端子机操作说明书
CM-S全自动双头端子机使用说明书2017款(中间商款)

1CM-S系列全自动双头端子机使用说明书12目录一、安全申明...................................................... 3二、机器机构示意图................................................ 4三、机器参数...................................................... 7四、操作方法...................................................... 81、开机准备.................................................... 82、开机调试.................................................... 93、主页基础参数介绍.......................................... 104、子页基础参数介绍.......................................... 111)后打端设置.............................................. 112)前打端设置.............................................. 125、高级参数设置介绍。
........................................ 141)参数设置................................................ 142)冲压设置................................................ 153)中剥设置................................................ 164)手动调试................................................ 165)IO监控................................................. 17五、常见的故障与排除............................................ 17六、机器的保养.................................................. 18七、附件清单....................................... 错误!未定义书签。
线束端子机操作指导书
福工动力技术有限公司
Fugong EV Tech Co.,Ltd
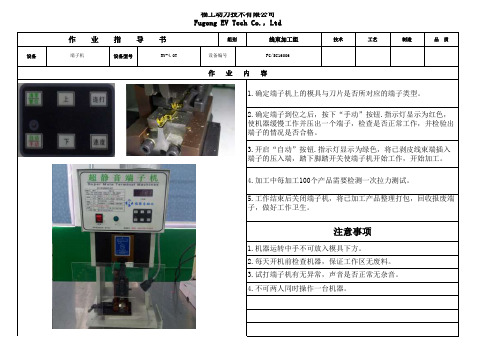
作 业 指 导 书组别线束加工组技术工艺制造品 质设备端子机设备型号RY-4.OT设备编号FG/SC16006
作 业 内 容
1.确定端子机上的模具与刀片是否所对应的端子类型。
2.确定端子到位之后,按下“手动”按钮.指示灯显示为红色,
使机器缓慢工作并压出一个端子,检查是否正常工作,并检验出
端子的情况是否合格。
3.开启“自动”按钮.指示灯显示为绿色,将已剥皮线束端插入
端子的压入端,踏下脚踏开关使端子机开始工作,开始加工。
4.加工中每加工100个产品需要检测一次拉力测试。
5.工作结束后关闭端子机,将已加工产品整理打包,回收报废端
子,做好工作卫生。
注意事项
1.机器运转中手不可放入模具下方。
2.每天开机前检查机器,保证工作区无废料。
3.试打端子机有无异常,声音是否正常无杂音。
4.不可两人同时操作一台机器。
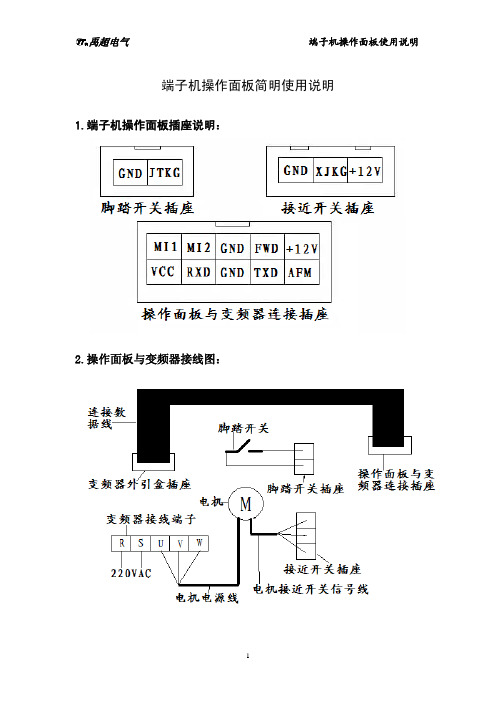
端子机操作面板使用说明
注意事项
1、本变频器除外空端子外,线路板、外操作器及其连线均带强电,安装操作或 维修前必须切断电源; 2、主机必须安装在封闭,手触不到的机箱内; 3、本变频器最好安装在金属板上,以利于散热; 4、此变频器仅应用于工业三相感应式电动机,否则有损坏财物的可能; 5、电源输入端应接有同容量以上的接触器或空气开关,以便紧急时立即切断电 源,否则有损坏财物或引起火灾的可能; 6、电源输入 R、S 端与变频器输出端 U、V、W 端千万不能接错,否则将损坏变频 器或引起火灾;
5
禹超电气
端子机操作面板使用说明
7、变频器输出端(U、V、W)不允许接继电器、补偿电容器,否则将损坏变频器; 8、必须有电工资质的人员进行接线或检修操作。维修检查前,先要切断电源, 并且要待机内 LED 指示灯完全熄灭后方可进行,否则有触电的可能; 9、当使用 60Hz 以上输出频率时,请事先对电机及负载的安全性充分确认。
4.故障信息:
Error1:当前控制计数方式为操作板控制,且接近开关信号有故障;(按任意 键清除,检查接线连接)
Error2:当前控制计数方式为变频器控制,且接近开关信号有故障;(按任意 键清除,检查接线连接)
-Econ-:操作板与变频器通讯故障,该故障只在变频器控制计数即“C=01” 时才会出现(检查操作板与变频器的连线,若连线正常,故障依旧 则确认变频器程序版本(D178 为 1503 以后的可以通讯,之前的不 可以));
D027 为对应的计数值。 用外引盒设置为变频器控制的方法如下: 先将 D026 设为 1,再将 D176 设为 3,D001 设为 1,然后再设置其他参数。
4
禹超电气
端子机操作面板使用说明
端子机变频器简介
概述
此型变频器为本公司开发的专用型变频器,它保持了原系列产品的优点,简 化了外端子功能, 使之具有价廉物美、结构紧凑、操作简便、实用性强、可靠 性高的特点,使用时需配合专用操作面板。
端子机操作指引

5.整理好一把去完皮的线材放在放线钩上,打开机台电源开关。
6.右手拿出一根线材,用左手将芯线分开成扇型。
7.将分好的芯线放入端子铆口,前端抵到定位档板。
8.轻踩脚踏开关完成端子铆压,确认铆压外观OK,给IPQC确认 OK后开始进行铆压作业。
9.每打200PCS线材羰子后,需检测端子的拉力,线材端子的拉拔力>40N。
二、操作注意事项:
1.该工站员工必需经过培训合格后方可上岗。
2.当出现卡料时要先关电源再用挑针将异物清出,严禁用手指代替挑针违规操作。
3.机台出现故障时先关电源再通知线长或生技调机处理。
4.操作员在起身或离开时务必先关闭机台电源。
5.安全防护板必需有效防呆,作业员不得随意调整和破坏。
6.出现异常卡料时立即停止操作严禁连打造成刀片损坏。
7.机台保养时必需确认电源为关闭状态。
三、端子机日常保养:
1.上班前的保养:用抹布擦干净桌台、设备上的灰尘及污渍。
2.给活动部位加机油;插上电源线确认机台及脚踏板是否正常。
3.下班后关掉电源,将卸料斗里的废料渣清理到指定的区域,用气枪将机台和台面吹 干净,并用抹布对机台和台面污脏进行清洁。
四、物料清单:
拉力归 零按钮
绝缘压接 测拉力前松开拉力 端子的拉力>40N 开关,将指针归零
ZD-PE-SOP-0107
1
/
1
确认电源线连接良好
确认脚踏板操作正常
严禁用手指伸入铆压区
导体压接
端子止口
线材端子正确压接方式
深圳市╳╳╳电子科技有限公司
作业指导书
机种名称 所有需打端子的线材
制作部门
工序名称 超静音端子机操作指引
班别
端子机操作说明书
端子机操作说明书
生效日期
2014-02-28 编 号 SOP-EN-1648
版本/次
A/1
核准: 审核: 制定:梁恩超2014.2.25 1、目的:
为正确指导员工操作,提高工作效率,加强产品品质,规范现场管理。
2、范围:
生产车间的全体管理干部及操作员。
3、定义:
3.1 无
4、职责:
4.1课长:对设备的日常维护监督。
4.2组长:对设备的日常点检确认。
4.3 技术员/作业员:对设备的日常操作/维护和点检。
5、操作技方法:
5.1开机(ON/OFF );
5.2铆压端子前应由工务人员对刀具进行调整,并由品管人员依“端子压着表”确认端子
高、宽度和磅力,确认OK 后方可开始作业。
5.3右手拇指和食指拿着待铆端子的线材放入端子刀座上,左手食指按住线材使其定位,
脚踩脚踏板开关进行铆压;
5.4铆压端子时手不可离刀片太近,以免刀片打伤手;
5.5操作人员离开应随时关机,以免发生误动作;
5.6铆压时若送料不到位时(端子未送到下刀口之正上方),应松开料爪之螺丝进行适当
调整,以避免刀片折断;
5.7每2H 用气枪将端子碎屑吹干净,以免损坏刀片;
6. 注意事项:
6.1.调试机台非必要情况下,要关闭动力装置或者电源。
6.2.严禁两人同时操作。
6.3.必须取得上岗证裁可以作业。
全自动端子机操作说明书
全自动端子机操作说明书,全自动端子机操作教程,全自动端子机操作范例一、作业步骤1、打开端子机电源开关,电源指示灯亮的时候才开始使用。
2、留意机器内外部有无明显异响,若有暂停作业千万要停机,请机修人员判定是否需要维修。
3、认真选刀装刀:由指定人员操作,装刀之前必须进行手工比对所选刀片是否配套,对比无误后方可装刀,装刀完成后,必须使用手摇测试,首先关闭端子机电源,按下调摸钮,使用专用板手摇动主从动轮,使端子机冲压行程至最大,如手摇不动,则考虑是否压力过大或其他问题,检查调试至OK。
作业前需对各锁紧螺丝做相应检查并确认无松动。
4、注意装料:装上需要打的端子,使用内六角板手调节进料压板,使端子可以轻松通过,目测送料位置是否适宜,若不行,进行调节,使用内六角板手松开送料器锁紧螺丝,拧动调节缧杆进行调节,直至最佳状态,然后锁紧送料器锁紧螺丝,开始作业。
5、测试拉力:调机OK后,取废料线材试打,进行拉力测试,主要参照值见《拉力测试对照表》具体操作方法如下,按下拉力测试归零键调至归零,将需测的端子线材夹好,进行测试,若所测拉力不在标准范围内,请机修人员重新调节,直到达到标准值为止。
6、试产10PCS送IPQC进行首件确认,检验OK,方可进行批量生产,生产过程中操作员必须自检所打端子是否有包胶,吊颈等不良,并每隔1小时进行一次端子拉力测试。
7、生产完成后整理好良品、废次品,并清理干净机台周边的环境卫生。
二、保养与维护1、日常保养:①端子机冲压导向轨必须1小时加一次机油润滑加油孔在端子机顶部,每次加油以2-3滴为宜不要过多。
②作业人员每天必须清洁机器,除去机器表面的灰尘和杂物以及多余的油污③端子机主速轴承必须每周加黄油,具体操作方法如下:打开端子机后盖→拆掉从动皮带轮卡簧→拆掉皮带轮→打黄油(均匀涂于高速轴承表面)→复原(注:拆卸皮带轮过程中,应注意轴承滚珠遗失)2、二级保养:端子机使用3-6个月后,需检查各部件(耗损件)是否需要更换如皮带,各部件弹簧是否弹性减弱需要更换。
端子机使用说明

一、功能介绍:1.概要:DL-JY1T/1.5T/2T为高速度自动端子机,模具与机器连体,整机性能更稳定。
机台操作简单维修容易,针对高产量低维修厂商节省其故障期所产生的成本浪费而设计,且外形美观、优雅,让厂内更觉高尚先进。
2.介绍:超静音端子机,采用高科技变频技术;电子精确定位;在压接时电机才工作噪音比传统端子机小,且省电;调模更方便快捷;避免传统端子离合器、电磁铁等常见故障!3.功能1.机器模具连体不需更换模具快速省时2.电压稳定速度快准确性高.3.电脑端子DC端子单粒端子连带端子4.结构轻巧容易移动工作场所,操作声音小。
5.适用于OTP横模、OTP正直模、OTP反直模、2000#、950# 4.规格与配件:形式(Model)HP-JY1T/1.5T/2T能力(Capacity)1000kg/1500kg/2000kg 行程(Stroke)26mm电源(Power supply)220v/50Hz/60Hz体积(Dimension) L240、300、330,W240、300、330,H280、600、660(mm)重量(Weight) 30kg/40kg/63kg工作效率4500次/小时三、操作说明:1.电源开关(Power):ON表示开启端子机.OFF表示关闭端子机电源.2.照明灯(Light):按下为开启,重复为关闭.3.计数器(Counter):对端子机进行时,所使用的次数进行精确的计数.4.归零(zero):对计数器进行清零.5.指示灯:红色表示手动;绿色表示自动.6.Auto/Manu:自动与手动之间切换;红色表示手动,绿色表示自动7.手动向上:指示灯为红色时,用手按住此键,滑块向上移动.8.手动向下:指示灯为红色时,用手按住此键,滑块向下移动.9.复位:当接通电源时,机器未能正常工作,使用复位键,机器恢复正常工作.四、注意事项:1.起动电源开关时扳手必须离开。
2.起动前冲头必须调到最高点。
端子机操作指引
一.目的:明确设备操作步骤与方法,指导操作员安全正确使用本设备。
二.适用范围:适用于本公司装配部端子机设备。
三.操作步骤及注意事项:(一)刀片的安装端子机的刀片一般有4片(上内刀、上外刀、下内刀、下外刀)松开上刀螺丝与下刀螺丝后,将刀片放入下图所示的位置(上下刀的内刀的开口比外刀的开口小,切勿将内刀与外刀放反)。
安装上刀片时需注意观察刀片的开口处,需根据您的端子及电线调节好上内刀与上外刀的落差,一般上外刀的开口需比上内刀的开口高出一些。
然后重新锁紧上下刀螺丝即完成刀片的安装。
装刀片的时候刀片一定要对准,不要压到2边的其他东西,不然很容易打坏刀片。
(二)穿端子刀片调节完毕后,您即可将端子穿入模具内,需将端子先固定在放料架上,依次通过导板,过料板,端子切刀。
下面对如何让端子穿入过料板与切刀进行讲解:然后需调节滑料片的位置,使端子刚好露出和送料小爪所在的孔一样的下一个端子的料带孔。
送料小爪在方孔,滑料片需盖住其他孔,露出下一个端子的方孔即可。
至此,模具的调校工作巳全部完成,您可以将电线放入正确的刀口下,以手动模式压接一个端子看一下效果如何,如果效果不理想,可根据上面的说明再行调节。
如果效果很理想,您可以将机器切换到自动模式脚踏开关连续工作即可,如下图所示。
(三)注意事项:1.操作者必须经过培训考核合格方能上岗。
2.开机前必须检查电路,压线模具是否安装正确,压着力是否合适,紧固件是否有松动,调试扳手是否拿掉。
3.确认无异常方可开机使用。
4.端子机工作时,机器前方严禁站人,防止飞刀伤人。
5.设备突发故障必须迅速切断电源,要请专业维修人员维修,不得私自拆卸。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、卡式模具,调整容易,省时。 2、铆压稳定,速度快,准确必高。 3、电脑端子,迷你AC/DC端子均适用。 4、结构轻巧易于移换工作场合。 5、静车或操作时,声音轻小,操作者不易疲累。
端子机操作说明书
5
6、适用于OTP,JAM等之端子模具。
机型
TC-2002
能力
900KG
冲程
30MM
送距
4、以此类推,则可继续操作
注;如操作中有发生异常情形,应先把电源关掉,依手动操作 方式回转测试
端子机操作说明书
13
端子机操作说明书
14
(四)、操作停止
1、电源开关置于OFF位置,此时电源指示灯熄灭马达及飞轮停 止转动。
2、请将铜屑集中于槽中倒掉,清理干净 3、将端子机擦干净,并于滑动部分之机件上润滑油。 六、刀具调整
端子机操作说明书
26
端子机操作说明书
20
端子机操作说明书
21
七、故障检修 (一)、马达不转之情形
原因: 1、离合器不在定位,卡住马达无法带动飞轮 解决方法: 以手动操作使离合器旋转至定位
2、保险丝烧毁(故障) 3、马达烧毁(故障) 4、皮带太紧
换新 换新 将皮带调至适当位置
端子机操作说明书
22
(二)、飞轮正常旋律踏脚踏开关机台不能动作之情形
原因:
解决方法:
1、脚踏开关不良(故障)
换新
2、拉杆弹簧疲乏
换新或减短弹簧
3、电磁铁吸铁不良
换新
4、电路控制板故障
换新
5、离合器弹簧松脱,疲乏
重装或换新
(三)、踏脚踏开关一次而动作二次之情形
原因:
解决方法
1、压缩弹簧或拉杆弹簧疲乏
换新或减短弹簧
端子机操作说明书
23
端子机操作说明书
24
原因:
解决方法
2、离合器止推杆损坏
换新
3、电路控制板固障
换新
4、离合器弹簧脱落或断裂
换新
(四)、端子铆合不良之情形
1、检查铜铆刀或PVC铆刀是否受损
2、刀片可能有裂痕或断裂
3、刀口太小或太大而导致挤断或漏铜
4、端子刀片弧度不平均而导致拉力不平均
5、端子刀片使用次数超过其寿命,必需更新
端子机操作说明书
25
注:若无法解决,请电话告之或书面传直故障之处,了解细节 后,以利于故障排除。
5、上下刀模必需留有空隙以利于调整高低,空隙太低刀模容易 受损。
端子机操作说明书
11
端子机操作说明书
12
(三)、实作方法:
1、把电源开关置于ON的位置上(参图一) 2、将线材置于端子内之适当位置(欲加工之线材) 3、脚踏开关踏一下,此时计数器跳一格,并且电磁铁拉下离合
器止杆放开离合器而使上刀模由上顶点往下死点将线材打入 端子内结合,再回到上顶点,并将下一个端子送进定位。
(一)、机器部分
放松可调式螺栓,按所需方向旋转高度调整螺杆至适当位置,然 后旋紧可调试螺栓即调整完毕,每一刻画0.10MM,每圈为3MM.
(二)模具部分:
端子机操作说明书
15
端子机操作说明书
16
1、全压著高度微调杆,拉出旋转,由0-9共10个指标,并以号 码零的位置为基准点(位置在下),号码愈大则与高度调整 螺杆之间的空隙愈大,每一号码指标相差0.06MM.
端子机操作说明书
10
9、本机台横式,直式之端子卷及端子路线固定方法相同 (二)、手动操作;
1、手动操作用于调模具及测试端子压著是否正常。 2、首先反电源开关置于OFF位置。 3、用手触摸手动开关(使离合器止杆与离合器分离)。 4、使用摇手柄,慢慢旋转主轴(依箭头方向指示),使离合器
止于离合器止杆。
1
端子机操作说明书
制作单位:制造部 制作人:罗继军 制定日期:2005-07-15
目录
2
一、概要 二、功能 三、规格 四、安装 五、操作保养 六、刀具调整 七、故障检修 八、电路配线图
端子机操作说明书
3
端子机操作说明书
4
一、概要:
TC-2002为高速度之半自动端子压著机,模具更换快速稳定,s 机台操作,维修容易系针对高产量,低维修之广商节省其故 障期所产生之成本浪费而设计,且外型前卫,优雅,让广内 更觉高尚先进。
30MM
电源
110V/60HZ或220V/50HZ
马力
60W
模座
TB-V或TB-V
体积
210*310*360
重量
40KG
端子机操作说明书
6
端子机操作说明书
7
端子机操作说明书
8
端子机操作说明书
9
五、操作保养: (一)、操作前注意事项: 1、检查机台是否稳固平放,模具是否安装固定 2、踏板插座,电源插座是否牢固 3、电源、频率,电压是否正确(110V或220V) 4、固定端子机及端子路线于正常位置 5、调整压著高度,并以手动方式按回转方向,测试压著 6、回转主轴至起动位置 7、在机台油杯及卡式模座油孔,加入适量之润滑油 8、开启电源,试踏踏板,如运转正常则准确完毕
刀模回升时,则推动B点端子至A点,方完成一次料带推送。
端子机操作说明书
17
端子机操作说明书
18
3、端子定位是否正确,则视送料间距调整而定。 (如下图)
端子机操作说明书
19
(四)、送料间距调整 1、放松固定螺丝 2、旋转送距调整螺丝,使送料爪将端子调至正确的刀模位置(I
如上图) 3、配合各种端子料带孔距,给予正确的定位调整 4、请锁紧固定螺丝 5、送料底板可作微调以导正端子料带孔正确。
2、P.V.C压著高度微调杆拉出旋转,由1-6共六个指标以号码1的 位置为基准点(位置在上),号码愈大,则PVC刀片高度愈高,每一 指标高度相差0.10MM.
(三)、送料爪定位调整
1、上刀模在上顶点时,将端子与送料爪对准在A点(即将端子 向左移至A卡住)
2、以手动操作将上刀模座调至下死点,此时送料爪退至XO点,