嵌入式-基于嵌入式运动控制器的缠绕机控制系统
基于运动控制的纤维缠绕机控制系统设计

纤维 缠 绕 机 是 目前 生 产 复 合 材 料 结 构 件 的 关 键 设 备 。 国外 几 家 公 司在 数 控 缠 绕 机 研究 开 发 方 面 走 在 世 界 前 列 。 国 内哈 尔 滨 复 合材 料 设 备 开 发公 司 、西 安 航 天 复 合 材 料 研 究 所 专 门从 事 计算 机 控 制 纤 维 缠 绕 机 的研 制 。 缠 绕 工 艺 适 用 于碳 纤 维 或 玻 璃 纤 维 管 道 、 器 、 罐 及 火 箭 容 贮
widi mac n i c n ng hie s om p e ofan n sr c m puer nd s n r nia i mot c to ca d—P os d idu t y o t a a y ch o z t on i on onr l r MAC he o tol ot T c n r s f— wa e f ppe c r o u r ompu e i de eo tr s v lped wi t VC++ 60 an age bas on ido 0 plt m . e f a u e oft e co — h . l gu ed W n ws 20 0 af or Th e t r s h m puerc tols sem e t erati m o aryea e ofu e。nd r gr m a ly r on r y t ar i v s it s l y, dul i , s s a p o a bit t i Ke wo d fa e t widig y r s:lm n n n m a ie mo i c tol M AC i chn s, t on onr , P
俞 建峰
( 无锡 出入境检验检疫局机电产品检测中心, 江苏 无锡 2 4 O ) 1 1 1
锥形复合材料电线杆缠绕机控制系统设计

Co nt r o l S ys t e m De s i g n o f Coni c a l Co m po s i t e Po l e W i nd i n g Ma c hi ne
Xu J i a z h o n g , Ma o L i mi n g , Q i a o Mi n g , J i a n g T a o
wh i c h a r e l i n k e d t o t h e s p i n d l e i s r e a l i z e d b y t h e mo d e o f e l e c ro t n i c c a m p o s i t i o n t r a c k i n g,a n d ma k i n g t h e wh o l e l i n e a r wi n d i n g t o b e a c c u r a t e s mo o t h . Th e p r a c t i c e a p p l i c a t i o n s h o ws t h a t t h e wi n d i n g ma c h i n e c o n r t o l s y s t e m h a s s i mp l e s t r u c t u r e a n d g o o d s t a b i l i t y, a n d i t wi l l b e a b l e t o r e a l i z e t h e c o n i c a l b o d y l i n e a r p r e c i s e wi n d i n g .
嵌入式技术在花样缝纫机控制系统中的应用
Th p ia i n o e Ap l t fEmb d e c n l g o P te n S wi g M a h n n r l y t m c o e d d Te h o o y t a t r e n c i e Co t o se S
Y ANG - n, ZHANG — u ,ZHA 0 -Z o g YiXi Yu H i Yi h n
机 电产 品 开发 与 新
VOI . . . No2 24 Mar. . 201 1
嵌 入 式 技 术在 花 样 缝 纫 机 控 制 系统 中的 应 用
杨 奕 昕 ,张 玉辉 ,赵 毅 忠
( 国兵 器 工 业 第 五八 研 究 所 数控 产 品事 业 部 ,四川 绵 阳 6 10 ) 中 20 0
触模 功能 液 晶屏 、主轴 伺服 驱 动 单元 、进 给轴 驱 动单 元 、输 入/ 出信 号接 口、 系统 电源等 组 成 . 输 可 实现 对 花样 缝纫 机 的 高速 、 高精度 运 动控 制 。应 用 结果证 明 。该 控制 系统 具有 开放 性好 、控 制 精 度 高、速 度 快 、功能 丰 富、操 作 方便 、运 行稳 定 、成 本低 、通 用性好 等优 点 。各 项 指标 完全 满
第 2 4卷 第 2期 2 1 0 1年 3月 文 章编 号 : 10 — 6 3 (0 1 2 0 4 0 0 2 6 7 2 1 )0 —O — 3
De eo me t In v t n o a hn r v lp n & n o ai f c ie y& E e t c lPo u t o M lcr a r d cs i
摘
要 : 针 对 花 样 缝 纫 机 的 智 能 化 控 制 问题 , 综 合 应 用 A RM 、 DS P、F GA 等 嵌 入 式 技 术 . 开 发 花 样 缝 纫 P 机 智 能 化 控 制 系 统 。 该 智 能 化 控 制 系统 由嵌 入 式 A KM 主 板 、 基 于 DS + P A 的 运 动 控 制 卡 、 带 PFG
基于嵌入式技术的跑步机控制系统设计

Ab t a t T e p p ri t d c d a kn fte d l c nr ls se sr c : h a e nr u e id o ra mi o t y tm.T e s se s u t r n t o k n r cp e r V n o l o h y tm t cu e a d i w r i g p n ils we e r s i e.
Ke r s: e d l;c n r l y tm ;e e d d y wo d t a mi r 1 o to se s mb d e
传 统 的跑 步机 控 制 系 统功 能 单 一 , 要是 设 置 主 和显 示跑 步机 的各 种状 态参 数 , 示 方 式 也 比较 单 显
一
De i n o e dm i n r lS tm s d o sg fa Tr a l Co t o yse Ba e n Em b dd d Te hn lg l e e c oo y
YU a g y a ,ZHU e . i g Zh n . u n W ib n
( . colfMeh n a E gne n n u m tn Xh aU i rt, hnd 10 9C ia 1Sho o ca i l n i r gadA t ai ,  ̄u nv sy C eg u60 3 hn ; c ei o o ei 2 i e teEet n s e nl yC . Ld , im n3 10 hn ) .Xa nSy l r i c o g o ,t. Xa e 6 00 C ia m l c oc T h o
第 2 第 3期 9卷
Vo. 9, . 1 2 No 3
西 华 大 学 学 报 (自 然 科 学 版 ) ce c o r a fXiu iest y trlS in e
嵌入式技术在纺织机械控制系统中的应用

工 程 技 术
嵌 入式技术 在纺织机 械控制 系统 中的应用
吴 运 金 ’ 燕 飞 尹 勇 (. 1 中国船舶重工集团公司第 7 1 0所 4 3 0 ; 2 武汉理工大学信息工程学院 4 0 3 .
407) 3 0 0
摘 要: 介绍 l纺织 机械控 制系统存在的 问题 , 『 阐述嵌入式控 制系统的优点 , 以基于嵌入式技术的 圆网印花机控制系统为例 , 介绍纺织机 械 行业中嵌 入式 控制技术的 典型应用 , 并对嵌入式 系统与 纺织行业相结 合 中的重点应用研 究与开发 进行 了展望。 关键 词: 嵌入式技术 纺织机械 自动化 圆网印花机控制系统 远程监控 中图分类号 : S . . T 13 7 文 献标 识码 : A 文章编号 :6 3 0 3 (0 70 ( ) 0 3 — 2 1 7 — 5 4 2 0 )9a 一 0 8 0
位与 6 4位 { 上 电脑 、PD A、 电脑手 机 、 嵌 入到各种应 用系统中 , 掌 实现对应用对象的控 电脑汽车 等新产 品层出不穷 , 产业规模 日 益壮 制 、监视和 管理 等功 能I 。 虽然关键 硬件主要依靠 具体 来说 , 嵌入式 技术主要 有以下优 点 : 用触点式和步进式的分 离器件式的控制装 置、 大 。在中国大陆地 区 , 技术 基础相对 较弱 , 在经 过近年 的迅 但 () 1 由于是嵌入到对 象系统 中, 完全满足对 单片机或单板机控制装置 、工业 P C机控制装 进 口, 无论 是硬件 、软件 还是应 用 , 已取 象 系统的 环境 要求 , 都 如物 理环境 ( 小型 ) 、电 置, 还有 P C控制装 置等 , L 这些传统的 控制 系 速 发展 , 统存在 以下 缺点。 得 质 的突 破I 。 气 / 气氛环 境( 可靠 ) 、成本( 价廉 ) 等要 求 。 采 用传统的继 电器和分 立的 电子线路 来 嵌 入式系统是指 以应用为 中心 , 以计算机 同 时 它 还 具 有 与 “ 用 性 ”的 相关 特 点 : 专 作为纺织机械的控制 装置 , 系统 结构复杂 、功 技 术为基 础 , 软硬 件可 以剪裁 , 用于 应用系 软 、硬件的 裁剪性 ; 适 满足对 象要求 的最小软 、 耗大、可靠性差 、 运行维护不 方便、控制柜体 统对 功能、可靠性 、成本 、 积、功耗 有严格 硬件 配置等。 体 积大 , 同时控 制精 度低 、工作 可靠性 差 、能耗 要 求的 专用计 算机 系统 。嵌入 式 系统是将 计 () 2 软件 代码要 求高 质量 、高可靠性 : 尽 大 、使 用成本高( 电热元件消耗 太大) 而且各 算 机技术 , , 通信技 术、半导体技术 、微电子技 管半导体技 术的发展使处理 器速度不断提高 、 但 种控制 特性和 保护特 性配 合不合 理 、系统 的 术 、 语音 图像 等数 据传输技术 、 感器等先进 片 上存 储器 容量 不断 增加 , 在大 多数应 用 传 存 还 综合技术 经济性 不高。随着使用时 间的推移 , 技 术与具体应 用对象相结合 的产物 , 它必然是 中, 储空 间仍然是宝贵 的 , 存在实时性 的 嵌 温度 、 湿、电气元件老化 、灰尘 、杂磺 、 潮 机 个技术密集 、 金密集 、 度分散 、 资 高 不断创 要求 。 入式 系统 中用 C语 言和 汇编语 言编写 的 代码和 编译工具的 质量高 , 小了程序二进 减 械摩擦等等 因素 的影 响 , 造成有 的系统部件性 新的知 识集 成 系统I 。 I 在嵌入式 系统中 , 作系统和应 用软件常 制 代 码 长 度 、提 高 了执 行 速 度 。 操 能 下降甚 至失控II 。 r 使系统的应 用 () 3 嵌入式 系统以应 用为中心 、以计算机 采 用单片机控制 , 逻辑控 制繁琐 , 增加 了 被集成于计算 机硬件 系统之 中 , 维修调试 的环节 , 线路板驱动部件 老化程度较 软件 与硬件 一体化 。嵌 入式 系统 主要 包括嵌 技 术为基 础、 软件硬件 可裁剪 、 适应各种应用 外 嵌入式操作 系 的、对功能 、可靠性 、成本、体积 、功耗严格 高, 如果 出现问题 将更换整块 电板路 , 维修 成 入式微处理器 、 围硬件 设备 、 I 据应用方 要 求的专 用计算 机 系统 。嵌入式 系统是 将先 。根 本高。由于单片机功能单一 、速度较慢 、网络 统 、以及应用软件 系统四部分I 功能不健 全 , 它经常采用 串 口通信来交换数据 式 的不 同 , 将嵌 入式 系统 分 为知 识产 权核 进的计算 机技术 、 可 半导体技术 、电子技术和各 和信息 , 而串 口通信在使 用中存在抗干扰能 力 ( tl cu lp o e t i el ta r p ry,I 级 、芯片级和模 个行 业的具体应用相结 合后的产物 , n e P) 这一点就 差、 传输距离短和传输速率低等缺 点。即使采 块级等 3 种不 同的体 系结构 形式 , 它们均采 用 决 定了它必然是一个技术密集 、资金密集、 高 用 高速单 片机 来实现网络传输 , 由于需要额 外 “ 体 裁 衣 ”的 方 式 , 所 需 的功 能 或 模块 度分 散 、不 断创 新 的 知 识 集成 系统 。 量 把 的 ROM/ RAM 空I , 对于一些内存 十分有 ' 这 t 】 蠹 上坟鞔 P iu 窟拽 D; B S F 去 下~ 控制 嚣 限、且 只能工作住 单片 方式的 单片机 来说 会 受到限制 , 并且其内装 的 TCP 1 / P协议 栈简 单, 没有内 置多任 务操作 系统 , 对大量 网络 广 播 包数据 、病毒攻击响 有 困难 , 非常容易导 } l } l ; 致 主机 网络掉 线 【 。 PLC控制 系统也 存住 阎有的缺 陷 。 由于
基于运动控制的纤维缠绕机控制系统设计

第8卷第2期2009年4月 江南大学学报(自然科学版)Journa l of J i angnan Un iversity(Na tura l Sc ience Ed ition)Vol .8 No .2Ap r . 2009 收稿日期:2008-07-05; 修订日期:2008-08-31。
作者简介:俞建峰(1974-),男,江苏宜兴人,工程师,工学博士。
主要从事机电控制等研究。
Email:robot mcu@基于运动控制的纤维缠绕机控制系统设计俞建峰, 周杰(无锡出入境检验检疫局机电产品检测中心,江苏无锡214101)摘 要:研制了一种可实现双层缠绕功能的新型五轴联动数控缠绕机,包括收线系统、放线系统、张力器和控制系统4个部分。
缠绕机控制系统采用上位工控机和下位多轴运动控制卡的主从式控制结构,伺服驱动方式采用脉冲加方向的位置控制方法,并结合纤维缠绕的动作要求编制逻辑控制程序。
该缠绕机已成功投入使用,实际运用表明双CPU 结构的控制系统具有开放性好、易于重构、集成度高的特点。
关键词:纤维缠绕机;运动控制;控制系统中图分类号:TP 273;TS 193文献标识码:A文章编号:1671-7147(2009)02-0159-05Con trol System for a F ilam en t W i nd i ng M ach i ne Ba sed on M otion Con trolY U J ian 2feng, ZHOU J ie(M echanical and Electrical Products Testing Center,W uxi Entry 2Exit Inspection and Quarantine Bureau,W uxi 214101,China )Abstract:A new kind of fix 2axis num erical control filam ent w inding m achine is developed,which has double 2layer w inding function .The m ach ine consists of sp indle,carriage,tension control,and contro l system.The contro l system of w inding m achine is composed of an industry computer and a m ulti 2axis p rogramm able m u lti 2axis controller (P MAC ).The position contro l signals are pulse and direction comm ands and the logical contro l p rogram s are coded according to the w inding motion .The m ach ine samp les are run successfully .It is shown show that the computer control system s w ithdouble CPU are open,reconfigurable,and high integrated .Key words:filam ent w inding m achines,motion contro l,control system s 纤维缠绕机是复合材料结构件的关键生产设备。
基于ARM嵌入式系统的带式输送机控制系统设计概述
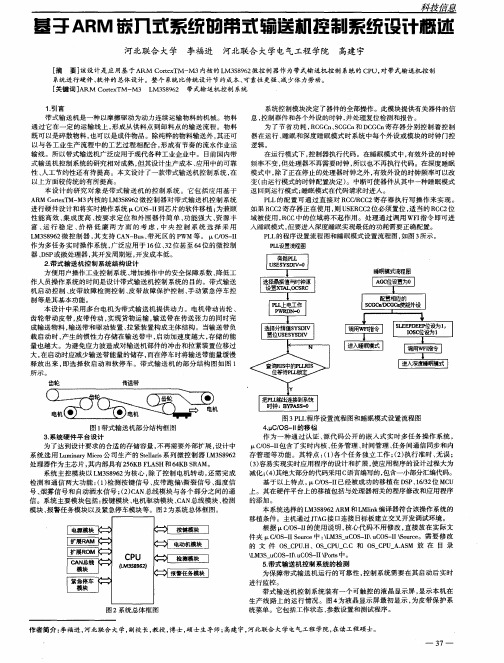
在运行模式 下 , 控制器执行代码 。在 睡眠模式 中 , 外设 的时钟 有效 频率不 变 , 处理器不再需要时钟 , 以也不再执行代码 。在深度睡眠 但 所 模式 中 , 除了正在停止的处理器时钟之外 , 有效外设 的时钟 频率 可以改 变( 由运行模 式的时钟配置决定 ) 。中断可使器件从其 中一 种睡眠模式 返 回到运行模式 ; 睡眠模式在代码请求时进入 。 P L的配 置可通 过直 接对 RC / C 2 L CR C 寄存 器执行 写操 作来 实现 。 如果 R C 寄存器正在使 用 , U E C 2 必须置位 , C2 则 SR C位 适当 的R C 位 C2 域被使 用 , C R C中的位域将不起 作用 。处理 通过调用 WF 指令 即可进 I 入睡眠模式 , 但要进入深度睡眠实现最低的功耗需要正确配置。 P L的程序设置流程 图和睡眠模式设置流程 图, 图3 L 如 所示 。
自动缠绕机的PLC控制系统介绍
自动缠绕机的PLC控制系统介绍PLC我们应该并不陌生,现在很多包装机械上面都是使用的这种控制系统,其中自动缠绕机就是使用的PLC控制,这样才能保证我们机器的自动化程度。
关于自动缠绕机的电气系统,我们之前也是简单介绍过得,今天麦格小编主要据介绍他的操作系统:(1)中央处理单元CPU它是PLC的运算、控制中枢,它按照PLC系统程序賦予的功能接收并存储从编程器输入的用户程序和数据:检査电源、存储器、I/O以及蝥戒定时器的状态,并能诊断用户程序中的语法错误。
常用的CPU有通用微处理器、单片机和位片式微处理器:对于小型PLC.大多采用8位微处理器或单片机;对于中型PLC,大多采用16 位微处理器或单片机:对于大型PLC,大多采用高速位片式处理器。
总之• PLC的档次越高,所用的CPU的位数也越多,运算速度也越快,功能越强。
为了进一步提高PLC的可靠性,近年来对大型PLC还采用双CPU构成冗余系统或采用三CPU 的表决式系统•这样,即使某个CPU出现故障,整个系统仍能正常运行。
(2)存储器PLC配有系统存储器和用户存储器两种存储器。
在系统程序存储区中存放着相当于计算机操作系统的系统程序.包括监控程序、管理程序、命令解释程序、功能子程序、系统诊断子程序等•由制造厂商将其固化在EPROM中.用户不能直接存取。
它和硬件一起决定了该PLC的性能。
用户存储器用来存放用户编制的控制程序。
存储器常用类型有ROM、RAM、EPROM 和EEPROM。
(3)输入/输出单元输入/输出单元又称I/O模块或接口,PLC通过I/O单元与工业生产过程现场相联系。
为了保证能在恶劣的:Dlk环境中使用,I/O接口都有光电隔离装置,使外部电路与PLC内部之间完全避免了电的联系.有效地抑制了外部干扰源对PLC的影响,还可防止外部强电窜入内部CPU:在PLC电路电源和丨/0电路中设置有多种滤波电路.有效抑制高频干扰信号。
(D开关量输入接口。
PLC输入接口采用的光电稱合器为电流输入型.能有效地避免输入端引线可能引入的电磁场干扰和辐射干扰•在光敏输出端设置RC滤波器,是为了防止用开关类触点输入时触点振颤及抖动等引起的误动作,因此使得PLC内部约有10ms的响应滞后。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于嵌入式运动控制器的缠绕机控制系统
引言
玻璃钢管具有耐腐蚀、内壁光滑、流体阻力小、对输送介质无二次污染保温性能好和工程造价低等诸多优点,使其成为传统钢管的最佳替代品,在输油输水、化工和热电工程中得到广泛应用。据报导,2001年西欧玻璃钢管的市场需求量达到6.7万吨,且年增长率在10%以上,世界上各大知名玻璃钢管生产企业纷纷加强研发力量,极大促进了玻璃钢管工业的发展。目前,世界各国生产玻璃钢管的主要方法是纤维缠绕成型法。缠绕机是纤维缠绕成型的关键设备,工作时,浸渍胶粘剂的纤维纱片通过缠绕机小车上的丝嘴按设计的线型有规律地铺敷在芯模表面上形成缠绕层,多层缠绕后形成端部带有阴螺纹的缠绕构件。
本文研制的缠绕机为卧式,芯模水平放置。缠绕时,芯模绕其主轴匀速转动,小车电机拖动小车沿芯模轴向往复运动,带动绕丝嘴按一定缠绕角度完成纤维在芯模上的缠绕铺放,达到制品的技术要求。
模块化开放式数控系统已成为当今数控技术的发展方向,本文的缠绕控制系统采用嵌入式多任务运动控制器实现主轴和小车的同步运动控制和缠绕逻辑控制。讨论了基于PC机和TRIO运动控制器的开放式缠绕机数控系统的开发玻璃钢管缠绕机控制系统结构缠绕机由带动玻璃钢管芯模旋转的主轴、对芯模排布玻璃纤维的小车和树脂以及固化剂供给系统等设备组成。卧式缠绕机缠绕工作时,芯模绕其主轴匀速转动,小车电机拖动小车在工作台上沿纵向往复运动,带动绕丝嘴按一定缠绕角度完成纤维层在芯模上的缠绕铺放工作。小车电机在往复运行时要根据工艺要求不断进行加减速,而且小车和主轴负载随着缠绕胶量的变化而变化,易造成导丝头和芯模的相对位置的变化,从而造成线型异变和纱片搭接不良。缠绕机系统为一个惯量变化很大的非线性时变位置同步随动控制系统,因此,采用基于电子齿轮的位置跟踪控制方式以确保纱片搭接良好。电子齿轮模式实际上是一个多轴联动模式,其运动效果与两个机械齿轮的啮合运动类似。当前轴工作在电子齿轮模式下时,需设定电子齿轮传动比,当前轴将按照这个速度比值,跟随主动轴运动。主动轴的运动模式可以是任何一种运动模式。当前轴运动位移增量等于与之相联系的主动轴的位移增量乘以电子齿轮传动比。
该缠绕机控制系统结构
如图 I 所示。上位机采用台湾研华1PC610机箱和PcA-6179主板,它与英国Motion Technology公司的MC206运动控制器通过RS-232串口实现通讯,形成
一个功能强大的开放式运动控制系统。工业PC机负责人机界面管理、运动状态显示、远程监控和工艺文件存储等功能,运动控制器负责实时运动控制和逻辑控制,该结构支持软件升级和功能扩展,具有上、下两级的开放性。
缠绕机主轴电机是 7.5kW的三相交流异步电动机,用日本安川
ICIMR-G7A47p5变频器驱动。对于主轴电机的速度,本系统采用了抗负载变化能
力较大的闭环控制方式。运动控制器轴3接口的模拟量输出作为变频器速度控制输入信号,在运动控制器开环控制状态下设置模拟量电压输出值实现变频器速度控制。安装于变速箱输入轴上的CWZ1X旋转编码器完成主轴转角和速度的检测。
变频器采用带PG矢量控制方式,PG-X2速度卡把编码器采样的信号一路作为变
频器输入实现速度闭环控制,一路作为速度和位置信号输入到控制器的编码器接口4,实现了由一个编码器完成速度闭环控制和主轴转角位置采样的功能。小车
采用安川SGMGH-44ACA61伺服电机完成精确定位,它沿玻璃钢管轴向往复运动,按照缠绕规律以一定的响应速度和精度跟踪主轴运动。轴0接口工作于伺服模式,完成小车伺服电机的闭环控制。主轴编码器反馈接到MC206轴4接口,作为参考编码器的输入轴,为小车同步运动提供一个编码器输入。
缠绕机控制系统软件设计
缠绕机控制系统上位机程序采用Microsoft公司的VC++6.0基于
Windows2000平台开发,完成工艺文件设置和管理、远程监控和机床运行状态显示等功能。工控机和MC206通过串口基于MODBUS协议完成工艺参数下载和机床状态参数上传显示。
通讯采用主从方式的查询机制,系统将工控机设为主站,MC206设为从站,只有主站发出查询时,从站才能给出响应,从站不能主动发送数据。工作时工人选定待缠绕管件型号并将工艺文件下载后,进入缠绕加工状态,此时所有运动和逻辑控制由完成,从站仅响应主站的查询并上传状态数据。即使工控机由于某种原因出现故障或死机,也不会影响当前管道的缠绕加工。从而提高了系统的稳定性和控制的实时性。
运动控制程序采用Trio BASIC多任务语言编制。通过运行在PC机上的Motion Perfect软件将编制好的运动控制程序下载到MC206内即可脱机运行。Trio BASIC语言有三种不同类型的存储变量: 命名变量、VR() 变量和TABLE区变量。命名变量是局部变量,仅在定义它的任务内有效。
变量是可被多个任务共享的全局变量,它可用于任务间通讯;TABLE区通常是用于存储CAM/指令曲线的存储区,本程序用于存储缠绕管道型号的工艺文件。运行的用户程序被称为线程或任务。
对于复杂的多任务程序应为线程分配优先级,控制器缺省的伺服周期是1ms,该周期在内部被分成三个时间片,每个时间片为1/3ms,它们在内部分别被用来处理伺服功能,通讯和通常的“housekeep-“任务。在每个时间片内剩余的时间被用于运行用户程序。MC206最多可运行7个用户线程,每个线程用从1到7的
数字标号,最高标号的线程(线程7和6 ) 被分配固定的时间片,它们被称为” 快速任务“,主要用于有以下要求的任务: 要在每个伺服周期都要进行处理的任务;具有大量的运算和处理的任务;任务启动后程序执行速度不能改变的任务。 5 g - 线程被称为“慢速任务”,它们具有共同的优先级,程序执行速度会随任务的增加而降低。用户可以使用指令启动任务使其按指定的优先级运行.
在上位机软件Motion Perfect中打开一个“Terminal”窗口可以设置一个“Command Line”端口,它始终使用“0”号任务,用于从上位机输入指令并立即运行。该缠绕机控制软件中共建立了四个任务,其中任务7用于缠绕机电机运
动控制和机床逻辑控制,任务6用于管理机床与缠绕相关的I/O信号和主轴转速控制,任务2完成串口通讯功能,任务1实现输胶控制。控制程序的任务功能和执行时间分配如图2所示。其中任务7和6的优先级最高,每个伺服周期(1Ins ) 都分配时间片,任务1,2和/ L) 优先级相同,在每个伺服周期轮流为其分配时间片。缠绕程序任务功能和执行时间的分配如图2 所示。
缠绕机加工控制工作状态分为手动、半自动和自动三种状态。手动状态用于单独控制芯模和小车的运动。半自动状态下芯模和小车协调运动进行环向缠绕,缠绕的长度由工人控制。自动工作状态下可按工艺文件设定参数实现环向和螺旋自动缠绕。此外控制程序还具有零点校正、自动零点、断点缠绕和缠绕过程人工干预等功能。
结束语
该缠绕机数控系统结合了工业PC机和嵌入式运动控制器的优点,充分利用了TRIO运动控制器的电子齿轮功能。系统可以根据工艺要求进行自动缠绕,并具有系统运行状态显示、远程通讯、故障诊断与报警和反向间隙补偿等功能。该缠绕机纱片宽度在80~220mm之间任意调节,可满足不同管径管道的缠绕要求。最高出纱速度可达Mm/min,芯模转角分辨率为0.018。小车轨迹控制误差小于0毫米,整机响应速度快,性能稳定,操作简单。该系统已经应用于大庆竹田复合材料有限公司,实践证明该系统对提高玻璃钢管缠绕成型工艺的技术水平、自动化程度和管道质量具有非常重要的作用,并缩短了管道的开发周期,减少了工作人员的劳动强度,提高了生产效率,降低了生产成本。。