带钢热镀锌沉没辊轴承座结构的改进
带钢热镀锌沉没辊轴承座结构的改进
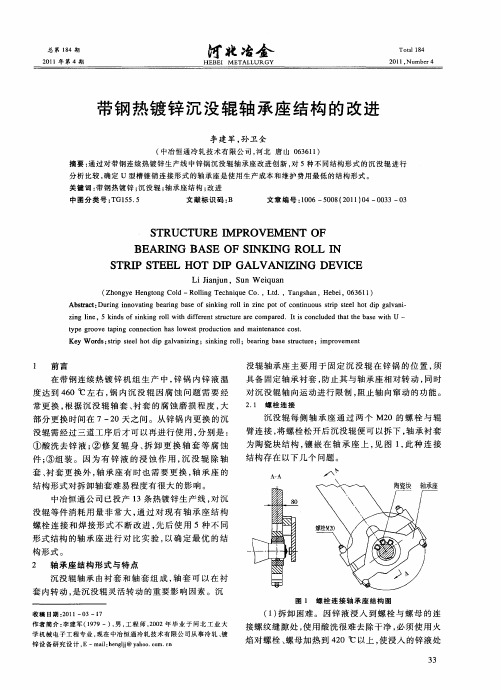
沉没 辊轴 承 由衬 套 和 轴 套组 成 , 套 可 以 在 衬 轴
套 内转动 , 是沉 没辊 灵活 转动 的重 要影 响 因素 。沉
图 1 螺 栓 连 接 轴 承 座 结构 图
收 稿 日期 : 0 1— 3—1 21 0 7
( ) 卸 困难 。 因锌 液 浸入 到螺 栓 与螺 母 的连 1拆
( h n y e go gC l R ln e h iu o ,L d , a gh n e e , 6 6 ) Z o g e H n t od— ol gT c nq eC . t. T n s a ,H b i 0 3 1 n i 1
Absr c : u i g ino tng be nn a e o i kig r l n zn o o i uo s srp se lh tdi l a i ta t D rn n vai a g b s fsn n o li ic p tofc ntn u ti te o p gav n — z n i ig l ne,5 kidso i kig r l wih d fee tu t e ae c m pae n fsn n ol t ifr ntsr cur r o r d. I sc n l d d t a h a ew i — ti o c u e h tt e b s t U h t p r ov a ng c nn c in h s l y e g o e tpi o e to a owe tp o c in a d m an e a c os. s r du to n it n n e c t
作 者 简 介 : 建 军 (9 9一) 男 , 程 师 ,0 2年 毕 业 于 河 北 工 业 大 李 17 , 工 20
热基镀锌沉没辊辊印问题的分析与解决
热基镀锌沉没辊辊印问题的分析与解决摘要:随着我国工业化发展速度的加快,在生产制造的技术应用水平上也有着提高,热基镀锌钢板因其自身的质量优越以及性能高,在实际的应用需求量也比较大,有着广泛的市场。
在对热基镀锌钢板的实际生产中,受到多方面因素影响其中比较突出的就是沉没辊辊印质量问题。
本文主要就沉没辊辊印的主要质量问题进行分析,然后结合实际对问题的原因以及处理措施详细探究。
关键词:热基镀锌;沉没辊辊印;问题前言热基镀锌板由于其具有厚度大,表面锌花规整,耐蚀性、加工成形性、焊接性良好等特点,愈来愈被广泛地应用在建筑业、农业和交通行业。
同时,对热镀锌镀层质量要求也越来越高,而热基镀锌线在生产过程中会产生一种沉没辊辊印缺陷,而且很难在短时间内被消除,极大地影响了热镀锌产品的外观质量。
因此,分析沉没辊辊印缺陷的形成机理,提出一些消除辊印缺陷和改善镀层质量的工艺方法和技术。
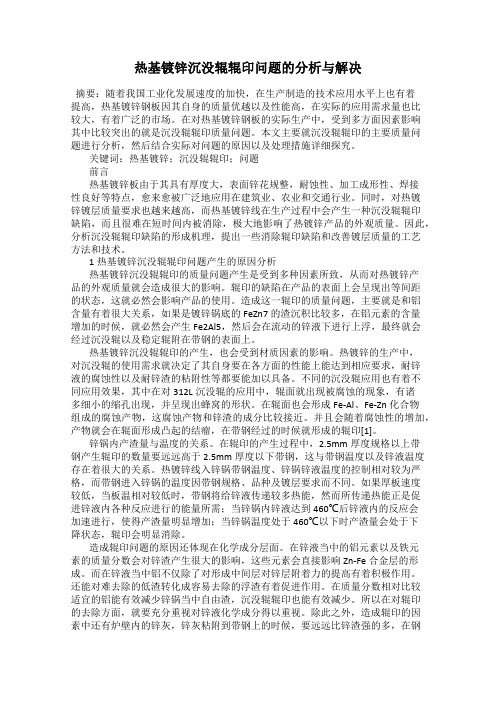
1热基镀锌沉没辊辊印问题产生的原因分析热基镀锌沉没辊辊印的质量问题产生是受到多种因素所致,从而对热镀锌产品的外观质量就会造成很大的影响。
辊印的缺陷在产品的表面上会呈现出等间距的状态,这就必然会影响产品的使用。
造成这一辊印的质量问题,主要就是和铝含量有着很大关系,如果是镀锌锅底的FeZn7的渣沉积比较多,在铝元素的含量增加的时候,就必然会产生Fe2Al5,然后会在流动的锌液下进行上浮,最终就会经过沉没辊以及稳定辊附在带钢的表面上。
热基镀锌沉没辊辊印的产生,也会受到材质因素的影响。
热镀锌的生产中,对沉没辊的使用需求就决定了其自身要在各方面的性能上能达到相应要求,耐锌液的腐蚀性以及耐锌渣的粘附性等都要能加以具备。
不同的沉没辊应用也有着不同应用效果,其中在对312L沉没辊的应用中,辊面就出现被腐蚀的现象,有诸多细小的缩孔出现,并呈现出蜂窝的形状。
在辊面也会形成Fe-Al、Fe-Zn化合物组成的腐蚀产物,这腐蚀产物和锌渣的成分比较接近。
并且会随着腐蚀性的增加,产物就会在辊面形成凸起的结瘤,在带钢经过的时候就形成的辊印[1]。
浅析带钢轧辊轴承故障及技术改进

浅析带钢轧辊轴承故障及技术改进发布时间:2021-07-28T10:03:59.947Z 来源:《基层建设》2021年第13期作者:师友荣解冬[导读] 摘要:介绍了陕钢集团龙钢公司轧钢厂精品板带生产线轧机辊系轴承的故障分析及技术改进。
陕西龙门钢铁有限责任公司陕西韩城 715405摘要:介绍了陕钢集团龙钢公司轧钢厂精品板带生产线轧机辊系轴承的故障分析及技术改进。
轧辊轴承是用于支撑轧辊,保持其在机架中正确位置的重要部件。
根据对烧轴承事故统计分析,主要有四列轴承烧毁、工作辊定位轴承烧毁,工作辊深沟球轴承散架、支撑辊四列轴承保持架损坏等几种事故类型。
分析事故原因有:轴承润滑、设备缺陷、轴承质量、装配原因、轧制工艺过程控制等。
提出相应的改进措施,以解决烧轴承问题,同时降低相关费用,提高了轴承寿命,降低了维修强度,确保生产顺行。
关键词:轧辊;轴承;故障分析;改进 1、前言陕钢集团龙钢公司轧钢厂精品板带生产线年生产能力150万吨,主轧线轧机配置为14架平轧机组、5架立轧机组。
其中φ780*800两辊轧机7架,φ410*780四辊轧机7架,φ800*300立式轧机3架,φ500*240立式轧机2架,为全连轧生产线。
自2018年投产以来,轧机辊系轴承烧轴承事故较为普遍,经过统计,月最高烧轴承20次,最少为3次,平均约为10次,尤其是日产达到5000吨以上时,烧轴承事故急剧增加,严重影响正常轧制节奏。
2、故障分析和改进措施效果根据对烧轴承事故统计分析,主要有四列轴承烧毁、工作辊定位轴承烧毁,工作辊深沟球轴承散架、支撑辊四列轴承保持架损坏等几种事故类型。
事故原因有:轴承润滑、设备缺陷、轴承质量、装配原因、轧制工艺过程控制等。
2.1、轴承润滑轴承润滑不足是造成烧轴承事故的主要原因,约占轧机烧轴承事故的60%。
轴承润滑不足主要有以下几个方面原因: 2.1.1、润滑油不足:龙钢带钢生产线轧辊轴承润滑为智能油气润滑,油气润滑的特点为油品为一次性使用,润滑油量过大,油品消耗大,成本增加,同时环保污染风险大;油量少又会造成润滑油不足,发生事故。
沉没辊辊印成因分析及改进方法
分 址 n f 合 物 、 A5、 一 I化 合 物 ~^ 化 h2 1 Z|
一
过 I . l 址锌铺 I 的杂 埙 锌液 发 反 , 成钬 , l , 合 金I  ̄ 附 I造 成 . 料锌锭 , J C l li / 『 I f 、 厌 。J 它杂 I, j 质 , £ 点 I ,锌 . 锌 I 会 个 融 化 .f址以 J 熔 曲‘ : 1 小 1 l j
Ab ta t Sn olr rsw r ] )teI ̄o sr c: ik R l k eeOI fi 1jr e Ma P( l I1 rI1et eniu u n l ed l e3()f|d r e<ii I I h + l o  ̄a ds II ( o n Md ei l  ̄1ie .r  ̄ gt v , 1+l + h r l
Th rg n An l ssa d M o i c to e h d fS n l rM a k e O i i a y i n d f a i n M t o so i k Ro l r s i e
El ; n HU Mi (a g, -mi
( i i / y I n S e S o I) X n + h ir & l l “ kC . jmg o e 1
度 、 学 成分 、 境 等 潇多 影 响 因 素 进行 分 析 , 提 m 一 系列 现 场改 进 措 施 和 良好 解 决 建 议 。 化 环 并 关 键 词 : 热 镀 钟 ; 没辊 牝 叫 ; 沉 成 ; L ,汰 逃 J
中 图 分 类号 :r 358 |;3 .6 ( 文献标识码 : A 文 章 编 号 :I7 - 4 2 ( 0 )l 6 2 24 2 1 O — )3 { I l— l 3
沉 没辊 沟槽 问距 村J 应 ,缺陷+ g f 延带钢 运 行 刈‘ l q/ l }
带钢热镀锌沉没辊轴承座结构的改进

总第184期2011年第4期HEBEI METALLURGYTo tal 1842011,N u m ber 4收稿日期:2011-03-17作者简介:李建军(1979-),男,工程师,2002年毕业于河北工业大学机械电子工程专业,现在中冶恒通冷轧技术有限公司从事冷轧、镀锌设备研究设计,E -m a i :l henglj @j yahoo .co 带钢热镀锌沉没辊轴承座结构的改进李建军,孙卫全(中冶恒通冷轧技术有限公司,河北唐山063611)摘要:通过对带钢连续热镀锌生产线中锌锅沉没辊轴承座改进创新,对5种不同结构形式的沉没辊进行分析比较,确定U 型槽锥销连接形式的轴承座是使用生产成本和维护费用最低的结构形式。
关键词:带钢热镀锌;沉没辊;轴承座结构;改进中图分类号:TG 155.5 文献标识码:B文章编号:1006-5008(2011)04-0033-03STRU CTURE IM PROV EM EN T O FBEAR I NG BA SE O F SI NK I NG RO LL I N STR IP STEEL HOT D IP GALVAN I Z I NG D EV I CEL i Jian jun,Sun W e iquan(Z hong ye H eng tong C o l d-R o lli ng T echnique Co.,L t d .,T ang s han ,H ebe ,i 063611)A b strac:t D ur i ng i nno va ti ng bear i ng base o f si nk i ng ro ll i n z i nc po t o f con ti nuous stri p stee l ho t d i p g alvani z i ng li ne ,5ki nds o f si nki ng ro llw it h d ifferent structure are com pared .It is concluded that the base w it h U -type groo ve t ap i ng connecti o n has low est producti o n and m a i ntenance co s.tK ey W o rd s :str i p steel ho t d i p ga l v an izi ng;si nk i ng ro l;l bear i ng base struc t ure ;i m prov e m ent1 前言在带钢连续热镀锌机组生产中,锌锅内锌液温度达到460 左右,锅内沉没辊因腐蚀问题需要经常更换,根据沉没辊轴套、衬套的腐蚀磨损程度,大部分更换时间在7-20天之间。
热镀锌线水淬槽沉没辊辊印缺陷研究及解决方案

1 . 4 D X 5 1 D + Z — B C 0 . 5 m m× 1 2 3 0 m m 表面正 常, 无水淬槽辊 印
范 围 内存 在较 细
的擦 划 伤 生 产 线 停 机 打 磨 辊 面. 距 离 WS侧 5 0 0
nl Nl
1 . 8 x 1 2 1 9 m m
MA We i — j i e
( C a r b o n S t e e l R o l l e d P r o d u c t o f J i u q u a n I r o n& S t e e l G r o u p L t d . , J i a y u g u a n 7 3 5 1 0 0 , C h i n a )
表 l 水 淬 槽 沉 没 辊 辊 印 缺 陷 位 置 测 量
图 3 沉 没 辊 布 置 图
2 水 淬 槽 沉 没辊 辊 印形 成 机 理
图 5 辊 面 照 片
( . { 1 水淬 循环 系统 喷淋 泵过 滤 器m现 两7 欠 上 f f
.
消 洗过 『 I I 发脱 『 【 仃 大{ 』 的 片状 锌 皮 和 一些
表面正常 . 无 水 淬 槽 辊 印
内有 较 宽辊 印 ,
位 置 固 定
4 . 2 建 立和 完善水 淬 槽沉 没辊 维修 工艺
大, 应 极力 避免 , 在 确 实 需 要 的情 况 下 , 应 该 在 跑 完 带后 对辊 面进 行 打磨 。 ( 3 ) 要 及 时 清 洗堵 塞 的过 滤器 , 过 滤 本 身有 净 化 水质 的作 用 。 ( 4 ) 对水淬 槽沉 没辊 线速 度 和带钢 线速 度进 行微 调, 保持 一致 。 ( 5 ) 对水 淬 槽 沉 没辊 张 力 进行 对 比分 析 , 张力 波
热基镀锌沉没辊辊印问题的分析与解决
热基镀锌沉没辊辊印问题的分析与解决摘要:结合我国热镀锌生产线的生产工艺和设备,从热镀锌生产线沉没辊辊印的产生机理入手,从生产工艺、设备等造成缺陷的影响因素入手,分析了辊印缺陷产生的原因,并提出了解决辊印缺陷的方法。
关键词:热镀锌;沉没辊辊印;问题;解决引言由于制造业和建筑工程科学技术的进步,钢铁制造商需要改进产品的物理性能和加工工艺,以满足用户的要求。
解决热镀锌板的沉没辊辊印问题是一个较为紧迫的课题。
1沉没辊辊印形成原因热镀锌的实际生产工艺实施中,容易产生沉没辊辊印的缺陷,这就对热镀锌的产品外观质量造成很大程度影响。
在使用沉没辊的过程中,对产生辊印进行取样和分析。
结果表明,辊印缺陷以等距状态分布在产品表面上(如图1所示),严重的辊印缺陷有明显的凸手感。
这必然会影响产品的使用。
这种沉没辊辊印的质量问题主要与铝含量有关。
如果锌锅底部有更多的FeZn7渣沉积,则当铝含量增加时,不可避免地会产生Fe2Al5,然后在流动的锌溶液下漂浮,最后通过沉降辊和稳定辊附着到带钢表面。
图1 辊印在带钢表面1.1 受到材质因素的影响热镀锌沉没辊印的生产也会受到材料因素的影响。
在热镀锌生产中,沉没辊的使用要求决定了沉没辊在各方面性能应满足相应的要求,并具有锌液的耐腐蚀性和锌渣的附着力。
不同的沉没辊应用也有不同的应用效果。
沉没辊在使用中,辊面腐蚀,出现许多小缩孔,呈蜂窝状。
辊面也会形成由Fe-Al和Fe-Zn化合物组成的腐蚀产物,其成分与锌渣成分相近。
随着腐蚀性的增加,产品在轧辊表面会形成凸瘤,带钢通过时会形成辊痕。
1.2 锌锅内产渣量与温度的关系在辊印产生过程中,厚度大于1.5mm的带钢生产的辊印次数远高于厚度小于1.5mm的带钢,这与带钢温度和锌液温度有很大关系。
带钢进入锌锅的温度和热镀锌线锌锅中锌液的温度控制相对严格,而带钢进入锌锅的温度根据带钢的规格、品种和涂层要求而变化(详细见表1)。
如果厚板的速度较低,当板温较低时,带钢将向锌液传递更多的热能,但传递的热能只是促进锌液中各种反应所需的能量;当锌锅中的锌液温度达到460℃时,锌液内的反应会加速进行,导致产渣量显著增加;当锌锅温度低于460℃时,产渣量减少,辊痕明显消除。
连续热镀锌机组沉没辊装配技术研究
损。此外,上述两种情况的发生,极易影响锌液在
此处的流动性,导致锌渣在轴座轴瓦组件与轴套
间隙与磨损处聚集,进而作用与轴座轴瓦组件与
轴套间,增加带钢与沉没辊之前的摩擦力,当摩擦
力增加至一定程度时,会导致带钢表面与沉没辊
表面发生相对滑动,进而产生锌层质量缺陷。
{αk
=arctanHz Lc
αkm
=arctanh Lc
触;图 3(b)情况发生时,安装角度为 α≥ αk,此 时沉没辊轴座轴瓦组件与轴套两端接触。
其中轴座轴瓦组件与轴座轴瓦组件单端接触
几乎不可避免,在角度较小时即 α <αkm ,在沉没 辊上线之后,在带钢张力 T的作用下,发生单点磨
损,当磨损量发生一定程度时,轴座轴瓦组件与轴
套又成线性接触,此时机组才恢复至稳定运行状
WangHui YaoShun
(ColdRollingPlant,BaoshanIron& SteelCo.,Ltd.,Shanghai201900)
ABSTRACT Aimingattheproblemthattheinstallationaccuracyerrorofthesinkrollofthecontinuoushot dipgalvanizingunitisrelativelylarge,theoperationspeedoftheunitislow andthesurfacequalityofthe galvanizedsheetisunstable.Theeffectofstableoperationinazincpot.Onthisbasis,theshortcomingsofthe existingassemblytechnologywereanalyzedandasetofspecialmeasuringrodsfortheinstallationaccuracy detectionofthesinkingrollerwasdeveloped.Andputforwardthevisualacceptancemethodandacceptance standardofsinkrollerbushing.Itprovidesaguaranteeforthestableoperationofthesinkrollinthezincpot, reducesthefrequencyoftherollchangeofthesinkroll,andimprovestherunningspeedoftheunitandthesurface qualityofthegalvanizedlayeronthesurfaceofthestrip.
连续热镀锌生产线沉没辊使用寿命的提高
K u n g a n g K e j i
连续热镀锌生产 线沉没辊 使用寿命 的提 高
白保 安
( 昆钢 控 股 公 司)
摘 要 热镀锌锌锅设备是热镀锌生产线 中最重要 的设备之 一。针对沉没辊 系统客 易粘渣和轴套轴 瓦的
摩擦力大且寿命短的 问题 ,对沉没辊 系统的结构进 行 了改进 ,对 工艺进行 了完善 ,使 用寿命延 长至 1 5 天 以上 ,使镀锌板 的表面质量得 到了提 高,降低 了生产机组的综合成本。
关 键 词 热镀 锌 沉 没 辊 校 正辊 稳 定 辊 镀 锌 板 表 面 质 量
1 前 言
昆钢股份 公 司安 宁公 司板带 厂镀 锌彩 涂车 间 的 镀锌线 自投产 以来 ,沉 没辊使用 3 —5 天后 ,在其表 面粘渣 而划伤镀锌板表 面 ,到 6—8 天 ,粘渣 量越来
架 、 四组 辊子 ,初期 沉 没辊 的技 术 参数 :沉 没 辊 : 6 0 0 m m,沟槽 宽度 2 . 5 m m,沟槽 深度 0 . 6 m m,沟 槽 间距 2 0 m m;沟槽类型为 :由辊子的中心点向两端 外 车的双螺旋 型 ;辊子 中央具有半径 方 向 0 . 5 mm的 凸度 。除了沉没 辊外 ,相配套 的还 有稳 定辊 和校正
却 。沉没辊 具有一 定 的中心 凸度 ,其 目的是便 于钢
2 影响沉没辊使 用寿命 的 因素分析
2 . 1 辊面 的结瘤
为 了提 高锌在 钢 带表面 的 附着 力 ,昆钢 热镀锌
带 在锌锅 内有一定 的纠偏 ,校 正辊 的调节 使钢 带在 锌 锅 内保 持较好 的板形 和张力 ,为镀 层 的均匀性 控
性的转动磨损 ,而轴 瓦是 一种 固定 的磨 损) ,将轴套 和轴瓦 分别 采用 了不 同材料 。对轴 套采 用 的材料先
热轧带钢工作辊轴承的深层优化与改进
—
.
_/
【
.\
、 、 、 \ \ 、 \ \ \ \ ‘ / \
图1
关 尺 寸 计 算 核 实 该组 合 环 的 取 消 不 会 造 成 两轴 承 之 间的 相 互干 扰 ) 将 9 , mm尺 寸 转 嫁 在3 2 3 轴承 上 , 70 8 进行 非 标 轴承 3 2 3 的继 70 8 续非 标 升 级 优化 改造 : 承 宽 度尺 寸 由 轴 10 0 mm改 为 1 9 0 mm, 轴承 内 外 圈、 保持 架 、 滚
1 前 言
控 制 轧 机 轴 承 的 在 机 研 烧 、 高 轧 机 提 轴 承 使 用 寿命 是 带 钢生 产线 长抓 不 懈 的工 作 重 点 , 年 来 , 对 造 成 轧 机 轴 承 研 烧 的 几 针 诸 多 环 节 进 行 了卓 有 成 效 的 排 查 消 缺 工 作 , 机 架 窗 口的 系 列 调 控 优 化 、 中 在 线 如 集 润 滑 系统 的 设 计 应 用 、 承 感 应 加 热 器 、 轴 轴 承 清 洗 机 的 引进 投 入 、 配 环 境 的 整 顿 、 装 装 配标 准 的 完 善 等 , 机 轴 承 研 烧 呈 明 显 下 轧 降 趋 势 , 随 着 轧 制 产 品的 拓 宽 拓 展 、 制 但 轧 工 艺 的 调 整 及 新 设 施 的 使 用 , 机 轴 承 损 轧
—
15 4
一
J
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
总第184期2011年第4期
HEBEI METALLURGY
To tal 1842011,N u m ber 4
收稿日期:2011-03-17
作者简介:李建军(1979-),男,工程师,2002年毕业于河北工业大学机械电子工程专业,现在中冶恒通冷轧技术有限公司从事冷轧、镀锌设备研究设计,E -m a i :l henglj @j yahoo .co
带钢热镀锌沉没辊轴承座结构的改进
李建军,孙卫全
(中冶恒通冷轧技术有限公司,河北唐山063611)
摘要:通过对带钢连续热镀锌生产线中锌锅沉没辊轴承座改进创新,对5种不同结构形式的沉没辊进行分析比较,确定U 型槽锥销连接形式的轴承座是使用生产成本和维护费用最低的结构形式。
关键词:带钢热镀锌;沉没辊;轴承座结构;改进中图分类号:TG 155.5 文献标识码:B
文章编号:1006-5008(2011)04-0033-03
STRU CTURE IM PROV EM EN T O F
BEAR I NG BA SE O F SI NK I NG RO LL I N STR IP STEEL HOT D IP GALVAN I Z I NG D EV I CE
L i Jian jun,Sun W e iquan
(Z hong ye H eng tong C o l d-R o lli ng T echnique Co.,L t d .,T ang s han ,H ebe ,i 063611)
A b strac:t D ur i ng i nno va ti ng bear i ng base o f si nk i ng ro ll i n z i nc po t o f con ti nuous stri p stee l ho t d i p g alvani z i ng li ne ,5ki nds o f si nki ng ro llw it h d ifferent structure are com pared .It is concluded that the base w it h U -type groo ve t ap i ng connecti o n has low est producti o n and m a i ntenance co s.t
K ey W o rd s :str i p steel ho t d i p ga l v an izi ng;si nk i ng ro l;l bear i ng base struc t ure ;i m prov e m ent
1 前言在带钢连续热镀锌机组生产中,锌锅内锌液温度达到460 左右,锅内沉没辊因腐蚀问题需要经常更换,根据沉没辊轴套、衬套的腐蚀磨损程度,大部分更换时间在7-20天之间。
从锌锅内更换的沉没辊需经过三道工序后才可以再进行使用,分别是: 酸洗去锌液; 修复辊身、拆卸更换轴套等腐蚀件; 组装。
因为有锌液的浸蚀作用,沉没辊除轴套、衬套更换外,轴承座有时也需要更换,轴承座的结构形式对拆卸轴套难易程度有很大的影响。
中冶恒通公司已投产13条热镀锌生产线,对沉没辊等件消耗用量非常大,通过对现有轴承座结构螺栓连接和焊接形式不断改进,先后使用5种不同形式结构的轴承座进行对比实验,以确定最优的结构形式。
2
轴承座结构形式与特点
沉没辊轴承由衬套和轴套组成,轴套可以在衬
套内转动,是沉没辊灵活转动的重要影响因素。
沉
没辊轴承座主要用于固定沉没辊在锌锅的位置,须具备固定轴承衬套,防止其与轴承座相对转动,同时
对沉没辊轴向运动进行限制,阻止轴向窜动的功能。
2.1 螺栓连接
沉没辊每侧轴承座通过两个M 20的螺栓与辊臂连接,将螺栓松开后沉没辊便可以拆下,轴承衬套为陶瓷块结构,镶嵌在轴承座上,见图1,此种连接结构存在以下几个问题。
图1 螺栓连接轴承座结构图
(1)拆卸困难。
因锌液浸入到螺栓与螺母的连接螺纹缝隙处,使用酸洗很难去除干净,必须使用火焰对螺栓、螺母加热到420 以上,使浸入的锌液处
33
总第184期 HEBE I YEJI N
于熔化状态,才能用扳手将螺母旋出,否则因为固态锌液的粘连是很难转动螺母的。
(2)容易腐蚀。
因锌液的腐蚀,很容易将螺纹腐蚀掉,使螺栓重复使用次数减少,尤其是在螺栓直径小于20mm 的情况下,螺纹较小,更容易腐蚀。
螺栓直径又常常受到沉没辊臂厚的限制,而无法增加到较大尺寸。
(3)陶瓷块易碎。
陶瓷衬套虽然耐腐蚀耐磨损,但却易碎,常常因吊装或使用中沉没辊冲击产品破碎失效。
因此其逐步被钨钴合金衬套替代。
2.2 焊缝连接
沉没辊轴承座作为衬套使用,分上下两部分,上轴承座为半圆形,下轴承座与上轴承座压紧后与大臂焊接,见图2。
因焊缝较深(约25mm ),拆卸下轴承座时需要将焊缝磨掉,拆装非常困难。
同时轴承座作为衬套使用,容易产生磨损,影响转动灵活性和
重复使用次数。
图2 焊缝连接轴承座结构图
2.3 挡块销轴连接
沉没辊臂末端为120mm 宽开口,上部是直径 150mm 轴承座孔,摆臂直接作为轴承座使用,安装时轴头和轴套通过末端开口放入轴承座内,从沉没辊臂外侧安装衬套,然后将挡板放入开口槽内,两边通过圆柱销进行固定,衬套采用耐腐蚀的钨钴合金材质,见图3。
图3 挡块销轴连接轴承座结构图
此种结构避免了焊接和螺栓连接的问题,结构也比较简单,但是在使用中存在圆柱销拆卸困难的问题,因圆柱销与摆臂上销轴孔间隙较小,酸洗无法将浸入到间隙内的锌液溶解,拆卸时仍需要用火焰进行加热将间隙内的锌液熔化,才能将圆柱销拆除。
2.4 直接销轴连接
根据沉没辊的受力方向,将沉没辊臂底端设计成水平形式,水平开一个U 型槽作为轴承座使用,衬套选用钨钴合金材质,用点焊的方式与辊臂连接,辊臂中间有 30mm 销孔,通过圆柱销防止沉没辊轴头从U 型槽内滑出,见图4。
采用此种设计沉没辊轴承座结构大大简化,只需要一个简单的圆柱销便实现连接。
但是此种连接仍存在圆柱销拆卸困难,而且重复使用次数较少。
由于锌液的腐蚀,容易使销孔变大,圆柱销变细,导致圆柱销无法将U 型槽内的沉没辊轴头固定,存在一定间隙,随着腐蚀程度的加深,间隙越来越大,致
使圆柱销报废。
图4 直接销轴连接轴承座结构图
2.5 U 型槽锥销连接[1]
U 型槽锥销连接轴承座结构见图5。
图5 U 型槽锥销连接轴承座结构图
针对直接销轴连接存在的问题,对其结构进行
改进,销轴与衬套的连接处增加一个锥度,用于补偿
34
河北冶金 2011年第4期
因腐蚀带来的间隙增大问题。
同时,辊臂上的销轴孔由O型改为U型,一侧开口,改善因间隙内残余锌液带来的拆卸问题。
钨钴合金衬套点焊在摆臂上,轴套和衬套转动接触部分设计为弧面,可以减少接触面积,利于排泄锌液辊子灵活转动。
轴承座经过酸洗后,只需用锤敲击,便可将锥销从槽内移出。
为了防止锥销从U型槽内滑出,安装后可以采用加焊小挡板或将锥销与摆臂点焊固定的方式进行解决。
3 轴承座使用比较
针对以上5种结构形式的沉没辊轴承座,在生产中进行了对比实验,不同沉没轴承座结构使用情况详见表1。
表1 不同沉没轴承座结构使用情况
机构形式螺栓连接焊缝连接挡板销轴连接直接销轴连接U型槽锥销连接每次拆卸用工时(人.小时)1-25-82-310.3-0.5可重复使用次数0-31-20-22-33-6
轴承座消耗件重量(k g)440 1.244.4衬套形式陶瓷块316L钨钴合金钨钴合金弧面钨钴合金沉没辊运转灵活情况一般较差较好较好好综合排名45321
4 结语
通过对5种不同结构的轴承座形式进行分析,确定U型槽锥销连接形式的轴承座是使用生产成本和维护费用最低,转动效果最好的结构形式。
参考文献
[1]中冶恒通冷轧技术有限公司.一种锌锅沉没辊轴承座[P].中国,
实用新型,ZL200920103695.02010年5月12日.
(上接第53页)
3.3 流量介质变化,重新校准各段煤气流量测量装置
流量测量装置原介质为纯高炉煤气,转炉煤气掺入后,介质特性发生变化,对炉前加热段和均热段的空气、煤气流量计进行检修校准、修改量程并完成空气、煤气自动配比燃烧的编程,保证燃料充分燃烧,没有过剩煤气存在。
3.4 维修故障换向阀、更换蓄热体,确保系统正常运行
利用设备定修机会,维修故障换向阀,确保换向系统动作正常,运行到位,防止煤气短路直接进入排烟管道;对检测排烟超温的蓄热烧嘴进行检修,更换蓄热体,防止蓄热体短路造成炉膛与排烟管直通,高温烟气或火焰直接进入排烟管道。
3.5 修订加热烧火作业操作规程,杜绝燃爆事故发生
特别强调低温段大幅度降低热负荷时,要同时关闭该段排烟调节阀或引风机停转,防止煤气进入排烟管道。
4 实施效果与遗留问题
整改措施实施后,蓄热式燃烧系统运行正常,经各蓄热烧嘴后的排烟温度均在180 以下,对高炉煤气和转炉煤气不同的掺混比例也能实现空气、煤气自动配比燃烧,保证了燃料的完全燃烧,至今未发生燃爆事故。
转炉煤气最大掺混比例可达80%,流量26000Nm3/h,年减少转炉煤气放散的效益千万元。
一高线加热炉作为公司转炉煤气的调节用户,减少了煤气放散,但加热炉燃料消耗高达到1.5
G J/,t还需进一步研究,管道和烧嘴结构有待改造。
5 结语
对蓄热式轧钢加热炉,进行低热值煤气中掺入高热值煤气混烧,一方面要特别注意大幅度降低热负荷时,要相应关闭排烟调节阀或停转引风机,防止煤气进入排烟管道,发生燃爆事故;另一方面要保证合理的空气、煤气自动配比燃烧,保证燃料的完全燃烧。
35。