端子机操作指引
端子机操作规程
文件編號:WI-文件版次:01編制: 審核:文件名稱:批准 :日期:1.0.目的 2.0.適用範圍3.0.运行前的检查3.1.开机前的准备工作3.1.1.检查设备周围是否通畅,检查电源线有无破皮,各开关是否良好。
3.1.2.检查各开关及脚踩开关是否良好。
3.1.3检查模式开关是在调模模式或生产模式。
3.1.4检查端子机上下模有无错位,模具固定螺丝有无松动。
4.0. 4.开5.0.6.0.注意事项6.1 必须按照设备操作指导书使用与保养设备。
6.2 必须时刻留意设备的运转状态及作业效果,如有异常停止作业通知技术人员处理。
6.3 作业时不可分神,手离模具活动部件2CM 以上。
7.0.保养7.1每日用干布擦拭机器表面的脏污及灰尘。
7.2每日用风枪吹干净模具内的铜丝、灰尘及异物。
7.3每日检查端子模具运行情况,必要时及时调整。
7.5每周检查端子机接地是否良好,必要时通知维修部门。
7.6每周对各活动动部件加润滑油。
7.7每月清理电箱内灰尘,检查电线有无老化或接触不良。
7.8每月检查皮带有无断裂,必要时进行更换。
4.4 将模式开关打入生产模式,试生产两条端子线,确认端子拉力达到品质标准后进入批量生产。
端子机操作规程适用于设备操作员及设备管理人员对设备的使用、保养维护。
学会正确的操作步骤,提高使用效率,保证操作人员的安全4.2 打开调模模式开关,确认上下模是否吻合。
4.3 手动模式下试压一条端子线,确认上下模压力适当。
开机4.1 打开总电源,端子机电源开关,机器进入工作模式。
关机5.1 生产完成后,依次关掉端子机电源开关,总电源开关。
7.4 每周检查模具润滑情况及模具磨损情况,必要时调整并加润滑油。
5.2 用风枪清理干净模具内的铜丝、灰尘衣异物,做好机器及周边的5S 工作。
RoHs 第 1 頁,共 1 頁。
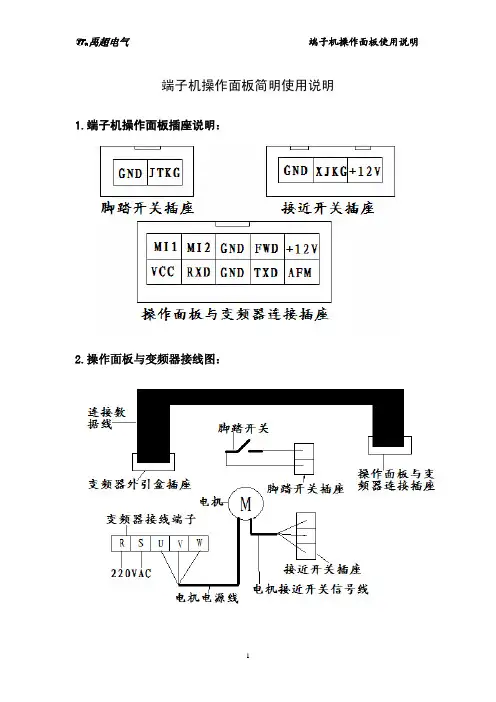
端子机操作面板使用说明
注意事项
1、本变频器除外空端子外,线路板、外操作器及其连线均带强电,安装操作或 维修前必须切断电源; 2、主机必须安装在封闭,手触不到的机箱内; 3、本变频器最好安装在金属板上,以利于散热; 4、此变频器仅应用于工业三相感应式电动机,否则有损坏财物的可能; 5、电源输入端应接有同容量以上的接触器或空气开关,以便紧急时立即切断电 源,否则有损坏财物或引起火灾的可能; 6、电源输入 R、S 端与变频器输出端 U、V、W 端千万不能接错,否则将损坏变频 器或引起火灾;
5
禹超电气
端子机操作面板使用说明
7、变频器输出端(U、V、W)不允许接继电器、补偿电容器,否则将损坏变频器; 8、必须有电工资质的人员进行接线或检修操作。维修检查前,先要切断电源, 并且要待机内 LED 指示灯完全熄灭后方可进行,否则有触电的可能; 9、当使用 60Hz 以上输出频率时,请事先对电机及负载的安全性充分确认。
4.故障信息:
Error1:当前控制计数方式为操作板控制,且接近开关信号有故障;(按任意 键清除,检查接线连接)
Error2:当前控制计数方式为变频器控制,且接近开关信号有故障;(按任意 键清除,检查接线连接)
-Econ-:操作板与变频器通讯故障,该故障只在变频器控制计数即“C=01” 时才会出现(检查操作板与变频器的连线,若连线正常,故障依旧 则确认变频器程序版本(D178 为 1503 以后的可以通讯,之前的不 可以));
D027 为对应的计数值。 用外引盒设置为变频器控制的方法如下: 先将 D026 设为 1,再将 D176 设为 3,D001 设为 1,然后再设置其他参数。
4
禹超电气
端子机操作面板使用说明
端子机变频器简介
概述
此型变频器为本公司开发的专用型变频器,它保持了原系列产品的优点,简 化了外端子功能, 使之具有价廉物美、结构紧凑、操作简便、实用性强、可靠 性高的特点,使用时需配合专用操作面板。
端子机操作规范
5.1.3将裁剪好的线材头穿进冲压座上的端子座内,机器将送料进行冲压与折断料带,先冲压3-5pcs确认有望压坏端子。
5.1.4以上动作正常后,作业员不断加入线材,机器持续的送料进行冲压与折断料带。
5.2注意事项
5.2.1操作前请依操作步骤规定作业。
5.2.2作业时精神集中,不能将手或其它东西放在冲压座上,以免压伤手或造成机器、治具损坏
文件制修订记录
制/修订日期
修订编号
制/修订内容
版本
页次
1
2
核准
审查
制订
1.目的:正确、安全地使用设备,确保设备有效运作,提高生产效率。
2.范围:适用端子机的操作与保养。
3.权责:Leabharlann 3.1由使用单位操作员按本规范执行作业。
4.定义:无
5.作业内容:
5.1操作步骤
5.1.1将待冲压的端子盘装于机器上,再将端子穿于冲压座上。
5.2.3下班后必须拨掉电源插头。
5.3保养事项
5.3.1每次使用后,必须将机器整理干凈,保持清洁,便于下次作业。
6.相关文件:机器设备保养程序
7.使用表单:机器设备保养记录表
8.流程图/附件:无
端子机通用作业指导书
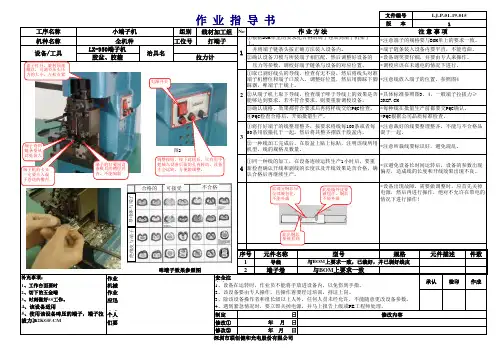
组别No工位号图24图4补充事项:*1、作业不能按标准书进行时;安全注意事项:1、工作台面要时刻保持整洁。
*2、机械、治工具发生故障时;2、切下的五金端子皮倒入垃圾桶。
*3、作业中连续出现不合格品时;!!应迅速联系负责人并接受指示。
4、该设备适用于小端子的啤压。
◎每个人的作业中最重要的是致力于品质,制定 我们要站在客户的立场上去生产制品!修改①修改②*设备出现故障,需要做调整时,应首先关掉电源,然后再进行操作,绝对不允许在带电的情况下进行操作!*具体标准参照图3、4,一般端子拉拔力≥2KGF.CM5、使用该设备啤压的端子,端子拉拔力≥2KGF.CM 与BOM 上要求一致,已裁好,并已剥好线皮*以避免设备长时间运转后,设备的参数出现偏差,造成线的长度和开线效果出现不良。
②一种线加工完成后,在胶盆上贴上标贴,注明该线所用机型、线的规格及数量。
*注意所裁线要标识好,避免混乱。
①取已剥好线头的导线,检查有无不良,然后将线头对准端子机槽位和端子口放入,调整好位置,然后用脚踩下脚踩器,啤端子于线上。
*注意线放入端子的位置,参照图4③确认规格、效果都符合要求后再将样线交给PQC检查。
④PQC检查合格后,开始批量生产。
*每种线在批量生产前都要交PQC确认。
*PQC根据公司品质标准检查。
LJ-P-01-19-015版 本1线材加工组作 业 方 法作 业 指 导 书文件编号注 意 事 项工序名称小端子机机种名称全机种打端子1并将端子链条头按正确方法装入设备内。
①同一种线的加工,在设备连续运转生产1小时后,要重新检查确认开线和剥线的长度以及开线效果是否合格,确认合格后再继续生产。
②从端子机上取下导线,检查端子啤于导线上的效果是否能够达到要求。
若不符合要求,则要重新调校设备。
①将打好端子的线整理整齐,按要求将线每100条或者每50条用胶箍扎于一起,然后将其整齐摆放于胶盆内。
*注意端子的规格要与BOM单上的要求一致。
压力等参数,调校好端子链条与设备的对应位置。
端子机操作指引

5.整理好一把去完皮的线材放在放线钩上,打开机台电源开关。
6.右手拿出一根线材,用左手将芯线分开成扇型。
7.将分好的芯线放入端子铆口,前端抵到定位档板。
8.轻踩脚踏开关完成端子铆压,确认铆压外观OK,给IPQC确认 OK后开始进行铆压作业。
9.每打200PCS线材羰子后,需检测端子的拉力,线材端子的拉拔力>40N。
二、操作注意事项:
1.该工站员工必需经过培训合格后方可上岗。
2.当出现卡料时要先关电源再用挑针将异物清出,严禁用手指代替挑针违规操作。
3.机台出现故障时先关电源再通知线长或生技调机处理。
4.操作员在起身或离开时务必先关闭机台电源。
5.安全防护板必需有效防呆,作业员不得随意调整和破坏。
6.出现异常卡料时立即停止操作严禁连打造成刀片损坏。
7.机台保养时必需确认电源为关闭状态。
三、端子机日常保养:
1.上班前的保养:用抹布擦干净桌台、设备上的灰尘及污渍。
2.给活动部位加机油;插上电源线确认机台及脚踏板是否正常。
3.下班后关掉电源,将卸料斗里的废料渣清理到指定的区域,用气枪将机台和台面吹 干净,并用抹布对机台和台面污脏进行清洁。
四、物料清单:
拉力归 零按钮
绝缘压接 测拉力前松开拉力 端子的拉力>40N 开关,将指针归零
ZD-PE-SOP-0107
1
/
1
确认电源线连接良好
确认脚踏板操作正常
严禁用手指伸入铆压区
导体压接
端子止口
线材端子正确压接方式
深圳市╳╳╳电子科技有限公司
作业指导书
机种名称 所有需打端子的线材
制作部门
工序名称 超静音端子机操作指引
班别
端子机操作规程
3.1.3.2.将线材置于端子内之适当位置。
3.1.3.3.脚踏开关踏一下,此时计扫器跳一格,并且电磁铁拉下离合器止杆放开离合器而使上刀模由上顶点往下死点将线材打入端子内结合,再回到上顶点并将下一个端子送进定位。
3.1.3.4.以此类推则可连续操作。
3.1.4.操作停止:
3.1.4.1.电源开关置于位置,此时电源指示灯熄灭马达及飞轮停止转动。
3.1.4.2.将铜屑集中于槽中倒掉清理干净。
3.1.4.3.将端子机擦干净,并于滑动部份之机件上润滑油。
4.刀具调整
4.1.机器部Βιβλιοθήκη :4.1.1.放松可调式螺栓,按所需方向旋转高度调整螺杆至适当位置,然后旋紧可调式螺栓即调整完毕(每一刻度0。1㎜,每圈为3㎜)。
端子机操作规程
1.目的
为使生产技术人员及生产人员正确操作使用端子机,进而达到生产安全、工作顺利、品质最佳之程度。
2.范围
本规定适用公司端子机。
3.作业内容
3.1.操作步骤:
3.1.1.使用工具:端子卡式模、上下铆刀、配合机台用内六角板手、手动把手、游标卡尺。
3.1.2.手动操作内容:
3.1.2.1.手动操作用于调整模具及测试端子压着是否正常。
4.2.模具部分:
4.2.1.全压着高度微调杆拉出旋转由0-9共10个指针,并以号码零为基准点(位置在下)号码越大则与高度调整螺栓之间的空隙愈大,每一号码指针相差0。06㎜。
4.2.2.PVC压着高度微调杆拉出旋转,由1-6共六个指针以号码1的位置为基准点(伞置在上)号码越大则PVC刀片高度愈高,每一指标高度相差0。10㎜。
4.3.1.放松固定螺丝。
4.3.2.旋转送距调整螺丝,使送料爪将端子调至正确的刀模位置。
超静音端子机操作规程1
超静音端子机操作规程1目的:规范超静音端子机作业程序,确保操作正确、检测结果可靠和产品质量稳定。
范围: 生产车间、检验室。
责任人: 质检员。
内容:1.0 名词界定1.1 电源开关(Power):ON 表示开启端子机;OFF 表示关闭端子机电源。
1.2 照明灯(Light:按下为开启,重复为关闭。
1.3 计数器(Counter):对端子机使用时的次数进行精确的计数。
1.4 归零(Zero);对计数器进行归零。
1.5 指示灯:红色表示手动;绿色表示自动。
1.6 自动/手动:自动与手动之间的切换。
1.7 手动向上:指示灯为红色时,用手按住此键,滑块向上移动。
1.8 手动向下:指示灯为红色时,用手按住此键,滑块向下移动。
1.9 复位:当接通电源时,机器未能正常工作,使用复位键,机器恢复正常工作。
2.0 操作步骤2.1 连续压端次数设定:2.1.1按设备用键数秒钟后,显示屏会出现‘P000或P001’; 2.1.2请按正点动键调至P002后,按备用件确认。
此时显示屏出现‘000.0或000.1’;2.1.3 按正点动键或负点动键设定所需要打端子的次数; 2.1.4 然后按备用键确认。
2.2 关闭电源数秒钟后,重新启动,按脚踏板不放,端子机就会打出所设定的次数。
2.3 不需要连打端子时:2.3.1 将设定的次数改为‘000.1’;2.3.2 按备用键确认;2.3.3 关掉电源;2.3.4 从新启动。
3.0 注意事项3.1 启动电源开关时扳手必须离开;3.2 启动前,冲头必须调到最高点;3.3 避免重压几个端子;3.4 确认电压是否正常(请装稳压器,确保机器寿命); 3.5 为了安全起见,确认双手已经离开机台,方可启动电源操作; 3.6 当操作工调模时,必须使机器处于手动状态(即指示灯为红色)。
4.0 故障排除与维修4.1 脚踏开关不良:换新;第 1 页共 3 页4.2 出现连打:请检查接近开关;4.3 保险丝熔断:换新;4.4机械动作迟钝:每日加黄油1-3次于滑块(1孔与3孔滑动面)与模具(3孔)油孔。
端子机操作说明书
端子机操作说明书
生效日期
2014-02-28 编 号 SOP-EN-1648
版本/次
A/1
核准: 审核: 制定:梁恩超2014.2.25 1、目的:
为正确指导员工操作,提高工作效率,加强产品品质,规范现场管理。
2、范围:
生产车间的全体管理干部及操作员。
3、定义:
3.1 无
4、职责:
4.1课长:对设备的日常维护监督。
4.2组长:对设备的日常点检确认。
4.3 技术员/作业员:对设备的日常操作/维护和点检。
5、操作技方法:
5.1开机(ON/OFF );
5.2铆压端子前应由工务人员对刀具进行调整,并由品管人员依“端子压着表”确认端子
高、宽度和磅力,确认OK 后方可开始作业。
5.3右手拇指和食指拿着待铆端子的线材放入端子刀座上,左手食指按住线材使其定位,
脚踩脚踏板开关进行铆压;
5.4铆压端子时手不可离刀片太近,以免刀片打伤手;
5.5操作人员离开应随时关机,以免发生误动作;
5.6铆压时若送料不到位时(端子未送到下刀口之正上方),应松开料爪之螺丝进行适当
调整,以避免刀片折断;
5.7每2H 用气枪将端子碎屑吹干净,以免损坏刀片;
6. 注意事项:
6.1.调试机台非必要情况下,要关闭动力装置或者电源。
6.2.严禁两人同时操作。
6.3.必须取得上岗证裁可以作业。
全自动端子机操作说明书
全自动端子机操作说明书,全自动端子机操作教程,全自动端子机操作范例一、作业步骤1、打开端子机电源开关,电源指示灯亮的时候才开始使用。
2、留意机器内外部有无明显异响,若有暂停作业千万要停机,请机修人员判定是否需要维修。
3、认真选刀装刀:由指定人员操作,装刀之前必须进行手工比对所选刀片是否配套,对比无误后方可装刀,装刀完成后,必须使用手摇测试,首先关闭端子机电源,按下调摸钮,使用专用板手摇动主从动轮,使端子机冲压行程至最大,如手摇不动,则考虑是否压力过大或其他问题,检查调试至OK。
作业前需对各锁紧螺丝做相应检查并确认无松动。
4、注意装料:装上需要打的端子,使用内六角板手调节进料压板,使端子可以轻松通过,目测送料位置是否适宜,若不行,进行调节,使用内六角板手松开送料器锁紧螺丝,拧动调节缧杆进行调节,直至最佳状态,然后锁紧送料器锁紧螺丝,开始作业。
5、测试拉力:调机OK后,取废料线材试打,进行拉力测试,主要参照值见《拉力测试对照表》具体操作方法如下,按下拉力测试归零键调至归零,将需测的端子线材夹好,进行测试,若所测拉力不在标准范围内,请机修人员重新调节,直到达到标准值为止。
6、试产10PCS送IPQC进行首件确认,检验OK,方可进行批量生产,生产过程中操作员必须自检所打端子是否有包胶,吊颈等不良,并每隔1小时进行一次端子拉力测试。
7、生产完成后整理好良品、废次品,并清理干净机台周边的环境卫生。
二、保养与维护1、日常保养:①端子机冲压导向轨必须1小时加一次机油润滑加油孔在端子机顶部,每次加油以2-3滴为宜不要过多。
②作业人员每天必须清洁机器,除去机器表面的灰尘和杂物以及多余的油污③端子机主速轴承必须每周加黄油,具体操作方法如下:打开端子机后盖→拆掉从动皮带轮卡簧→拆掉皮带轮→打黄油(均匀涂于高速轴承表面)→复原(注:拆卸皮带轮过程中,应注意轴承滚珠遗失)2、二级保养:端子机使用3-6个月后,需检查各部件(耗损件)是否需要更换如皮带,各部件弹簧是否弹性减弱需要更换。
端子机操作规程
4.2.1.全压着高度微调杆拉出旋转由0-9共10个指针,并以号码零为基准点(位置在下)号码越大则与高度调整螺栓之间的空隙愈大,每一号码指针相差0。06㎜。
4.2.2.PVC压着高度微调杆拉出旋转,由1-6共六个指针以号码1的位置为基准点(伞置在上)号码越大则PVC刀片高度愈高,每一指标高度相差0。10㎜。
3.1.3.1.把电源开关置于的位置上。
3.1.3.2.将线材置于端子内之适当位置。
3.1.3.3.脚踏开关踏一下,此时计扫器跳一格,并且电磁铁拉下离合器止杆放开离合器而使上刀模由上顶点往下死点将线材打入端子内结合,再回到上顶点并将下一个端子送进定位。
3.1.3.4.以此类推则可连续操作。
3.1.4.操作停止:
5.3.电源、频率、电源插座是否正确(110V或220V).
5.4.固定端子卷及端子路线于正常位置。
5.5.调整压着高度,并以手动方式按回转方向,测试压着。
5.6.机台油杯及卡式模座油孔需加适当之润滑油。
5.7.开启电源前,先试脚踏开关,必须确保正常动作。
5.8.调整模具和刀座时必须切断电源进行调试。
3.1.4.1.电源开关置于位置,此时电源指示灯熄灭马达及飞轮停止转动。
3.1.4.2.将铜屑集中于槽中倒掉清理干净。
3.1.4.3.将端子机擦干净,并于滑动部份之机件上润滑油。
4.刀具调整
4.1.机器部门:
4.1.1.放松可调式螺栓,按所需方向旋转高度调整螺杆至适当位置,然后旋紧可调式螺栓即调整完毕(每一刻度0。1㎜,每圈为3㎜)。
5.9.端子打包时手要离开上、下铆刀活动范围,以免造成伤害。
6.附件
6.1.作业指导书。
端子机操作规程
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
绝缘压接 测拉力前松开拉力 端子的拉力>40N 开关,将指针归零
ZD-PE-SOP-0107
1
/
1
确认电源线连接良好
确认脚踏板操作正常
严禁用手指伸入铆压区
导体压接
端子止口
线材端子正确压接方式
5.整理好一把去完皮的线材放在放线钩上,打开机台电源开关。
6.右手拿出一根线材,用左手将芯线分开成扇型。
7.将分好的芯线放入端子铆口,前端抵到定位档板。
8.轻踩脚踏开关完成端子铆压,确认铆压外观OK,给IPQC确认 OK后开始进行铆压作业。
9.每打200PCS线材羰子后,需检测端子的拉力,线材端子的拉拔力>40N。
二、操作注意事项:
1.该工站员工必需经过培训合格后方可上岗。
2.当出现卡料时要先关电源再用挑针将异物清出,严禁用手指代替挑针违规操作。
3.机台出现故障时先关电源再通知线长或生技调机处理。
4.操作员在起身或离开时务必先关闭机台电源。
5.安全防护板必需有效防呆,作业员不得随意调整和破坏。
6.出现异常卡料时立即停止操作严禁连打造成刀片损坏。
深圳市╳╳╳电子科技有限公司
作业指导书
机种名称 所有需打端子的线材
制作部门
工序名称 超静音端子机操作指引
班别
一、作业步骤:
工具/设备/仪器
1.确认机台防呆及治具齐全。
超静音端子机
2.整理好脚踏板及电源线,将电源线插头插入插座。
3.打开机台电源开关,轻踩脚踏板确认机台运行正常,关闭电源。
4.将确认好的端子装入卡座中,使端子铆压口刚好对准刀片口的 位 置、松开送料固定板的螺丝使端子卡紧。
7.机台保养时必需确认电源为关闭状态。
三、端子机日常保养:
1.上班前的保养:用抹布擦干净桌台、设备上的灰尘及污渍。
2.给活动部位加机油;插上电源线确认机台及脚踏板是否正常。
3.下班后关掉电源,将卸料斗里的废料渣清理到指定的区域,用气枪将机台和台面吹 干净,并用抹布对机台和台面污脏进行清洁。
四、物料清单:
序号 料号
品名
1
日期 版本 更新内容/依据
2013-4-16 A
新发行
规格 制作者
位置 审核
用量 核准
生技部 线材拉
文件编号 页次
计数器
照明开关 电源开关
操作键盘
上下行程 调整螺杆
照明灯
端子间距离 调整螺丝
端子刀片
端子进料口
手不可伸 入此区域
将端子上穿好线挂在拉力器上,一 手压住拉力器,一手水平拉线材, 检测线材端子的拉拔力是否OK