组培苗工厂化生产与管理-宜宾职业技术学院精品课程 SS
工厂化育苗原理与技术教程

工厂化育苗原理与技术教程-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII工厂化育苗原理与技术—教程来源: 发布时间: 2011-08-06 15:01 15 次浏览大小: 16px 14px 12px 工厂化育苗原理与技术朱世东(安徽农业大学园艺学院)工厂化育苗原理与技术朱世东(安徽农业大学园艺学院)第一章绪论第一节工厂化育苗概念与特点一、工厂化育苗概述(一)概念工厂化育苗(raising seedlings in industrial scale):在人工适宜条件下,采用标准化、机械化、自动化技术,进行规模化生产优质秧苗的一种先进育苗方式。
(二)特点与常规育苗相比,具有五大优点:1、提高秧苗质量(1)苗齐苗壮,抗逆性增强;(2)定植不伤根,缓苗快,成活率高。
工厂化育苗比常规育苗平均增产15%~30%。
2、节省资源、成本(1)节能省电2/3。
分散育苗→集中育苗;苗龄缩短10~20天。
(2)省地 100株/m2 → 500 ~1000株/m2, 21~84万株/亩。
(育苗效率高)(3)省工常规育苗:人均管理2.5万株;穴盘育苗:20万~ 40万株/人。
如番茄:常规育苗,2000株苗用工大约25~30个;工厂化育苗,1~2个。
定植只相当于常规育苗工作量的1 / 10。
常规育苗:苗重500克/株;穴盘育苗:苗重35 ~ 50克/株。
(4)省种种子包衣处理,1粒/ 1穴。
(出苗率)常规育苗:出苗率60%~70%;工厂化育苗:85%~95% 。
(5)节本劳动力成本降低90%,总成本可降低30%~50%。
3、提高生产效率可以做到周年连续生产,生产效率提高5 ~ 7倍。
(1)播种效率提高。
700~1000盘/小时(工厂化育苗)(2)育苗周期缩短10~20天。
4、适于远距离运输常规育苗,不适宜较远距离运输,运输半径一般在20公里以内;工厂化育苗,运输半径可达800公里。
植物组培苗工厂化生产与管理(自制)

0.5~10µL 5~20µL 20~200µL 100~1000µL 1~5mL 2~10mL 20L/h 360L 220v/(250˚CŦ1˚C) 150L,0˚C~99˚C 50L 双人单面
价格表 数量
2 1 4 1 3 2 3 2套
1 1 2 2 2 8
20 16单价/元 金额/万元
2500
15
3.75
锅炉房
30
800
2.4
仓库
100
800
8
快繁车间主要设施和仪器 价格表
名称
规格
数量
成像显微镜
分辨率2048*1536,具有 314万像素
1
离心机 3000~10000r/min
1
解剖镜 40倍
1
电泳设备
1
酶标定仪 96孔微机控制
1
洗瓶机 1500瓶/h
1
洗衣机
1
干燥架
2
医用手术车
以上各项成本累计,每株组培出瓶幼苗的成本为0.52~0.60元。 目前,组培苗多以移栽后的成苗作为商品苗出售,每瓶苗的有效 苗率为95%,移栽成活率和移栽后成苗商品合格率均为95%,则 100万株瓶苗通过移栽所得合格苗为812250株,实际上每株苗成 本0.85~0.90元。
若以每株定价2.5元出售,年可盈利: 812250*2.5-689684.86=1340940.14元
名称
面积/m²
单价/(元/m²)
金额/万元
洗涤室
30
2500
7.5
药品贮藏室
20
2500
5
药品配制室
20
2500
5
工厂化育苗质量控制技术 工厂化育苗育苗质量标准控制技术
工厂化育苗 项目二 工厂化育苗质量控制技术
1.成苗标准
成苗标准应该和秧苗出厂所要求的规格一致, 也就是说和 客户订单的要求一致。但是成苗标准制订时应该考虑市场的 需要, 一旦标准成型, 就应该看作是工厂化育苗场所的产品规 格, 不能随意改变, 也应成为签约订单的主要产品规格依据。 成苗标准应按作物种类以及不同品种、不同栽培型、不同栽 培期的要求制定, 这样比较复杂。可以把生产上常用的种类 、品种、栽培型与栽培期所需秧苗的标准制定出来, 其他的 参考执行。具体的成苗标准应根据不同的作物种类、不同的 育苗目的和生产条件等具体情况制订, 不可一概而论。
工厂化3育. 苗秧苗项质目二量工控厂化制育苗技质量术控制技术
(6) 穴盘苗的矮化技术
常用的生长调节剂有B9、A-rest、矮壮素、多效唑、烯 效唑, 另外, 农药粉锈宁的矮化效果 也很好, 但不宜应用于 瓜类, 否则易产生药害。化学成分容易在土壤中分解, 因此 通常使用叶面喷施, 使用浓度为1000~1300mg/kg; A-Rest既 可浇灌也可喷施,施用浓度为50~ 150mg/kg;矮壮素的使 用浓度是100~300mg/kg;多效唑一般使用5~15mg/kg,烯效 哩的使 用浓度是多效唑的一半。
工厂化育苗 项目二 工厂化育苗质量控制技术
工厂化育苗 项目二 工厂化育苗质量控制技术
组织培养课程简介及课程标准

《组织培养》课程简介一、课程信息(1)课程名称:组织培养(2)参考学时:72学时(3)参考学分:4学分(4)开课学期:第3学期二、教学目标1、知识目标:(1)熟悉植物组织培养的含义;了解植物组织培养的发展史;(2)熟悉各种培养基的功能、作用、成分及其特点。
(3)学习常用的无菌操作技术;能够掌握消毒灭菌的基本步骤。
(4)学习各种外植体的处理方法和操作流程,能够对各种外植体实施合理灭菌。
(5)掌握试管苗的驯化移栽操作流程(6)掌握移栽试管苗的科学管理方法及提高移栽成活率的各种措施(7)掌握工厂化生产中出现的污染、褐化、玻璃化问题发生原因及处理措施;(8)了解工厂化生产的各类设施及设备;学习生产计划的制定和经营管理方法;(9)学习工厂化生产的工艺流程、组培生产的成本核算和效益分析。
(10)学习组织培养脱毒的方法及培养流程。
2、能力目标:(1)能够理解细胞全能性在组织培养中所起的作用;(2)能掌握实训验、室的布局与组成以及相应的设备;能合理设计组培实训验、室;(3)能够正确使用组培实训验、室的各种仪器及设备。
(4)会药品的称量技术及溶解程序;能够正确溶解各种药品并配制成母液。
(5)掌握灭菌方法;能够配制固体培养基并灭菌。
(6)能对不同的外植体进行恰当取材及处理。
(7)学会试管苗的驯化,能够掌握试管苗的驯化基本步骤。
(8)会处理各种外植体培养中出现的问题,能够对外植体的褐变及玻璃化采取相应的处理方案。
(9)能掌握组培苗的生态环境与温室环境的差异并能严格按照操作流程进行科学管理。
(10)能按照工厂化生产流程、技术环节进行组培生产、成本核算、效益分析;(11)能对马铃薯、草莓等材料实施脱毒培养。
3、素质目标掌握组织培养的基本理论、实用规划设计与操作技术技巧、个体植物组织培养途径与方法,将职业道德和能力的培养紧密结合起来,养成职业应遵循的思想和行为规范。
在课程目标实施过程中养成敬业、诚信、合作、交流、生存、发展等基本素质。
组培苗工厂化生产的工艺流程
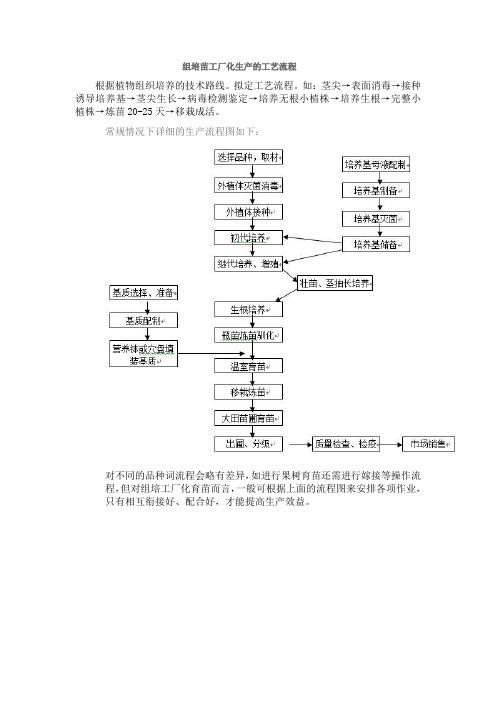
对不同的品种词流程会略有差异,如进行果树育苗还需进行嫁接等操作流程,但对组培工厂化育苗而言,一般可根据上面的流程图来安排各项作业,只有相互衔接好、配合好,才能提高生产效益。
常规情况下详细的生产流程图如下对不同的品种词流程会略有差异如进行果树育苗还需进行嫁接等操作流程但对组培工厂化育苗而言一般可根据上面的流程图来安排各项作业只有相互衔接好配合Байду номын сангаас才能提高生产效益
组培苗工厂化生产的工艺流程
根据植物组织培养的技术路线。拟定工艺流程。如:茎尖→表面消毒→接种诱导培养基→茎尖生长→病毒检测鉴定→培养无根小植株→培养生根→完整小植株→炼苗20-25天→移栽成活。
植物组培苗工厂化生产与管理(自制)

8.炼苗移栽车间 主要是进行组培苗清洗、整理、炼苗、移栽和培育的地方, 要求清洁,最好配有恒温恒湿控制设备、喷雾器、光照调节 装置等。主要设备有基质灭菌机、基质搅拌机、装盘机、育 苗盘、育苗筒、种植钵等。 9.苗圃 可分为原种圃、品种栽培示范圃、繁殖圃。 原种圃主要是保存引进或选育的优良资源、 品种栽培示范圃主要是展示本工厂生产的各种组培苗的成年 植株,展示其优良的性状和生产习性。 繁殖圃主要繁殖不同规格的商品苗。
3.药品配制车间 主要用于配制各种母液及其他液体,面积应为15~20m2,车 间内应设置1~2个实验台,台面应使用防腐蚀台面,且牢固, 平稳。主要放置磁力搅拌器、电子天平、玻璃器皿柜等。实 验台下方存放称量药品用的药匙、硫酸纸、毛刷、吸水纸、 玻璃棒等物品。在屋内一角安装通风橱,一排放有毒、有害 气体。 4.培养基制作车间 主要用于培养基的配制、灭菌和存放。制作间面积为 80~100m2,空间要宽敞透亮,设备摆放合理。制作室里应有 大型实验台及高压灭菌锅、电热干燥箱、液化煤气炉、电炉、 移液架、培养基罐装器、微量可调移液器、酸度计、蒸馏水 器、恒温培养箱、冷藏柜等设备。
4、组培工厂设计设想
1、试管苗增值率的估算
组培苗增值率计算: y=mXn (y年繁殖数,m瓶内母株苗数,x每个培养周期 增值的倍数,n全年可增殖的周期次数) 蝴蝶兰每一个月为一个繁殖周期,每年繁殖10次,每次 增殖3倍,若年产100万株,则根据公式m=y/xn可得m=17株 所以17株无菌蝴蝶兰苗经过一年繁殖即可得到一百万株。 但实际生产过程中应考虑污染率、不合格苗率以及成活率等 因素。 因此需增加一倍的保险系数,实际生产过程中需要35个 原种无菌苗。
2.试管苗移栽的设施设备 主要有装盘机,育苗盘,育苗筒,电热温床,基质搅拌机,喷药消 毒机,各种肥料,以及活性炭,蛭石和珍珠岩等移栽基质。
植物组培课程标准

·应用化工技术专业 / 课程标准·- 1 -《植物组织培养技术》课程标准一、课程性质与定位《植物组织培养技术》是生物技术及应用、作物生产、园林等专业的一门专业基础课,是一门理论联系实际,实践性很强的课程。
课程选用的教材为曹春英主编的《植物组织培养技术》,是指通过无菌培养技术,把植物体的各类组织、器官或者细胞等材料接种于人工配制的培养基上,并且在人工控制的环境条件下进行离体培养的一套技术和繁殖方法。
通过本门课程的学习,主要培养学生将来能从事与组织培养相关的工作,如能够独立设计组培方案、具备培养基的制备、进行无菌操作、植物快繁、控制污染、褐化、玻璃化等不良现象发生和分析解决问题的能力。
还能够独立从事植物组织培养经营管理的工作。
《植物组织培养技术》这门课程以化学、植物学、植物生理学、遗传学等学科为基础建立起来的,为适应21世纪生物科学的发展,结合当前高职教育改革的实际,压缩理论课时,精选教学内容,增加单位时间内的知识传授量,增加实验实训课的课时。
培养技能型、应用型人才,使课程教学朝着高职院校校企合作的办学模式,工学结合的人才培养模式,教学做合一的教学模式方向发展。
本课程在专业培养目标中的定位为:据植物组织培养岗位对从业人员知识、能力和素质要求,以“应用”为主旨和特征,构建课程内容模块体系。
课程内容打破传统的“老三段”模式,打破学科特性,理论知识要求“必需、够用”,实践教学突出能力培养,注重知识的应用性、实践性和针对性,并以此来构建组培课结构和内容体系。
在实践教学上,·应用化工技术专业 / 课程标准·- 2 -以“项目教学法”为主导,强化实训项目的实用性。
本课程一般按照“实验室设计与培养条件要求―培养基制备―无菌操作技术―器官培养―个体植物组织培养与园艺植物栽培”的顺序进行。
二、 课程设计与理念1.以“工种(岗位)技能标准”设计课程本课程设计的理念是改革以“学科”为标准的课程体系,建立以“工种技能要求”为标准的课程体系,把所有知识整合梳理,按项目要求,分解成各项工作任务,与生产过程组织起来,体现了职业教育的规律,有利于培养理论与实操一体化技能型复合人才。
组培苗技术

组培苗技术组织培养技术是一种重要的植物繁殖技术,它可以帮助实现植物快速繁殖并生产优质种苗。
本文将重点介绍组织培养技术在植物育种、植物保护和植物生产等方面的应用,以及该技术的优势和发展趋势等内容,并对相关概念和术语进行解释。
一、概念与原理1.1 组织培养技术概述组织培养是一种利用植物体细胞和组织的生理特性,在无菌条件下通过外界激素和营养物质的定量调控,使细胞分化和再生生长的方法。
其基本原理是在无菌条件下,利用植物体内部的细胞和组织特性,通过外源激素的刺激和营养物质的供给,诱导细胞分裂、分化和重组,形成新的植株。
1.2 组织培养的发展及意义20世纪60年代以来,组织培养技术作为一种先进的植物繁殖技术,引起了全球范围内的广泛关注。
它的出现为植物育种、植物种苗培育、疾病防治、药用植物繁殖、植物改良等领域提供了新的手段和途径,对于提高农作物产量和品质、解决种质资源保存和植物疾病防治等问题具有重要的意义。
1.3 组织培养的基本操作组织培养技术的基本操作主要包括无菌条件下的培养基制备、细胞和组织的获取和处理、激素处理和培养条件的控制等步骤。
无菌条件的保持是组织培养技术取得成功的关键,需要在无菌工作台下进行操作,使用高压蒸汽灭菌器对培养基和操作器具进行消毒。
二、应用领域2.1 植物育种组织培养技术在植物育种中的应用主要体现在快速繁殖新品种和改良传统品种上。
通过组织培养技术,可以从优良植株中获取高质量的组织、细胞和胚,通过外源激素控制其生长分化,进而获得大量的同质化植株,为育种工作提供了快速、高效的手段。
2.2 植物保护在植物保护中,组织培养技术主要应用于植物抗逆性研究、病原体筛选和抗病育种等方面。
通过组织培养技术可以获得受到病原体或环境胁迫的植株组织,加以处理和观察,以便研究植物的抗病性和抗逆性。
2.3 植物生产在植物生产中,组织培养技术可以用于生产药用植物、优质果树和花卉苗木等。
通过组织培养技术可以快速繁殖出无病害的植株,减少繁殖时间和繁殖成本,提高种苗的质量和繁殖效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一般一个单人无菌工作台可年生产10万~15万 株苗,一个1.2m×0.6m×2.0m的6层培养架可年 繁殖1.5万~2万株试管苗。年产100万株的组培苗 生产工厂,需8~10个无菌工作台,培养架40~50 个。接种室面积应为40~50m2,培养室面积则为 100~120m2。
培养容器的数量取决于生产规模,一个6层培养 架(1.2mX0.6mX2.Om)可放置900个左右三角 瓶,还需增加10%~15%的周转用培养容器。
2020/6/17
(四)商业化生产的工艺流程
2020/6/17
(五)试管苗增殖率的估算 Y=mX n
Y-年繁殖数 m-无菌母株苗数 X-每个培养周期 增殖倍数 n-全年可增殖的周期数 (六)生产计划的制定和实施
1.生产计划的制定 销售计划=实际生产数量X[1—损耗(5%~10% )]×移栽成活率
2020/6/17
(二)产品质量监控 商业化生产的试管植株需进行产品质量的跟
踪监控,如接种状况、污染率、生长情况、生根 苗数量、出瓶苗质量等,并建立试管苗出瓶标准 。根据出瓶苗的质量等级、移栽的气候条件,估 算移栽成活率。并以估算结果为依据,控制和调 整生产节奏及进度。
2020/6/17
三、降低商业化生产成本的措施 (一)提高劳动生产率 (二)减少设备投资,延长使用寿命 (三)降低消耗 (四)降低污染,提高鳖殖率和成活率 (五)简化培养基 (六)减少污染、褐变和玻璃化现象 (七)发展多种经营,开展横向联合 (八)商品化生产的经营管理
假定平均每天取用30瓶母种,转接成100瓶, 其中30瓶为增殖用,以维持母株的瓶数,另外70 瓶用于生根。在35~42天内有30~36个工作日。
存架增殖总瓶数T=30×30或30×36 即: T=900或1080(瓶)
理论值与实际值的关系: 一株试管苗繁殖数实际值比理论值低得多。
2020/6/17
第二节 成本核算与效益分析 一、成本核算 1、成本核算目的 通过成本核算可了解: ①生产过程中的各种消耗; ②管理工作的质量; ③各项技术措施的效果; ④产品价格的制定标准。
2020/6/17
2020/6/17
2.生产计划的实施 ①准备繁殖材料。 ②合格繁殖材料的快速增殖。
存瓶增殖总瓶数=月计划生产苗数/每 个增殖瓶月可产苗数
月计划生产苗数=每个操作人员每天可 接苗数×月工作日×人员数 全年生产量=全年初评苗数×炼苗成活率
2020/6/17202来自/6/17二、商业化生产效益分析 (一)规模分析实例
第十一章组培苗工厂化生产与管理-宜宾职业技术学院精品课程
目的与要求 掌握组织培养技术在植物组培苗工厂化生产中的应 用,了解植物组培苗生产工厂的设计与生产工艺流程, 学习生产成本核算、效益分析以及提高经济效益措施, 使学生掌握植物组培苗工厂化生产基本技术,熟悉生 产各环节的管理措施。 具备一定组培工厂管理基础,并有工艺流程设计的 基本能力,能够进行基本的成本核算。
2020/6/17
2、试管苗商业化的生产成本 ①人工费用。管理人员、技术人员、操作人员的 工资和奖金; ②生产物资费用。培养基配制所需的各种药品、 低值易耗品、当年消耗品等。 ③设备折旧费用。试管苗生产所用的各种固定资 产的折旧费。 ④水电费用。商业化生产环节中消耗的水电费。 ⑤其他费用。办公费、培训费、差旅费、种苗费 、宣传费等。
2020/6/17
思考 1、试管苗增殖率的估算方法是什么? 2、怎样进行组培苗成本核算 3、如何提高组织培养工厂化生产效益。
2020/6/17
2020/6/17
(二)商业化实验室的设计 根据生产规模和组织培养的生产程序,实验
室应尽量布局合理,使生产程序能连续、有效地 进行。 (三)商业化生产的配套设施
配套设施包括过渡培养室和露地 过渡培养室可内装喷灌设施和可移动苗床。 每平方米苗床可栽种800株试管苗,一茬苗的过渡 周期为30d,年产100万株苗的过渡培养室,建造 面积应为400~600m2。
2020/6/17
第一节 植物组织培养工厂化生产
一、商品化生产规模及工艺流程 (一)试管苗生产规模的确定
商业化生产规模的确定应以市场需求为标准 ,否则试管苗难以销售,造成经济损失。
外植体的入瓶;器官形成及增殖;试管小植 株出瓶等试管苗生产过程均是在无菌条件下进行 的,因此,试管苗生产规模是以无菌工作台的数 量来衡量的。