百分比
表4-9是45钢和40Cr钢在焊接和热处理时同样冷 却速度条件下的组织百分比。由图 4-21、图4-22和 表4-9可以看出,45钢在焊接条件比在热处理条件下 的CCT曲线稍向右移(主要考虑Ms附近)。说明在相同 冷却速度条件下,焊接时比热处理时的淬硬倾向大。 如冷却速度为30℃/s,焊接时可得到92%马氏体, 而热处理时只得到69%马氏体。
2.加热速度对A均质化影响
加热速度不但对相变点有影响,对A均质化也 有影响.因为A均质化属扩散过程。在快速加 热条件下,来不及完成扩散过程。
3.近缝区的晶粒长大
在焊接条件下,近缝区由于强烈过热使晶粒发 生严重长大,影响焊接接头塑性,韧性,产生热 裂纹,冷裂纹.
二.焊接时冷却过程组织转变特点
焊缝及其热影响区的组织与性能
弧焊约为4~20s,埋弧焊时30~l00s) ; 在自然条件下连续冷却(个别情况下进行焊后保温缓
冷);
840
45
60
110
AC3
770 820 835 860
950
65
90
180
40Cr
AC1
740 735 750 770
840
15
35
105
AC3
780 775 800 850
940
25
75
165
23Mn
AC1
735 750 770 785
830
35
50
95
AC3
830 810 850 890
940
粗晶脆化
组织转变脆化
析出脆化
热应变时效脆化
氢脆以及石墨脆化
第七章 焊缝及其热影响区的组织与性能
29
粗晶脆化
在热循环的作用下,熔合线附近和过热区将发生
晶粒粗化。粗化程度受钢种的化学成分、组织状
态、加热温度和时间的影响。如:钢中含有碳、 氮化物形成元素,就会阻碍晶界迁移,防止晶粒 长大。例如18CrWV钢,晶粒显著长大温度可达 1140℃之高,而不含碳化物元素的23Mn和45号钢, 超过1000℃晶粒就显著长大。
Tm
T0
0.234E
cR2
0.242E TmT0 cy
由两式可以看出,当焊接线能量E( 单位长度上的焊
接热输入量,E = IU/v ) 一定,焊件上某点离开热源轴心
焊接原理焊接热影响区组织和性能

3.注意问题
1).热影响区中熔合区,过热区晶粒严重 长大,是焊接接头的薄弱地带. 2).低碳钢的不完全重结晶区,在急冷急 热的条件下,会表现出高碳钢的行为. 3).成分偏析严重,C.P.S高时易产生淬硬 组织,裂纹.
9
二.焊接热影响区的性能
(一)HAZ的硬化 硬度
为了方便起见,常常用硬度的变化来判定 热影响区的性能变化,硬度高的区域,强度 也高,塑性.韧性下降,测定热影响区的硬 度分布可以间接来估计热影响区的强度, 塑性和裂纹倾向影响硬度的因素。
5பைடு நூலகம்
熔合区 焊缝金属 母材
16Mn钢焊接热 影响区
过热 区
不完全重结晶区
6
7
2.易淬火钢
此类钢热影响区的组织分布与母材焊前热 处理有关焊前热处理.退火,正火,调质(淬 火+高回火) 1).完全淬火区 2).不完全淬火区 3).对于调质处理的钢(母材焊前处于调质状 态)回火区以下,发生不同程度的回火处理 ─回火区.组织性能变化取决于焊前调质 状态的温度.
焊接热影响区组织和性能
1
2
3
焊接热影响区的组织和性能
一.焊接热影响区的组织分布
焊接结构钢根据热处理特性不同分为两类 :淬火钢,不易淬火钢,分别讲述淬火钢和 不易淬火钢的组织分布.
1.不易淬火钢:如低碳钢,某些不易淬硬的
低合金钢,如16Mn.15MoV.15MnTi等
4
热影响区的组织分布
1).熔合区 2).过热区 3).相变重结晶区 4).不完全重结晶区 对于低碳钢,一些淬硬倾向不大的钢 (16Mn.15MnTi等)除过热区外其它各 区组织基本相同. 低碳钢过热区主要是魏氏组织W
10
(二)焊接热影响区的脆化 1)粗晶脆化
5焊接热影响区的组织与性能

图4-3 距焊缝不同距离各点的热循环 (低碳钢,板厚20mm,手弧焊)
图4-4 不同焊接方法的焊接热循环
1—手弧焊 2—埋弧焊 3—电渣焊
一、焊接热循环的主要参数
• 1.加热速度( WH ) • 2.加热的最高温度( Tm ) • 3.在相变温度以上的停留时间(tH) • 4.冷却速度(Wc)或冷却时间( t8/5 、
少 痴 情 , 多 少柔情 蜜意, 都在红 尘烟雨 中渐渐 飘走。
撑 一 把 油 纸 伞,在 寂寥的 雨巷中 ,哀怨 又彷
第一节 焊接热循环
焊接热循环:焊接过程中热源沿焊件移动时, 焊件上某点温度由低而高,达到最高值后, 又由高而低随时间的变化称为焊接热循环。 它是描述焊接过程中热源对被焊金属的热作 用。距焊缝不同距离的各点,所经历的热循 环是不同的,如图4-3所示。另外,由于焊接 方法不同,热循环曲线的形状也发生较大的 变化。
三.焊接条件下CCT图的建立及其应用
T图的建立:采用焊热热模拟试验装置来 建立某种钢的CCT图.
2.意义:在新钢种投产之前,可预先估计热影 响区的组织性能,或作为制定工艺,焊接线能 量的依据.
T图的应用: 通过CCT图可得到在不同的 冷却速度下的组织,即估计组织及预测性能.
图4-23是16Mn钢的CCT图及组织和硬度的变化。
(二)加热的最高温度(Tm)
金属的组织和性能除化学成分的 影响之外,主要与加热的最高温度Tm 和 冷却速度ωc有关。例如低碳钢和低合 金钢焊接时,在熔合线附近的过热区, 由于温度高(1300~1350℃),晶粒发 生严重长大,从而使韧性严重下降。
(三)在相变温度以上的停留时间(th)
在相变温度Th以上停留的时间越长,越 有利于奥氏体的均质化过程,但温度太高 时(如1100℃以上)即使停留时不长,也会产 生严重的晶粒长大。为便于分析研究,把 高温停留时间th分为加热过程的停留时间t’ 和冷却过程的停留时间t’’,即th =t’十t’’(参见 图4-5)。
焊接热影响区的组织和性能变化
10
二、焊接热热影响区的组织转变特点
1. 焊接热循环的特点
1)加热的温度高 热处理AC3以上100-200℃,例如45号钢AC3:770 ℃ 焊接近缝区:接近熔点,钢的熔点1350 ℃
2)加热的速度快 ➢ 比热处理快几十倍甚至上百倍。
3)高温停留时间短 ➢ 手工电弧焊:4-20S,埋弧焊:20-40S
❖性能:较好的综合性能。
17
➢ 不完全重结晶区Ⅲ(不完全正 火区)
❖温度: Ac3 ~ Ac1 ❖现间象,:金加属热的温内度部结Ac构3到不A发c1之生
变化,只有部分金属经受了
重结晶相变。 ❖组织:原始的铁素体晶粒(
粗大)和细晶粒的混合区。 ❖性能:性能不好
18Байду номын сангаас
过热区
重结晶区
不完全重结 晶区
母材
➢Ac1~ Ac3,室温组织为M+F。
➢在快速加热条件下F很少溶入A,
而P、B、S等转变为A;随后快
冷,形成M+粗大F。
20
(2)焊前为调质状态 BM 回火组织
➢ 完全淬火区
➢ 不完全淬火区
➢ 回火区
➢Ac1~Tt,Tt为焊 前调质时的回火温 度,低于此温度, 组织不变;高于此 温度,出现软化。
21
如Q235、16Mn、15MnV等,可分为如 下四个区:
➢ 熔合区(半熔化区)
➢ TL~TS,化学成分与组织不均匀 分布,过热严重,塑性差,对焊 接接头的强度、韧性都有很大的 影响。是焊接接头的薄弱环节。
15
➢ 过热区Ⅰ(粗晶区)
❖温度: TS - 1100 ℃
❖现象:加热温度高,在固相线附近, 一些难熔质点如碳化物和氮化物等溶 入奥氏体,奥氏体晶粒粗大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
近年来常用的公式
Si Mn CU Ni Cr Mo V Nb CEN C A(C ) 5B 15 15 5 24 16
第四章 焊接热影响区组织和性能
第四章 焊接热影响区组织和性能
10
双道焊和多层焊HAZ组织示意图
第四章 焊接热影响区组织和性能
11
多层焊主要考虑焊道层数和层间温度。 层间温度:多层焊时,开始焊接后--焊层 时前--层焊道所具有的最低温度即为层间 温度。 对后一焊道面言,前一焊道具有预 热作用,层间温度相当开预热温度;对前 一焊道来说,后一焊道相当开预热温度; 对前一焊道来说,后一焊道应该起后热作 用,产生一定热处理效果。
1.不易淬火钢:如低碳钢,某些不易淬硬的
低合金钢,如16Mn.15MoV.15MnTi等
第四章 焊接热影响区组织和性能
23
热影响区的组织分布
1).熔全区 2).过热区 3).相变重结晶区 4).不完全重结晶区 对于低碳钢,一些淬硬倾向不大的钢 (16Mn.15MnTi等)除过热区外其它各 区组织基本相同. 低碳钢过热区主要是魏氏组织W
第四章 焊接热影响区组织和性能
9
三.多层焊热循环的特点
在实际焊接中,厚板多采用多层焊接,因 此,有必要了解多层焊热循环作用特点。 在单层焊时,因为受到焊缝截面积的限 制,不能在更大的范围内调整功率和焊速, 所以焊接热循环的调整也受到限制。 多层焊比单层焊具有更优越的地方,它是 由许多单层热循环联合在一起的综合作用, 同时相临焊层之间彼此具有热处理性质.从 提高焊接质量而言,多层焊往往易达到要求
18
三.连续冷却组织转变图的应用
T图的建立:采用焊热热模拟试验装置来 建立某种钢的CCT图. 2.意义:在大量钢种出现之前,可预先估计热 影响区的组织性能,或作为制定工艺,焊接线 能量的依据. T图的应用: 通过CCT图可得到在不同的 冷却速度下的组织,即估计组织.
第四章 焊接热影响区组织和性能
第四章
焊接热影响区组织 和性能
第四章 焊接热影响区组织和性能
1
第四章 焊接热影响区组织和性能
第一节 焊接热循环 第二节 焊接热循环条件下的金属
组织转变特点 第三节 热影响区组织和性能
第四节 焊接热力模拟试验方法的特点
第四章 焊接热影响Βιβλιοθήκη 组织和性能2重点内容:
1)焊接热循环的主要参数、意义
2)快速加热,连续冷却的金属组织转变特点 3)CCT图的应用 4)热影响区的划分方法 5)不易淬硬钢及淬硬钢的焊接热影响区分 布和组织转变
30
2)碳当量及冷却时间t8/5 与HAZ最高硬度 Hmax 的关系
第四章 焊接热影响区组织和性能
31
第四章 焊接热影响区组织和性能
32
3)焊接HAZ最高硬度的计算公式
(1)国产钢硬度计算公式
当t8/5 <tM100 Hmax=292+812C
当t8/5 >tM100 Hmax=52.0+147.0Pcm –81lg t8/5
第四章 焊接热影响区组织和性能
6
二.特点
1.加热温度高:热处理加热温度以上100200℃
2.加热速度快: 是热处理加热速度的几十
倍甚至几百倍
3.高温停留时间短:手工焊以上停留时间
最大20秒,埋弧自动焊时30-100秒。
第四章 焊接热影响区组织和性能
7
4.自然冷却 : 热处理可根据要求控制
冷却速度或在冷却过程中不同阶段进行 保温,焊接时,自然条件下冷却,冷却速度 快。
19
第四章 焊接热影响区组织和性能
20
第四章 焊接热影响区组织和性能
21
影响CCT图的因素有
(一)母材化学成分 (二)冷却速度 (三)峰值温度 (四)晶粒粗化 (五)应力应变
第四章 焊接热影响区组织和性能
22 本节结束
§4-3 焊接热影响区的组织和 性能
一.焊接热影响区的组织分布
焊接结构钢根据热处理特性不同分为两类 :淬火钢,不易淬火钢,分别讲述淬火钢和 不易淬火钢的组织分布.
第四章 焊接热影响区组织和性能
12 本节结束
§4-2 焊接热循环条件下的 金属组织转变特点
特点:1.加热温度高
热处理加热温度以上100~200℃ 2.加热速度快: 3.高温停留时间短 4.自然冷却 5.局部加热
第四章 焊接热影响区组织和性能
13
一、快速加热的金属组织转变特点
1.加热速度对相变点的影响
5.局部加热: 热处理时,工件是在炉中
整体加热,焊接时,局部集中加热,随热源 的移动,局部加热地区的范围也移动.由于 局部加热产生复杂应力,组织转变是在复 杂应力不完成。
第四章 焊接热影响区组织和性能
8
二、焊接热循环参数的数值模拟
(一)峰值温度Tm的计算 (二)相变温度以上停留时间tH的计算 (三)瞬时冷却速度Wc的计算 (四)冷却时间的计算
45
5、建立低合金钢HAZ最大硬度计算公式有 可意义? 6、何谓HAZ的热应变时脆性?在焊接工艺 上如何防止? 7.如何提高焊接HAZ的韧化?在焊接工艺上 如何防止? 8.何谓“组织遗传”?受哪些因素影响?如 何改善? 9.中碳调质钢焊接HAZ软化的机制?应如何 改善和控制?
46
第四章 焊接热影响区组织和性能
(一)HAZ的硬化 硬度
为了方便起见,常常用硬度的变化来判定 热影响区的性能变化,硬度高的区域,强度 也高,塑性.韧性下降,测定热影响区的硬 度分布可以间接来估计热影响区的强度, 塑性和裂纹倾向影响硬度的因素。
第四章 焊接热影响区组织和性能
29
1)碳当量(Carbon Equivalent)
国际焊接学会 Mn Cu Ni Cr Mo V CE( IIW ) C 6 15 5 日本焊接学会
(2)铃木公式
K Hmax 884 C K 287 1 exp a(lg t8/5 - y)
Hmax(HV10)=140+1089Pcm –8.2t8/5
第四章 焊接热影响区组织和性能
33
(二)焊接热影响区的脆化 1)粗晶脆化
产生原因:合金因素对于不
易淬火钢,主要是晶粒长大, 形成粗大魏氏组织(W),易淬 火钢,产生脆硬的孪晶M.此 区处在焊缝与母材的过渡地 带,物理化学的不均匀性 。
第四章 焊接热影响区组织和性能
34
2) 组织脆化
(1)M-A组元脆化 (2)析出脆化 (3)遗传脆化
第四章 焊接热影响区组织和性能
35
第四章 焊接热影响区组织和性能
36
3).HAZ的热应变时效脆化
(1)静应变时效脆化 (2)动应变时效脆化
(三)焊接热影响区的韧化
1、母材的原始组织 2、韧化处理
第四章 焊接热影响区组织和性能
3
第四章 焊接热影响区组织和性能
4
第四章 焊接热影响区组织和性能
5
§4-1 焊接热循环
焊接热循环:在焊接热流作用时,焊件上某 一点P的温度随时间的变化过程叫作焊接 热循环.
一.焊接热循环的主要参数
1.加热速度( WH ) 2.加热的最高温度( Tm ) 3.在相变温度以上的停留时间(tH) 4.冷却速度(Wc)或冷却时间
第四章 焊接热影响区组织和性能
44
思考题
1、焊接热循环对被焊金属近缝区的组织、 性能有何影响? 2、低合金钢焊接时,HAZ粗晶区奥氏体的 均质化程度对冷却时相变有何影响? 3、探讨低合金钢焊接HAZ受应力应变时对 相变的影响 4、焊接条件下组织转变与热处理条件下组 织转变有何不同?
第四章 焊接热影响区组织和性能
焊接时的加热速度很快,各种金属的 相变温度发生了很大的变化。 焊接时,由于采用的焊接方法不同,规 范不同,加热速度可在很大的范围内 变化。
第四章 焊接热影响区组织和性能
14
2.加热速度对A均质化影响
加热速度不但对相变点有影响,对A均质 化也有影响.
3.近缝区的晶粒长大
在焊接条件下,近缝区由于强烈过热使晶 粒发生严重长大,影响焊接接头塑性,韧性 ,韧性产生热裂纹,冷裂纹.
第四章 焊接热影响区组织和性能
37
1 2 Er ( EW p ) 2 K a
1
(四)调质钢焊接HAZ的软化
1、调质钢焊接时 HAZ的软化
第四章 焊接热影响区组织和性能
38
2、热处理强化合金焊接HAZ的软化
第四章 焊接热影响区组织和性能
39
(五)焊接HAZ力学性能
一般来说,对HAZ力学性能的研究主要 是从两方面进行:
第四章 焊接热影响区组织和性能
42
焊接模拟试验的主要参数
1.加热速度(WH)或加热时间 2.加热的峰值温度(Tmax) 3.在高温的停留时间(tH) 4.冷却速度(Wc)或冷却时间(t8/5)
第四章 焊接热影响区组织和性能
43
本章小节
本章主要根据低合金高强钢焊接 过程中,由于快速不均匀加热和 冷却引起热影响区组织性能的变 化,进行了系统地讨论,以及对 于焊接热循环和热力模拟试验方 法的特点介绍。
第四章 焊接热影响区组织和性能
27
3.注意问题
1).热影响区中熔合区,过热区晶粒严重 长大,是焊接接头的薄弱地带. 2).低碳钢的不完全重结晶区,在急冷急 热的条件下,会表现出高碳钢的行为. 3).成分偏析严重,C.P.S高时易产生淬硬 组织,裂纹.
第四章 焊接热影响区组织和性能
28
二.焊接热影响区的性能
本章结束
谢谢观看
第四章 焊接热影响区组织和性能
47