成品包装称重作业指导书
成品包装作业的指导书

文件名称成品包装作业指导书文件编号JBS-WI-003
页次1/1
制定单位质量部奏效日期
版本 A
.目的:
规范包装方式及要求,知足客户.对产品的包装要求
.范围:
适合于成品装箱
.权责:
生产单位
四.使用设施与工具:
封箱机
五.作业内容:
领料员依据生产排程领用包装资料,并由包装人员查对签收.
待包装之产品放入外箱後.须在纸箱右上角贴上成品标签及环保标签或按客户要求
履行..
若产品之数目没法装满一箱时,需使用尾数箱,并贴上尾数小标签包装方式:
22 ”纸盘包装方式是到包装区拿取待包装产品,先将产品外头封上适合的保护
带,用美纹胶粘住,并用美纹胶固定纸盘侧片,中心对称四个方向,而后放入PE袋中并装入相应的纸箱中.
”卷盘包装方式是到包装区拿取待包装产品,先将产品外头封上适合的保护带,美纹胶粘住,若客户有要求时,用美纹胶固定纸盘侧片,中心对称四个方向,而后按产品型号分类放入纸箱中。
(按客户需求选择放入卡
角,天地板,及PE袋.)
先在纸箱右上角贴上对应的外箱标签,后取待包装之成品放入纸箱,查对数目、
品名及内外标签无误后,放入待验区,经查验合格后,方可封箱.。
客户包装有特别要求时,依客户要求
作业.
.注意事项:
要求卷轮及外箱完整无缺.
要求外箱标签与实物,数目一致.
特别包装方式依客户特别要求.
.使用表单:领料单
修序
订订正内容批准审查制定/订正
记号
录
1朱俊烨
2
3。
包装作业指导书(通用5篇)
包装作业指导书(通⽤5篇)包装作业指导书 包装作业是指针对货物的不同点所进⾏的包装及运输指导,以下是⼩编为⼤家带来的包装作业指导书(通⽤5篇)希望能帮助到你,欢迎⼤家阅读和收藏! 包装作业指导书1 ⼀:操作要点 1.包装分四个责任定位: a、车间主任——主要负责组织实施⽣产计划,负责本车间的⼈事、培训、指导、⽣产流程布置,制造现场的管理,与各车间各⼯序的协调、产品质量、督查等⽇常⼯作,并保质保量按时完成⽣产计划。
b、组长——主要负责对车间主任安排包装的产品、泡沫、纸箱和配件进⾏集中、点数,负责本组的⼈事、培训、安排组员分⼯⼯作并指导,与各组各⼯序的协调,保质保量按时完成⽣产任务。
c、配料员——主要负责对车间主任安排包装的产品所需的⽓泡垫的切割,螺丝包、扳⼿等配件的点数并装包;配合原料库跟进纸箱、泡沫等包材的及时⼊库并分类摆放,做好产品的报缺、流程表(⽣产交接表)的整理等⼯作。
d、包装员——主要负责对产品的点数、试装、分套包装、审外观缺陷、报缺陷、标签的核对,贴标签、包装货物归类等⼯作,并对包装质量负主要责任。
2.包装前应认真检查上道⼯序,质量和数量与流程表(⽣产交接单)相符;并把该流程表(⽣产交接单)收集好,放到指定地点; 3.包装时应做到对产品结构⾮常了解,不能盲⽬去包装; 4.检查五⾦配件与所包产品是否相符,如有⼯艺改动,配件是否有改正; 5.包装应按纸箱报制单的包装要求,贴标、吊牌、配件包、说明书等要按要求统⼀位置张贴、系挂、摆放。
产品装箱数严格按要求装箱,不能少装或多装;要特别注意产品易扎破纸箱的部位的包装保护;要求摔箱的先试装⼀箱,送质检试摔检验,合格后再继续包⼤货。
6.纸箱是否与包装产品相符; 7.每批次的第⼀件产品必须试装,合格后再继续包剩余部分,每第⼀个完整产品必须送质检检验; 8.产品有泡沫包装,泡沫摆放⼀定要整齐、⽆碎泡沫垃圾、泡沫以填充满不摇晃为准; 9.在包装时要检查孔位、预埋件,要是发现质量问题,数量问题,应及时通知并作复检; 10.封箱胶带要打得合理,并保证纸箱整洁; 11.包装好的产品摆放合理,不宜过⾼,保证在⼊库过程中安全; 12.流⽔号要书写清楚正确,标签要贴正、贴牢、⽆破损; 13.每包完⼀种产品要做好记录,保证再次包装时能够不犯同样的错误; 14.谁搞错谁补单或跟单,如包装时发现补数(因为时间问题、材料问题不能补齐和配齐的),⼀定要在包装箱外⽤⼤头笔写张醒⽬的纸条,注明缺件情况,并放在指定区域;后⾯补到和配齐时,应认真测量检查孔位或试装,在确定⽆误后⽅可⼊包并拉到指定区域,并及时填好⼊库单; 15.打好包装应及时归位到成品仓库; 16.每包完⼀种产品岗位要清洁⼲净,为下⼀次包装做好准备; 17.下班时切断电源和⽓阀,做好作业区卫⽣和余料、辅料的归类归位回收。
成品检验、包装员作业指导书
成品检验、包装员作业指导书
一、所有检验员、包装员要牢记“顾客至上”的宗旨,坚决杜绝孔、洞、裂、毛
坯、对火等要害出厂。
二、准备好当班使用的各类器具,标签、合格证、编织袋。
三、检验时平伸左手、右手取件放于左掌之上:
第一步:
1、先看倒角:要求倒角均匀、无退刀愣、角度30°~45°,边线占端面三
分之一处。
2、看螺纹:不能斜扣、刮扣、断扣、平扣、套不通、缩松,无生锈。
3、看外观:端面平整、无缺陷、无活砂、无锌瘤、无毛刺、偏口、无错箱。
第二步:
将管件翻于右手,看侧面、背面,合格顺势滑入周转筐内。
四、修复件及时修复随批量转序
修复内容:轻微的漏铁喷漆,内毛刺砸掉,外多肉磨掉,活砂的抹平,喷漆,生锈的擦锈,毛坯交到套丝机。
五、检验员发现问题及时提醒保全工。
六、检验员要认真填写标签、合格证,产品名称、数量、代码、认证标识和标签
完整性要审查齐全,准备好相应的袋子,要堆放整齐。
七、包装员认真点数装袋,检验员检验合格的产品装入包装袋内,放置合格证缝
标签缝在外面,确保袋物一致,数量准确。
要做到实物、合格证、标签、品规、数量相符。
八、包装员装袋时发现不合格品挑出,提示检验员。
九、包装员装好袋子放于身后垫皮之上,随时清理垫皮,擦抹手套,避免油污袋
子,将包装完成的产品整齐的码放在工作场地上,由交库员运送入库。
十、班后认真清理场地卫生,填写《质量检查记录表》。
成品称重SOP

制定: 彭江
审核: 蔡干东
批准:陈 国中
东莞品佺电子科技有限公司
MSI机型单箱成品称重作业指导书
工位名稱:单箱成品称
作业指导书
文件編號:CT-SOP-PE-3518 制作時間:2013/10/31 版次:1.0 頁次: 4 OF 4
重
工治具編號
工治具名稱
數量
備注
無
电子称
1
元件料號
元件名稱
數量
备注
制定: 彭江
作業內容﹕
1.用鼠標點擊開始作業,如圖1示。 2.再將稱重之箱子放於電子稱盤上用掃描儀對準好箱號條碼掃入即可,如圖2,3示。 (右上角處提示PASS字體,如果是稱重過的成品不能再進行作業;右上角處會提示FAIL字體) 3.如是作業完成后將畫面關閉掉,再將鼠標點擊資料管理;如圖示。
图3注意Biblioteka 項:1.单箱重量在单箱参考毛重的±0.3 kg在此重量範圍內為良品,如有低于或者超出此範圍, 需将問題提報給製造和品保,經三方確認后將包裝好的成品拆开檢查 是否有少板或者多板、附件有無多件、少件等異常并做好相關記錄。 2.称重完成做好记录后将称重好的成品摆放在栈板上。 3.異常處理流程:領班--------->工程部MIS
制定: 彭江
审核: 蔡干东
批准:陈 国中
东莞品佺电子科技有限公司
MSI机型单箱成品称重作业指导书
工位名稱:单箱成品称
作业指导书
文件編號:CT-SOP-PE-3518 制作時間:2013/10/31 版次:1.0 頁次: 3 OF 4
重
工治具編號
工治具名稱
數量
備注
無
無
元件料號
元件名稱
數量
成品包装作业指导书
1、作业前,应对每个定单屏风型号、面料、块数、尺寸一-清点,并检查、查看是否有不合格品,检查铝材有无脱胶,凹凸不平,面料有无明显色差、抽丝痕迹,玻璃表面是否有麻点、油渍、污垢,条玻是否有漏漆等现象,如发现质量有问题及时报告质检员或车间主任,交上道工序处理后,方可包装。
2、包装前应对每块屏风用干净的抹布全面清理-边,必要时铝材上可用少量天那小轻擦,确保每块屏风整洁、清爽。
3、将包装好的屏风,内用泡沫纸先包扎好,外再用牛皮纸将上下两端包好,必要时四周要用牛皮纸包上,便于长途运输。
4、包装好的屏风除P-208外,一律有大到小叠在托盘上,然后标上产品名称、客户名称、产品数量、面料颜色、编号、交货时间、入库时间及注意事项。
5、然后将每上定单的屏风整整齐齐的堆放在指定区域内,便于仓管员发货查找。
通道和工作位置要畅通,井然有序。
6、产品包装后必须清洁、无疵点,标识明显,字迹工整、包装严密、无漏包、错包。
7、下班前应关好电源,整理好工作台,周围及责任区的环境卫生,保持良好、清洁的工作环境。
包装作业指导书

包装作业指导书一、任务背景在现代生产和物流领域中,包装作业是不可或缺的环节。
良好的包装可以保护产品免受损坏,并提供便利的运输和储存条件。
为了确保包装作业的质量和效率,制定一份详细的包装作业指导书是必要的。
二、任务目的本指导书的目的是为包装作业人员提供详细的操作步骤和标准,确保包装作业的一致性和高效性。
通过遵循本指导书,可以提高包装作业的质量,减少错误和损失,提高工作效率。
三、任务内容1. 包装准备a. 确认包装材料的种类和数量,包括纸箱、泡沫板、胶带等。
b. 检查包装材料的质量,确保无损坏或破损。
c. 准备包装工具,如刀具、尺子、胶带枪等。
2. 包装操作a. 根据产品的尺寸和重量选择合适的包装材料。
b. 将产品放置在包装材料中,确保稳固和安全。
c. 使用适当的填充物填充包装材料中的空隙,以保护产品。
d. 使用胶带或其他固定物品将包装材料封闭,确保包装的完整性。
e. 根据需要,贴上标签或附上说明书。
3. 包装检查a. 检查包装是否牢固,无松动或变形。
b. 检查包装是否完整,无破损或开口。
c. 检查填充物是否充足,能够有效保护产品。
d. 检查标签或说明书是否清晰可读。
4. 包装记录a. 记录包装的日期和时间。
b. 记录包装所使用的材料和数量。
c. 记录包装的质量和完整性。
四、任务要求1. 包装作业人员必须严格按照本指导书的要求进行操作,确保包装的质量和一致性。
2. 包装作业人员应熟悉包装材料的种类和使用方法,以及常见的包装问题和解决方法。
3. 包装作业人员应定期接受包装作业培训,提高包装技能和知识水平。
4. 包装作业人员应保持工作区域的整洁和安全,遵守相关的安全规定和操作规程。
五、任务评估为了确保包装作业的质量和效率,应定期进行包装作业的评估和检查。
评估内容包括包装质量、包装速度、包装材料的使用情况等。
根据评估结果,可以及时调整和改进包装作业的流程和方法。
六、任务总结包装作业是生产和物流过程中不可或缺的环节,对产品的保护和运输起着重要作用。
产品包装作业指导书(带图)
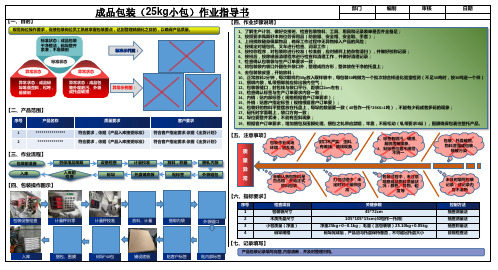
【三、作业流程】
【二、产品范围】
ቤተ መጻሕፍቲ ባይዱ
封口不严实、歪斜、有偏线、跳线现象
1、标签有脏污、破损、易脱落等现象。2、贴标签位置不规范,不统一
包装、托盘破损、物料泄露或包装袋被污染
未确认首包物料是否合格,开始正式放料包装
打包过程中,未定时对计量秤校准
包装过程中,未注意观察成品物料质量状况:颜色、异物、粒度等
未及时填写包装记录,或记录内容不清晰
包装作业现场环境,脏乱差
标准状态:成品包装干净整洁,码垛整齐紧凑,不易倾倒
2
*************
符合要求,依据《产品入库接受标准》
符合客户指定要求,依据《出货计划》
异常状态
标准状态
异常状态
包装前准备
劳保用品佩戴
设备检查
放料,称量
入库
入库前检查
【七、记录填写】
计量校准
捆轧内袋
贴标签
托盘铺底板
码垛
外袋缝包
【四、包装操作图示】
1、了解生产计划、做好交接班、检查包装物料、工具、用具和记录表单是否齐全备足;2、按照要求佩戴好本岗位劳保用品(防酸服、安全帽、安全鞋、手套);3、上班摘除随身佩戴物品,确保工作过程中无异物掉入产品的风险;4、按规定对缝包机、叉车进行检查、润滑工作;5、按校称程序,对包装称进行校准(校准前,应对磅秤上的杂物清扫),并做好校称记录;6、接班后,按除磁器清理程序进行检查和清理工作,并做好清理记录;7、检查确认包装袋与生产订单要求一致;8、将包装袋内袋口外翻在外袋口外,整理成四方形,整体放在干净的托盘上;9、去包装袋皮重,开始放料;10、正常放料2分钟,每次取样约30g放入取样袋中,每包装30吨做为一个批次综合样送化验室检测(不足30吨时,按30吨送一个样)11、捆绑内袋,轧带捆绑前应排出袋内空气;12、包装袋缝口,封包线与袋口平行、距袋口2cm左右;13、检查确认标签与生产订单要求内容一致;14、内销:贴内部标签(规格根据客户订单要求);15、外销:贴客户指定标签(规格根据客户订单要);16、包装好的物料平整摆放在托盘上,每垛的数量要一致(40包作一托*25KG=1吨),不能有少码或者多码的现象;17、码托时字面朝上,袋口方向一致;18、垛位要整齐紧凑,不能有歪斜现象;19、根据客户订单要求,增加捆包及围膜处理。捆包之轧带应禁锢,牢靠,不易松动(轧带要求3纵),围膜确保包裹住整托产品。
包装作业指导书
包装作业指导书作业说明1. 设备操作1.1 电子称1.1-1 确保电子称在校验有效期内使用,由质管部每周进行一次自校。
1.1-2 将电子称水平置于平整台面上,调整平衡使水平浮标处在中性点位置。
不可由其他物品(因素)接触(影响)到电子称。
1.1-3 开启电源,待显示归“0”后将畚斗置于称上并去皮。
1.1-4 先数10pcs物料取样,再继续取样至20pcs、50pcs、100pcs,最终以100pcs设定为本次小包装作业的基准。
不同筐及不同批号的产品应分别取样。
1.1-5 下班时关闭电子称电源,做好清洁并妥善保管。
1.2 地秤1.2-1 确保在校验有效期内使用。
1.2-2 放置于水平的地面上,不可由其他物品(因素)接触(影响)到电子称。
1.2-3 开启电源待显示归“0”,无其它异常后才能进行称重作业。
1.3 热封口机1.3-1 将封口机放置平稳。
1.3-2 接通电源,将加热时间预调整至适当区间,空开3到5次进行预热。
1.3-3 开始热封并检查封口,根据封口状况适当调整加热时间的长短。
1.3-4 加热时间过短,热封不到位易裂开;加热时间过长易导致封口变型及熔化。
2 包装2.1 包装前2.1-1 将工作台清理、擦拭干净。
2.1-2 根据发料员派发的标签找到正确的物料并核对要包装数量及产品批号。
2.1-3 根据包装资料核对包装方式、包装材料以及标签信息。
2.1-4 根据章节1.1之规定进行电子称设定。
2.2 开始包装2.2-1 做好前期工作后开始进行包装作业。
2.2-2 包装过程中遇有不良品立即挑出,若不良超出规定应停止包装并上报主管,经过重新全检后方可继续包装。
2.2-3 包装过程中随时注意包材、标签是否有误以及质量问题,如有异常立即停止包装并上报。
2.2-4 第一次的取样留作基准,定期进行自主检查以确保不出现称重误差。
2.2-5 包装完成品正确填写流程卡、外标签,放置到下箱指定区域。
2.2-6 包装剩余物料正确填写流程卡、修改数量后填写入库单申请入库。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
△1△2△3△4
3.如图示在包装材料放置台上折内箱。
6.如图示在内
箱的前后两侧
各插入一个填
充板L。
9.将记录内箱
皮重及型号后
的内箱放到包
装材料放置
台,PE袋放至
已称重PE袋放
置区的周转盒
内待用。
作 业 内 容
1.准备内箱及配套材料各20套放置在包装材料放置台上。
内箱及配套材料20套包含:内箱20个、挡板40个、填充板L40个、填充板S40个、蛋格20个。
4.取一个内箱
如图折好,在
底部放一个挡
板,再放入一
个蛋格。
7.确认电子称
屏幕显示要为
“0”,将包装
材料称重(皮
重)。
包含材
料:内箱1个、
挡板2个、蛋格
1套、填充板L
、S各2个、PE
袋80个。
2.准备外箱及提板各10套放在包装作业台下面的台板上。
外箱及提板10套包含:外箱10个、提板20个。
10个外箱包装完成后重复步骤1~2准备包装材料。
5.如图示在内
箱的左右两侧
各插入一个填
充板S。
8.将包装材料
重量使用蓝色
水笔填写在内
箱“皮重”栏。
2012年4月28日现品票信息确认方法变更
2012年6月16日增加未完成标识牌使用物料
内外箱、填充板L、S、挡板、蛋格
、 PE袋、提板、现品票
2012年7月23日记录水笔及印油颜色变更
年 月 日
修
改
备
注
成品包装、称重主要使用工具
手指套、封箱器、胶带、电子秤、
印章、蓝色印泥、蓝色水笔
填充板S
挡板
填充板L 蛋格
内箱
外箱
提板左侧填充板S
右侧填充板S
前侧填充板L
后侧填充板L
挡板
蛋格
△1△2△3△4
12.再次确认:
①箱内电池装入方向:五金端子靠右侧,②电池装入PE 袋且PE袋底部朝上。
15.取本班前5
箱成品,依次
放到电子秤上
进行称重,得
出“正常波动
范围”。
18.在内箱管理
项目栏盖章:
①生产批号印
章(与电池本
体一致)、②
捆包者印章,以
上印章都使用
蓝色印油。
作 业 内 容
10.右手拿取已装入PE袋的电池每5PCS一组装入内箱蛋格中,放入时要求电池方向一致,五金端子靠右,商标打印面朝作业者,PE袋底部朝上。
13.如图示整理
填充板,在上
层盖上一个挡
板。
16.将称重结果记入“
总重”栏里,然后将总
重-毛重的结果记录在
“净重”栏里。
判定重
量是否合格:以“净重
”是否在“正常波动范
围”为基准,具体记录
详见《成品称重记录表
》。
11.电池装入内箱:4格*4列*5PCS=80PCS,如图示由上往下,从左往右依次放置。
14.扣好内箱进
行内箱总重称
重。
17.称重完成
后,在内箱管
理项目栏使用
蓝色水笔填
写: ①总重
、②内箱箱号
(按流水号顺
序进行)。
现品票信息确认方法变更
2012年6月16日增加未完成标识牌使用物料
内外箱、填充板L、S、挡板、蛋格
、PE袋、提板、现品票
2012年7月23日记录水笔及印油颜色变更
年 月 日
修
改
备
注
成品包装、称重主要使用工具
手指套、封箱器、胶带、电子秤、
印章、蓝色印泥、蓝色水笔
2012年4月28日
4格
4列
五金端子靠右侧
PE袋底部朝上
①
②
①
②
内箱装入电池一个批号
△1△2△3△4
21.确认管理项目栏填写正确后,将称重合格的内箱进行封箱,放至“已封内箱电池”处。
24.在已封底外
箱中放入两个
提板。
27.已封内箱电池满2箱时,在“
已封底外箱放置处”取一个外
箱,如图外箱接缝朝前,在外箱
底部盖上外箱编号章,同时在成
品称重记录表上盖外箱编号章。
外箱编号每班次从拼箱开始为第
一箱,依次排序 。
每4个外箱在
《成品称重记录表》上记录一个
PACK批号印章,并确认印章内容
是否正确,印章记录时间点为第1
箱,第5箱,第9箱…以此类推。
作 业 内 容
19.内箱有两个批号拼箱时,需写明两个批号及对应电池数量,两个批号数量合计为80PCS。
22.拼箱时先不封箱,需
由线长(或班长)确
认:①箱内电池数量和
放入方向正确(确认方
法同步骤12),②信息
栏填写正确后直接封箱
(信息栏确认方法同步
骤29),并将内箱所有
信息记录在成品称重记
录表的反面表格中,拼
箱放在指定处。
25.外箱放置在
指定处待用。
20.图示信息栏
①、②为内箱再开封时填写,第一次开封在①用黑色●表示,第二次开封在②用黑色●表示。
23.装满一个内
箱后,准备外
箱:如图将外
箱底部封成“
H"型。
26.重复步骤
3~9准备第二个
内箱。
现品票信息确认方法变更
2012年6月16日增加未完成标识牌使用物料
内外箱、填充板L、S、挡板、蛋格
、PE袋、提板、现品票
2012年7月23日记录水笔及印油颜色变更
年 月 日
修
改
备
注
成品包装、称重
主要使用工具
手指套、封箱器、胶带、电子秤、
印章、蓝色印泥、蓝色水笔
2012年4月28日
内箱装入电池有两
个批号,数量合计:
80PCS
●●
①②
管理项目栏
封箱胶带
提板1
纸箱接缝处
外箱编号:
班次+外箱序号
胶带封箱位置
提板2
△1△2△3△4
注意事项:
30.将外箱上部“H"型封好,两侧边胶带上下部连接起来,确认封口处胶带无脱开,封箱口无翘起。
33.根据当班生产信息在现品票上盖批号印章(使用蓝色印油),作业员填写后的现品票必须由线长确认后,才可贴附。
2.中途有离岗或出现异常问题,一个内箱或外箱未做到完整状态时, 需在该箱子上放置“未完成”标识牌,回岗或正常时需重新确认 包装是否完整,有无遗漏;
3.现品票及警示标贴领用具体按照《现品票及警示标贴领用记录表》来实施;
4.完成品需按要求堆放在托盘上,具体放置及搬运作业见附件《SPR包装完成
品搬运流程》;
5.异常时,及时向上级领导汇报。
1.作业时戴手指套或手套;
作 业 内 容
28.根据内箱完成的先后顺序由左往右,放入已盖上外箱编号章的外箱,放入时外箱接缝处朝自己,内箱管理项目栏朝前面。
31.如图在外箱两个小侧面靠左侧分别贴付现品票,并如右图所示用手指点着现品票,依次确认现品票上型番(SPR-003)、品名编号(E151113)、品名(SPR-A-BPAA-CO)及纳入社品名与生产品种一致,填写信息完整。
34.当有两个批号拼箱时,在批号后追加相对应的电池数量,两个批号数量合计为160PCS。
29.放入前在作业台上如右图所示用手指点着信息栏,依次确认内箱的信息栏是否按要求填写,最后确认内箱封口OK。
确认后在成品称重记录表“是否合格”内箱填写信息及封箱确认一栏“√”。
32.线长根据当班生产计划领用空白现品票,作业员确认型番、品名编号、品名与生产品种一致。
35.包装辅助用
品及材料分别
放入辅助用品放置盒对应位置。
“未完成
”标识牌使用
放置见注意事
项2说明。
现品票信息确认方法变更
2012年6月16日增加未完成标识牌使用物料
内外箱、填充板L、S、挡板、蛋格
、PE袋、提板、现品票
2012年7月23日记录水笔及印油颜色变更
年 月 日
修改备注
成品包装、称重
主要使用工具
手指套、封箱器、胶带、电子秤、
印章、蓝色印泥、蓝色水笔
2012年4月28日外箱接缝处
封箱胶带上下H 形封箱,两侧边胶带上下部连接起来
内箱封口OK
现品票
(两个小侧面)
外箱内有一个批号
外箱内有两个批号
现品票上两个批号数量合计:
160PCS
图一:现品票
管理项目栏
封箱胶带印章印泥
封箱器
计算器
现品票及完成品帐票
①
②③
④
⑤
手指点着信息栏进行确认
信息栏确认顺序如
箭头所示
型番:SPR-003
品名编号:E151113品名:BPU SPR-A-BPAA-C0手指点着现品票由上往下依次确认
未完成
标识牌
未完成标识牌
放置
第1箱
第2箱。