CTS-2108超声相控阵探伤仪
相控阵和TOFD在焊缝裂纹检测中的运用
相控阵和TOFD在焊缝裂纹检测中的运用发布时间:2021-09-22T05:33:41.585Z 来源:《工程管理前沿》2021年5月14期作者:刘彬李胤张金玲[导读] 随着现代铁路客运时速逐步提升,对产品质量要求越来越高;刘彬李胤张金玲中车青岛四方机车车辆股份有限公司山东青岛 266111摘要:随着现代铁路客运时速逐步提升,对产品质量要求越来越高;焊接构架是保证车辆运行安全的关键部件,焊接质量直接影响车辆运行安全,如何与国际标准对接确保全熔透焊缝焊接质量成为当前检测工艺改进、提升的重中之重。
如全部采用射线探伤,探伤工作量很大且检测费用巨大。
通过对世界该项目先进检测手段调研,采用自动超声的新技术TOFD和相控阵,这样可以交叉作业,降低工作强度,提高探伤效率,保证工程进度。
通过动车组构架一年多的TOFD和相控阵超声检测的实践经验,TOFD和相控阵超声波检测技术已经被证实是非常实用于现场焊缝检测的无损检测方法。
在检测的过程中,展现出相当的优越性,如高效率,安全,低成本,储存数据,提高生产率等。
关键词:构架焊缝;超声检测;相控阵超声检测现如今,超声检测技术仍然是构架焊缝无损检测最主要的检测手段,常规的超声检测技术有很多,但构架焊缝缺陷的差异性较大,多种常用的探头难以对内部的所有缺陷实现有效反射,比如底部的过渡区域耦合较差,漏检情况较多。
同时,采用多个常规探头检测的检测效率很低,易造成资源浪费。
此外,常规超声检测技术一般通过A型显示来判伤,对复杂结构,主要依赖检测经验,易误判。
为改善此种现状,探索新的检测技术十分必要。
而相控阵超声检测技术在很大程度上弥补了这些不足,研究此项检测技术尤为关键。
1、检测原理TOFD和相控阵超声是两种不同的检测原理,所以我们分别阐述并两者结合总结。
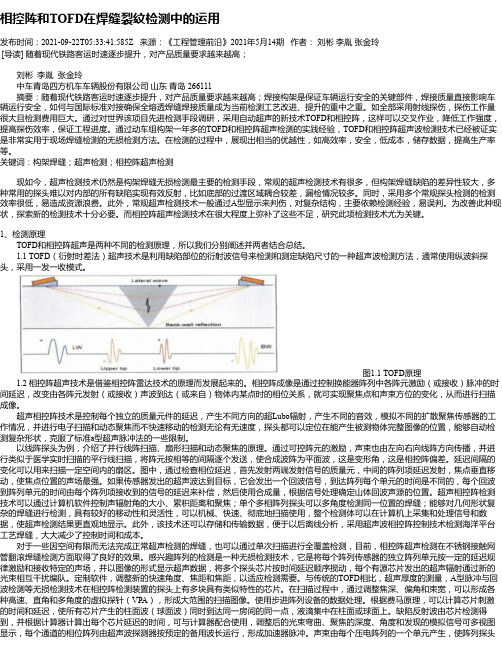
1.1 TOFD(衍射时差法)超声技术是利用缺陷部位的衍射波信号来检测和测定缺陷尺寸的一种超声波检测方法,通常使用纵波斜探头,采用一发一收模式。
数字式超声探伤仪 CTS-1008

CTS-1008数字式超声探伤仪CTS-1008数字式超声探伤仪一、产品简介该产品应用当今先进的模拟、数字电路技术,汇集“汕头超声”50年超声仪器设计、制造经验而研制的更新换代产品。
仪器性能卓越,功能齐全实用,体积小,重量仅1.4kg;能实现图像化的超声探伤,并配备多种接口,以满足用户的各种检测需求。
仪器在实现超声探伤的同时,还能作为一台方波发生器使用。
二、技术指标★发射脉冲:方波,发射电压25~250V连续可调,步进为25V。
宽度30~1000ns连续可调,步进为5ns(特殊可为0.25ns)。
在400Ω/200V设置时,双沿小于10ns,高频时自动优化为脉冲激励。
★工作方式:单、双★阻尼:400、80Ω★工作频率:分宽带、窄带两档,宽带:0.5~20MHz,窄带:1~4MHz★增益:0.0~110.0dB,步进值:0.1、1.0、2.0、6.0dB;0.1dB档提供智能加速调节功能★声速范围:1000~15000m/s,连续可调,内置30个常用的材料声速值★检测范围:0.0~10000mm(钢纵波),连续可调,最小步进值0.1mm★检波方式:正向、负向、全波、射频(RF)★报警器:两路硬件驱动实时报警信号,可选:进波报警、失波报警、最小厚度报警、DAC曲线报警,报警信号可选蜂鸣器(声)、发光二极管(光)方式★显示屏 5.7"高分辨率TFT彩色液晶显示屏,点阵数640×480★脉冲移位:-7.5~3000μs★探头零值:0~999.9μs★脉冲重复频率:25~1000Hz,自动、手动两种调节方式★垂直线性误差:≤3%★水平线性误差:≤0.1%★灵敏度余量:≥63dB(200Φ2平底孔)★分辨率:≥36dB★动态范围:≥32dB★抑制:(0~90)%,不影响线性与增益★RF输出阻抗:50Ω★同步采集输出模式:集电极开路(OC门)★电噪电平:<10%★接口:C6探头接口(可选为Q9接口);USB HOST;LAN网络接口★电源:大容量锂电池,无记忆效应,连续工作6小时以上;内置充电器(可另购外接充电器);交流:220V★环境温度:-30~50℃★相对湿度:20%~95%RH★重量:1.4kg(含电池)★体积(高×宽×厚):240mm×172mm×44mm三、产品特点★先进的电路设计、高达640MHz的采样频率,640x480的显示分辨率,确保能快速、准确地对缺陷的回波信号进行显示和分析,对各种弱小信号的变化和细节都能及时响应,回波信号的实时性和真实性得到有效的保证。
PAUT 概述
刘拓收录1、超声相控阵检测仪器发展概况超声相控阵检测技术的研究始于20世纪60年代,最初被用于医学超声成像领域,但由于系统复杂、成本高昂等原因,使其在工业领域中的应用受到限制。
90年代后期,随着集成化数字电路的发展和微处理器成本的降低,小型化、数字化的超声相控阵检测系统开始应用于工业领域。
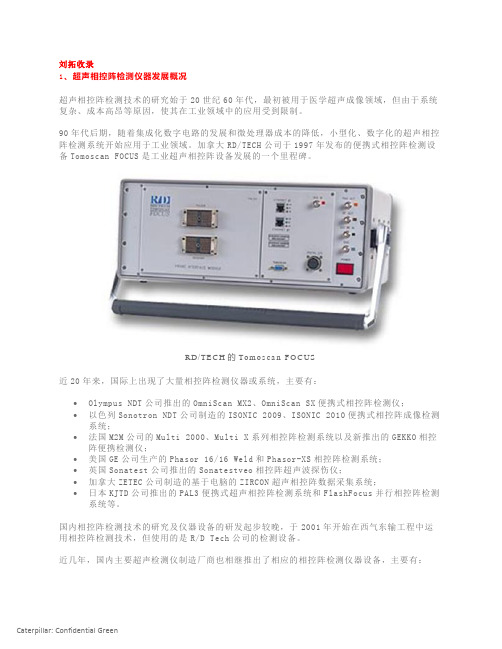
加拿大RD/TECH公司于1997年发布的便携式相控阵检测设备Tomoscan FOCUS是工业超声相控阵设备发展的一个里程碑。
RD/TECH的Tomoscan FOCUS近20年来,国际上出现了大量相控阵检测仪器或系统,主要有:•Olympus NDT公司推出的OmniScan MX2、OmniScan SX便携式相控阵检测仪;•以色列Sonotron NDT公司制造的ISONIC 2009、ISONIC 2010便携式相控阵成像检测系统;•法国M2M公司的Multi 2000、Multi X系列相控阵检测系统以及新推出的GEKKO相控阵便携检测仪;•美国GE公司生产的Phasor 16/16 Weld和Phasor-XS相控阵检测系统;•英国Sonatest公司推出的Sonatestveo相控阵超声波探伤仪;•加拿大ZETEC公司制造的基于电脑的ZIRCON超声相控阵数据采集系统;•日本KJTD公司推出的PAL3便携式超声相控阵检测系统和FlashFocus并行相控阵检测系统等。
国内相控阵检测技术的研究及仪器设备的研发起步较晚,于2001年开始在西气东输工程中运用相控阵检测技术,但使用的是R/D Tech公司的检测设备。
近几年,国内主要超声检测仪制造厂商也相继推出了相应的相控阵检测仪器设备,主要有:•汕头超声仪器研究所有限公司生产的CTS-602型超声相控阵检测仪和SUPOR系列超声成像检测仪;•汕头超声电子股份有限公司生产的CTS-2108PA型便携式相控阵超声检测仪;•武汉中科创新技术股份有限公司生产的HSPA10型和HSPA20型便携式相控阵超声波检测仪;•南通友联数码技术开发有限公司生产的PXUT-960相控阵超声探伤仪;•广州多浦乐电子科技有限公司生产的Phascan系列超声相控阵检测仪等。
CTS-2108PA型相控阵超声检测仪简易操作手册
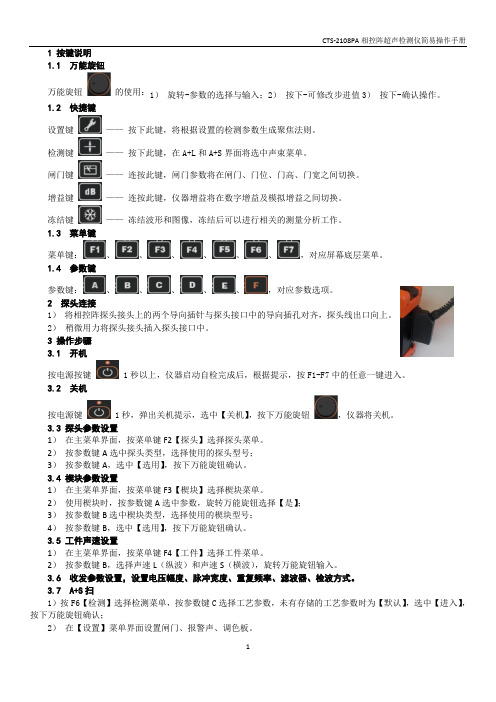
1 按键说明1.1 万能旋钮万能旋钮的使用:1)旋转-参数的选择与输入;2)按下-可修改步进值3)按下-确认操作。
1.2 快捷键设置键——按下此键,将根据设置的检测参数生成聚焦法则。
检测键——按下此键,在A+L和A+S界面将选中声束菜单。
闸门键——连按此键,闸门参数将在闸门、门位、门高、门宽之间切换。
增益键——连按此键,仪器增益将在数字增益及模拟增益之间切换。
冻结键——冻结波形和图像,冻结后可以进行相关的测量分析工作。
1.3 菜单键菜单键:、、、、、、,对应屏幕底层菜单。
1.4 参数键参数键:、、、、、,对应参数选项。
2 探头连接1)将相控阵探头接头上的两个导向插针与探头接口中的导向插孔对齐,探头线出口向上。
2)稍微用力将探头接头插入探头接口中。
3 操作步骤3.1 开机按电源按键 1秒以上,仪器启动自检完成后,根据提示,按F1-F7中的任意一键进入。
3.2 关机按电源键1秒,弹出关机提示,选中【关机】,按下万能旋钮,仪器将关机。
3.3 探头参数设置1)在主菜单界面,按菜单键F2【探头】选择探头菜单。
2)按参数键A选中探头类型,选择使用的探头型号;3)按参数键A,选中【选用】,按下万能旋钮确认。
3.4 楔块参数设置1)在主菜单界面,按菜单键F3【楔块】选择楔块菜单。
2)使用楔块时,按参数键A选中参数,旋转万能旋钮选择【是】;3)按参数键B选中楔块类型,选择使用的楔块型号;4)按参数键B,选中【选用】,按下万能旋钮确认。
3.5 工件声速设置1)在主菜单界面,按菜单键F4【工件】选择工件菜单。
2)按参数键B,选择声速L(纵波)和声速S(横波),旋转万能旋钮输入。
3.6 收发参数设置,设置电压幅度、脉冲宽度、重复频率、滤波器、检波方式。
3.7 A+S扫1)按F6【检测】选择检测菜单,按参数键C选择工艺参数,未有存储的工艺参数时为【默认】,选中【进入】,按下万能旋钮确认;2)在【设置】菜单界面设置闸门、报警声、调色板。
高频焊直缝管超声探伤的探头选择
高频焊直缝管超声探伤的探头选择摘要:本文通过用几何作图的方法并从声学原理的角度讨论了在对高频焊直缝钢管的焊缝进行超声横波探伤时,应该注意选择适当晶片尺寸的问题,并指出在管直径较小时使用较大尺寸的晶片会在工件上产生表面波及其他波型的干扰,从而影响纯横波探伤时对焊缝缺陷的正确判断.本文对于其他同类型的管材横波探伤也有参考意义.1 问题的提出笔者在为某大型钢管公司提供超声波探伤技术咨询服务时发现,该公司对高频焊接钢管直焊缝进行超声横波探伤时,探伤工人以为采用大探头可以加快探伤速度,于是使用晶片尺寸为13*13的2.5P-K1.5探头(探伤仪是汕头产CTS-23型),探伤对象是油田用的高频焊直缝钢管,规格有外径四英寸、五英寸、六英寸、八英寸、十英寸和十二英寸,壁厚从3.5mm到10.31mm.探伤验收标准按美国石油协会的API标准即3.0毫米直径的径向通孔(柱孔)探伤耦合剂为机油或浆糊.在这样的探伤条件下,探伤过程中经常有回波信号出现并且被判断为缺陷信号.实际上通过触摸法和声程位置判断以及解剖证实均不是焊缝缺陷回波,结果造成的误判率最高曾达到90%.造成这样高的误判率除了探伤工人本身操作技术问题和判伤经验不足以外,分析起来其使用的探头晶片选择不当也是一个重要的原因.为此,笔者进行了理论上的分析计算和探讨如下.2 晶片尺寸大小与在管材上激发纯超声横波的关系如后面附图所示,通过简单的几何作图可以推导出斜探头晶片的切向尺寸D 与钢管外半径R以及晶片上下边缘声线在钢管曲面上入射角的关系有: α'=arcsin[sinα+(D/2R)]α"=arcsin[sinα-(D/2R)]式中α'为晶片上边缘声线在管材表面上的入射角;α"为晶片下边缘声线在管材表面上的入射角;α为晶片声轴线在管材表面上的入射角;R为管材外半径从图中可以明显看到α'>α>α",根据所采用的管材直径和探头型式有以下计算结果,见表1至表4.3 讨论从计算结果可以发现,晶片直径(或切向边长)相对钢管直径为较大的时候,其上边缘声线入射角已经接近或超出第二临界角(对于有机玻璃7钢界面,其第二临界角为58°左右)从而会激发出表面波造成干扰,钢管的曲率越大和晶片直径越大则激发表面波的机会越大,这是其一.此外,从近声场特性来看,晶片直径越大,相对于一定的频率和材料其近场长度也越大,众所周知,脉冲超声波束在近场内呈收敛状态至N点后再发散"因此对于一般斜探头斜楔中声轴线声程为10~15mm的情况下,2.5P13X13斜探头在有机玻璃斜楔中的近场长度约有38.41mm 而2.5P8X10斜探头在有机玻璃斜楔中的近场长度则只有约14.55mm,显然后者上下边缘声线的收敛程度大于前者,因而其上下边缘声线入射角将会更接近声轴线的入射角,亦即有利于声束的集聚,这是其二,第三个可能造成干扰的因素是在对壁厚仅有3.5毫米的钢管探伤时"若晶片直径相对于壁厚较大,则有可能会因为粗大的波束在钢管薄壁中反射形成叠加干涉而激发出某种模式的兰姆波造成干扰.因此,在综合考虑探伤灵敏度和探伤速度的情况下,适当选择切向边长较小而轴向尺寸较大(即较宽)的晶片应该是有利的.4 实际探伤验证考虑到探伤对象是壁厚与外径之比在0.02~0.05范围的薄壁管,采用K2探头较有利于发现最常见的径向取向的焊缝缺陷,所以选择声束相对扁宽且能保证必需的发射功率以保证探伤灵敏度的2.5P8X10K2探头进行探伤.通过对原来探伤判定不合格的数百吨钢管改用2.5P8X10K2探头进行全部复验,确认约90%的钢管并非存在不合格缺陷而不该判废,从而避免了重大的浪费.采用改进后的探伤工艺在以后的探伤中也大大降低了虚假缺陷回波信号的出现几率,大幅度提高了探伤的可靠性,显著降低了探伤的误判率.5 结论综上所述,笔者认为在钢管超声横波探伤中,应当注意探头晶片尺寸与钢管曲率的关系,特别是曲率较大的钢管应当采用切向尺寸较小的晶片.在综合考虑探伤灵敏度和探伤速度与效率的需要情况下,适当选择切向边长较小而轴向尺寸较大(即较宽)的晶片有利于减少干扰回波信号的产生.。
超声波探伤仪的使用和性能测试
超声波探伤仪的使用和性能测试Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GT超声波探伤仪的使用和性能测试一、实验目的1、了解A型超声波探伤仪的简单工作原理。
2、掌握A型超声波探伤仪的使用方法。
3、掌握水平线性、垂直线性和动态范围等主要性能的测试方法。
4、掌握盲区、分辨力和灵敏度余量等综合性能的测试方法。
二、超声波探伤仪的工作原理目前在实际探伤中,广泛应用的是A型脉冲反射式超声波探伤仪。
这种仪器荧光屏横坐标表示超声波在工件中传播时间(或传播距离),纵坐标表示反射回波波高。
根据荧光屏上缺陷波的位置和高度可以判定缺陷的位置和大小。
A型脉冲超声波探伤仪的型号规格较多,线路各异,但它们的基本电路大体相同。
下面以CTS-22型探伤仪为例说明A型脉冲超声波探伤仪的基本电路。
CTS-22型超声探伤仪主要由同步电路、发射电路、接收放大电路、时基电路(又称扫描电路)、显示电路和电源电路组成,如图所示。
各电路的主要功能如下:(1)同步电路:产生一系列同步脉冲信号,用以控制整台仪器各电路按统一步调进行工作(2)发射电路:在同步脉冲信号触发下,产生高频电脉冲,用以激励探头发射超声波。
(3)接收放大电路:将探头接收到的信号放大检波后加于示波管垂直偏转板上。
(4)时基电路:在同步脉冲信号触发下,产生锯齿波加于示波管水平偏转板上形成时基线。
(5)显示电路:显示时基线与探伤波形。
(6)电源电路:供给仪器各部分所需要的电压。
在实际探伤过程中,各电路按统一步调协调工作。
当电路接通以后,同步电路产生同步脉冲信号,同时触发发射电路和时基电路。
发射电路被触发以后产生高频电脉冲作用于探头,通过探头中压电晶片的逆压电效应将电信号转换为声信号发射超声波。
超声波在传播过程中遇到异质界面(缺陷或底面)反射回来被探头接收,通过探头的正压电效压将声信号转换为电信号送至放大电路被放大检波,然后加到示波管垂直偏转板上,形成重迭的缺陷波F和底波B。
便携式超声波相控阵探伤仪技术参数
便携式超声波相控阵探伤仪
技术参数
一、技术参数和要求:
1、基本要求
★1.1 不低于32/32同步发射/接收相控阵仪器,同时具备最少2组独立通道UT功能,能够在PC端利用匹配软件单独制作检测应用和检测工艺,并能导入到相控阵主机,检测结果能离线分析,同时内置多个APP应用程序。
1.2 除该产品在技术要求中另有说明外,所有仪器、设备和装置,均应适合以下条件稳定连续运行:AC220V(±10%),50Hz,环境温度10~30℃,相对湿度≤85%。
1.3 生产厂家具备相控阵探头生产资质,且相控阵探头必须符JB/T11731-2013标准,具备有效的检测设备性能测试证书。
1.4. 设备基本必须满足检测需求:内置聚焦法则计算器,可实现深度聚焦,声程聚焦,投影面聚焦,自由面聚焦等聚焦方式,同时具备线性,扇形等扫查方式,满足常规TKY等常规焊缝类型、薄壁及中厚壁管类型工件检测,风电螺栓检测,管道腐蚀检测,复合材料检测,提供检测技术培训服务,方案及现场技术支持。
1.5离线检测软件不设加密狗,免费开放,并能在N台PC端安装、同时使用。
在同一局域网内支持远程移动终端(个人电脑/手机或平板电脑)控制,并具备多终端同步显示。
2 、仪器参数:
二、其他要求
1、本协议签定60天内,供方向需方提供全套仪器、产品合格证及纸质使用说明书一份,电子
版说明书一份。
2、供方提供主机产品质量三包期一年,探头及附件耗材质保期6个月,所有软件和应用APP程
序免费升级(如有新版本),并实行终身维修(适当收取材料费),接到维修通知后24小时之内到达现场。
相控阵探伤仪校准修正方法

超声相控阵检测技术的声束发射和声束接收与A型扫描超声波检测类似,都基于超声波脉冲反射法的原理。
相控阵仪器发射电脉冲激发探头晶片,晶片发生逆压电效应产生超声波脉冲声束。
系统通过声束入射到反射体的发射与接收时间的关系,自动算出反射体的声程、深度、水平距离并显示在仪器屏幕上。
因此,为了让仪器显示的数据准确,在实施检测前应对仪器进行校准。
超声相控阵校准分四个步骤依次进行,声速校准、延迟校准、灵敏度校准(ACG修正)以及TCG修正。
本文以奥林巴斯OMNISCAN仪器为例讲解各类校准的方法。
一、声速校准原理:相控阵扇形扫查、线性扫查分别与A型扫描超声检测斜探头、直探头校准的方法相似。
扇形扫查的声束入射到两个半径为50mm与100m同心圆,线性扫查声束入射两个不同厚度的试块,系统通过入射到两个反射体的发射与接收时间关系计算出声速。
校准声速的目的是让仪器计算的声速与被检工件声速相近,减少测量误差。
(1)扇形扫查:调节角度指针至设置的扇形扫查范围中心角度,例如:扇形扫查范围为30°-70°,调节角度指针至50°。
将探头至于CSK-IA试块,前后移动探头找到两个同心半圆的最大反射回波,固定探头,分别移动闸门套住回波依次“得到位”,最后确定完成声速校准。
(2)线性扫查:移动探头找到探头最大回波,闸门依次套住回波“得到位”,最后确定完成声速校准。
注意事项:校准声速的过程中应注意温度变化,应事先了解被检测材料的声学特性等。
二、延迟校准本人对相控阵延迟的理解:相控阵的超声波脉冲发射装置由探头晶片与楔块组成,延迟激发晶片发射超声波形成扇形声束,各角度的声束经过楔块与耦合层到达工件接触面所需要的时间,如图1,红色线为各角度声束的延迟。
虽然在仪器初始设置过程中输入了探头与楔块等相关参数,但是输入的参数与实际参数的误差,楔块磨损,扫查角度,耦合剂等因素都会影响实际的延迟数值。
图1 相控阵延迟影响因素示意图超声相控阵延迟采用横孔校准,每个聚焦法则形成的声束入射到相同深度的横孔,系统通过入射到横孔的发射与接收时间,自动将每个角度的声束延迟校准到平衡位置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CTS-2108 超声相控阵探伤仪
CTS-2108 超声相控阵探伤仪产品简介:
CTS-2108 超声相控阵探伤仪是我司最新研制的国产首台64 路检测通道、实现动态聚焦功能的相控阵检测仪器。
仪器采用开放式结构设计,可随时扩展更多检测通道;是国产最先进的智能化便携超声相控检测设备
CTS-2108 超声相控阵探伤仪主要特点:
线扫、扇扫实时快速成像,同时显示A扫;并支持多种显示方式组合
领先的64 路并行检测通道,虚拟探头32个;多种相控探头配套提供
聚焦法则快速生成,用户选择;电子控制,可选择波束角度、焦点及尺寸
领先的1ns 的延时精度,成像更清晰
60dB 模拟增益、15MHz的带宽,凸显优良的噪声处理技术
8.4寸工业级、全WVGA分辨率(800x600)TFT显示屏,室外或强光线下提供极佳的显示效果海量数据存储,可存储A扫、B扫及扇扫图像
USB 接口,实现数据转存;VGA实现检测屏幕无限扩大
CTS-2108 交直流两用供电,重仅4kg,真正的便携设计,野外作业更便利CTS-2108 超声相控阵探伤仪主要技术性能:
发射脉冲
脉冲类型:双极性方波 15~75V连续可调
脉冲宽度:30~1000ns连续可调,步进为5ns
通道数量
64
CTS-2108 工作频率
0.5~15MHz
模拟益
0~60dB,0.1dB步进
A/D转换
125MHz/10bit
CTS-2108 触发精度
1ns
重复频率
2kHz
检波方式
正向、负向、全波、射频(RF)
闸门
2个独立闸门
CTS-2108 检测范围
0-1000mm
聚焦法则
128
TCG
15点 4dB/us
数据存储
100%真实数据采集
CTS-2108 显示屏
CTS-2108 工业级、TFT 8.4"WVGA彩色液晶显示屏,分辨率800×600兼容标准
ASME code case-2541 -2557 -2558、ASTM E-2491-06
接口
VGA接口、USB主控口
CTS-2108 重量
约4kg。