机械制造工艺学 —— 尺寸链及应用共81页文档
机械制造工艺学——第五章 尺寸链的应用教学教案

第13次课(第五章尺寸链的应用5.1 尺寸链的概述)一、教学目的和要求重点掌握尺寸链的基本概念以及怎样画出尺寸链的具体方法和熟悉掌握和运用相关尺寸链进行具体设计.二、教学内容纲要尺寸链的概述:封闭环的具体分析:三、重点、难点封闭环的具体分析四、教学方法,实施步骤根据本章课的内容特点,运用讲解式、讨论式.提问式教学方法讲授本课程内容。
五、时间分配(2学时)尺寸链的概述:(30)封闭环的具体分析(60)六、布置思考题1.尺寸链的概念2. 什么是封闭环?一、教学目的和要求重点掌握尺寸链的基本概念以及怎样画出尺寸链的具体方法和熟悉掌握和运用相关尺寸链进行具体设计.二、教学内容纲要尺寸链的解法找封闭环三、重点、难点找封闭环四、教学方法,实施步骤根据本章课的内容特点,运用启发式、讲解式、讨论式、提问式教学方法讲授本课程内容。
五、时间分配(3学时)尺寸链的解法(65)找封闭环(70)六、布置思考题1.尺寸链的解题方法有哪些?举例说明2.如何确定封闭环3.完成课后相关的练习,下节课讲解答案.一、教学目的和要求重点掌握尺寸链的基本概念以及怎样画出尺寸链的具体方法和熟悉掌握和运用相关尺寸链进行具体设计.二、教学内容纲要1.封闭环2.过程尺寸链的概念3过程尺寸链的其他知识三、重点、难点过程尺寸链四、教学方法,实施步骤根据本章课的内容特点,运用启发式、讲解式、讨论式、提问式教学方法讲授本课程内容。
五、时间分配(2学时)1.封闭环(45)2.过程尺寸链的概念(20)3过程尺寸链的其他知识(25)六、布置思考题1.什么是过程尺寸链?2.封闭环在过程尺寸链中应如何确定?自己设计关于封闭环的题目,同学一起研究解题方法第16次课(第五章、尺寸链的应用5.4装配尺寸链)一、教学目的和要求重点掌握尺寸链的基本概念以及怎样画出尺寸链的具体方法和熟悉掌握和运用相关尺寸链进行具体设计.二、教学内容纲要1.装配尺寸链的概念2.封闭环3.装配尺寸链的其他相关知识三、重点、难点1.装配尺寸链的概念2.封闭环四、教学方法,实施步骤根据本章课的内容特点,运用启发式、讲解式、讨论式、提问式教学方法讲授本课程内容。
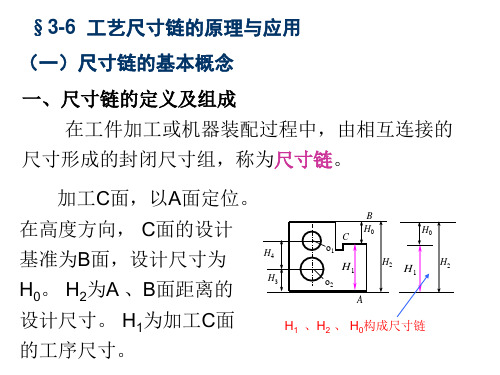
3-6工艺尺寸链的原理与应用
寸600±0.40和本工序尺寸A保证,试确定本工序尺寸
A及上下偏差。
2 1
350±0.30
A3 A2 A1
(3) 空间尺寸链: 尺寸链全部尺 寸位于几个不平行的平面内。
(二)尺寸链的计算公式(极解法 )
1. 基本尺寸的计算
A3
A0 A4
A1 A5
A2 A6
A0 A1 A2 A3 A4 A5 A6 0
A0 A3 A4 A5 A6 A1 A2
H0 H2
其它环,称为组成环。图中,尺寸H1、H2
就是组成环。
H1
组成环又可按对封闭环的影响性质分成两类:
(1)增环 当其它组成环不变,而这个环增大(或减小) 使封闭环也增大(或减小)者。例如H2环就是增环。
H 2 (A1 、B、C等等。) (2)减环:
封闭环也 随之增大
H0 尺寸增大 尺寸不变 H2
350±0.30 A
(3)确定A的公差及偏差 由给定条件,T (350) 0.3 2 0.6
T (600) 0.4 2 0.8
600
0.40
(2)计算基本尺寸 A的基本尺寸为:A 600 350 250
350±0.30
使本工序的加工公差为零,即: T(A)=0 也无法保证设计尺寸350在允许的公差范围之内,这时
j
j
n 1
(4) (5)
EI ( A0 ) EI ( Ai )
机械制造工艺尺寸链

3.获得尺寸精度的方法
(2)调整法——加工前按规定尺寸调整好刀具与工件的相对
位置并在一批工件的加工过程中保证这种位
获
得
置的加工方法。 常用于成批大量生产中。
加
工
精
度
的
方
法
第九页,编辑于星期日:十二点 二十七分。
3.获得尺寸精度的方法
(3)定尺寸刀具法——用刀具的相应尺寸来保证工件被加
(1)轨迹法(仿形法) (2)成形法
获
得 (3)展成法
(4)相切法
加 2.获得位置精度方法
工
精
位置尺寸与位置精度决定工件的装夹方式,
度 常见的有:
的
(1)直接找正装夹
方
法
(2)划线找正装夹
(3)夹具装夹法
第七页,编辑于星期日:十二点 二十七分。
一、获得加工精度的方法
3.获得尺寸精度的方法 获 (1)试切法——试切—测量—调整—再试切。单件小批生产 得 加 工 精 度 的 方 法
第十七页,编辑于星期日:十二点 二十七分。
2.尺寸链的分类
(1)按空间位置分类
①直线尺寸链 全部组成环平行于封闭环的尺寸链。
②平面尺寸链 全部组成环位于一个或几个平行平面内,但
工
某些组成环不平行于封闭环的尺寸链。
艺 ③空间尺寸链 组成环位于几个不平行平面内的尺寸链。
尺
寸
链
概
念
直线尺寸链
平面尺寸链
第十八页,编辑艺尺寸链
本节教学重点:
工艺尺寸链的计算方法。
本 节 教 学 重 点
第五页,编辑于星期日:十二点 二十七分。
第一节 机械加工精度与加工工艺尺寸链
机械制造工艺学- 尺寸链及应用
公差的设计计算
(1)组成环公差的确定
相等公差修正法:先按封闭环公差TA0求出组成环平均公差Tav,L,然后 按加工的难易程度进行修正。
1) 组成环的极值平均公差:
Tav,L
TA0 n 1
2)组成环公差的修正
a. 标准件的公差应按标准规定
b.组成环尺寸大的,加工难度大的,取较大的公差,反之取小的, 并应取标准公差值。一般零件公差取IT9级或低于IT9级。
A0
环实际尺寸变大,应使 A0 ′ max ≤A0max
A1
A2
机械制造工艺学- 尺寸链及应用
4.调整法
原理与修配法基本相同,除调整环外各组成环均 按经济精度加工,造成封闭环过大的累积误差通 过调节调整件的尺寸或位置,达到装配精度要求。 装配可达较高的精度,效率比修整法高。 分可动调整法、固定调整法、误差抵消调整法三种。
机械制造工艺学- 尺寸链及应用
第四节 保证装配精度的方法和装配尺寸链的解算
一.互换法 实质是通过控制零件的加工误差来保证产品装配精度。 (一)完全互换法 条件:各有关零件的公差之和小于或等于装配允许公差。
N 1
Ti TA0
i 1
式中 TA0 ——封闭环规定的公差
特点:零件无需选择修整,即达装配要求。装配过程简单,生产率高, 对工人要求不高,便于组织自动化装配;在各种生产类型中都应优先采 用。但精度要求高组成环多时,组成环公差小制造困难。用于低精度或 较高精度少环装配。
机械制造工艺学- 尺寸链及应用
例:车床装配前后轴线等高,A0 000.06 , A1=202,A2= 46, A3=156,试确定修配环及尺寸公差。
A0
A1
A23
15.工艺尺寸链应用

解:
1)建立尺寸链,如图b所示。 2)判断增环和减环,其中L0为封闭环。L1、L2、L3为增环。 3)计算:
127=40+L2+32.5 0.07=0.002+ES2+0.015 -0.07=-0.009+EI2+0 解得:
目录 课程内容
L2 54.5
0.053 0.061
2 .一次加工满足多个设计尺寸要求的工艺尺寸计算
《机械制造工艺学》
机电工程系
金守宽
尺寸链计算的基本步骤
1.建立尺寸链 由欲求尺寸开始,寻找相互关联的尺寸构建尺
寸链。
2.判断尺寸链中各环节的性质 封闭环、增环、减环。
3. 利用尺寸链计算公式计算求解欲求尺寸。
目录
课程内容
二、组成环的判断
封闭环: 在加工过程中间接得到 的尺寸。 增、减环简易判断法: 给封闭环任选一个方向,沿此 方向转一圈,在每个环上加方向, 与封闭环方向相同者为减环,相反 者为增环。
L1 13.975
0.015 0.0225
mm
镀前磨加工尺寸为:
目录
课程内容
27.95 13.975
0.03 0.045
mm
作业: P214页, 13、14、15 P215页, 16、17
目录
课程内容
练习1:
小批量生产各个端口的半精加工及精加工。如图所示:
加工顺序: 1)精车端面3(以定位) 2)以3端面定位,精车1,至A+δ,A留磨削 余量. 3)以端面内侧量基准加工2到B+Δb。 4)以端面3定义磨削1,保证25+0.4, 35 0 。
目录 课程内容
三、尺寸链计算的基本公式
机械制造技术基础工艺尺寸链

2006-2
27
第二十七页,编辑于星期日:十二点 四十九分。
3、机床夹具的组成
机床夹具的组成
夹紧装置或元件
对刀、引导元件 连接元件
其它装置或元件 夹具体
第二十八页,编辑于星期日:十二点 四十九分。
2006-2
29
第二十九页,编辑于星期日:十二点 四十九分。
图为用于钻轴套工件上 φ 6H7孔的钻床夹具, 工件以内孔及端面为定位基准,在夹具的定 位销6及其端面上定位,即确定了工件在夹具 中的正确位置。
2006-2
7
第七页,编辑于星期日:十二点 四十九分。
装夹方式
工件在机床上的装夹方式,取决于生产批量、工件大 小及复杂程度、加工精度要求及定位的特点等。
主要装夹形式有三种:
直接找正装夹、 划线找正装夹和
夹具装夹。
2006-2
8
第八页,编辑于星期日:十二点 四十九分。
装夹的方式
1)直接找正装夹
其特点是结构紧凑,操作迅速、方便、省力,可以保证 较高的加工精度和生产效率,但设计制造周期较长、制 造费用也较高。
当产品变更时,夹具将由于无法再使用而报废。
只适用于产品固定且批量较大的生产中。
2006-2
17
第十七页,编辑于星期日:十二点 四十九分。
2006-2
18
第十八页,编辑于星期日:十二点 四十九分。
件,如对刀块。
用于确定刀具位置并导引刀具进行加工的元件,称为导引 元件。
如图中的快换钻套1。
2006-2
33
第三十三页,编辑于星期日:十二点 四十九分。
(4) 连接元件
使夹具与机床相连接的元件,保证机床与夹具之间的相 互位置关系。
工艺尺寸链报告
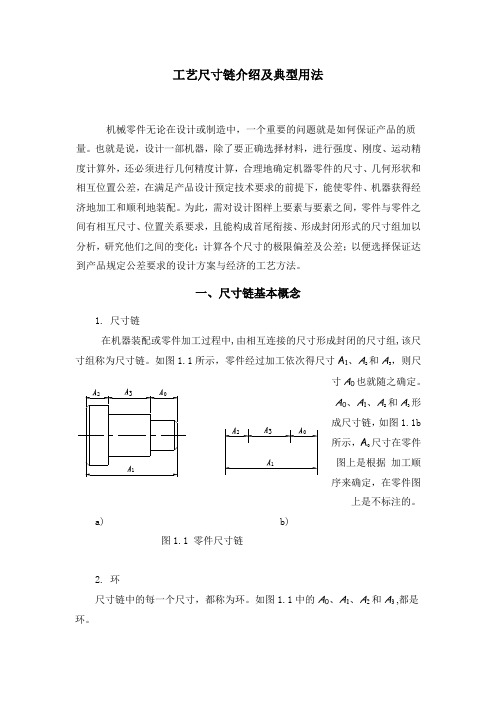
工艺尺寸链介绍及典型用法机械零件无论在设计或制造中,一个重要的问题就是如何保证产品的质量。
也就是说,设计一部机器,除了要正确选择材料,进行强度、刚度、运动精度计算外,还必须进行几何精度计算,合理地确定机器零件的尺寸、几何形状和相互位置公差,在满足产品设计预定技术要求的前提下,能使零件、机器获得经济地加工和顺利地装配。
为此,需对设计图样上要素与要素之间,零件与零件之间有相互尺寸、位置关系要求,且能构成首尾衔接、形成封闭形式的尺寸组加以分析,研究他们之间的变化;计算各个尺寸的极限偏差及公差;以便选择保证达到产品规定公差要求的设计方案与经济的工艺方法。
一、尺寸链基本概念1. 尺寸链在机器装配或零件加工过程中,由相互连接的尺寸形成封闭的尺寸组,该尺寸组称为尺寸链。
如图1.1所示,零件经过加工依次得尺寸A1、A2和A3,则尺A0、A1、A2和A3形成尺寸链,如图1.1b尺寸在零件所示,A图上是根据加工顺序来确定,在零件图上是不标注的。
a) b)图1.1 零件尺寸链2. 环尺寸链中的每一个尺寸,都称为环。
如图1.1中的A0、A1、A2和A3 ,都是环。
(1)封闭环尺寸链中在装配过程或加工过程最后自然形成的一环,它也是确保机器装配精度要求或零件加工质量的一环,封闭环加下角标“0”表示。
任何一个尺寸链中,只有一个封闭环。
如图1.1和图1.2所示的A0都是封闭环。
(2)组成环尺寸链中除封闭环以外的其他各环都称为组成环,如图1.1中的A1、A2和A3。
组成环用拉丁字母A、B、C、……、或希腊字母α、β、γ等再加下角标“i”表示,序号i=1、2、3、…、m。
同一尺寸链的各组成环,一般用同一字母表示。
组成环按其对封闭环影响的不同,又分为增环与减环。
增环当尺寸链中其他组成环不变时,某一组成环增大,封闭环亦随之增大,则该组成环称为增环。
如图1.1中,若A1增大,A0将随之增大,所以A1为增环。
减环当尺寸链中其他组成环不变时,某一组成环增大,封闭环反而随之减小,则该组成环称为减环。
尺寸链原理与应用ppt课件
41
例3:
3)掌握建立装配尺寸链的规律。
图5-18 变速器第一轴上前轴承外圈、锁环和前盖等局部图及其装配尺寸链 1—前纸垫 2—前盖 3—前轴承外圈 4—锁环 5—变速器壳体
k
n1
k
n1
A0max Az max Aj min, A0min Az min Aj max
z 1
j k 1
z 1
jk 1
封闭环的上、下偏差计算: 最大极限尺寸和最小极限尺寸分别减去基本尺寸
k
n1
ESA0 A0max A0 ESAz EIAj
z 1
jk 1
k
n1
EIA0 A0min A0 EIAz ESAj
3
第一节 尺寸链的基本概念 一、尺寸链的定义及其组成 二、尺寸链的形式 三、尺寸链计算的任务
4
1.尺寸链的定义及尺寸链图
尺寸链:在装配和加工过程中,由相互连接的尺寸形成封闭的尺寸组。或:零件加 工或机器装配过程中,相互联系且按一定顺序连接的封闭尺寸组合。
图5-1 汽车变速器倒挡装置尺寸链图 1—变速器壳体 2、4—止推垫片 3—倒档中间齿轮
38
三、装配尺寸链的建立
1)明确装配精度的含义,它是装配尺寸链的封闭环,是装配后间接得到的尺 寸(或位置公差)。 2)看懂与装配精度相关的装配单元的装配图样,明了零件的装配关系和相关 零件沿封闭环尺寸方向上的装配基准。 3)掌握建立装配尺寸链的规律。
确定装配尺寸链,通常办法是从封闭环两端的那两个零件为起点,沿着 装配精度方向,以相邻零件装配基准间的联系为线索,分别由近及远地 去查找装配关系中影响装配精度的有关零件尺寸,直到找到同一基准件 或基础件的两个装配基准为止。然后用一尺寸联系这两个装配基准面, 形成封闭的尺寸图形。