0iD与0iC刀补存储器的区别
0ID系列与0IC系列区别(一)
0ID系列与0IC系列区别(一)——主要的相关页面0ID系列刚刚推出,给人很神秘的感觉。
对此,在这对0ID和0IC系列的主要页面做一个区别对比,进行页面方面的感性认识,以方便操作。
下面以0I-MATE-TD和0I-TC为例。
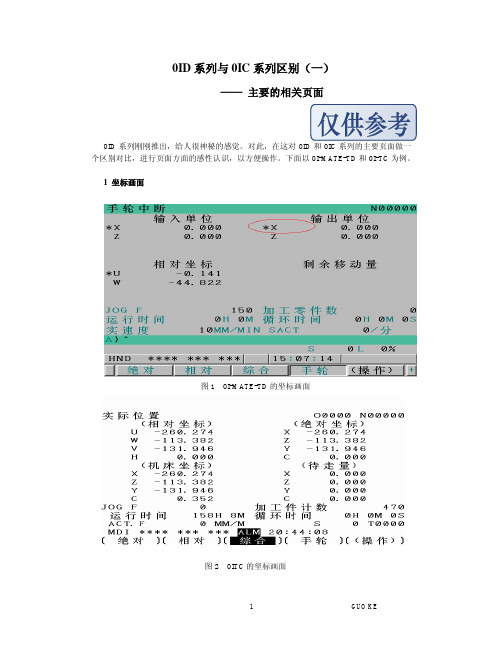
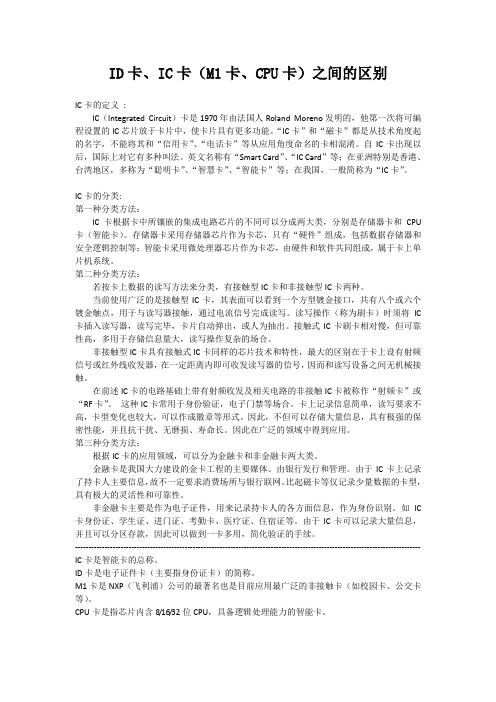
1 坐标画面图1 0I-MA TE-TD的坐标画面图2 0ITC的坐标画面区别:0ID系列:彩色显示;在移动过程中,移动轴的坐标前面有星号。
0IC系列的彩色显示需要选配;没有星号。
2 负载监视画面图3 0I-MA TE-TD的负载监视图4 0IC的负载监视3 系统参数画面图5 0I-MATE-TD的参数页面图6 0I-TC的参数页面4 进入PMC相关页面的按键画面图7 0I-MA TE-TD的按键图8 0I-TC的按键图9 0I-TC系列区别:0ID系列,在按SYSTEM按键后,不断地按扩展键即可出现PMC的维护,梯形图,以及PMC配置画面。
0IC系列,在按SYSTEM按键后,按扩展键后出现PMC按键(如图8),按后才进入PMC 构成的相关按键(如图9)。
对于0ID系列,在PMC构成的画面里面,按扩展键可以显示参数等按键,以进入参数等画面(如图10);而0IC不行。
图10 0I-MA TE-TD5 PMC构成画面的细节按键0ID系列1)PMCMNT的相关按键(可以通过扩展键按出)2)PMCLAD的相关按键3)PMCCNF的相关按键0IC系列6 报警画面图11 0I-MATE-TD的报警画面注意:0ID系列上有NO.1000多号的系统报警;如图11中的SP1240。
而0IC上NO.1000多号多为机床厂家编写的外部报警。
0ID系列刚推出,还处于摸索阶段。
如有不正之处,望指正为谢。
FANUC_0iD功能说明

以箱形模块表述反复使用的梯形图程序段,并能简单调用 削减了梯形图的开发工时和维护用图纸
FANUC LTD
纳米CNC系统
以纳米为单位进行插补计算,实现高精度加工
纳米插补
NC指令
纳米控制
纳米插补
伺服HRV控制
对位置进行精密计算
高增益的伺服控制
○
○ ○
○
○ ○
动态切换语言显示
刀具位置补偿量的自动变更 预防错误操作
○
— ○
○
★ ○
○
— ○
○
— ○
快捷宏指令调用
基于伺服电机的主轴控制 刚性攻丝最佳加减速 手轮进给回退 回退
★
★ ★ ★ ★
★
★ ★ ★ —
—
— — — —
—
— — — —
FANUC LTD
高可靠性、高性价比的CNC
FANUC Series 0i / 0i Mate – D新增功能
功能模块(Function Block)
FB 定义 FUNC IN1 IN2 参数 OUT1 OUT2 使用 FB 创建 梯形图
FUNC1 FUNC IN1 OUT1
IN2
OUT2
内部梯形图 逻辑回路
FANUC LTD
强劲的内置PMC FANUC Series 0i / 0i Mate - MODEL D
针对CNC的操作,通过显示各类检查和确认信息,可以事先预防操作人员无 意识的误操作。
FANUC LTD
安全措施
safe operation 8级数据保护
将CNC的各类数据保护级别分为8级,分别 使用信号或Password进行保护,方便MTB 和最终用户分别使用
ID IC M1 CPU卡SIM卡 SD卡 TF卡区别

SIM卡是(Subscriber Identity Module 客户识别模块)的缩写,也称为智能卡、用户身份识别卡,GSM数字移动电话机必须装上此卡方能使用。它在一电脑芯片上存储了数字移动电话客户的信息,加密的密钥以及用户的电话簿等内容,可供GSM网络客户身份进行鉴别,并对客户通话时的语音信息进行加密。
M1卡是指菲利浦下属子公司恩智浦出品的芯片缩写,目前都有国产芯片与其兼容,属于非接触式IC卡。M1卡,优点是可读可写的多功能卡,缺点是:价格稍贵,感应距离短,适合非定额消费系统、停车场系统、门禁考勤系统等。
CPU卡芯片通俗地讲就是指芯片内含有一个微处理器,它的功能相当于一台微型计算机。人们经常使用的集成电路卡(IC卡)上的金属片就是CPU卡芯片。CPU卡可适用于金融、保险、交警、政府行业等多个领域,具有用户空间大、读取速度快、支持一卡多用等特点,并已经通过中国人民银行和国家商秘委的认证。CPU卡从外型上来说和普通IC卡,射频卡并无差异,但是性能上有巨大提升,安全性和普通IC卡比,提高很多,通常CPU卡内含有随机数发生器,硬件DES,3DES加密算法等,配合操作系统即片上OS,也称COS,可以达到金融级别的安全等级。
SD卡(Secure Digital Memory Card)是一种基于半导体快闪记忆器的新一代记忆设备。SD卡由日本松下、东芝及美国SanDisk公司于1999年8月共同开发研制。大小犹如一张邮票的SD记忆卡,重量只有2克,但却拥有高记忆容量、快速数据传输率、极大的移动灵活性以及很好的安全性。
FANUC0i数控车指令集

1.数控车床刀具补偿
数控车床刀具补偿功能包括刀具位置补偿和刀具圆弧半径补偿两方面。在加工程序中用T功能指定,T***X中前两个XX为刀具号,后两个XX为刀具补偿号,如T0202。如果刀具补偿号为00,则表示取消刀补。
(1)刀具位置补偿 刀具磨损或重新安装刀具引起的刀具位置变化,建立、执行刀具位置补偿后,其加工程序不需要重新编制。办法是测出每把刀具的位置并输入到指定的存储器内,程序执行刀具补偿指令后,刀具的实际位置就代替了原来位置。
G32X-----Z-----F-----
F:牙距=0.649*F*2
最后一刀:X=外径-牙深
5.G71U(Δd)R(e)外径车削加工循环
G71P(ns)Q(nf)U(Δu)W(Δw)F(f)S(s)T(t)
(1)U(Δd):每刀切削量(半径值),不带符号,方向由AA/决
e:每刀退刀量(半径值),不带符号。
2.加工中心、数控铣床刀具补偿
加工中心、数控铣床的数控系统,刀具补偿功能包括刀具半径补偿、夹角补偿和长度补偿等刀具补偿功能。
(1)刀具半径补偿(G41、G42、G40) 刀具的半径值预先存入存储器HXX中,XX为存储器号。执行刀具半径补偿后,数控系统自动计算,并使刀具按照计算结果自动补偿。刀具半径左补偿(G41)指刀具偏向编程加工轨迹运动方向的左方(如图1所示),刀具半径右补偿(G42)指刀具偏向编程加工轨迹运动方向的右方。取消刀具半径补偿用G40,取消刀具半径补偿也可用H00。
在需要计算刀具中心轨迹的数控系统中,要算出与零件轮廓的基点和节点对应的刀具中心上基点和节点的坐标。图1所示为用φ8立铣刀加工工件曲线时的刀具中心运动轨迹。可以看出,刀具运动轨迹是零件轮廓的等距线,由零件轮廓和刀具半径可求出。
FANUC 0i-D和0i-Mate D

FANUC 数控系统 0i-D 和 0i Mate-DCNC 技术交流ID 号:dwxc2008007 日期:2009-1-15文件使用的限制以及注意事项等文件版本更新的纪录 修订日期 2009-1-15 版本号 V1.0 文件名称 FANUC 数控系统 0i-D 和 0i Mate-D 修订内容 初次发布 修订人 王玉琪目录1. 0i-D 系统的配置.................................................................................................................. 1 1.1 显示器与 MDI 键盘..................................................................................................... 3 1.2 进给伺服 .................................................................................................................... 3 1.3 主轴电机控制............................................................................................................. 3 1.4 机床强电的 I/O 点接口 .............................................................................................. 3 1.5 I/O Link βi 伺服 .......................................................................................................... 3 1.6 数据输入/输出口 ....................................................................................................... 3 2. 系统主要功能...................................................................................................................... 6 2.1 主要功能表 ................................................................................................................ 6 2.2 关于 0i Mate-D 系统.................................................................................................. 7 3. 功能特点............................................................................................................................. 7 3.1 高速、高精度加工功能............................................................................................... 8 3.2 加工条件选择功能...................................................................................................... 8 3.3 纳米插补 .................................................................................................................... 9 3.4 HRV3 控制............................................................................................................... 10 3.5 用伺服电动机做主轴控制 ......................................................................................... 10 3.6 车床系统的双路径功能............................................................................................. 10 3.7 动态语言切换........................................................................................................... 11 3.8 存储卡、数据服务器卡上的程序编辑 ....................................................................... 11 3.9 8 级数据保护............................................................................................................ 11 3.10 数据/信息的自动备份 ............................................................................................. 12 3.11 误操作防止功能 ..................................................................................................... 12 3.12 PMC 及功能模块指令,多语言显示 ....................................................................... 13 3.13 宏程序一键调用 ..................................................................................................... 14 3.14 伺服和主轴参数的一键设定 ................................................................................... 14 3.15 操作向导 0i(Manual Guide 0i) ........................................................................... 15 3.16 操作向导 i(Manual Guide i) ............................................................................... 16 3.17 Turn Mate i ............................................................................................................ 16 4. 配套的工具软件....................................................................................................... 184.1 CNC 设定工具 ......................................................................................................... 18 4.2 程序传输工具.......................................................................................................... 18 4.3 NC Guide 和 NC GuidePro ...................................................................................... 194.4 个性化的开发软件.................................................................................................... 19FANUC 数控系统 0i-D 和 0i-Mate DFANUC 公司针对中国数控机床市场的迅速发展、数控机床的水平和使用特点,去年推出了 新的 CNC 系统 0i-D/0i Mate-D。
raid0,raid1,raid5介绍

RAID 0+1的特点使其特别适用于既有大量数据需要存取,同时又对数据安全性要求严格的领域,如银行、金融、商业超市、仓储库房、各种档案管理等。
RAID是通过磁盘阵列与数据条块化方法相结合, 以提高数据可用率的一种结构.IBM早于1970年就开始研究此项技术 .RAID 可分为RAID级别1到RAID级别6, 通常称为: RAID 0, RAID 1, RAID 2, RAID 3,RAID 4,RAID 5,RAID6.每一个RAID级别都有自己的强项和弱项. "奇偶校验"定义为用户数据的冗余信息, 当硬盘失效时, 可以重新产生数据.
RAID 5可以理解为是RAID 0和RAID 1的折衷方案。RAID 5可以为系统提供数据安全保障,但保障程度要比Mirror低而磁盘空间利用率要比Mirror高。RAID 5具有和RAID 0相近似的数据读取速度,只是多了一个奇偶校验信息,写入数据的速度比对单个磁盘进行写入操作稍慢。同时由于多个数据对应一个奇偶校验信息,RAID 5的磁盘空间利用率要比RAID 1高,存储成本相对较低。
RAID 1又称为Mirror或Mirroring,它的宗旨是最大限度的保证用户数据的可用性和可修复性。 RAID 1的操作方式是把用户写入硬盘的数据百分之百地自动复制到另外一个硬盘上。由于对存储的数据进行百分之百的备份,在所有RAID级别中,RAID 1提供最高的数据安全保障。同样,由于数据的百分之百备份,备份数据占了总存储空间的一半,因而,Mirror的磁盘空间利用率低,存储成本高。
RAID 1: RAID 1通过数据镜像实现数据冗余, 在两对分离的磁盘上产生互为备份的数据. RAID 1可以提高读的性能,当原始数据繁忙时, 可直接从镜像拷贝中读取数据.RAID 1是磁盘阵列中费用最高的, 但提供了最高的数据可用率. 当一个磁盘失效, 系统可以自动地交换到镜像磁盘上, 而不需要重组失效的数据.
0ID系列与0IC系列区别(三)

0ID系列与0IC系列区别(三)——PMC配置辅助菜单画面从PMC维修辅助画面的变化可以看出,0ID系列和0IC系列在PMC页面部分存在较大区别。
为了更快地熟悉,能熟练操作,下面再讲下0ID系列的PMC配置辅助菜单画面。
以0I-MA TE-MD为例。
一PMC配置辅助菜单画面图1 0ID系列的PMC配置辅助菜单画面从图1中,可以很直观地了解到关于PMC的几大信息:是哪个机床厂家,谁编写设计的PMC;PMC控制程序的版本;类型;扫描时间;以及存储区。
二标头画面PMC的标头数据很清楚地描述了,该PMC的所属。
是哪个机床厂家的谁编的;编写日期;对该PMC的概述等等。
这个画面可以按照以下步骤进行编辑。
进入到图1画面后,按操作,然后进入到编辑(图2);之后可以进入到PMC标头数据的编辑画面(图3),移动光标到所需要编辑的地方,进行信息的编辑。
编辑完退出时需要按结束键以退出。
图2 编辑按键图3 标头数据的编辑画面三PMCST画面该画面可以看出PMC状态方面的信息(图4)。
图4 PMCST画面四I/O模块画面PMC的I/O模块画面是进行PMC地址分配的重要画面。
该画面在0IC系列和0ID系列间存在的差别较大。
0ID存在多通道的情况,而0IC没有,这使得在进行0ID系列的I/O模块地址分配时候需要格外小心,以免分配的通道混淆,引起分配不成功。
在进入PMC的IO模块画面看到X地址(如图5)或者Y地址(如图6)后,需要进行Y地址或者X地址的查找,以进行分配。
使用光标键进行切换。
进入到图5(或图6)画面后,按操作键以进入图7画面;图8画面按扩展键可以进入。
注意:当前所在的通道在右上角注明。
如,图7中(1/4)通道:表示当前通道是第一通道;如果进入下一通道,可以按次通道进入。
图5 I/O模块的X地址画面图6 I/O模块的Y地址画面图7 I/O模块的编辑画面1图8 I/O模块的编辑画面2五符号画面图5 符号画面以上是0ID系列的PMC配置辅助菜单画面。
ID及IC等卡片区别
ID卡、IC卡(M1卡、CPU卡)之间的区别IC卡的定义:IC(Integrated Circuit)卡是1970年由法国人Roland Moreno发明的,他第一次将可编程设置的IC芯片放于卡片中,使卡片具有更多功能。
“IC卡”和“磁卡”都是从技术角度起的名字,不能将其和“信用卡”、“电话卡”等从应用角度命名的卡相混淆。
自IC卡出现以后,国际上对它有多种叫法。
英文名称有“Smart Card”、“IC Card”等;在亚洲特别是香港、台湾地区,多称为“聪明卡”、“智慧卡”、“智能卡”等;在我国,一般简称为“IC卡”。
IC卡的分类:第一种分类方法:IC卡根据卡中所镶嵌的集成电路芯片的不同可以分成两大类,分别是存储器卡和CPU 卡(智能卡)。
存储器卡采用存储器芯片作为卡芯,只有“硬件”组成,包括数据存储器和安全逻辑控制等;智能卡采用微处理器芯片作为卡芯,由硬件和软件共同组成,属于卡上单片机系统。
第二种分类方法:若按卡上数据的读写方法来分类,有接触型IC卡和非接触型IC卡两种。
当前使用广泛的是接触型IC卡,其表面可以看到一个方型镀金接口,共有八个或六个镀金触点,用于与读写器接触,通过电流信号完成读写。
读写操作(称为刷卡)时须将IC 卡插入读写器,读写完毕,卡片自动弹出,或人为抽出。
接触式IC卡刷卡相对慢,但可靠性高,多用于存储信息量大,读写操作复杂的场合。
非接触型IC卡具有接触式IC卡同样的芯片技术和特性,最大的区别在于卡上设有射频信号或红外线收发器,在一定距离内即可收发读写器的信号,因而和读写设备之间无机械接触。
在前述IC卡的电路基础上带有射频收发及相关电路的非接触IC卡被称作“射频卡”或“RF卡”。
这种IC卡常用于身份验证,电子门禁等场合。
卡上记录信息简单,读写要求不高,卡型变化也较大,可以作成徽章等形式。
因此,不但可以存储大量信息,具有极强的保密性能,并且抗干扰、无磨损、寿命长。
因此在广泛的领域中得到应用。