锅炉、压力容器安装的焊接工艺规程(WPS)编制
WELDING PROCEDURE SPECIFICATIONS (WPS) 焊接工艺规程

POSITIONS焊接位置(QW-405)
POSTWELD HEAT TREATMENT焊后热处理(QW-407)
Position(s) of Groove坡口的位置
Temperature Range温度范围℃
Speed
Range
焊接速度范围
Cm/min
Other其它(e.g., Remarks, Comments,Hot,Wire Addition, Technique, Torch Angle, etc.)
(例如备注、说明,加热丝、技巧、焊矩角度等等)
Class
牌号
Diameter
直径mm
Type Polarity极性
Root Spacing根部间隙mm
Backing:衬垫
□With(有)□Without(无)
Backing Material (Type)衬垫材料(型式)
□Metal金属
□Nonmetallic非金属
□Non-fusing Metal不熔金属
□Other其它
Joint configuration and Welds size may refer to shop drawings接头形式与焊缝尺寸可见施工图
BASE METALS母材(QW-403)
P-No
Group No组号
to P-No.
Group No组号
相焊/OR
Specification and type/ grade or UNS Number标准和钢号/等级或UNS号
Specification and type/ grade or UNS Number标准和钢号/等级或UNS号
焊接工艺规程WPS-GTAW-1.4-605
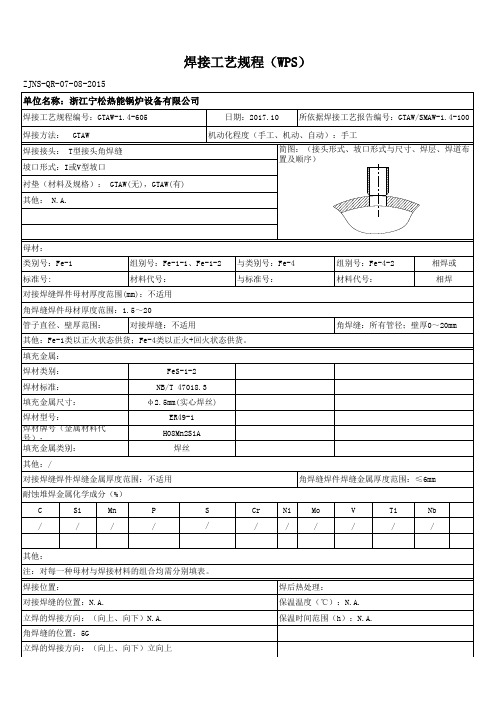
ZJNS-QR-07-08-2015
单位名称:浙江宁松热能锅炉设备有限公司
焊接工艺规程编号:GTAW-1.4-605
日期:2017.10 所依据焊接工艺报告编号:GTAW/SMAW-1.4-100
焊接方法: GTAW 焊接接头: T型接头角焊缝 坡口形式:I或V型坡口
机动化程度(手工、机动、自动):手工
编制
陈佩峰
日期
2017.10.30
审 核
日期 2017.10.30
焊后热处理: 保温温度(℃):N.A. 保温时间范围(h):N.A.
预热:
气体:
最小预热温度(℃):≥5℃
道间温度(℃):300
保护气
Ar
99.99
6~12
保持预热时间:N.A.
尾部保护气
N.A.
N.A.
N.A.
加热方式:N.A.
背面保护气
N.A.
N.A.
N.A.
电特性:
电流种类:
DC(直流),无脉冲(GTAW)
极性:
见下表
焊接电流范围(A): 见下表
电弧电压(V): 见下表
焊接速度(范围): 见下表
钨极类型及直径: 纯钨极或2%钍钨极/φ3mm
喷嘴直径(mm): φ9.0mm
焊接电弧种类(喷射弧、短路弧):N.A.
焊丝送进速度(m/min): N.A.
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
ER49-1 H08Mn2SiA
焊丝
其他:/
对接焊缝焊件焊缝金属厚度范围:不适用
角焊缝焊件焊缝金属厚度范围:≤6mm
耐蚀堆焊金属化学成分(%)
C
Si
压力容器焊接工艺指导书
GB/T5117
填充金属尺寸
Φ3.2/Φ4.0/Φ5.0mm
焊材型号
E5015
焊材牌号(钢号)
J507
其他
无
耐蚀堆焊金属化学成分 (%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
其它
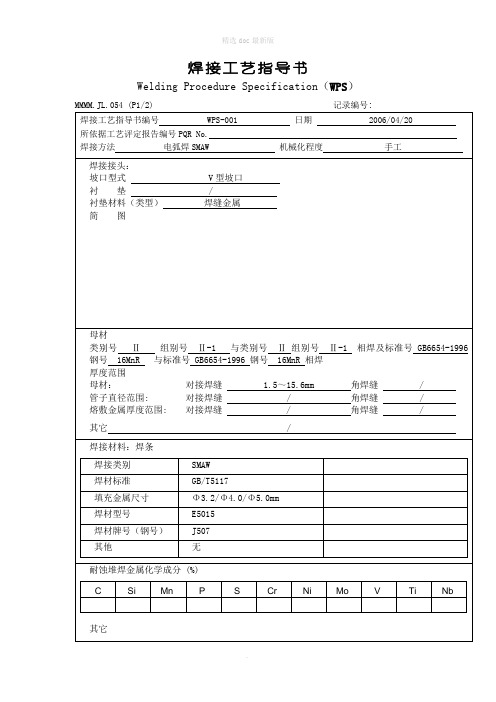
MMMM.JL.054(P2/2)记录编号:
WPS-001
Rev.1
焊接位置
对接焊缝位置平
焊接方向/
角焊缝位置/
焊接方向/
焊后热处理
温度范围 (℃)/
时间范围 (h)/
保护气
气体种类混合比流量
L/min
保 护 气///
尾部保护气///
背面保护气///
间/
加 热 方 式/
电特性
电流种类:交流极性:
焊接电流范围(A):电弧电压(V):
焊道/焊层
焊接方法
填充材料
焊接电流
电弧电压
钨极类型及直径/喷嘴直径 (mm)/
熔滴过渡形式/焊丝送进速度/
操作措施
摆动焊或不摆动焊:不摆动摆动参数:/
焊前和层间清理:打磨背面清根方法打磨
多道焊或单道焊:多道焊多丝焊或单丝焊/
导电嘴到工件的距离:锤击/
其他/
编制
日期
审核
日期
批准
日期
【本文档内容可以自由复制内容或自由编辑修改内容期待你的好评和关注,我们将会做得更好】
焊接工艺指导书
Welding Procedure Specification(WPS)
MMMM.JL.054(P1/2)记录编号:
焊接工艺指导书编号WPS-001日期2006/04/20
焊接工艺规程

金属过渡方式:(GMAW)(射流或短路等)
送丝速度范围:
焊接技术(QW-410)
无摆动焊或摆焊:
嘴孔或喷嘴尺寸:
打底焊道和中间焊道的清理方法(刷理或打磨等等)
背面清根方法:
导电嘴至工作距离:
多道焊或单道焊:
焊接速度(范围):
锤击有无:
其他:
焊层
焊接方法
填充金属
材料标准号:
型号和等级:
P-No与P-No相焊接
厚度:
直径:
其他:
填充金属:(QW-404)
SFA No.
AWS No.
F- No.
A- No.
焊条(丝)直径:
其他:
熔敷焊缝金属厚度:
位置(QW-405)
坡口位置
焊接方向:向上向下
其他:
预热(QW-406)
预热温度
层间温度
其他
焊后热处理(QW-407)
电流
电压
范围V
焊接速度
㎜/min
其他
种类
直径
极性
安培A
坡口焊工艺评定记录(PQR)QW—483
(参见ASME锅炉压力容器规范第Ⅸ卷2001版:QW—200.1)
工艺评定记录编号
日期:
焊接工艺规程编号:焊接方法
自动化等级(自动、手工、机动或半自动)
接头(QW-402)
试件坡口设计
简图:
母材(QW-403)
焊接工艺规程(WPS)QW—482
(参见ASME锅炉压力容器规范第Ⅸ卷2001版:QW—200.1)
焊接工艺规程编号日期:所依据的工艺评定记录编号:
焊接方法自动化等级(自动、手工、机动或半自动)
焊接工艺规程
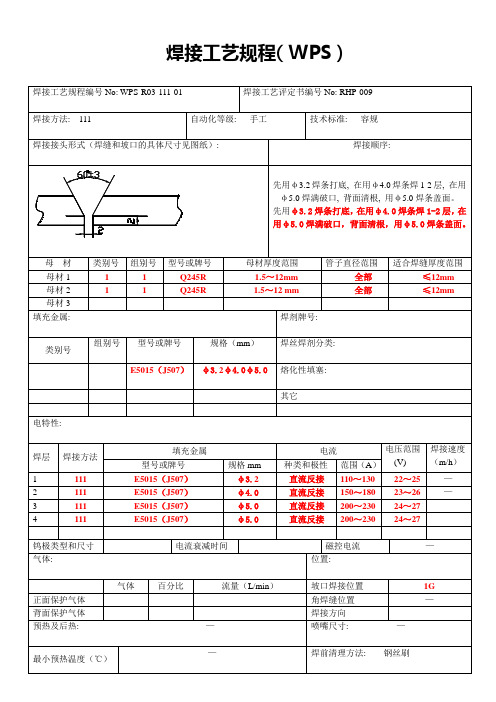
执行标准: JB/T4730-2005
操作技术要求
1.焊前坡口两侧需要清理油锈、污物并露出金属光泽;可用砂轮或钢丝刷;
2、焊丝焊前要除去油锈,焊条焊前经350~400℃/ 2h烘干;
3.焊接用直道或摆动焊方法;
4、焊后要求进行外观检查,不许存在咬边、气孔、弧坑等超标缺陷;
类别号
组别号
型号或牌号
规格(mm)
焊丝焊剂分类:
E5015(J507)
φ3.2φ4.0φ5.0
熔化性填塞:
其它
电特性:
焊层
焊接方法
填充金属
电流
电压范围
(V)
焊接速度
(m/h)
型号或牌号
规格mm
种类和极性
范围(A)
1
111
E5015(J507)
φ4.0
直流反接
150~180
23~26
—
—
—
钨极类型和尺寸
母材
类别号
组别号
型号或牌号
母材厚度范围
管子直径范围
适合焊缝厚度范围
母材1
1
1
Q245R
1.5~12mm
全部
≤12mm
母材2
1
1
Q245R
1.5~12 mm
全部
≤12mm
母材3
填充金属:
焊剂牌号:
类别号
组别号
型号或牌号
规格(mm)
焊丝焊剂分类:
E5015(J507)
φ3.2φ4.0φ5.0
熔化性填塞:
2、焊丝焊前要除去油锈,焊条焊前经350~400℃/ 2h烘干;
3.焊接用直道或摆动焊方法;
WPS是什么焊接证书

什么是焊接WPS证书?WPS不是焊接证书,是焊接工艺规程的缩写,全称是Welding Process Specification。
是焊接工艺文件的一部分,一般来说,公司需要向第三方证明自己的焊接制造能力,这时候就需要做焊接工艺认可试验,焊接工艺认可试验按照需要编写的文件,可以分三步来说。
第一步:做焊接认可试验前,需要先准备好PWPS(焊接工艺计划书)向第三方申请做认可试验。
经第三方同意后,与第三方约定时间,准备做焊接工艺认可试验。
第二步:在第三方在场的情况下,焊接试板(或试管),试验完的焊接试件还需要做无损检测,无损检测合格了还需要做力学检验,等结果出来了需要编写WPQR文件(焊接工艺评定记录),WPQR的所有数据必须真实记载的。
第三步:根据标准上各参数的覆盖范围,和WPQR上的焊接参数,对PWPS文件进行修改,最终确定的文件就是WPS文件。
WPS文件是工厂用来指导进行焊接生产的。
一般一个焊接制造厂会有非常多的WPQR和对应的WPS文件,文件要覆盖工厂所有的焊接工艺。
What is the WPS welding certificate?The WPS is not welding certificate. It is an abbreviation of welding procedures, full name is Welding Process Specification. Which is a part of the welding process documents, generally speaking, companies need to third party to prove their welding manufacturing capability, and it needs to make the welding procedure qualification test, the welding procedure qualification tests in accordance with the needs of written documents, can be divided into three steps.The first step: before make welding approval testing, need to prepare PWPS (welding process plan) shall apply to the third party as approval test. The third parties agreed, and the third party appointed time, ready to do the welding procedure qualification test.The second step: in the presence of the third party, the welding test plate (or tube), test after welding specimen need to do NDT, NDE qualified also need to do mechanical test, etc. results come out to write WPQR files (PQR), WPQR all data must be true records.The third step: according to the coverage of the parameters of the standard of welding parameters, and the WPQR, modify the PWPS file, the final file is WPS file. The WPS file is used to guide the welding production factory. General a welding factory will have WPQR very much and the corresponding WPS file, the file must cover all welding factory.WPS、PQR、JIC 焊接专业上面的几个文件区别焊接工艺规程(WPS) 焊接工艺评定记录(PQR)焊接工艺规程(JIC)这几个文件有什么具体作用、区别?WPS相当于大纲,就是这个试验怎么做,要求达到的效果是什么,用什么东西焊PQR就是具体数据的记录,电流电压之类的JIC就是相当于说明书Several files WPS, PQR, JIC welding the top professional distinctionWelding procedure specification (WPS) welding procedure qualification records (PQR) welding procedure specification (JIC) this paper several specific role, what is the difference?WPS is equivalent to the syllabus, this test is how to do, what is required to achieve the effect, what weldingPQR is the specific data, such as current and voltageJIC is equivalent to the instructions焊接工艺中的WPS与PQR 是什么关系,哪个先哪个后?WPS是焊接工艺规程,PQR是焊接工艺评定。
压力容器与锅炉焊接工艺评定规则
压力容器与锅炉焊接工艺评定规则(一)、焊接方法:1、从一种焊接方法改用另一种焊接方法,应作焊接工艺评定试验。
2、适用于锅炉与压力容器的焊接方法有:气焊、焊条电弧焊、埋弧焊、熔化极气体保护焊、钨极气体保护焊、等离子弧焊、电渣焊、激光焊、电子束焊、闪光对接焊、感应加热压力焊、电阻焊、铝热压焊、气压焊、惯性及连续驱动母材焊、螺柱电弧焊和螺柱电阻焊。
3、在实际焊件的同一条焊缝上,如采用两种或两种以上不同的焊接方法,或不同的重要工艺参数焊接时,则可按每种焊接方法所焊的母材,金属厚度分别对试件进行焊接工艺评定。
4、也可以实际焊件焊缝拟使用的组合焊件方法或焊接工艺焊接同一付工艺评定试件。
5、但每一种焊接方法,或焊接工艺所焊的焊缝金属厚度均应满足能取出所要求的拉伸和弯曲试样的要求。
6、对于焊条电弧焊、钨极气体保护焊、熔化极气体保护焊、等离子弧焊和埋弧焊,或这些方法的组合,如已完成的焊接工艺评定采用厚度大于13mm的试件,则该焊接工艺评定报告可与另一种焊接方法的工艺评定报告联用于同一条实际焊件的焊缝,包括根部焊道。
(二)、母材金属类别:1、在锅炉与压力容器中所用母材金属的种类繁多。
如以母材金属的钢号或材料的牌号进行评定,则评定的工作量十分大,且无此必要性。
2、为了减少这种无实际意义的重复评定,ASME法规的作法是,将规定认可的标准材料,按其化学成分,力学性能和焊接性加以分类,即将合金成分相近,强度级别和焊接性接近的材料规入一类,并标以P分类号。
3、在同一类母材金属中,又按强度和冲击韧性的等级进行分组,并将分组号标在分类号的后面,例如SA106-A碳钢属于第1类第1组,其分类组别号的表示方法为P1-1。
4、最新的ASME法规已将在锅炉和压力容器中使用的近1000种钢材分成23类52组。
5、这种对母材金属的分类是以大量的材料焊接性试验和焊接工艺试验数据以及多年的实际生产经验为基础的。
6、列于同一类的各种母材金属,如拟采用的焊接工艺规程中,其它的焊接工艺重要参数相同或在容许范围之内,则采用某种母材金属的焊接工艺评定报告可互相通用。
wps焊接工艺规程
wps焊接工艺规程WPS焊接工艺规程一、前言WPS(Welding Procedure Specification)是指焊接工艺规程,它是制定焊接工艺和控制焊接质量的重要文件。
本文将详细介绍如何编写一份完整的WPS焊接工艺规程。
二、编写步骤1.确定焊接材料首先需要确定所使用的焊接材料。
这包括母材、填充材料和保护气体等。
在选择时需要考虑到所需的力学性能和化学成分等因素。
2.确定焊接方法根据所需的力学性能和化学成分等因素,选择合适的焊接方法。
常见的有手工电弧焊、埋弧焊、氩弧焊、激光焊等。
3.确定预热温度和热输入量预热温度和热输入量是影响焊缝质量的关键因素。
需要根据母材厚度、环境温度和所选用的填充材料等因素来确定。
4.制定具体操作步骤在编写WPS时,需要详细描述每一个操作步骤。
例如清洁母材表面、调整电流电压、调整保护气体流量等。
5.编写检验要求在WPS中需要明确检验要求,例如焊缝外观、尺寸、力学性能等。
这有助于确保焊接质量符合标准要求。
6.编写WPS号和签名最后需要为WPS编写一个唯一的标识号码,并由负责人签名确认。
三、注意事项1.在编写WPS时需要考虑到所需的力学性能和化学成分等因素,以确保焊接质量符合标准要求。
2.需要详细描述每一个操作步骤,并明确检验要求,以确保焊接质量符合标准要求。
3.需要为WPS编写一个唯一的标识号码,并由负责人签名确认,以确保该文件的真实性和有效性。
四、总结WPS焊接工艺规程是制定焊接工艺和控制焊接质量的重要文件。
在编写时需要考虑到所需的力学性能和化学成分等因素,详细描述每一个操作步骤,并明确检验要求。
最后需要为WPS编写一个唯一的标识号码,并由负责人签名确认。
这样才能确保该文件的真实性和有效性。
锅炉压力容器压力管道手工电弧焊焊接工艺规程
锅炉压力容器压力管道手工电弧焊焊接工艺规程SMAW-67-03编制:____________审核:____________批准:____________XXX锅炉压力容器压力管道焊工培训中心2007.81 总则1.1 凡属金属监督范围内的锅炉承压管道和部件的焊接工作,必须由考试合格并取得压力容器合格证的焊工担任。
1.2 严格按锅炉受热面承压部件焊接监察范围执行。
1.3 焊接焊条使用必需与母材的化学成份、机械性能、硬度值基本相对应。
1.4 用来直接与管子焊接的成型铸材(如阀门、三通), 其含碳量不得超过0.25%。
1.5 焊接焊道无夹渣、气孔、咬边等缺陷,表面波纹均匀,内侧无凹陷、焊瘤等现象,焊口质量检验按要求分类评定。
1.6 本规范适用于碳素钢,普通低合金钢手工电弧焊。
1.7 金属材料检验、设备焊口检查、通球试验、焊接评定、焊接头质量检验、焊接人员考核等项工作,应分别按有关规程进行。
1.8 焊接工作包括焊接、热处理和金属检查等,同时还必须遵守安全、环保、防火等规程的有关规定。
1.9 本规程适用于锅炉压力容器压力管道的手工电弧焊作业及考试。
2.0 本规程根据焊接工艺评定报告(WPS-1、WPS-3)进行编制。
2 钢材与焊接材料2.1 焊前必须查明所得材料的钢号,以便正确地选用相应的焊接材料和确定合适的焊接工艺和热处理工艺。
2.2 钢材必须符合国家标准(或部颁标准、专业技术条件),进口钢材必须符合该国国家标准或合同规定的技术条件。
2.3 属于锅炉监察范围内的锅炉受热面管及管道,使用异种规格和材料的管子代替时,应进行强度计算。
2.4 所用焊接材料(焊条)的质量应符合国家标准(GB/T5117-1995)。
2.5 检修中使用取代材料时必须征得金属技术监督专职工程师的同意,并经总工程师批准。
2.6 常用电焊条的化学成分,机械性能及用途等参见表1、表2。
表 1 常用电焊条的化学成分、机械性能表化学成分(%)机械性能S Pσb XMa δ5%ak/T J/℃序号焊条 型号 统一 牌号标准号C Mn SiCr MoV Ni其它不大于 1 E4303 J422 420 222 E5003 J502490 2027/-203 E4316 J426 4 E4315 J427 1.250.900.200.300.080.30 4205 E5016 J506 3 E5015 J507GB5117-95≤0.101.600.750.200.300.080.300.035 0.040 4902227/-30说明:1.表中单值除ak/T外均为最大值;2. ak/T中T表示试验温度表 2 常用电焊条的用途类 别牌 号型 号适用于焊接的钢材牌号焊条性质及 电流极性 J422 E4303 10、15、20、25、Q215、Q235 酸性熔渣, 交流或直流J502 E500320、25、Q275、Q295J426 E4316 10、15、20、25、20g 、20R 、20G 、22g 、Q215、Q235、Q275、Q295碱性熔渣,直流反极性J427 E431510、15、20、25、20g 、20R2、0G 、22g 、Q215、Q235、Q275、Q295 同 上J506 E5016Q275、Q295、Q345、16Mn 、16Mng 、16MnR 、12Mng 等 同 上碳素钢焊条J507 E5015Q275、Q295、Q345、16Mn 、16Mng 、16MnR 、12Mng 等同 上2.9 焊条的选用根据母材的化学成份机械性能和焊接接头的抗裂性、碳扩散、焊接热处理以及使用条件等综合考虑。
焊接工艺规程(WPS)
焊接工艺规程(WPS)是[√]免除评定√试验评定标识编号WPS—H06—003修改日期修改人批准人日期公司名称类型—手工[√] 半自动[ ]焊接方法FCAW 机械[ ] 自动[ ]PQR辅助文件号位置采用的接头设计坡口位置: 横焊2F (含盖1F)类型T型接头单面焊缝[ ] 双面焊缝[√] 立焊方向:上行[ ]下行[ ]补垫: 用[ ] 不用[ √]补垫材料: 电特性根部间隙钝边尺寸坡口角度 30°~45°半径(J-U) 过渡形式(GMAW) 短路[ ]背部清根: 用[√] 不用[ ] 方法熔滴[ ] 喷射[ ]碳弧气刨、磨电流:交流[ ]直流反接[√]直流正接[ ]母材脉冲[ ] 其他材料规格Q235-B 钨极(GMAW)类型或级别Ⅰ-1/Ⅰ-1 尺寸:厚度: 坡口不限角焊缝不限类型:直径(圆管)技术填充金属直线或横向摆动焊道横向摆动AWS规定A5.20 多道或单道(每边) 多道AWS类别E501T--1 (相当E70T--X) 焊丝数 1焊丝间隔纵向保护横向焊剂气体CO2 角度组分100% 导电咀到工件距离焊丝--焊剂(等级) 流率锤击无气体喷咀尺寸道间清理手动工具(渣锤、扁錾、角向磨光机等)预热焊后热处理预热温度,最低20℃温度道间温度,最低最高时间焊接参数表焊层方法填充金属电流范围电压V焊接速度cm/min 接头详图(CJP)型号/牌号直径mm 极性电流A封底FCAW E501T-1 φ1.2 直流反接200-280 22-32 30~50填充FCAW E501T-1 φ1.2 直流反接220-300 22-32 30~50盖面FCAW E501T-1 φ1.2 直流反接220-280 22-32 30~50焊工资质持有AWS或压力容器焊工资质人员。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浅谈锅炉、压力容器安装的焊接工艺规程(WPS)编制摘要:本文通过编制焊接工艺规程是锅炉、压力容器和压力管道安装中工程技术准备工作中一项不可缺少的重要内容,是保证锅炉、压力容器和压力管道焊接质量的重要环节,是保证焊件的质量,焊接接头的各项性能符合产品技术条件和相应的标准要求的重要
保证。
关键词:锅炉压力容器焊接工艺
如何正确理解焊接工艺评定的实质、内容、试验程序、检验过程、结果评定及适用范围,结合安装单位安装工作的特点,合理编制焊接工艺规程,指导焊接,提高安装质量和生产效率,最大限度的降低生产成本,使安装单位获取最大的经济效益。
下面就锅炉、压力容器和压力管道安装单位焊接工艺规程文件的编制及应用,谈谈看法,供参考。
1、随着nb/t 47014-2011《承压设备焊接工艺评定》的颁布及实施,2011年11月23日国家质检局下发质检特函〔2011〕102号关于执行《承压设备焊接工艺评定》(nb/t 47014-2011)的意见,文件规定“自本文发布之日起,锅炉、压力容器制造、安装、改造单位,进行新的焊接工艺评定以及修改原有焊接工艺评定时应当执行nb/t 47014”。
目前承压设备焊接规程尚无统一的技术标准,因此,锅炉、压力容器和压力管道焊接工艺规程,应满足相应法规和技术规范,如:蒸汽锅炉受压元件及锅炉附属受压管道安装的焊接工艺规程应符合《蒸汽锅炉安全技术监察规程》的相应规定和要求;
压力容器安装的焊接工艺规程应符合tsg r0004-2009《固定式压力容器安全技术监察规程》和相应规定和要求。
为保证锅炉、压力容器和压力管道安装体系文件一致性、规范性,安装单位可参照nb/t 47015-2011《压力容器焊接规程》做好焊接工艺规程编制。
2、在锅炉、压力容器和压力管道安装工程施工中常见的焊接工艺规程文件为:预焊接工艺文件(pwps)、焊接工艺规程(wps)和焊接工艺指导书(wwi)三类。
①预焊接工艺文件(pwps)是进行焊接工艺评定前编制的属于认可试验计划中的内容,由于(pwps)常用焊接工艺评定之中,与焊接工艺评定报告(pqr)搭配,在此不做探讨;②焊接工艺规程(wps)是根据合格的焊接工艺报告编制,用于产品施焊的焊接工艺文件;③焊接作业指导书(wwi)是与焊件有关的加工和操作细则性文件,焊工施焊时使用的作业指导书,可保证施工是质量的再现性。
焊接工艺规程文件主要有两种形式:一种是文本类文件,如:通用焊接工艺规程(wps),是按照焊接方法和材料进行汇编而成,由于文件层次较复杂,常用于锅炉、压力容器和压力管道安装体系文件之中,做为安装单位安装工程焊接施工的通用规定;一种是(wps)表格文件,如:焊接工艺指导书(wwi)和焊接工艺卡等,由于其针对性强,项目简明,常用于安装工程施工文件之中,目前国家尚无规范性格式,安装单位可参照nb/t 47015-2011《压力容器焊接规程》编制或自行设计,且应符合相关标准的规定。
3、焊接工艺人员应在对焊接任务充分识别,结合安装单位的资
源(焊接工艺评定项目、焊接设备和焊接人员持证状态等),编制焊接工艺规程,并经焊接工程师审核、技术负责人批准后下发执行,其流程见附图:焊接工艺流程图。
焊接工艺规程文件应包含以下内容及工艺参数:
●工件:名称、规格、型号等;
●材料:牌号、厚度/直径范围(尺寸);
●焊接工艺评定报告;
●焊接材料:牌号、焊条/焊丝直径,保护气体,焊剂等;
●接头/坡口设计;
●焊接位置、方向及焊接顺序(焊道/焊层的次数和顺序);
●焊接参数:电压、电流、极性和焊接速度;
●预热和层间温度;
●焊缝返修;
●焊后热处理;
●焊接检查及验收。
4、在锅炉、压力容器安装工程中,焊接施工由于受到场地和环境的限制,一般均采用手工电弧焊或气体保护焊,现场焊接,为保证其焊接质量,焊接工艺规程应对下列项目提出控制要求:
①焊接接头的控制:《蒸汽锅炉安全技术监察规程》、《固定式压力容器安全技术监察规程》的规定下列焊接接头的应具有经评定和各的焊接工艺规程支持。
a.锅炉、压力容器受压元件(或压力管道)的对接焊接接头;
b.锅炉、压力容器受压元件之间或者受压元件与承载的非受压元件之间连接的要求全焊透的t形接头或角接接头;
c.上述焊缝的定位焊缝和返修焊缝;
d.受压元件母材表面堆焊、补焊。
②焊接材料选用的原则:
a.焊缝金属的力学性能应高于或等于母材规定的限值;
b.合理的焊接材料与合理的焊接工艺相配合;
c.安装单位应掌握焊接材料的焊接性能,应用的材料应有焊接试验或实践基础。
③工艺参数控制:选择合适的焊接工艺参数,对提高焊接质量和提高生产效率是十分重要。
焊接工艺参数(焊接规范)是指焊接时,为保证焊接质量而选定的诸多物理量,应重点控制:
a.焊接电源种类和极性的控制;
b.焊条直径选择;
c.焊接电流的控制。
④焊接环境控制:当焊接环境出现下列情况时,应采取有效措施,否则禁止施焊。
a.风速:气体保护焊大于2m/s,其他焊接方法大于10m/s;
b. 相对湿度大于90%;
c.雨雪环境;
d.焊件温度低于-20℃.
5、结束语:焊接工艺规程(wps)的编制是焊接工艺人员在对
焊接任务充分识别,结合安装单位的资源和环境条件制定的质量控制细则性文件,正确、合理应用焊接工艺评定结果,指导锅炉、压力容器和压力管道安装工程中的焊接工作,对保障安装质量,降低生产成本有一定的意义。