注塑成型试模检讨报告表
试模报告表格.doc
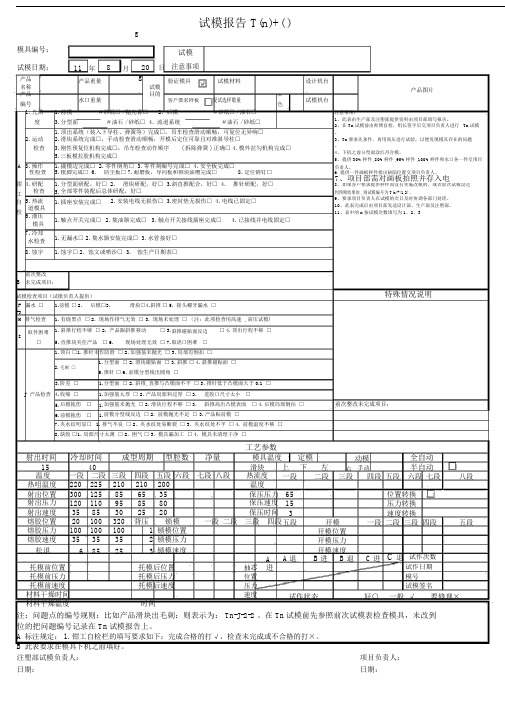
试模报告 T(n)+( )g模具编号:试模试模日期:11 年8月20 日 注意事项产品产品重量g 验证模具试模材料设计机台名称试模产品图片产品目的水口重量复试选样数量颜试模机台编号客户要求样板色1. 光洁1. 前模 #砂纸□ / 抛光膏□2. 后模 #砂纸□ / 油石□注意事项:度 3. 分型面#油石 / 砂纸□ 4. 流道系统#油石 / 砂纸□1、此表由生产部及注塑部提供资料由项目部填写报告。
2、在 Tn 试模前由师傅自检,组长签字后交项目负责人进行 Tn 试模1. 顶出系统(装入下导柱、弹簧等)完成□,吊车检查滑动顺畅,可复位无异响□2. 运动。
2. 滑块系统完成□,手动检查滑动顺畅,开模后定位可靠且对准斜导柱□3、Tn 要求先拿件,再用高压进行试验,以便发现模具存在的问题检查3. 刚性预复位机构完成□;吊车检查动作顺序( 拆除弹簧 ) 正确□ 4. 模外拉勾机构完成□ 。
4、下机之前分型面涂红丹合模。
5. 三板模拉胶机构完成□5、提供 30%样件 ,80%样件 ,95%样件 ,100%样件和水口各一件交项目3. 操作 1. 撬模边完成□ 2. 零件倒角□ 3. 零件刻编号完成□4. 安全板完成□A 负责人。
性检查 5. 模脚完成□ 6. 防尘板□ 7. 耐磨板,导向板和推块油槽完成□ 8. 定位销钉□ 6 提供一件画板样件指出缺陷位置交项目负责人。
钳 4. 研配 1. 分型面研配,好□ 2. 滑块研配,好□ 3. 斜直推配合,好□ 4. 推针研配,好□7、项目部需对画板拍照并存入电8、如果客户要求提供样件而没有实施改模的,或者前次试模没达 工 检查 5. 全部零件装配后总体研配,好□到预期效果的 , 则试模编号为 T(n)+(1,2) 。
5. 热流9、要求项目负责人在试模的次日及时协调各部门处理。
自 1. 插座安装完成□2. 安装电线无损伤□3. 密封垫无损伤□4. 电线已固定□10、此表完成后由项目部发送设计部、生产部及注塑部。
注塑模具出厂自检检查报告

13 模具运水接头是否符合要求(快速接头)
14 模具是否根据设计要求安装计数器
15
模具顶针板、边锁模架、边锁天侧、编码钢印、定位环及前后模 板是否符合设计要求
16 顶出时顺畅、无卡滞、无异响
17
滑动部件有油槽(顶杆除外),表面进行氮化处理,硬度HV700。 (大型滑块按客户要求)
18 顶针板复位到底
3
进出油嘴、进出气嘴是否同冷却水嘴,并在IN、OUT前空一个字 符加G(气)、O(油)
4
模具安装方向上的上下侧开水嘴,导流槽、架上各模板有基准角符号,大写英文DATUM,字高5/16″,位置 在离边10mm处,字迹清晰、美观、整齐、间距均匀
6
模具配件无影响模具的吊装和存放,如安装时下方有外露机构 等,应有支撑腿保护
(注塑)模具出厂检验报告
日 期:2019年11月18日
模号
模具名称
制作商
检验人
检查项目 序号
标准
1 有水路铭牌 、美的铭牌、表面已按美的要求刷上油漆
模具外观
模具结构 (顶出、 活动件、
取件)
模具结构 (冷却) 模具结构 (一般浇 注系统)
模具结构 (热流道
系统)
2
冷却水嘴有进出标记,进水为IN,出水为OUT,IN、OUT后加顺序 号,如IN1、OUT1
44
模架锁紧面研配到位,90%以上面积碰到(模具平衡块应碰到 位)
45 分型面封胶部分符合设计标准
46 皮纹及喷砂达到客户要求
47 打上物料编号、材料回收标示或设计要求的标志及商标等字符
48 产品外观、尺寸、装配性符合产品图纸设计要求
49 模具试模符合设计要求
50 模具的生产周期时间是否达到设计(合同)要求 51 模具材质及硬度符合模具技术要求
注塑件改善检讨会议报告

异常事项 为18S(2008.6.3日成型条件参数表),自行变更,现场担当人员对此也没有合理解释,
此事项是恒泽宇不能接受的,希望供方给予书面解释
要求事项 供应商在两日内将改善报告提交回复
备注
编制:
审核:
批准:
/QZ-052 0/A
会议(HZY)
济华(XC)
10分钟,供应
货都追加内应力
指导书配布给
宇Байду номын сангаас确认后再在进
注塑件改善检讨报告
编号: HZY/QZ-052 0/A
名称 参加人员
产品注塑件
日期
2008.06.27
参加模式
会议(HZY)
解宇(HZY) 尚启锋(HZY) 金云花(HZY) 赵天球(HZY) 杨萍(HZY) 张济华(XC) 宋吉宝(XC) 现注塑件投入电镀后,因内应力大电镀后产品表面不良多发
现状把握
改善目的
减少不良,提高良率 1.原料的分解容易产生麻点及针孔不良,料在料筒中停流最长控制在10分钟,供应 商要严格控制流量 2.注塑件料耙浇口电镀不上全部是内应力问题,供应商出货及HZY进货都追加内应力
相 关 事 项
检查,检测方法先用冰醋酸进行检验,详细检验方法另行做成作业指导书配布给 供应商 担当:工程部 尚工 3.供应商不可自行对产品工艺等进行变更,如有变更要及时通知恒泽宇,确认后再在进 行变更,如在未有恒泽宇确认情况下变更,恒泽宇将从上一次确认同期到发现变更期 供方所供的件货款扣除并除以货款两倍罚款。 4.在现场确认供方技术担当对本职工作不是十分熟练,希望能有所提高 在现场确认过程中发现协创在生产LI自拍镜时成型周期只有13S,报给恒泽宇的周期
同期到发现变更期
给恒泽宇的周期
没有合理解释,
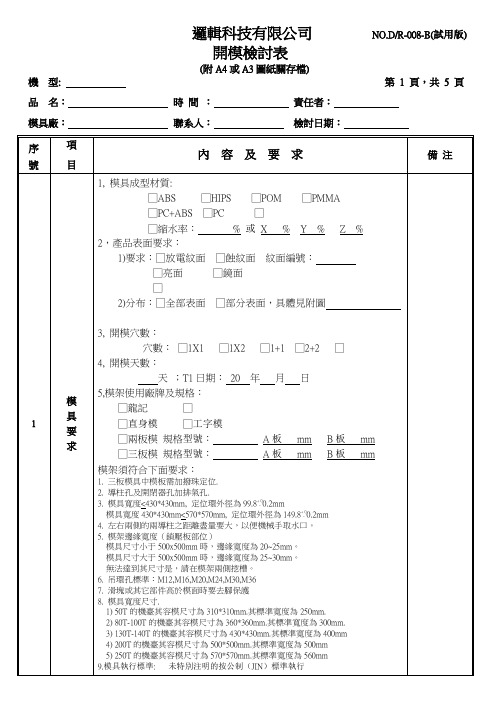
塑胶开模检讨表
序
號
項
目
內容及要求
備注
4
材質
公模
仁
5,模仁材質
□進口□國產
□718□738□NAK80
□S136□S136H□
6,模仁反裝及防呆設計□有□無
7,模仁互換的區域:□有:區域
□無
8,下蓋刻字模仁□無
□有兩個:一個刻字;一個空白(前方入子,后方鎖螺絲)
3,電极材質:□進口紫銅□
4,電极形式:□整體粗精公各一個□整體精公一個
□分體粗精公各個□分體精公各個
分體銅公組成說明:
放電間隙:精公mm/單邊粗公mm/單邊縮水率:%
公模
5,□電极放電加工:□普通放電□鏡面放電
6,□CNC加工+局部電極放電加工
7,電极材質:□進口銅□
8,電极形式:□整體粗精公各一個□整體精公一個
3)壓克力面板穴號標志在卡勾側位,暫以“1”“II”標示,不可在卡勾的上表面標示凸點.以防刮破網板,.
4)其它產品暫以標示明顯位置即可
5)下蓋等“+.-”號,穴號及其它標志一般不可標志在頂針上。
P.S.參考樣品:
會簽:
會簽
□以上經邏輯,模具廠:雙方檢討確認,依此檢討進行模具設計,如有修改將書面通知對方,經對方同意方可進行變更,書面文件存檔。
品名:時間:責任者:
模具廠:聯系人:檢討日期:
序
號
項
目
內容及要求
備注
1
模
具
要
求
1,模具成型材質:
□ABS□HIPS□POM□PMMA
□PC+ABS□PC□
注塑部新版试产检讨报告

项目负责人:
4.试产问题点必须详细记录清楚,并附与样板一致的3啤产品与1啤水口
品ቤተ መጻሕፍቲ ባይዱ负责人:
位置 (mm)
射胶时间(s)
实际射胶时间(s)
冷却时间(s)
成型周期(s)
成型温度 ℃
模具温度 ℃ 母模温度
公模模温
热流道温度℃
工程师核准:
联系电话:
联系电话:
判定结果
机台吨位:
压力
速度
第一段
射
第二段
胶
第三段
第四段
技术员制表:
备 1.填表人必须按上述项目完整填写写 注 3.必须在简图及产品上标识出问题点
位置
第一段
保 压
第二段
第三段
压力
速度
时间
背压 压力 速度 熔 胶
松退
后退速度
(mm/sec)
最小残量位置:
品质确认:
领班审核:
2.必须复制当次试产加工样板,并标注清楚加工区域
注塑部试产检讨报告
客户名称: 模具编号
良率 试产数量
模穴数
项目名称: 机位人力 产品颜色
不良数 治具使用状态机械手使用
产品名称:
试产车间:
使用材料
产品重g/PCS 水口重g/PCS 测量部位 BOM
实际
图纸尺寸
试产机台:
产品示意图
不 分类 良 明 细 数量
问题点描述
改善对策及建议方案
PR1
试产日期: 实测尺寸
车间工作注塑失误检讨书
尊敬的领导:您好!我是一名注塑车间的工作人员,近期在注塑生产过程中,由于我自身操作失误,导致一批产品出现质量问题。
在此,我深感愧疚,特向领导提交检讨书,以表达我对此次失误的深刻反思和诚挚道歉。
一、失误原因分析1. 对操作规程学习不够深入。
在注塑生产过程中,我未能充分掌握操作规程,对一些细节问题把握不准,导致在生产过程中出现失误。
2. 工作责任心不强。
在注塑生产过程中,我未能严格要求自己,对产品质量把关不严,对潜在的风险预估不足,导致出现失误。
3. 缺乏经验。
作为一名新入职的员工,我在注塑生产方面经验不足,对设备性能和工艺流程不够熟悉,导致在生产过程中出现失误。
4. 工作环境因素。
在此次失误中,工作环境也存在一定的影响,如设备维护不及时、生产现场卫生状况不佳等,为失误的产生埋下了隐患。
二、失误对生产的影响1. 影响了生产进度。
由于失误导致的产品质量问题,使得这批产品无法正常入库,给生产进度带来了严重影响。
2. 增加了成本。
为修复此次失误造成的产品质量问题,我们需要投入额外的人力、物力和财力,增加了生产成本。
3. 降低了企业形象。
此次失误暴露出我们在生产过程中的不足,给客户留下了不良印象,影响了企业形象。
三、整改措施1. 加强对操作规程的学习,提高自身业务水平。
在今后的工作中,我将认真学习操作规程,熟练掌握设备性能和工艺流程,确保生产过程顺利进行。
2. 增强责任心,严把质量关。
在注塑生产过程中,我将时刻保持高度的责任心,对产品质量严格把关,确保产品合格率。
3. 积累经验,提高应对能力。
在今后的工作中,我将不断积累经验,提高应对各种生产问题的能力,减少失误的发生。
4. 加强与同事的沟通与合作。
在生产过程中,我将加强与同事的沟通与合作,共同提高生产效率和质量。
四、道歉与承诺对此失误,我深感愧疚。
在此,我向领导和同事们表示诚挚的道歉。
同时,我承诺在今后的工作中,认真反思,努力改进,以实际行动弥补此次失误带来的损失。
注塑主管工作失职检讨书

尊敬的领导:您好!首先,我怀着沉痛的心情向您递交这份检讨书。
近期,在注塑生产过程中,由于我工作失职,导致生产进度延误、产品质量下降,给公司带来了严重的经济损失和不良影响。
在此,我深感愧疚,特此向您及公司全体同仁表示诚挚的歉意。
以下是我对此次工作失职的具体检讨:一、思想认识不到位在日常工作中,我未能充分认识到自身职责的重要性,对注塑生产过程中的各个环节缺乏足够的关注。
在思想认识上存在严重的松懈,导致我在工作中出现疏忽,未能及时发现并解决问题。
二、工作责任心不强作为一名注塑主管,我未能充分发挥自己的职责,对下属员工缺乏有效管理。
在发现生产过程中出现问题时,我没有及时采取措施进行纠正,导致问题不断扩大,最终影响了整个生产进度。
三、沟通协调能力不足在与生产部、品管部等相关部门的沟通协调过程中,我未能充分调动各方的积极性,导致信息传递不畅,无法形成合力解决问题。
同时,在处理突发事件时,我的应变能力不足,未能迅速采取有效措施。
四、对员工培训不足在员工培训方面,我未能充分认识到培训的重要性,导致员工技能水平参差不齐。
在生产过程中,部分员工因操作不当,导致产品质量不合格,进而影响了整个生产进度。
针对以上问题,我特提出以下改正措施:1. 加强自身思想认识,提高工作责任心。
认真学习公司规章制度,时刻保持警惕,切实履行注塑主管职责。
2. 严格执行生产计划,加强过程控制。
及时发现并解决问题,确保生产进度和质量。
3. 加强与生产部、品管部等相关部门的沟通协调,形成合力,共同推进生产工作。
4. 重视员工培训,提高员工技能水平。
定期组织员工进行培训,确保员工掌握必要的操作技能。
5. 加强自身应变能力,提高突发事件处理能力。
在面对突发事件时,能够迅速采取措施,确保生产顺利进行。
再次为我的工作失职向您及公司全体同仁表示诚挚的歉意。
在今后的工作中,我将以此次事件为鉴,严格要求自己,全力以赴做好注塑主管工作,为公司创造更多价值。
谨此检讨!此致敬礼!注塑主管:(签名)年月日。
注塑压模检讨书

注塑压模检讨书尊敬的领导:我谨向您呈交本次注塑压模工作的检讨书,我们团队在项目执行过程中出现了一些问题,我们深感应该及时反思和解决这些问题,以期在今后的工作中能避免类似的错误和漏洞。
首先,我们意识到在项目规划和准备阶段,我们没有充分考虑到注塑压模工作的复杂性和挑战性。
我们过于依赖于已有的模具设计和制造经验,而没有充分认识到新项目可能带来的新需求和挑战。
这导致了我们在工艺设计和模具制造上存在一些漏洞和不足之处。
其次,我们在材料选择和试模阶段也存在一些问题。
由于时间和成本等因素的压力,我们在材料选择上没有做足够的调研和试验,导致在实际生产中出现了一些材料不合适的情况。
这给项目进度和质量带来了一定的影响。
此外,在设备维护和操作方面,我们也出现了一些失误。
由于注塑压模设备的特殊性,对设备的维护保养和操作要求较高,我们在一些细节方面没有做好,导致设备出现了一些问题和故障。
这给生产进度和成本造成了一定的压力。
以上问题和失误是我们团队在注塑压模项目中的责任和不足之处,这些问题给企业带来了一定的经济损失和声誉损害。
对此,我们深感抱歉,并向您、向公司全体员工道歉。
同时,我们也意识到这些问题反映了我们的工作态度和能力不足,我们将积极改进和提升自己。
为了解决以上问题,我们将采取以下措施:首先,我们将加强团队的沟通和协作。
在项目规划和准备阶段,将组织各个专业人员充分沟通和交流,确保大家对项目的需求和挑战有一个共识。
同时,建立一个团队内部的学习和反思机制,及时总结经验教训,不断改进工作方式。
其次,我们将加强材料选择和试模的科学性。
在项目开始之前,我们将进行充分的材料调研和试验,确保所选材料的适用性和性能满足生产需求。
同时,我们会对试模进行更加细致和全面的评估,确保模具的质量和可靠性。
最后,我们将加强设备维护和操作的标准化。
建立设备维护工作的档案和日志,定期对设备进行检修和保养,确保设备的正常运转。
同时,加强员工的培训和技能提升,提高操作人员的业务素质和技能水平。