数控超高压水射流切割技术研究
高压水射流加工技术在精密零件加工中的应用研究
高压水射流加工技术在精密零件加工中的应用研究摘要:高压水射流加工技术是一种非传统的加工方法,在精密零件加工领域具有广泛的应用前景。
本文通过对高压水射流加工技术的原理、特点以及在精密零件加工中的应用进行深入研究,探讨了其在精密零件加工中的优势、局限性以及存在的问题,并提出了进一步研究和发展的方向。
1. 引言随着现代制造技术的不断发展,对精密零件加工精度要求的提高,传统的加工方法已经难以满足需求。
高压水射流加工技术作为一种新型的加工方法,以其无热影响区、无机械应力集中、无表面裂纹等特点,在精密零件加工领域引起了广泛的关注。
本研究旨在探讨高压水射流加工技术在精密零件加工中的应用研究,为提高零件加工质量和效率提供科学依据。
2. 高压水射流加工技术的原理与特点高压水射流加工技术是利用高速注入的水流作为切削工具,通过调节流量和压力来控制切削效果。
其原理主要包括切削力、流态力、热效应和材料去除效应等。
在精密零件加工中,高压水射流加工技术具有以下特点:1) 高效性:高压水射流加工技术可以在短时间内完成零件的加工,提高生产效率;2) 高精度:由于水射流加工过程中无接触切削,避免了机械变形和振动,能够保证零件加工的高精度;3) 环保性:高压水射流加工不产生有害气体和固体废料,对环境友好。
3. 高压水射流加工技术在精密零件加工中的应用3.1 轴类零件加工高压水射流加工技术在轴类零件加工中发挥了重要的作用。
由于轴类零件通常存在几何形状复杂、尺寸精度要求高等特点,传统的加工方法难以满足要求。
通过对高压水射流加工参数进行优化,可以实现对轴类零件的精密加工,提高加工效率和零件质量。
3.2 零件表面处理高压水射流加工技术在零件表面处理中具有独特的优势。
通过调节水射流的压力和流量,可以控制水射流对零件表面的冲击力和切削效果,实现去除表面污垢、清洁锈蚀、增加表面粗糙度等目的。
同时,由于高压水射流加工不产生热影响区,可以避免零件表面的烧伤和变形,保持零件的精密度。
高压水射流切割技术综述
‘_ l■ 口
高压 水 射 流切 割技 术综 述
达 明艳
( 南京师范大学电 自学院 江苏 南京 2 0 9 ) 1 0 7
[ 摘 要] 章就 高压 水射 流技术 的切割 原理 、特 点 、应用 等方 面进 行 了综述 。 随着 新 型材 料的 不断 出现 ,水射 流切 割作为 一项 新兴 的 文 而 且具有 “ ”加工特性 的绿色切割 工艺 ,必将有 更为广 阔的应用前 景 冷 [ 关键 词] 高压 水射 流 切割原理 特点 应用 中图分类 号:T 6 G6 文献标 识码:A 文 章编 号:1 0 — 1 X( 0 8 ( ) 01 卜 0 0 9 9 4 2 0 )1 b 一 4 l l
一
、
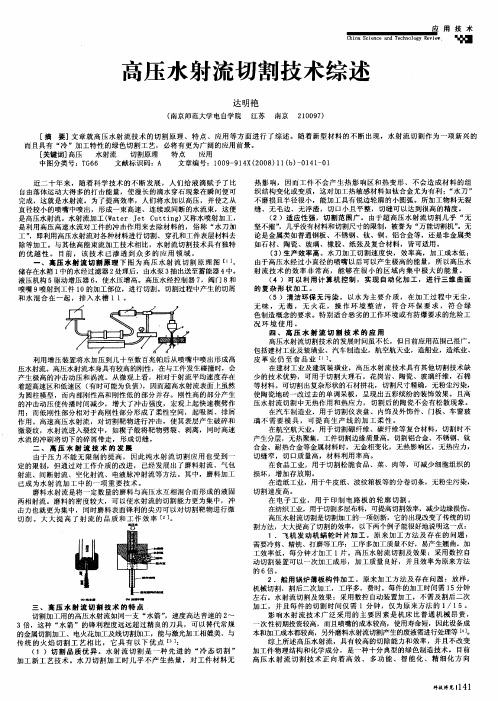
利用 增压装置将水加压 到几十至数 百兆帕后从喷 嘴中喷 出形成 高 压水射流。高压水射流本身具有较高的刚性 ,在与工件发生碰撞时,会 产生极高的冲击动压 和涡流 。从 微观上看 ,相 对于射流平均速 度存在 着超高速 区和低速区 ( 时可 能为 负值 ) 有 ,因而超高水射流表面上虽然 为圆柱模型 ,而 内部刚性高和刚性低 的部分并存 。刚性 高的部分产 生 的冲 击动压使传播时 间减少,增 大 了冲击 强度 ,宏观上起 快速楔劈作 用 ;而低刚性部分相对 于高刚性部分形 成 了柔性 空间,起 吸屑、排屑 作用 。高速高压水射流 ,对切割靶物进 行冲击 ,使其表层产 生破 碎和 微裂纹 ,水射流进入裂 纹中,如楔 子般 将靶物劈 裂、剥离 ,同时高速 水流 的冲刷将切 下的碎屑带走 ,形成 切缝 。 二 、 高 压 水 射 流 技 术 的 发 展 由于 压力 不能无 限制 的提 高 ,因此 纯水 射流 切割 应用 也受 到一 定 的限制 ,但 通过对工 作介 质的改进 , 已经发展 出了磨料射流 、气包 射流 、间断射 流 、空化射流 、 电液脉冲射 流等方法 。其 中,磨料 加工 已成 为水 射流 加工 中 的一项 重要 技术 磨料水射流 是将 一定数量 的磨 料与高压水互 相混合而形成 的液 固 两相射流 。磨 料的密度较大 ,可 以使水射 流的切割 能力更为集 中,冲 击力也就更 为集 中, 同时磨料表面锋利 的尖刃可 以对切 割靶物进行微 切 削 。大 大 提 高 了射 流 的 品质 和 工 作 效率 [ ] 2。
高压水射流切割技术

高压水射流切割技术一、高压水射流加工简介近二十年来,随着科学技术的不断发展,人们不断的发掘着自然界中有益的现象并加以改造为人类服务。
为了提高效率,【1】人们将水加以高压,并使之从直径较小的喷嘴中喷出,形成一束高速、连续或间断的水流束,这便是高压水射流。
水射流加工(water Jet Cutting)又称水喷射加工,是利用高压高速水流对工件的冲击作用来去除材料的,俗称“水刀加工”,即利用高压水射流对各种材料进行切割、穿孔和工件表层材料去除等加工【1】。
与其他高能束流加工技术相比,水射流切割技术具有独特的优越性。
高压水射流切割法是一种新型的切割方法,可以切割用其他切割方法无法加工的材料,应用范围涵盖各种金属及非金属材料。
在切割过程中不会使被切割材料产生热影响区,切口边缘的材质不发生变化,这种切割方法的精度较高,适用于加工尺寸精度要求高的零部件。
高压水射流切割因其独特的优点而在切割领域占有重要地位,在矿业、土木工程、建筑业以及航空航天业中的应用日益广泛,应用前景良好。
二、高压水射流切割原理①高压水射流切割示意图1-水箱 2-过滤器 3-水泵 4-蓄能器 5-液压系统6-增压器 7-控制器 8-阀门 9-喷嘴 10-工件 11-水槽【2】高压水射流切割是利用水或水中加添加剂的液体,经水泵至增压器,再经贮液蓄能器使高压液体流动平稳,最后由人造蓝宝石喷嘴形成300-900m/s(约为音速的1-3倍)的高速液体束流,喷射到工件表面,从而达到去除材料的加工目的。
高速液体束流的能量密度可达102W/mm2,流量为7.5L/min【2】。
储存在水箱中的水经过滤器处理后,由水泵抽出送至蓄能器中。
液压系统驱动增压器,使水压增高。
高压水经控制器、阀门和喷嘴喷射到工件的加工部位进行切割。
切割过程中产生的切屑和水混合在一起,排入水槽。
【3】利用增压装置将水加压到几十至数百兆帕后从喷嘴中喷出形成高压水射流。
高压水射流本身具有较高的刚性,在与工件发生碰撞时,会产生极高的冲击动压和涡流。
先进制造技术之高压水射流切割技术
摘要:高压水射流切割是一种非传统的冷切割方法,具有传统切割方式难以比拟的优点。
本文回顾了其原理和发展历史,介绍了其在工业、航天和医学等方面的应用。
对水压、流速、射流直径、直径扩散率以及磨料等切割参数对高压水射流切割的加工质量的影响进行了讨论,并对国外新的研究方法和结果进行了介绍,为优化工艺、改善加工质量提供了借鉴。
关键词:高压;水射流;切割;磨料High Pressure Water Jet Cutting Technology and its ApplicationXU Congguo(School of Electromechanical,Guizhou University)Abstract:Recent development and investigation of high pressure water jet(WJ) cutting technology were reviewed.The principle and history of WJ were provide to illustrate the advantages of the technology.Its applications in industrial,spacef-Ligh and surgery were described.The parameters which affect cutting quality were discussed,including pressure,veloeity of flow,water diameter and abrasive ect.Ba-Sed on the introduction of intermational research method and results,some sugges-Tions were given to improve the precision and surface roughness.Keyword:High pressure;Water jet;Cutting;Abrasive0 引言高压水射流是运用液体增压原理,通过特定的装置(增压口或高压泵),将动力源(电动机)的机械能转换成压力能,具有巨大压力能的水在通过小孔喷嘴后,再将压力能转换成动能,从而形成高速射流(WJ)。
高压水射流加工机床的加工能力与工艺优化研究
高压水射流加工机床的加工能力与工艺优化研究引言:近年来,高压水射流加工作为一种非传统的加工方法,逐渐受到了工业界的广泛关注。
高压水射流加工机床凭借其独特的特点,具有高速、高精度、高效率、无热影响等诸多优势,被广泛应用于模具制造、航空航天、汽车制造等领域。
本文将对高压水射流加工机床的加工能力与工艺优化进行研究,以期为加工行业提供技术支持。
一、高压水射流加工机床的加工能力高压水射流加工机床是一种利用高速射流水流冲击工件材料的非传统加工方法。
其加工能力主要体现在以下几个方面:1. 高速加工能力高压水射流加工机床通过高速喷射的水柱,能够达到高速加工的要求。
与传统机床相比,高压水射流加工机床可大大提高加工效率,缩短加工周期,特别适用于对加工时间要求较高的工件。
2. 高精度加工能力高压水射流加工机床通过调节喷头形状、加工参数等因素,可以实现高精度的加工。
伴随着技术的不断发展,现代高压水射流加工机床的加工精度已经达到亚毫米级别,满足了不同行业对于精度的要求。
3. 复杂形状加工能力高压水射流加工机床的加工过程不受工件形状的限制,能够对复杂形状的工件进行加工。
尤其在模具制造领域,高压水射流加工机床能够精确地加工出复杂的模具零件,提高了模具制造的效率和质量。
二、高压水射流加工机床工艺优化研究1. 工艺参数的优化高压水射流加工机床的效果与加工参数密切相关,因此,对于工艺参数的优化研究十分重要。
首先要确定合适的水射流压力、射流速度、喷嘴直径等参数,以保证加工质量和效率的平衡。
此外,还可以通过调整喷嘴与工件的距离、运动轨迹等参数,进一步优化加工效果。
2. 加工材料的选择与匹配不同材料的工艺性能差异较大,因此,在进行高压水射流加工之前,需要对加工材料的特性进行充分了解,并选择合适的加工方法。
对于不同材料,可以针对其特点,调整加工参数,改善加工效果。
此外,还可以通过工艺先进性材料的开发,进一步提高加工质量与效率。
3. 辅助工艺的引入为了进一步优化高压水射流加工机床的工艺,可以引入一些辅助工艺。
应用超高压水射流切割木材的研究
2. 2. 1 试验分析
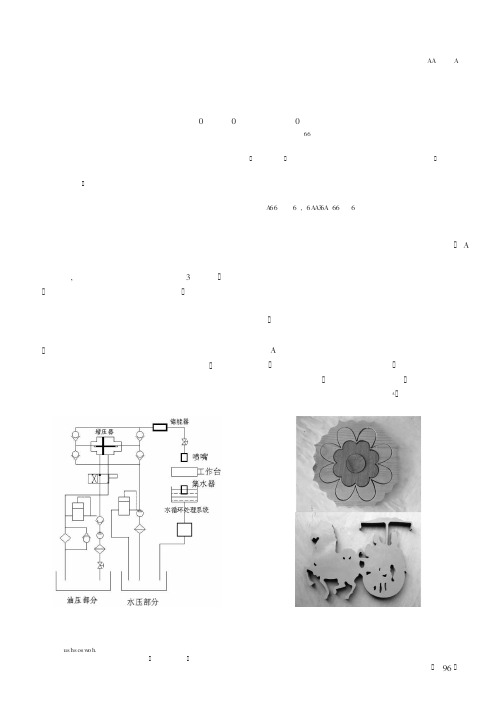
断裂过程, 对脆性材料 (如岩石 ) 等主要是以裂纹 破坏 � 图 及扩散为主;而对塑性材料符合最大的拉应力瞬时断 裂准则,即一旦材料中某点的法向拉应力达到或超过 某一临界值 时, 该点即发生断裂 �根据弹塑性力学, 动态断裂强度与静态断裂强度相比要高出一个数量级 左右, 主要是因为动态应力作用时间短, 材料中裂纹来 不及发展, 因而这个动态断裂不仅与应力有关, 还与拉 伸应力的作用时间相关 2 �采用高压水射流木制工艺品 如图 2 所示�
� � 1
备精确控制装置; 磨料供给装置等 �
图
� 高压水射流切割的系统示意 图
高压水射流切割的工艺品
收稿日期: 20 10 -0 9 - 16 作者简介: 张伟, 男, 硕士, 从事质量检测� 标准化工作�
� 35 �
高速射流本身具有较高的刚性,在与靶物碰撞 时, 产生极高的冲击动压 ( = C)和涡流的形成, 从微 观上看相对于射流平均速度存在着超高速区和低速区 (有时可能为负值 ),因而高压水射流表面上虽为圆柱 模型, 而内部实际上存在刚性高和刚性低的部分, 刚性 高的部分产生的冲击动压使传播时间也减少,增大了 冲击强度, 宏观上看起快速楔劈作用, 而低刚度部分相 对于高刚度部分形成了柔性空间, 起吸屑 � 排屑作用, 这两者的结合正好像使得其切割材料时犹如一把轴向 "锯刀" 加工 �高速水射流破坏材料的过程是一个动态
切割速度与表面粗糙度的关系
试验及分析 2.1 原料与方法 � 图
2. 1. 1 试验原料 硬阔叶材印 茄木 (拉丁名: 0.86 /
2
切割压力与割表面质量的影响较 大 �随着染液速度的升高, 切割表面粗糙度明显增加,
,产地: 印尼 )
高压水射流切割效能研究
高压水射流切割是一种非传统的冷切割方法 , 它 具有许多优点 : ①其工作介质是水 , 丰富易取且便宜 ;
②工作时有降温 、 灭尘 、 润滑等作用 ; ③对被切割物的 作 用 力集 中在 射 流 喷射 方 向 , 横 向切 割 力 非常 小 , 其 因而 , 以对质地较软的材料或多层复合材料进行精 可
由此可见磨料粒径越大作用力也越大对物料的打击力也应越大但实际的磨料并不是球形而有一由此可见压力越大喷嘴出口处的射流速度就定棱角粒度越大棱角越不明显切割能力有所下越大切割就更容易但是在高压喷嘴口径一定的情降而且切割效能与作用时的压强有关即压强况下随着超高压水射流压力的增加水射流的流量fma磨料粒径越小压强越大所以当磨料的粒径速度和压力损失都会增大而且压力越大对密封和达到一定程度的时候切割能达到最大粒径再大切各种耐压材料都提出了更高的要求这样就会使成本割能力反而减小
第2 1卷 第 5期 20 0 8年 1 O月
机 械研究 与应用
MEC HANI AL RE E C S ARC & AP L C I H P I AT ON
Vo 2 No5 l 1 2 o .0 o 81
高 压 水 射 流 切 割 效 能 研 究
张昊宇, 李 辉, 震 , 刘 崔俊琦
( L nvrt c neadt hooy N nn ins 20 0 l hn P Au i syo i c n cnl , aj gJ gu 10 7 C i e i fs e . e g i a a)
Abtat T ectn c nyo g rsue a re i a etdb ayf t s fcs gO eeup e tn c o- s c: h u ige i c h hpesr t ts f c ym n co ,oui it qim n dt l l r t f e i fi w ej e a r n lh a em oyue i rs r w t jt adf t s h haet ee c nyo hg rsue a re i s rm vl r n- g sdi hg p se a re- n c r w c c dt i c f i pesr t jtnr t  ̄ oa aefn n h e u e a o i f e h f e i h w e u i
数控超高压水射流切割技术的特点及其应用_陈光明
1 超高压水射流切割机工作原理 高压水射流加工技术的基本工作原理是运用液体
增压原 理 , 通 过 特 定 的 转 能 装 置 (增 压 器 或 高 压
泵 ) , 将动力源 (电动机 ) 的机械能转换成水的压力
Keywords: Cutting; W ater jet technology; Abrasive; H igh p ressure; NC
0 前言 近几十年来 , 随着科学技术的不断发现 , 人们给
液滴赋予了比自由落体运动大得多的打击能量 , 使漫 长的滴水穿石现象在瞬间便可完成 , 这就是水射流 。 为了提高效率 , 人们将水加以高压 , 并使之以直径较 小的喷嘴中喷出 , 形成一束高速 、连续或间断的水流 束 , 这便是高压水射流 。水射流加工 (W ater Jet Cut2 ting) 又称水喷射加工 , 是利用高压高速水流对工件 的冲击作用来去除材料的 , 俗称 “水刀加工 ”, 即是 利用超高压 (达数百 MPa) 水射流对各种材料进行 切割 、穿孔和工件表层材料去除等加工 。
能 , 具有巨大压力能的水在通过小孔喷嘴后 , 再将压
力能转变成动能 , 从而形成高速水射流 , 喷射到工件
表面 , 当水射流冲击被切工件时 , 动能又重新转变成
作用于材料上的压力能 , 若压力能超过材料的破坏强
度时 , 即可切断材料 , 达到去除材料的加工目的 。因
而高压水射流又常被称为高速水射流 。
从结构形式上分 , 可有多种形式 , 如 : 2— 3 个 数控轴的龙门式结构和悬臂式结构 , 这种结构多用于 切割板材 ; 5—6 个数控轴的机器人结构 , 这种结构 多用于切割汽车内饰件和轿车的内衬等 。
高压水射流切割技术研究讲解学习
高压水射流切割技术研究高压水射流切割技术研究刘玉坤天津大学机械学院机械制造及其自动化专业2013级硕士生摘要:水射流切割,又称水刀切割,是一种利用高压水流切割的机器。
在电脑的控制下能任意雕琢工件,而且受材料质地影响小。
因为其成本低,易操作,良品率又高,水切割正成为工业切割技术方面的主流切割方式。
关键词:水刀切割高压工艺参数0前言水刀是一种利用高压水射流进行切割材料的设备。
利用超高压技术可以把普通的水加压到250~400MPa,然后再通过内径约0.15~0.25 mm的宝石喷嘴形成速度为800~1 000 m/s的高速射流,从而切割软基性材料。
如果在水射流中加入适量的磨料,则几乎可以用来切割所有的软硬材料。
除切割功能外,通过调整压力和流量,水射流还可以用于清洗各种物体,如除胶、除漆、除锈等。
水刀切割不使用有毒气体或液体,不会产生有毒的物质或蒸气,表面不留任何机械变形,具有冷切割、清洁、精度高和材料损耗低等优点,在航空航天、汽车制造、金属加工、电子工程等领域中有着广泛的应用[1]。
现在水刀被认为是世界上功能最多样、增长速度最快的一种加工技术,与其他技术如铣床、激光、EDM、等离子和刨床等相辅相成。
高压水射流切割的分类:以加沙的情况来分:分为无沙切割和加沙切割。
以设备来分:分为大型水切割和小型水切割。
以压力来分:分为高压型和低压型,一般以100 MPa为界限。
100 MPa以上为高压型,100 MPa以下为低压型。
而200 MPa以上为超高压型。
以技术原理来分:分为前混式和后混式。
高压水射流切割的特点:1)数控成型各种复杂图案;2)属冷切割、不产生热变形;3)无污染、不产生有毒气体及粉尘;4)可加工高硬度或比较柔软的材料;5)是一些复合材料,易碎瓷材料复杂加工的唯一手段;6)切口光滑、无熔渣,无需二次加工;7)可一次完成钻孔、切割、成型工作;8)生产成本低;9)自动化程度高;10)24 小时连续工作。
南京理工大学科技成果——万能水刀-数控超高压水射流切割机床
南京理工大学科技成果——万能水刀-数控超高压水
射流切割机床
成果简介:
高压水射流切割机,俗称“水刀”,是南京理工大学军工技术转向民用产品取得的成果。
在国内率先推出商业化“水刀”,打破国外这类技术和产品对我国的封锁和垄断,推动了这项新型冷态切割加工工艺在我国的普及应用。
“水刀”的工作原理是将水流增压至200MPa以上,在通径很小(一般大于0.2mm)的喷嘴的约束下,形成高速“水箭”,能够穿削如木材、皮革、橡胶等软质材料;如果在“水箭”中混合磨料,则能够穿削各种质地坚硬的材料,如岩石、玻璃、钢板等。
与微机控制的工作台或机械手结合起来,形成数控加工系统,满足特殊的或复杂的平面加工要求。
技术指标:
工作压力:300MPa、350MPa、420MPa;
喷射流量:2.3~3.5升/分钟;
电机功率:22kw、30kw、37kw;
有效加工范围:1.2x1.2m~2x5m。
项目水平:国际先进
成熟程度:产业化
市场前景:
近十年来,随着国内经济的高速发展,特种切削设备的需求量增
长快速。
其中,具备许多“特异功能”的数控水刀的应用市场越来越广阔。
比如,在机械制造行业,广泛用于金属钣金件下料和零部件加工;在建筑装饰行业和广告行业,用于玻璃、石材、陶瓷、有色金属装饰板材的任意复杂图形高效加工。
尤其最近三、四年,由于国内数控水刀的配件市场迅速发展,水生产成本已大幅下降,使我国成为国际上最大的水刀使用国和生产国。
水刀出口市场开始迅速增长。
预计每年市场需求量在1000台套以上。
合作方式:合作开发、专利许可、技术转让、技术入股。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控超高压水射流切割技术研究
发表时间:2018-10-18T14:53:57.947Z 来源:《电力设备》2018年第18期作者:杨艳超1 李东旭2
[导读] 摘要:水切割系统一般由供水系统、增压器、蓄能器、开关、磨料供给系统及喷头组成。
(1沈阳奥拓福科技股份有限公司辽宁省沈阳市 110000;2沈阳海德力诺机械有限公司辽宁省沈阳市 110000) 摘要:水切割系统一般由供水系统、增压器、蓄能器、开关、磨料供给系统及喷头组成。
水经供水系统通过增压器形成具有一定压力的水流,在蓄能器的作用下,水压能够保持在一定范围内,将连续、稳定的水流输送至开关;控制系统控制增压器的压力大小及开关的打开、闭合,控制一定压力的连续水流至喷头;石英砂等磨料经过磨料供给系统加入到水流中(纯水切割无磨料供给系统);形成混合射流
从喷头射出,完成对被加工材料的切割。
水切割属于冷态作业,切割过程中不产生热影响区,切割精度高,效率高,应用范围广,同时在操作过程中不产生灰尘及有毒有害气体,作业环境安全清洁,能够为作业人员提供相对较为良好的劳动条件。
关键词:数控计算机;超高压水射流切割技术;发展
1水切割技术简介
数控超高压水射流技术是近三十年发展成熟且符合绿色环保概念的一种新型综合加工技术,包括纯水射流与磨料射流,具有诸多传统切割工艺难以比拟的优点。
利用超高压水射流技术加工珍贵木材,具有切割品质优异、效率高、成本低、环保及系统操作简单等显著优势,可合理提高木材的利用率。
木材具有各向异性与复杂性,考虑压力、靶距、进给速度等因素对木材切割品质的影响,比各向同性材料的切割工艺研究难度大。
目前,国内在木材加工应用领域研究水平较低,国产水射流设备实现产业化、优化工艺参数方案分析等研究局限性大。
2008年,何继龙等人以杉木为试件,采用动压力测试方法分别对杉木试件在自由状态下切割受力情况和对不同规格的杉木试件在自由状态与夹紧状态下的切割表面粗糙度进行了对比分析,并以此设计了与SQ-WJG40型高压水射流切割机床相配套的四气缸联动气压夹紧装置,以提高机床加工精确度。
2016年,曹瑜等人采用正交试验法对中密度纤维板和意杨实木试件进行水射流切割试验。
结果表明:意杨实木平均气干密度0.387g/cm3,压力300MPa,进给速度1000mm/s,靶距5mm,调砂速度20kg/h,加工表面粗糙度最小,加工质量最优。
近年来,国外在超高压水射流加工应用方面也作了较多研究工作。
2011年,ŠtefanBarcík等人研究了磨料水射流切割MDF过程,并研究技术参数、材料参数和切割角度对材料切割宽度的影响。
试验表明:当合理采用喷射和技术参数,水射流切割可优先应用于复合材料加工,在纵向切割材料时,切口宽度更稳定。
2014年,MonikaKVIETKOVÁ等人采用磨料射流切割MDF、OSB和胶合板,考虑不同参数技术对试验的影响。
结果表明:磨料射流切割在材料纵向产生了变化,当进给速度为400mm/min,磨料流量为450g/min,切口宽度达到最小,切割效果最佳。
已有研究多基于岩石、陶瓷等均匀性材料和木质复合材料等,实木水射流加工研究工作较为薄弱,为进一步实现大果紫檀工艺品的现代化生产,开展超高压水射流切割工艺优化设计工作尤为关键。
2.水切割机的操作
2.1操作步骤
调试工作及使用前准备。
打开进水阀门,枪嘴有水流射出,无堵塞。
打开排气阀门,排净空气,直至有水顺利喷出,关闭阀门。
确保调压阀、磨料控制阀、泄压阀处于关闭状态。
启动电动机后设备无异响或震动,系统无泄漏或渗漏,射流顺畅无堵塞,压力可调、稳定且可达额定压力。
调试正常后可进行切割作业。
设备启动。
完成调试工作,开启电源开关,右旋调压阀手柄,逐渐调节压力到工作压力(45MPa),将磨料控制阀左旋90°后加砂。
当磨料射流基本形成时开始切割。
切割时根据射流的反射情况判断切割状况:射流反射很高,说明工件未被切透;射流斜向下状态为最佳状态;如若射流竖直向下,则表示切割速度还可提高。
设备关闭。
切割作业完成,首先关闭磨料控制阀(将控制阀手柄扳回原来的位置),设备运行1min左右,排净高压软管中的剩余磨料,左旋压力阀手柄,将压力降为零,关闭电源开关,左旋泄压阀手柄,释放系统中的压力,最后关闭进水阀门。
2.2操作安全注意事项
(1)设备操作人员须经过专业操作培训。
(2)不得将枪嘴朝向周围的人员或设备。
(3)使用设备时须严格按照操作步骤进行,且要佩戴组合护目镜、防护手套等防护用具。
为确保安全,切割时配备2名操作人员,1名负责切割,另外1名负责观察主机运行情况。
(4)使用前认真检查设备性能,确保系统无渗漏,无异响。
(5)操作人员需远离高压磨料水射流喷出及反射的方向,以防受到伤害。
(6)高低压软管严禁弯曲过度(弯曲半径大于
0.5m)、相互绞缠。
(7)水切割机必须做好接地,接地电阻≤4Ω。
(8)在使用水刀切割时,根据不同材料选择不同的压力进行操作。
(9)在使用水刀的过程中,要注意查看水刀的增压器和高压管工作密封情况。
(10)水刀切割好后边缘都十分锋利,应避免划伤割伤。
(11)设备使用过程中,倾斜角度应小于5°,以保证泵运转的最佳润滑调节。
(12)设备运行时出现异常应立即停机,卸压后进行检修,严禁工作时拆卸检修设备,严禁带电检修设备。
3应用CAD软件绘制水切割工艺路线
3.1绘制切割图形
如图1所示,切割图形只能由直线、圆弧、多线段构成。
圆由两个圆弧构成,椭圆由多个圆弧构成。
如果一条线段由多条线段组成,则多条线段要求可以用编辑多线段命令合并起来。
图形必须已经设置过补偿量,并且用分解命令分解。
图1切割图形
3.2设置进刀点和退刀点
如图2所示,line命令由A→B→C、D→E→F画线,注意画线的先后顺序。
这样进刀线就是线段AB、DE,退刀线就是线段BC、EF。
选择线段AB,执行命令PE(编辑多线段),AutoCAD执行顺序如下:(1)执行命令PE;
(2)回车确认,将所选对象中不是多段线的转换为多段线;
(3)输入J,合并线段;
(4)选择对象,该步骤确定切割方向,如果顺时针切割,选择BK;如果逆时针切割,选择BE,如图3所示;
(5)选择退刀路线BC;
(6)切割方向和退刀线确定后,输入命令ALL,按空格键确认;
(7)按回车或空格确认,并结束命令。
图2进退刀线
图3加工路线选择
3.3生成水切割系统可识别文件
(1)建立水切割系统零点。
在图形合适位置画点,并确定为零点。
(2)输入DXFOUT命令或点击“菜单”—“文件”—“另存为”,弹出对话框。
(3)单击“选项”,选择“DXF选项”标签,选中“选择对象”,在对话框中按确定,回到上一个对话框,输入要保存的文件名后,再按保存。
(4)选择要切割的图形。
先选择零点,再选择切割的图形,选择完后按回车确定。
选择的顺序是实际切割的顺序。
(5)在水切割系统下将保存文件打开,执行“仿真”—“代码转换”,得到可以切割的数控程序。
结束语
水切割法在金属切割领域、玻璃切割领域、建筑材料加工领域、石油化工行业等都有应用,是指的推广的一项技术。
参考文献:
[1]赵海龙.煤矿井下高压水切割设备的应用[J].山东煤炭科技,2017(11):127-128+131.
[2]梅峰,龚超.傲马水刀:切割到无法想象[J].金属加工(冷加工),2017(12):7-9.。