半自动端子机操作指导
端子机作业指导书-004
1/1一、操作步骤
二、1.机器运转中手不可以放入模具下方;
3.4.制定日期2012-10-24文件编号WI-SOP-004端子机作业指导书
作业名称打端子文件版次
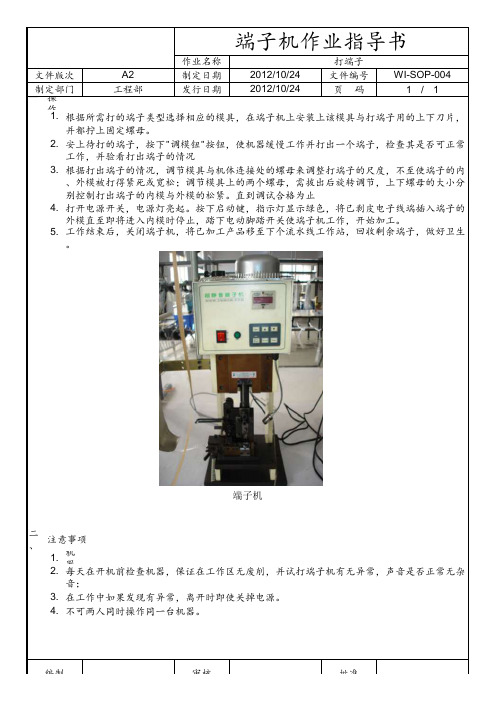
A2打开电源开关,电源灯亮起。
按下启动键,指示灯显示绿色,将已剥皮电子线端插入端子的外模直至即将进入内模时停止,踏下电动脚踏开关使端子机工作,开始加工。
工作结束后,关闭端子机,将已加工产品移至下个流水线工作站,回收剩余端子,做好卫生。
制定部门工程部
发行日期2012-10-24页 码
根据打出端子的情况,调节模具与机体连接处的螺母来调整打端子的尺度,不至使端子的内、外模被打得紧死或宽松;调节模具上的两个螺母,需拔出后旋转调节,上下螺母的大小分别控制打出端子的内模与外模的松紧。
直到调试合格为止
根据所需打的端子类型选择相应的模具,在端子机上安装上该模具与打端子用的上下刀片,并都拧上固定螺母。
1.安上待打的端子,按下"调模钮"按钮,使机器缓慢工作并打出一个端子,检查其是否可正常工作,并验看打出端子的情况
2.3.4.5.编制审核批准不可两人同时操作同一台机器。
每天在开机前检查机器,保证在工作区无废削,并试打端子机有无异常,声音是否正常无杂
音;
2.端子机
注意事项
在工作中如果发现有异常,离开时即使关掉电源。
自动排线端子机操作规程(3篇)
第1篇一、操作前准备1. 确保设备处于正常工作状态,检查电源是否接通,设备各部件是否完好,传感器是否灵敏。
2. 检查设备润滑情况,根据设备使用说明书进行必要的润滑保养。
3. 准备所需材料,包括线材、端子、工具、量具等,并确保线材、端子质量符合要求。
4. 熟悉操作规程,了解设备性能和操作方法。
二、操作步骤1. 打开设备电源,启动设备,观察设备是否正常运转。
2. 将线材放置在进线架上,确保线材放置整齐,无扭曲。
3. 将端子放置在端子料斗中,确保端子放置整齐,无扭曲。
4. 调整线材进线速度和端子出料速度,使线材和端子同步运转。
5. 根据线材直径和端子规格,调整线材张力,确保线材在加工过程中不易断裂。
6. 调整端子夹持力,使端子牢固地夹持在夹具上,避免在加工过程中脱落。
7. 根据加工要求,设置端子焊接时间、焊接电流等参数。
8. 启动设备,观察设备运行情况,确保线材和端子加工过程正常。
9. 定期检查设备各部件,确保设备正常运行。
三、注意事项1. 操作过程中,严禁触摸设备运转部件,以免发生意外伤害。
2. 严禁将手或其他物体伸入设备内部,以免发生夹伤事故。
3. 严禁在设备未停机的情况下,更换线材、端子或调整设备参数。
4. 严禁在设备运行过程中进行清洁、润滑或维护工作。
5. 设备出现异常情况时,立即停机检查,排除故障后方可继续使用。
6. 操作过程中,注意观察设备运行情况,发现异常及时处理。
四、操作后保养1. 关闭设备电源,清理设备各部件,确保设备清洁。
2. 检查设备润滑情况,对需要润滑的部件进行润滑保养。
3. 对设备进行必要的维护,确保设备正常运行。
4. 对设备使用说明书、操作规程进行整理,以便后续参考。
5. 定期对设备进行检修,确保设备处于最佳工作状态。
通过以上操作规程,确保自动排线端子机在安全、高效、稳定的状态下运行,提高产品质量和生产效率。
第2篇为确保自动排线端子机的正常运行,保障操作人员的人身安全和设备的安全使用,特制定本操作规程。
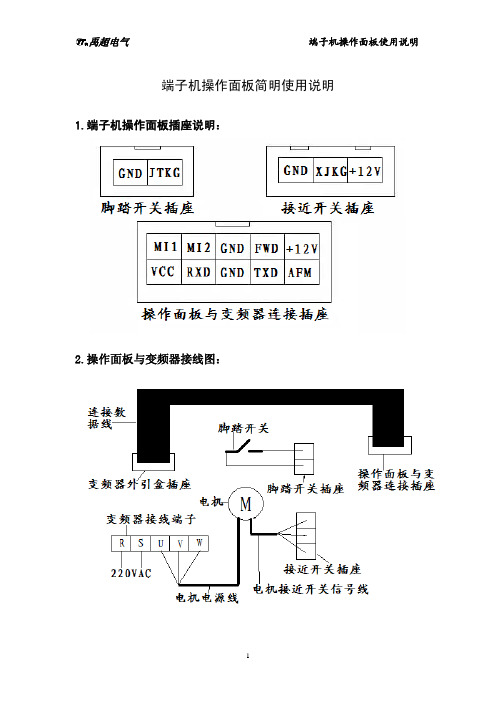
端子机操作面板使用说明
注意事项
1、本变频器除外空端子外,线路板、外操作器及其连线均带强电,安装操作或 维修前必须切断电源; 2、主机必须安装在封闭,手触不到的机箱内; 3、本变频器最好安装在金属板上,以利于散热; 4、此变频器仅应用于工业三相感应式电动机,否则有损坏财物的可能; 5、电源输入端应接有同容量以上的接触器或空气开关,以便紧急时立即切断电 源,否则有损坏财物或引起火灾的可能; 6、电源输入 R、S 端与变频器输出端 U、V、W 端千万不能接错,否则将损坏变频 器或引起火灾;
5
禹超电气
端子机操作面板使用说明
7、变频器输出端(U、V、W)不允许接继电器、补偿电容器,否则将损坏变频器; 8、必须有电工资质的人员进行接线或检修操作。维修检查前,先要切断电源, 并且要待机内 LED 指示灯完全熄灭后方可进行,否则有触电的可能; 9、当使用 60Hz 以上输出频率时,请事先对电机及负载的安全性充分确认。
4.故障信息:
Error1:当前控制计数方式为操作板控制,且接近开关信号有故障;(按任意 键清除,检查接线连接)
Error2:当前控制计数方式为变频器控制,且接近开关信号有故障;(按任意 键清除,检查接线连接)
-Econ-:操作板与变频器通讯故障,该故障只在变频器控制计数即“C=01” 时才会出现(检查操作板与变频器的连线,若连线正常,故障依旧 则确认变频器程序版本(D178 为 1503 以后的可以通讯,之前的不 可以));
D027 为对应的计数值。 用外引盒设置为变频器控制的方法如下: 先将 D026 设为 1,再将 D176 设为 3,D001 设为 1,然后再设置其他参数。
4
禹超电气
端子机操作面板使用说明
端子机变频器简介
概述
此型变频器为本公司开发的专用型变频器,它保持了原系列产品的优点,简 化了外端子功能, 使之具有价廉物美、结构紧凑、操作简便、实用性强、可靠 性高的特点,使用时需配合专用操作面板。
端子机操作规范

5.1.3将裁剪好的线材头穿进冲压座上的端子座内,机器将送料进行冲压与折断料带,先冲压3-5pcs确认有望压坏端子。
5.1.4以上动作正常后,作业员不断加入线材,机器持续的送料进行冲压与折断料带。
5.2注意事项
5.2.1操作前请依操作步骤规定作业。
5.2.2作业时精神集中,不能将手或其它东西放在冲压座上,以免压伤手或造成机器、治具损坏
文件制修订记录
制/修订日期
修订编号
制/修订内容
版本
页次
1
2
核准
审查
制订
1.目的:正确、安全地使用设备,确保设备有效运作,提高生产效率。
2.范围:适用端子机的操作与保养。
3.权责:Leabharlann 3.1由使用单位操作员按本规范执行作业。
4.定义:无
5.作业内容:
5.1操作步骤
5.1.1将待冲压的端子盘装于机器上,再将端子穿于冲压座上。
5.2.3下班后必须拨掉电源插头。
5.3保养事项
5.3.1每次使用后,必须将机器整理干凈,保持清洁,便于下次作业。
6.相关文件:机器设备保养程序
7.使用表单:机器设备保养记录表
8.流程图/附件:无
半自动端子机工作原理

半自动端子机工作原理
半自动端子机基于一种机电一体化技术,通过电动机的驱动和传感器的检测来实现对端子的自动定位和压接操作。
工作流程如下:
1. 准备工作:将待压接的导线端子和线缆连接,在端子机上调整合适的参数,如端子大小和压接力。
2. 自动定位:将连接好的线缆放入端子机的定位装置中,通过传感器检测线缆的位置,并自动将线缆定位到正确的位置。
3. 压接操作:启动电动机,使压接头向下移动,对端子施加足够的压力进行压接。
压接头通常采用可替换的结构,以适应不同规格和形状的端子。
4. 压接完成:当压接头施加足够的压力后,传感器会检测到压接头与端子之间的接触,此时电动机会停止工作,完成压接操作。
5. 检测结果:通过传感器和控制系统,检测压接后的端子连接情况,如电阻值、电流值等,以确保压接质量。
半自动端子机在整个过程中,需要操作人员的参与和监控,主要用来提高生产效率和保证压接质量的一种机械设备。
端子机操作说明书
端子机操作说明书
生效日期
2014-02-28 编 号 SOP-EN-1648
版本/次
A/1
核准: 审核: 制定:梁恩超2014.2.25 1、目的:
为正确指导员工操作,提高工作效率,加强产品品质,规范现场管理。
2、范围:
生产车间的全体管理干部及操作员。
3、定义:
3.1 无
4、职责:
4.1课长:对设备的日常维护监督。
4.2组长:对设备的日常点检确认。
4.3 技术员/作业员:对设备的日常操作/维护和点检。
5、操作技方法:
5.1开机(ON/OFF );
5.2铆压端子前应由工务人员对刀具进行调整,并由品管人员依“端子压着表”确认端子
高、宽度和磅力,确认OK 后方可开始作业。
5.3右手拇指和食指拿着待铆端子的线材放入端子刀座上,左手食指按住线材使其定位,
脚踩脚踏板开关进行铆压;
5.4铆压端子时手不可离刀片太近,以免刀片打伤手;
5.5操作人员离开应随时关机,以免发生误动作;
5.6铆压时若送料不到位时(端子未送到下刀口之正上方),应松开料爪之螺丝进行适当
调整,以避免刀片折断;
5.7每2H 用气枪将端子碎屑吹干净,以免损坏刀片;
6. 注意事项:
6.1.调试机台非必要情况下,要关闭动力装置或者电源。
6.2.严禁两人同时操作。
6.3.必须取得上岗证裁可以作业。
端子机操作说明书
1、卡式模具,调整容易,省时。 2、铆压稳定,速度快,准确必高。 3、电脑端子,迷你AC/DC端子均适用。 4、结构轻巧易于移换工作场合。 5、静车或操作时,声音轻小,操作者不易疲累。
端子机操作说明书
5
6、适用于OTP,JAM等之端子模具。
机型
TC-2002
能力
900KG
冲程
30MM
送距
4、以此类推,则可继续操作
注;如操作中有发生异常情形,应先把电源关掉,依手动操作 方式回转测试
端子机操作说明书
13
端子机操作说明书
14
(四)、操作停止
1、电源开关置于OFF位置,此时电源指示灯熄灭马达及飞轮停 止转动。
2、请将铜屑集中于槽中倒掉,清理干净 3、将端子机擦干净,并于滑动部分之机件上润滑油。 六、刀具调整
端子机操作说明书
26
端子机操作说明书
20
端子机操作说明书
21
七、故障检修 (一)、马达不转之情形
原因: 1、离合器不在定位,卡住马达无法带动飞轮 解决方法: 以手动操作使离合器旋转至定位
2、保险丝烧毁(故障) 3、马达烧毁(故障) 4、皮带太紧
换新 换新 将皮带调至适当位置
端子机操作说明书
22
(二)、飞轮正常旋律踏脚踏开关机台不能动作之情形
原因:
解决方法:
1、脚踏开关不良(故障)
换新
2、拉杆弹簧疲乏
换新或减短弹簧
3、电磁铁吸铁不良
换新
4、电路控制板故障
换新
5、离合器弹簧松脱,疲乏
重装或换新
(三)、踏脚踏开关一次而动作二次之情形
原因:
解决方法
1、压缩弹簧或拉杆弹簧疲乏
半自动操作作业指导书

半自动操作作业指导书关键信息项:1、操作设备名称:____________________________2、操作流程步骤:____________________________3、安全注意事项:____________________________4、常见故障及处理方法:____________________________5、设备维护要求:____________________________6、操作环境要求:____________________________1、引言11 本作业指导书旨在为操作人员提供关于半自动操作的详细说明和指导,以确保操作的准确性、安全性和高效性。
2、适用范围21 本指导书适用于涉及半自动操作的相关工作场景。
3、操作设备介绍31 详细描述半自动操作所涉及的设备的基本构造、功能和主要技术参数。
32 说明设备的工作原理和运行机制。
4、操作前准备41 操作人员应熟悉设备的操作手册和相关安全规定。
42 检查设备是否处于正常状态,包括电源、传动部件、控制系统等。
43 准备好所需的工具和材料,并确保其质量和规格符合要求。
5、操作流程51 开启设备电源,按照设备启动程序进行操作。
511 观察设备的初始运行状态,确保无异常。
512 调整设备的相关参数,如速度、压力等,以适应具体的操作任务。
52 进行半自动操作时,按照预定的操作顺序和步骤进行。
521 监控设备运行过程中的各项指标,如温度、湿度、电流等。
522 及时处理操作过程中出现的小故障和异常情况。
53 操作完成后,按照设备关闭程序关闭设备。
531 清理操作现场,整理工具和材料。
6、安全注意事项61 操作人员必须佩戴必要的个人防护装备,如安全帽、防护眼镜、手套等。
62 严禁在设备运行时进行维修和调试。
63 遵守设备的最大承载能力和工作范围,避免过载和超范围操作。
7、常见故障及处理方法71 列举可能出现的常见故障,如设备卡顿、运行不稳定等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
半自动端子机操作指导 IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】
一、作业步骤
1、打开端子机电源开关,电源指示灯亮。
2、留意机器内外部有无明显异响,若有暂停作业,请机修人员判定是否需要维修。
3、选刀装刀:由指定人员操作,装刀之前必须进行手工比对所选刀片是否配套,对比无误后方可装刀装刀完成后,必须使用手摇测试,首先关闭端子机电源,按下调摸钮,使用专用板手摇动主从动轮,使端子机冲压行程至最大,如手摇不动,则考虑是否压力过大或其他问题,检查调试至合格。
作业前需对各锁紧螺丝做相应检查并确认无松动。
4、装料:装上需要打的端子,使用内六角板手调节进料压板,使端子可以轻松通过,目测送料位置是否适宜,若不行,进行调节,使用内六角板手松开送料器锁紧螺丝,拧动调节缧杆进行调节,直至最佳状态,然后锁紧送料器锁紧螺丝,开始作业。
5、测试拉力:调机OK后,取废料线材试打,进行拉力测试,主要参照值见《拉力测试对照表》具体操作方法如下,按下拉力测试归零键调至归零,将需测的端子线材夹好,进行测试,若所测拉力不在标准范围内,请机修人员重新调节,直到达到标准值为止。
6、试产10PCS送质检员进行首件确认,检验合格,方可进行批量生产,生产过程中操作员必须自检所打端子是否有包胶,压伤等不良,并每隔2小时进行一次端子拉力测试。
7、生产完成后整理好良品、废次品,并清理干净机台周边的环境卫生。
二、注意事项
1、作业过程中,若机器出现异常,先关掉电源,并及时请机修人员进行维修调试。
2、非指定人员严禁私自调试或拆装机器零部件。
3、作业中,机器电源未断开,禁止手指或身体任何部位进入冲压范围,以免造成工伤事故。
4、作业中,若需要离开工作岗位,必须关闭电源方可离开。
5、更换端子时,必须先断开电源,再进行更换作业,严禁在机器运作中进行更换。
6、作业中,若有端子卡在刀模内,必须关闭电源后用剪刀或挑针清除后,再继续作业。
三、保养与维护:
1、日常保养:
①端子机冲压导向轨必须4小时加一次机油润滑加油孔在端子机顶部,每次加油以2-3滴为宜不要过多。
②作业人员每天必须清洁机器,除去机器表面的灰尘和杂物以及多余的油污
③端子机主速轴承必须每周加黄油,具体操作方法如下:打开端子机后盖→拆掉从动皮带轮卡簧→拆掉皮带轮→打黄油(均匀涂于高速轴承表面)→复原(注:拆卸皮带轮过程中,应注意轴承滚珠遗失)
2、二级保养:端子机使用3-6个月后,需检查各部件(耗损件)是否需要更换如皮带,各部件弹簧是否弹性减弱需要更换。
机器各锁螺丝是否松动,检查卡簧是否变形等。
3、按以上要求进行保养记录在《设备日常点检记录表》中。