非标门品质部流程图
品质部部工作流程图

检验:根据成品检验标准抽样检验;
入库:检验合格产品做好检测记录,入库;
存档:把各项检验记录,检查记录,整改意见书等保存起来。
《生产任务单》
★《生产过程检验标准表》
★《质量异常报告单》
★《纠正预防措施报告》
★《产品检验报告》
3、品质部与物流:发货工作流程表
流程
叙述
负责人
记录/参考
出货:调度下发货计划;
检验:对照发货清单,核对产品名称,规格,标签;并对产品进行抽检。
检验不合格:检验不合格货品通知相关人员;及时进行处理
检验合格出货:产品检验报告交予物流部,出货;
存档:做好检测记录。
★《产品出厂检验表》
★《质量内部联络单》
★《产品检验报告》
《送货单》
★《产品检验报告》
《送货单》
二、内审实施计划:根据年度内审计划编制的具体内审实施计划;
三、召开内审首次会议;
四、实施内部审核,填写内审记录;
五、开出内审不符合报告;
六、编制内Leabharlann 报告;七、召开内审末次会议;
八、各部门根据不符合报告分析不符合原因,制定纠正计划,必要时制定纠正和预防措施计划;
九、各部门实施整改;
十、内审员实施整改有效性验证
存档:所有相关资料存档。
质量主管
生产主管
★《进货质量检验表》
★《半成品检验记录表》
★《产品检验报告》
★《报废统计单》
★《纠正预防措施报告》
6、管理体系内审实施流程
流程
叙述
负责人
记录/参考
编制内审计划
批准
成立审核小组
首次会议
实施审核
品质部组织架构图
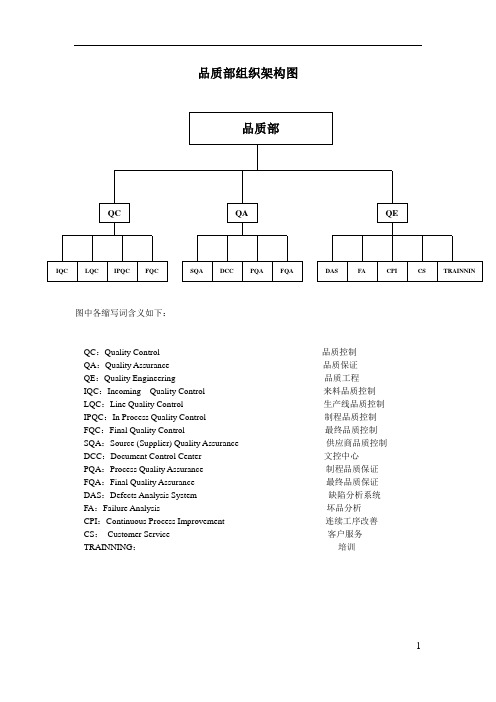
品质部组织架构图图中各缩写词含义如下:QC:Quality Control 品质控制QA:Quality Assurance 品质保证QE:Quality Engineering 品质工程IQC:Incoming Quality Control 来料品质控制LQC:Line Quality Control 生产线品质控制IPQC:In Process Quality Control 制程品质控制FQC:Final Quality Control 最终品质控制SQA:Source (Supplier) Quality Assurance 供应商品质控制DCC:Document Control Center 文控中心PQA:Process Quality Assurance 制程品质保证FQA:Final Quality Assurance 最终品质保证DAS:Defects Analysis System 缺陷分析系统FA:Failure Analysis 坏品分析CPI:Continuous Process Improvement 连续工序改善CS:Customer Service 客户服务TRAINNING:培训一供应商品质保证(SQA)1.SQA概念SQA即供应商品质保证,是通过在供应商处设立专人进行抽样检验,并定期对供应商进行审核、评价从最源头实施品质保证的一种方法。
是以预防为主思想的体现。
2.SQA组织结构3.主要职责1)对从来料品质控制(IQC)/生产及其他渠道所获取的信息进行分析、综合,把结果反馈给供应商,并要求改善。
2)根据派驻检验员提供的品质情报对供应商品质进行跟踪。
3)定期对供应商进行审核,及时发现品质隐患。
4)根据实际不定期给供应商导入先进的品质管理手法及检验手段,推动其品质保证能力的提升。
5)根据公司的生产反馈情况、派驻人员检验结果、供应商对投诉反应速度及态度进行排序,为公司对供应商的取舍提供依据。
各部门品质管控流程图.
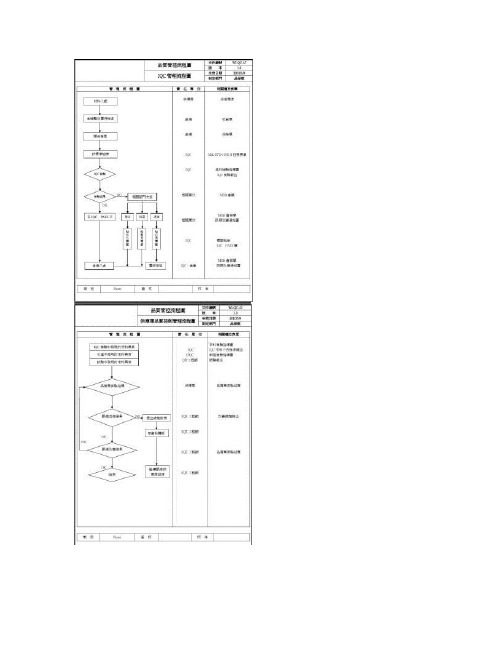
品質管控流程圖ห้องสมุดไป่ตู้質工程控制(QE)管理流程圖①管理流程圖責任單位IQC研發部/工程部文件編號版本生效日期制定部門WI-QC-47 1.0 2010/5/9品保部相關檔及表單需做試驗的物料研發工程試驗物料試驗申請單相關試驗QE試驗報告NG試驗結果相關部門決定相關部門MRB會議OK特采加工使用退貨相關部門MRB會簽單限期改善通知書貼藍色標籤貼藍色標籤貼紅色標簽IQC倉庫標識貼紙倉庫入倉制造使用置退貨區MRB會簽單制定Payne審核核准
品质控制流程图
观、功能测试和相关的可靠性测试。
措施报告
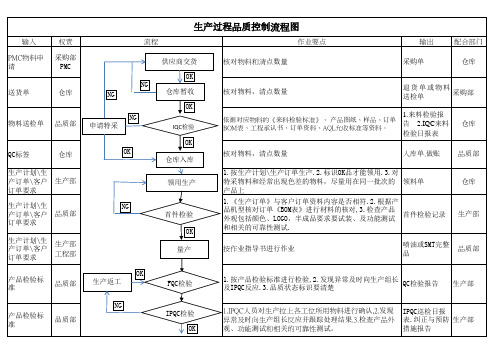
1.核对生产订单、客户订单资料和其它相关要求。2.对 产品外观、颜色进行全面的检查,对功能和相关的可靠性 返工单. 进行全面的测试。3.状态标识清楚
生产部
生产计划\生 产订单\客户 生产部 订单要求
组装领用生产
1.按生产计划\生产订单\客户订单要求生产.
产生首件 品质部
异常及时向生产组长反应并跟踪处理结果.3.检查产品外 表.纠正与预防 生产部
观、功能测试和相关的可靠性测试。
措施报告
输入
权责
生பைடு நூலகம்计划\生 产订单\客户 生产部 订单要求
生产计划\生 产订单客户 品质部 订单要求
生产计划\生 产订单\客户 生产部 订单要求
产品检验标 准
品质部
流程
领用生产
NG 首件检验 OK 量产
首件检验记录
和相关的可靠性测试.
仓库 生产部
按作业指导书进行作业
喷油或SMT完整 品
品质部
OK 生产返工
FQC检验
1.按产品检验标准进行检验,2.发现异常及时向生产组长 及IPQC反应.3.品质状态标识要清楚
QC检验报告
生产部
NG
产品检验标 准
品质部
IPQC检验 OK
1.IPQC人员对生产拉上各工位所用物料进行确认,2.发现 IPQC巡检日报
生产部 仓库
IPQC检验 OK
QA检验 OK
生产入库出货
1.IPQC人员对生产拉上各工位所用物料进行确认,2.发现 IPQC巡检日报
异常及时向生产组长反应并跟踪处理结果.3.检查产品外 表.纠正与预防 生产部
观、功能测试和相关的可靠性测试。
品质部管理流程图
不合格 现象\责 任人\数 量\不良 率
元件名称、 不合格现 象、数量、 责任人及 不良率
元件 名称、 不合 格现 象、数 量及 不良 率
不合格数量总统计,计算良率与不良率;
页 数 1页
责任/重点规定/时间
1 车间未投产的不合格原 材料不计于车间不良率 中; 所需表单: 《车间不合格记录单》 BD-QC-007
退货
责任人/重点规定/时间
1. 原材料不合格情况在每日 夕会时需向部门主管汇 报。
2. 对于常用器件,判定结果 后直接在“不合格品标识 卡”上签字确认并写上日 期,将不合格的现象及数 量记录于《原材料质量跟 踪表》上,订单完成后统 计予每订单不合格记录;
3. 对于不常用的器件(尤其 是新产品)应及时判定后 将不合格现象记录于《原 材料质量跟踪表》上交部 门;
BD-QC-006
本月总订单中元件不 良的总数
本月总订单中人为 操作不良的总数
按元件名、规格型号进行数 量统计,同时根据订单总量 计算不良率。
按不合格现象的不同进行数量 统计,同时根据订单总量计算 不良率;
不同的产品型号要分类统计;
总不合格现象的项 目累加,总数量、总 不良率合计
编制:
审批:
日期:
工作流程
编制:
审批:
日期:
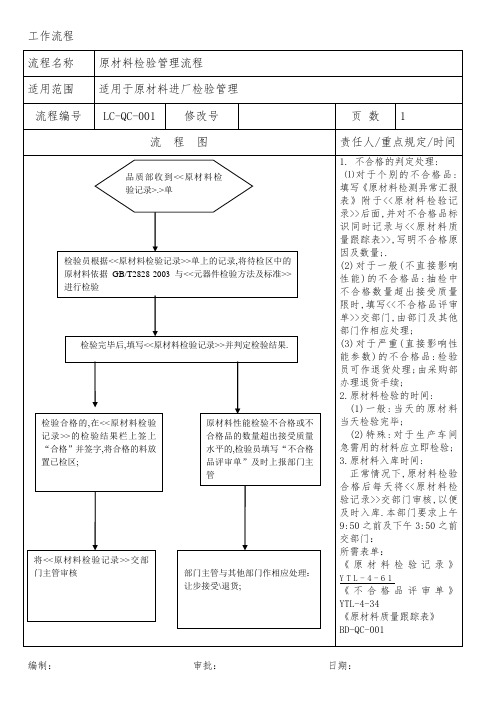
工作流程 流程名称 车间不合格品评审及处理流程 适用范围 抽检发现的不合格产品处理及记录流程;
流程编号 LC-QC-007; 修改号 流程图
检验员抽检过程中发现产品与〈产品检验标准〉不符合 时,将不符合项记录于此〈车间不合格评审单〉中
检验员在此表中写上日期、规格型号、 不合格现象、数量,报部门审核
采购部通知到供应商后,将《不合格品评审》单或《原材料质量跟 踪表》反馈回品质部。
品质部检验流程图总表
[品质部管理流程图]1:品质管控流程图2:QA成品检验流程图3:IPQC巡检流程图4:IQC来料检验流程图品质管控流程图 厂商交货IQC 检验生产计划IPQC 首件检IPQC 巡回检生产安排 发现不合格品QC 测试发现不 合格品发现不 合格品QA 检验joK 品贴绿色标标 识预防改善______________. _____处置1 T异常开案1 r隔离发现不 合格品QA成品检验流程图流程说明1:生产线把做好的成品送检至QA o2:QA根据《产品规格书、图纸》《样品》《生产指令单》《AQL抽样计划》对送检成品进行外观和功能性检验,有必要时需进行可靠性试验。
3:检验完成时填写《QA检验报告》记录存档。
4:产品合格后贴绿色合格标识并通知入库,产品不合格则贴红色标识,注明不良原因,并开出《QA检验不良报告》。
5:由品质部,研发中心,业务部,生产部门,计划部共同确认不良产品处理方式。
6:处理方法确认后对不良产品进行处理,并跟进。
流程说明1:生产线领料后按《作业指导 书》进行首件制作。
2:生产线制作首件交于IPQC 进行首件确认。
3:IPQC 根据《作业指导书》 《产品规格图纸》《产品规格 书》《样品》对首件的性能, 外观,尺寸进行确认,并填写 《首件确认表》。
4:首件合格后交由生产并开 始生产作业,首件不合格则要 求生产分析并作出改善措施, 重做首件进行确认。
5:正常生产开始后IPQC 进行 巡回检验,作业员需按照《生 产SOP 》进行作业,注意电 子产品的防护。
6:巡检未发现异常,生产持续 作业至产品完工,如巡检过程 发现异常,开出《生产异常报 告》通知生产,品质部,研发 中心。
7:生产,品质部,研发中心分 析不良原因,给出改善措施。
确定是否需要停止生产。
8:确定改善措施后,IPQC 进 行监督性检验,跟进措施实行 效果。
9:产品生产完工,生产移交产 品或入库。
10:IPQC 填写《每日巡检报 告》IPQC 巡检流程----首件检验kt !1!重做首样不合格 合格生产移交或入库供应商/外协厂送货至仓库仓库收料打单送检IQCIQC检验流程图IQC进行物料检验(根据承认书.样板.规格书等)填写?IQC检验报告?流程说明1:供应商/外协厂送货至仓库,仓库确认数量,型号,合格放置待检区并打单送至IQC,不合格退货至供应商。
品质部职责和工作流程(组织架构图)
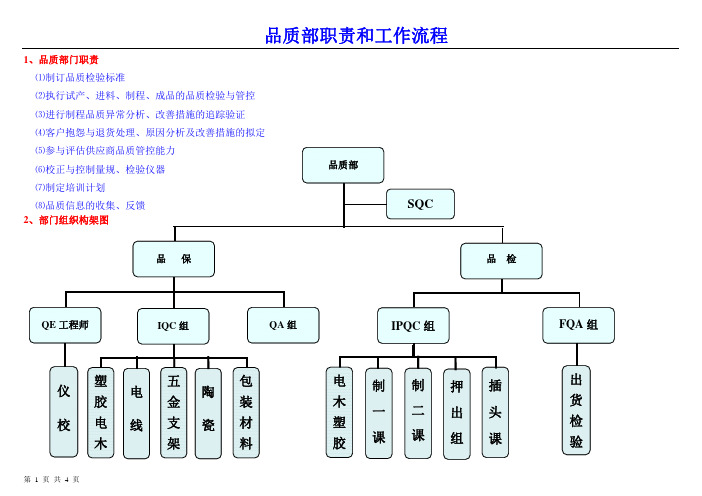
1、品质部门职责⑴制订品质检验标准⑵执行试产、进料、制程、成品的品质检验与管控⑶进行制程品质异常分析、改善措施的追踪验证⑷客户抱怨与退货处理、原因分析及改善措施的拟定⑸参与评估供应商品质管控能力⑹校正与控制量规、检验仪器⑺制定培训计划⑻品质信息的收集、反馈2、部门组织构架图仪校塑胶电木电线五金支架陶瓷包装材料品质部SQC品保QE工程师IQC组QA组品检FQA组出货检验IPQC组电木塑胶制一课制二课插头课押出组3.工作职责及能力要求职务工作范围、内容所需具备的能力备注品质主管1、对所属人员的教育培训2、执行状况的稽核3、协助制造部门建立不良产品的纠正和预防措施.中专以上学历,至少3年以上品质管理工作经验,熟悉品质管理运作程序。
熟练电脑操作. 对本公司产品有一定的了解。
有较强的识图能力,了解ISO体系。
IQC 1、免检供货商申请。
2、供应商异常回复追踪验证。
3、进料检验18周岁以上,高中以上文化程度,无色盲,会简单的量具使用及保养,具有一定的沟通、协调能力.有一年以上的工作经验,会使用.对本公司产品有一定的了解.有一定的识图能力.熟知进料检验的流程. 会电脑知识IPQC 1、现场首末件检验确认,巡检。
2、问题点的反馈,品质异常改善对策的追踪确认。
3、各工序半成品的检验。
18周岁以上,初中以上文化程度,会简单的量具使用及保养,熟悉抽检方法及对制程不良的处理.对本公司产品有一定的了解.有一定的识图能力,熟知制程检验的流程.OQC 出货产品的检验及填写检验报告18周岁以上,高中以上文化程度,会使用简单的量具,熟悉所有出货产品的品质要求. 对本公司产品有一定的了解有一定的识图能力.QA 1、出货稽查2、协助QE工作3、所有量具的使用及点检、保养、校正。
20周岁以上,中专以上文化程度,会使用现有所有量具仪器及其点检、保养、校验,会电脑知识. 对本公司产品有一定的了解。
有较强的识图能力.SQC 1、品质记录的统计(包括周统计、月统计、年统计的品质状况)2、品质所需物品的请购、领用、发放3、技术文件及管理文件的整理、索引保存4、文件及表单的打印及收发18周岁以上,高中以上文化程度,电脑操作熟练,日常报表及统计图的制作.对QC七大手法有相当的了解.QE 1、新产品开发阶段的品质策划、检验标准的制定 .2、客诉及退货的处理。
品质部样件工作流程图

品质部样件工作流程1 目的规模具样件发货后至模具发货前各项工作均按流程进行操作。
2 围本程序适用于公司所有模具样件及模具发货的各相关部门。
3 归口管理部门品质部4 职责权限4.1项目部:传递模具样件及模具发货前相关顾客信息;4. 2技术部、装配部:负责对样件及模具异常信息进行书面的反馈和整改;4.3品质部:品质部负责检验、判定模具样件及模具的质量。
5 标准程序5.1检验部门对样件进行检验,同时对模具进行初检,产生《样件检验单》和《模具初检单》。
5.2检验部门召开会议,讨论整改时间节点,项目部将时间安排作为新的一列加入进度表。
5.3当对问题点有异议时,装配部及技术部第一时间将反馈意见以书面形式通知检验部,以取得检验部的确认。
如果没有反馈自行决定不整改,检验部将按未整改来处理。
产生《装配部整改反馈》及《技术部整改反馈》,同时检验部产生《未整改管理措施》。
6、工作流程生产过程管理程序1 目的本程序目的是对与生产过程有关质量的因素,包括人员、设备、材料、操作方法、作业环境进行有效的控制和管理。
确保生产过程的每个工序按规定的方法在受控状态下进行。
2 围本程序规定了过程控制的容和办法。
本程序适用于对生产过程进行有效的控制、产品标识与追溯、工作环境之管理。
3 引用文件LY-QP-023 《采购管理程序》LY-QP-030 《文件和资料控制程序》LY-QP-029 《不合格品控制程序》LY-QP-032 《产品搬运、贮存、包装与防护管理程序》LY-QP-009 《产品标识和可追溯性程序》4 术语和定义工作环境: 指影响员工作业或产品品质之设备条件,包含温度、湿度、防尘、空气污染、震动、安全卫生等要项,是无形的,其管制是通过新增或改善设施来达到改善、提高的。
5 职责5.1 生产部是本程序的归口管理部门,负责编制生产作业计划及其生产调度工作,负责设备维修和管理。
5.2 技质部工艺组负责编制各类工艺规程、技艺评定准则和必要的作业指导书.5.3 技质部品检组负责生产过程各工序制件的专检;并且对过程中不合格品进行标识和记录.5.4 采购部负责为生产过程提供合格的原材料和辅料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
非标门检验流程----钣金车间
•剪板对角线检验
12
非标门检验流程----钣金车间
• 门面冲孔尺寸检验
13
非标门检验流程----钣金车间
• 门面冲孔尺寸检验
14
非标门检验流程----钣金车间
• 门面冲孔尺寸检验
15
非标门检验流程----钣金车间
• 门面冲孔尺寸检验
16
非标门检验流程----钣金车间
• 门面折弯尺寸检验
17
• 门面折弯尺寸检验
非标门检验流程----钣金车间
18
非标门检验流程----钣金车间
• 门面折弯尺寸检验
19
• 门架拉管检验
非标门检验流程----钣金车间
20
非标门检验流程----钣金车间
• 门架折弯尺寸检验
21
非标门检验流程----钣金车间
• 门架冲孔尺寸检验
22
1、原材料按公司要求进行检测,门面材料厚±0.03mm,门架材料厚度 ±0.04mm。 2、花型内部轮廓完好清晰,上下、左右不偏倚;表面无划伤、破损、褶 皱、裂缝、压痕、鼓包、波浪、等不良现象。 3、无特殊要求时压花花型位于门板正中心位置,花型距门板边缘上、下 距离尺寸偏差不大于1mm、左右距离偏差不大于1mm。 4、油漆用秒表和漏斗检测,时间12 ㏕ ±3 ㏕ 5、五金配件主要检验表面外观及孔位尺寸,抗腐蚀及老化程度做盐雾试 验、紫外线老化实验。
38
• 配门检验
非标门检验流程----钣金车间
39
非标门检验流程----喷漆车间
打磨检验要求 1、表面打磨后不能残留胶水、标签、锈迹、焊点、水笔印。 2、表面有凹凸不平的地方,经检验判定须批灰处理的应处理平
整。 3、打磨完毕后,应表面平整光滑、线角清晰,配套整齐地摆
放到指定位置。 4、把需要喷相同颜色的门集中放在一起;下档盖上治具避免塑
品质系统运作流程图
非标门品质部
1
品质部管理架构图
2
非标门检验流程----进料检验
• 原材料、压花、油漆、五金配件等检验要求:
进料检验:当购置原物料、辅助材料交货入厂时,品保部IQC检验员依 【MIL—STD—105E II】抽样计划,以AQL=1.0、AQL=0.65或 AQL=0.40为标准进行随机抽样后,再依零件规格承认书、进料检验 规范等技术资料为检验依据,对原材料、辅助材料进行品质检验确认 的过程。
9
非标门检验流程----进料检验
• 盐雾试验机
• 紫外线老化实验机
10
非标门检验流程----钣金车间
剪板
1、同一门板对角线之差± 1mm。 2、门板必须一张一剪不得重叠,表 面 表面平整(原则上不允许有凹
陷,如果出现需评审后再继续生产),划伤长度≤10mm,划伤深度 以后工序无法处理为准,毛刺≤0.2mm。 (参照检验标准)
3
非标门检验流程----进料检验
• 检验门面材料表面
4
非标门检验流程----进料检验
• 检验门面材料软、硬度
5
非标门检验流程----进料检验
• 门板材料厚度检验
6
非标门检验流程----进料检验
• 油漆浓度检验
7
• 五金件检验
非标门检验流程----进料检验
8
• 五金件检验
非标门检验流程----进料检验
非标门检验流程----钣金车间
焊接检验要求 : 1、安装加强板、小件 规格无用错(分7cm、8cm与9cm两 种)。 2、焊接处无假焊、虚焊、漏焊、焊穿;焊接处打磨要平整。 3、对角线±2mm,门架高度内空尺寸=气窗下高度-105mm; 宽度内空尺寸=门洞尺寸-110mm。 4、花型拼角不错位、无漏光、气孔现象。 5、门面各冲孔尺寸符合图纸要求,门架花型无扭曲、弯曲 现象。
冲孔
1、按工艺单尺寸要求冲孔,尺寸偏差±1mm。 (参照检验标准) 2、商标位于花型与门板的中心位置,左右位于花型中心线,上下、
左右偏差± 1mm,字迹端正清晰。
折弯
1、各道折弯角度要求90 °。 2、各道折弯外圆角不得大于R2.0mm。 3、符合工艺图纸要求,折弯尺寸± 2mm。(参照检验标准)
11
23
• 门架电焊检验
非标门检验流程----钣金车间
24
• 门架电焊检验
非标门检验流程----钣金车间
25
• 门架电焊检验
非标门检验流程----钣金车间
26
• 门架电焊检验
非标门检验流程----钣金车间
27
非标门检验流程----钣金车间
• 门架电焊检验
28
• 门架电焊检验
非标门检验流程----钣金车间
29
• 门架电焊检验
非标门检验流程----钣金车间
30
• 气窗检验
非标门检验流程----钣金车间
31
非标门检验流程----钣金车间
门面胶合检验要求:
1、纸板跑道无放反跑位;填充物与图纸要求匹配,均匀放置。 2、使用“耐高温”发泡胶(冷压时除外)。 3、涂胶均匀、无溢胶。 门面定位 1、后板四个用焊点定位,侧面保证900,焊点牢固。 2、后板扣到前板时,要保证不错位。 3、门扇放置到周转车上时不得造成压痕或刮伤。 上压机 1、以第一扇门刷胶时间为基准,在20分钟内,必须上压机压合。 2、Байду номын сангаас扇放到压机上压合时,要对前后板位置进行检查,不得错位。 取门、周转 1、表面无划伤、变形、波浪、无凹凸不平。 2、无中空,填充物与工艺要求相符。 3、门扇放置到周转车上时不得造成压痕或刮伤。 4、门扇本工序完成放到周转车上时每扇之间用胶条垫,避免造成压痕或刮伤。
粉喷入;确认表面油污与灰尘是否吹干净。 喷塑 1、保持门 面、门架原有的平整度;表面色粉流平性好;覆盖均匀,无 桔 皮、无粉点、无色差、无颗粒。 5、烘烤温度为160℃--180℃ (喷涂后膜厚50-60μm)
40
• 上线前检验
非标门检验流程----喷漆车间
41
• 上线前检验
非标门检验流程----喷漆车间
42
• 上线前检验
非标门检验流程----喷漆车间
43
• 上线前检验
非标门检验流程----喷漆车间
44
• 上线前检验
非标门检验流程----喷漆车间
45
• 上线前检验
非标门检验流程----喷漆车间
32
• 门面胶合检验
非标门检验流程----钣金车间
33
• 门面胶合检验
非标门检验流程----钣金车间
34
• 门面胶合检验
非标门检验流程----钣金车间
35
• 门面胶合检验
非标门检验流程----钣金车间
36
• 配门检验
非标门检验流程----钣金车间
37
• 配门检验
非标门检验流程----钣金车间