设施规划课程设计 变速箱厂
某变速箱厂总平面设施布置设计

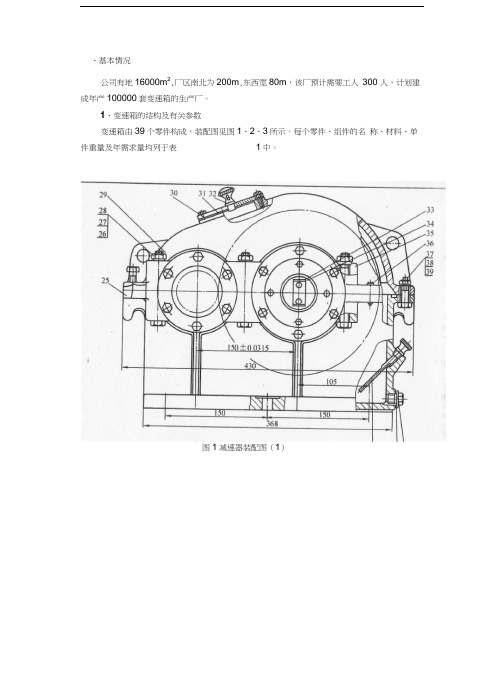
一、基本情况公司有地16000m2,厂区南北为200m,东西宽80m,该厂预计需要工人300人,计划建成年产100000套变速箱的生产厂。
1、变速箱的结构及有关参数变速箱由39个零件构成,装配图见图1、2、3所示。
每个零件、组件的名称、材料、单件重量及年需求量均列于表1中。
图1 减速器装配图(1)图2 减速器装配图(2)表1 变速箱零件明细表2、作业单位的划分根据变速箱的结构及工艺特点,设立如表2所示的11个作业单位,分别承担原料储存、备料、热处理、加工与装配、产品性能试验、生产管理等各项生产任务。
表2 作业单位建筑汇总表3、变速箱生产工艺过程变速箱结果比较简单,因此,生产工艺过程也比较简单,总的工艺过程可分为:零、组件的制作与外购;半成品暂存、组装;性能试验与成品存储等阶段。
零件的制作与外购:变速箱上的标准件、异型件如塑料护盖、铝制标牌等都是采用外购、外协的方法获得,入厂后由半成品库保存,其他零件由本厂自制,其工艺过程分别见表3至表8所示。
表中各工艺加工前工件重量=该工序加工后工件的重量/该工序材料利用率。
表3 机盖加工工艺过程表表4 机座加工工艺过程表表5 大齿轮加工工艺过程表表6 轴加工工艺过程表表7 齿轮轴加工工艺过程表表8 端盖加工工艺过程表标准件、外购件与半成品暂存:生产出的零、组件经检验合格后,送入半成品库暂存。
定期订购的标准件和外协件均存放在半成品库。
组装:所有零件、组件在组装车间集中组装成变速箱成品。
性能测试:所有组装出的变速箱均需进行性能试验,不合格的就在组装车间进行修复,合格后送入成品库,即不考虑成品组装不了的情况。
产品存储:所有合格变速箱存放在成品库等待出厂。
二、产品——产量分析生产的产品品种的多少及每种产品产量的高低,决定了工厂的生产类型,进而影响着工厂设备的布置形式。
根据以上已知条件可知,待布置设计的变速箱厂的产品品种单一,产量较大,其年产量为100000台,属于大批量生产,适合按产品的原则布置,宜采用流水线的组织形式。
某变速箱厂总平面设施布置设计
、基本情况公司有地16000m2,厂区南北为200m,东西宽80m,该厂预计需要工人300 人,计划建成年产100000套变速箱的生产厂。
1、变速箱的结构及有关参数变速箱由39个零件构成,装配图见图1、2、3所示。
每个零件、组件的名称、材料、单件重量及年需求量均列于表1中。
图1减速器装配图(1)<rl6 -亠2rl图2减速器装配图(2)表1变速箱零件明细表2、作业单位的划分根据变速箱的结构及工艺特点,设立如表2所示的11个作业单位,分别承担原料储存、备料、热处理、加工与装配、产品性能试验、生产管理等各项生产任务。
作业单位建筑汇总表表3、变速箱生产工艺过程变速箱结果比较简单,因此,生产工艺过程也比较简单,总的工艺过程可分为:零、组件的制作与外购;半成品暂存、组装;性能试验与成品存储等阶段。
零件的制作与外购:变速箱上的标准件、异型件如塑料护盖、铝制标牌等都是采用外购、外协的方法获得,入厂后由半成品库保存,其他零件由本厂自制,其工艺过程分别见表3至表8所示。
表中各工艺加工前工件重量二该工序加工后工件的重量/该工序材料利用率。
表大齿轮加工工艺过程表表轴加工工艺过程表表齿轮轴加工工艺过程表标准件、外购件与半成品暂存:生产出的零、组件经检验合格后,送入半成品库暂存。
定期订购的标准件和外协件均存放在半成品库。
组装:所有零件、组件在组装车间集中组装成变速箱成品。
性能测试:所有组装出的变速箱均需进行性能试验,不合格的就在组装车间进行修复,合格后送入成品库,即不考虑成品组装不了的情况。
产品存储:所有合格变速箱存放在成品库等待出厂。
二、产品一一产量分析生产的产品品种的多少及每种产品产量的高低,决定了工厂的生产类型,进而影响着工厂设备的布置形式。
根据以上已知条件可知,待布置设计的变速箱厂的产品品种单一,产量较大,其年产量为100000台,属于大批量生产,适合按产品的原则布置,宜采用流水线的组织形式。
三、产品工艺过程分析1、计算物流量通过对产品的加工、组装、检验等各种加工阶段以及各工艺过程路线的分析,计算每个工艺过程各工序加工前工件单位质量及产生的废料重量,并根据全年生产量计算全年物流量。
设施规划课程设计(变速箱厂)资料

目录一、设计产品名称 (1)二、原始给定条件 (1)(一)变速箱的结构及有关参数 (1)(二)作业单位划分 (3)(三)生产工艺过程 (3)三、产品——产量分析 (5)四、产品工艺过程分析 (5)(一)计算物流量 (5)(二)绘制各零件的工艺过程图 (6)(三)绘制产品总工艺过程图 (7)(四)绘制产品初始工艺过程表 (9)(五)绘制产品较佳工艺过程表 (10)五、物流分析 (11)(一)绘制从至表 (11)(二)绘制物流强度汇总表 (11)(三)划分物流强度等级 (12)(四)绘制作业单位物流相关图 (13)六、作业单位非物流相互关系分析 (13)七、作业单位综合相互关系分析 (14)八、工厂总平面布置 (18)(一)综合接近程度 (18)(二)作业单位位置相关图 (18)(三)作业单位面积相关图 (19)(四)作业单位面积相关图的调整 (20)九、方案的评价与选择 (20)十、参考文献 (21)一、设计产品名称变速箱厂总平面设计二、原始给定条件公司有地16000(m2),厂区南北为200m,东西宽80m,该厂预计需要工人300人,计划建成年产100000套变速箱的生产厂。
(一)变速箱的结构及有关参数变速箱由39个零件构成,装配图见图2—30所示。
每个零件、组件的名称、材料、单件重量及年需求量均列于表2—40中。
图2—30变速器装配图表2—40零件明细表工厂名称:变速箱厂产品名称变速箱产品代号110 计划年产量100000 序号零件名称零件代号自制外购材料总计划需求量零件图号形状单件重量/kg39 垫圈√65Mn 200000 0.00438 螺母√Q235 200000 0.01137 螺栓√Q235 300000 0.03236 销√35 200000 0.02235 防松垫片√Q215 100000 0.01034 轴端盖圆√Q235 100000 0.05033 螺栓√Q235 200000 0.02032 通气器√Q235 100000 0.03031 视孔盖√Q215 100000 0.05030 垫片√橡胶纸100000 0.00429 机盖√HT200 100000 2.50028 垫圈√65Mn 600000 0.00627 螺母√Q235 600000 0.01626 螺栓√Q235 600000 0.10325 机座√HT200 100000 3.00024 轴承√200000 0.45023 挡油圈√Q215 200000 0.00422 毡封油圈√羊毛毡100000 0.00421 键√Q275 100000 0.08020 定距环√Q235 100000 0.09019 密封盖√Q235 100000 0.05018 可穿透端盖√HT150 100000 0.04017 调整垫片√08F 200000 0.00416 螺塞√Q235 100000 0.03215 垫片√橡胶纸100000 0.00414 游标尺√100000 0.05013 大齿轮√40 100000 1.00012 键√Q275 100000 0.08011 轴√Q275 100000 0.80010 轴承√200000 0.4509 螺栓√Q235 2400000 0.0258 端盖√HT200 100000 0.0507 毡封油圈√羊毛毡100000 0.0046 齿轮轴√Q275 100000 1.4005 键√Q275 100000 0.0404 螺栓√Q235 1200000 0.0143 密封盖√Q235 100000 0.0202 可穿透端盖√HT200 100000 0.0401 调整垫片√08F 200000 0.010(二)作业单位划分根据变速箱的结构及工艺特点,设立如表2—41所示11单位,分别承担原材料存储、备料、热处理、加工与装配、产品性能试验、生产管理等各项生产任务。
变速箱厂设施规划与物流分析

设施规划与物流分析课程设计任务书1.设计题目:上海震威传动机械有限公司减速器工厂总平面布置设计2.设计要求:(1)厂物流分析。
(2)作业单位相互关系分析。
(3)作业单位位置相关图分析。
(4)作业单位面积相关图分析。
(5)厂总平面布置图方案设计,且不少于三套。
(6)评价选优,选出最佳平面布置方案。
3.设计任务:(1)设计并画出作业单位面积相关图。
(2)设计并画出总平面布置图三张。
(3)编写设计说明书,工作量不少于8000字。
4.进度安排:(1)基本要素分析,物流分析3天(2)作业单位相互关系分析,综合关系分析1天(3)绘制作业单位位置相关图,面积相关图,布置相关图2.5天(4)编写设计说明书2.5天(5)答辩1天指导教师: 专业负责人:主管院长:目录1R系列斜齿轮减速机工作原理及应用1ﻩ1.1R系列斜齿轮减速机的基本情况 (1)2工厂概况 ............................................................................................................... 32.1上海震威传动机械有限公司3ﻩ2.2部门(车间)简介3ﻩ3系统布置设计(SLP) (4)3.1产品P分析 (4)3.1.1 零件图和装配图4ﻩ3.1.2零部件明细表4ﻩ3.2产量Q分析 (5)3.3工艺过程分析 ................................................................................................. 53.4辅助服务分析 (13)3.5时间分析................................................................................................... 134 物流分析 .. (14)4.1从至表14ﻩ4.2物流强度分析 .......................................................................................... 144.2.1计算物流量 (14)4.2.2划分物流强度等级14ﻩ4.2.3物流相关表 (17)5 作业单位相互关系分析18ﻩ5.1作业单位相互关系的决定因素18ﻩ5.2作业单位相互关系等级的划分 (18)5.3作业单位相互关系评价 ................................................................................. 196 作业单位综合关系分析 ................................................................................ 216.1作业单位间总和相互关系计算21ﻩ6.2作业单位综合相关表24ﻩ7 工厂平面布置 (25)7.1综合接近程度排序表25ﻩ7.2作业单位位置相关图 (26)7.3作业单位面积相关图27ﻩ7.4绘制工厂总平面布置图28ﻩ8 方案的评价与选择.......................................................................................... 29参考文献............................................................................................................. 301 R系列斜齿轮减速机工作原理及应用1.1R系列斜齿轮减速机的基本情况如图1.1所示:图1.1 R系列斜齿轮减速机产品简介:一、R系列斜齿轮减速机特点: ﻫ1、R系列斜齿轮减速机,结合国际技术要求制造,具有很高的科技含量ﻫ2、节省空间,可靠耐用,承受过载能力高,功率可达132KW; ﻫ3、能耗低,性能优越,减速机效率高达95%以上;ﻫ4、振动小,噪音低,节能高;5、选用优质锻钢材料,钢性铸铁箱体,齿轮表面经过高频热处理;6、经过精密加工,确保轴平行度和定位轴承要求,形成斜齿轮传动总成的减速机配置了各种类电机,组合成机电一体化,完全保证了产品使用质量特性。
变速箱厂总平面布置设计设施规划与物流分析课程设计

设施规划与物流分析课程设计报告成都理工大学核技术与自动化工程学院设施规划与物流分析课程设计任务书原始给定条件:公司有地16000m²,厂区南北为200m,东西宽80m,该厂预计需要工人300人,计划建成年产100000套变速箱的生产厂。
(一)变速箱的结构及有关参数变速箱由39个零件构成,装配图见图所示。
每个零件、组件的名称、材料、单件重量及年需求量均列于表中。
图1 变速箱装配图(二)作业单位划分根据变速箱的结构及工艺特点,设立如表2所示的11个单位,分别承担原材料储存、备料、热处理、加工与装配、产品性能试验、生产管理等各项生产任务。
(三)生产工艺过程变速箱的零件较多,但是大多数零件为标准件。
假定标准件采用外购,总的工艺过程可划分为零件的制作与外购、半成品暂存、组装、性能测试、成品存储等阶段。
(1)零件的制作与外购制作的零件如表3~表8,表中的利用率为加工后产品与加工前的比率。
表3 变速箱零件加工工艺过程表表4 变速箱零件加工工艺过程表表5 变速箱零件加工工艺过程表(2)标准件、外购件与半成品暂存生产出的零件加工完经过各车间检查合格后,送入半成品库暂存。
外购件与标准件均放在半成品库。
(3)组装所有零件在组装车间集中组装成变速箱成品。
(4)性能测试所有成品都在组装车间进行性能测试,不合格的就在组装车间进行修复,合格后送入成品库,即不考虑成品组装不了得情况。
(5)成品库存所有合格变速箱均存放在成品库存等待出厂。
(四)产品——产量分析生产的产品品种的多少及每每种产品产量的高低,决定了工厂的生产类型,进而影响着工厂设备的布置形式。
根据以上内容可知,待布置设计的变速箱厂的产品单一,产量大,年产量为100000套,属于单件大批量生产,适合于按产品原则布置,宜采用流水线的组织形式。
(五)产品工艺过程分析(1)计算物流量通过对产品加工、组装、检验等各种加工阶段以及各工艺过程的分析,计算每个工艺过程各工序加工前工件单件重量及产生的废料重量,并根据全年生产量计算全年物流量如表9所示:(2)绘制各零件的工艺过程图根据各零件的加工工艺过程与物流量,绘制各零件的工艺过程图如图2~图7。
变速箱厂总平面布置设计课程设计说明书

课程设计课程名称设备规划与物流分析题目名称变速箱厂总平面布置设计学生学院管理学院专业班级工业工程091学号学生姓名指导教师___________2012年7月8 日目录一、设计产品名称 (3)二、原始给定条件 (3)三、产品——产量分析 (11)四、产品工艺过程分析 (11)五、物流分析 (15)六、作业单位非物流相互关系分析 (17)七、作业单位综合相互关系分析 (18)八.作业单位位置相关图 (22)九、工厂总平面布置 (21)十、方案的评价与选择 (25)十一、参考文献 (25)一、设计任务1.准备原始资料。
2.工艺过程分析3.物流分析与作业单位相互关系分析。
4.绘制作业单位位置相关图。
5.绘制作业单位面积相关图。
6.修正。
7.方案评价与选优。
二、设计产品名称某变速箱厂总平面设施布置设计三、原始给定条件公司占地16000m2,厂区南北为200m,东西宽80m,该厂预计需要工人300人,计划建成年产100000套变速箱,尺寸见下图。
(一)变速箱的结构及有关参数变速箱由39个零件构成,装配图见图2-1,2-2,2-3所示。
每个零件、组件的名称、材料、单件重量及年需求量均列于表2-1中。
图2-1减速器装配图(1)图2-2减速器装配图(2)图2-3减速器装配图(3)(二)作业单位划分根据变速箱的结构及工艺特点,设立如表1所示的11个单位,分别承担原材料储存、备料、热处理、加工与装配、产品性能试验、生产管理等各项生产任务。
(三)生产工艺过程变速箱的零件较多,但是大多数零件为标准件。
假定标准件采用外购,总的工艺过程可分为零件的制作与外购、半成品暂存、组装、性能测试、成品储存等阶段。
1.零、组件的制作与外购制作的零件如表2、表4~表8,表中的利用率为加工后与加工前的比率。
2.标准件、外购件与半成品暂存生产出的零件加工完经过各车间检验合格后,送入半成品库暂存。
外购件与标准件均放在半成品库。
3.组装所有零件在组装车间集中组装成变速箱成品。
设施规划与物流分析课程设计--变速箱厂总平面布置设计
目录1.设计题目 (2)2.原始给定条件 (2)2. 1变速箱的结构及有关参数 (2)2. 2作业单位划分 (4)2. 3生产工艺过程 (4)2. 4辅助服务部门S (15)3.物流分析 (15)3.1从至表 (15)3. 2物流强度分析 (15)3. 2. 1计算物流量 (15)3. 2. 2划分物流强度等级 (16)3. 2. 3物流相关表 (18)4.作业单位相互关系分 (19)4. 1作业单位相互关系的决定因素 (19)4. 2作业单位相互关系等级的划分 (19)4. 3作业单位相互关系评价 (20)5.作业单位综合相互关系分析 (21)5. 1作业单位综合相互关系计算 (21)6.工厂平面布置 (25)6. 1综合接近程度排序表 (25)6. 2作业单位位置相关图 (27)6. 3作业单位面积相关图 (28)6. 4绘制工厂总平面布置图 (28)7.方案的评价与选择 (29)8. 结束语 (29)参考文献 (30)1.设计题目变速箱厂总平面布置设计2.原始给定条件公司有地16000 (m X m ),厂区南北为200m,东西宽80m,该厂预计需要工人300人,计划建成年产10000套变速箱的生产厂。
公路公路图1-1 待建变速箱厂厂区图2. 1变速箱的结构及有关参数变速箱由26个零件构成。
每个零件、组件的名称、材料、单件重量及年需求量均列于下表:表2-1 变数箱零部件明细表2. 2作业单位划分根据变速箱的结构及工艺特点,设立如下表所示14单位,分别承担原材料存储、备料、热处理、加工与装配、产品性能试验、生产管理等各项任务。
2. 3生产工艺过程变速箱的零件较多,但是大多数零件为标准件。
假定标准件采用外购,总的工艺过程可分为零件的制作与外购、半成品暂存、组装、性能测试、成品储存等阶段。
1、零件的制作与外购变速箱上的机盖、机座、大齿轮、轴、齿轮轴和端盖都是采用自制的方法获得。
2、标准件、外购件与半成品暂存生产出的零、组件经检验合格后,送入半成品库暂存。
设施规划与物流课程设计 -变速箱设施规划布局设计概要

三、产品工艺过程分析. ......................................................... - 7 -
四、物流分析. ....................................................................... - 10 -
设施规划与物流分析课程设计说明书
姓名:
班级:
学号:
指导教师:
日期:2011年12月30日
设施规划与物流分析课程设计任务书
一、课程设计的目的和要求. ................................................. - 1 -
二、设施规划与物流分析课程设计任务书. ......................... - 1 -
1零件的制作与外购
制作的零件如表所示,表中的利用率为加工后产品与加工前的比率。
2标准件、外购件与半成品暂存
产出的零件加工完经过各个车间检验合格后,送入半成品库暂存。外购件与标准件均放在办成品库。
3组装
所有零件在组装车间集中组装成变速箱成品。
4性能测试
所有成品都在组装车间进行性能测试,不合格的就在组装车间进行修复,合格后送入成品库房,即不考虑成品组装不了的情况。
(三绘制产品总工艺过程图
四、物流分析
(一绘制从至表
绘制变速器工艺过程物流从至表,如表
(二绘制物流强度汇总表
根据产品的工艺过程和物流从至表,统计各单位之间的物流强度,并将物流江都汇总到物流强度汇总表中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
变速箱厂总平面布置设计课程名称:设施规划与物流分析专业班级:学生学号:学生姓名:指导老师:日期:2014-6-27摘要:设施规划与物流分析是工业工程专业一门重要的主干专业课,其目标是通过对工厂各组成部分相互关系的研究分析,进行合理的工厂布置,得到高效运行的生产系统,获得最佳的经济和和会效益;系统布置设计(SLP)方法是一种以作业单位物流与非物流的相互关系分析为主线的规划设计方法采用一套表达极强的图例符号和简明表格,通过一系列的设计程序进行工程布置设计。
一、引言设施布置设计是物流系统设计分析的重要一环,它既受到生产物流系统其他设计环节的影响,也对生产物流系统的其他设计环节产生影响。
当前设施布置设计方法可以分为以下几种:1、摆样法:摆样法是指利用二维平面比例模拟方法,按一定比例制成的样片在同一比例的平面图上标示设施系统的组成、设施、机器或活动,通过相互关系的分析,调整样片位置可以得到较好的布置方案。
但这种方法适合于较简单的布局设计。
2、数学模型法:数学模型法是指利用系统工程、运筹学中的模型优化技术研究最优布局方案,以提高系统布置的精确性和效率。
此方案操作起来相对繁琐,周期长,不常利用。
3、图解法:图解法产生于20世纪50年代,有螺旋规划法、简单布置规划法及运输行程图等。
优点在于将摆样法与数学模型法结合起来,但实践上应用不广。
4、系统布置设计(SLP)法作为当前工厂布局设计的主要方法,它综合考虑了工厂布局的主要目标如工艺过程要求、空间占用、搬运费用、生产柔性、组织机构、工作环境等要求,以实现布局的科学化。
二、课程设计目的1、能正确地运用工业工程基本原理及有关专业知识,给定生产系统进行详细工程布置设计。
2、通过对某工厂布置设计的事迹操作,熟悉系统布置设计方法中的各种图例符号和表格,掌握系统布置设计方法、步骤和规范化的设计程序。
3、通过应用和掌握AutoCAD等相关软件,培养我们综合运用所学专业知识分析和解决实际为问题的能力,树立系统的设计思想。
4、通过课程设计,培养我们学会如何编写有关技术文件。
三、题目原始条件(一)变速箱的结构及有关参数题目中原始给定条件主要有工厂占地面积约 16000m2,厂区南北为 200m,东西宽 80m,该厂预计需要工人 300 人,计划建成年产 100000 套变速箱的生产厂。
同时对变速箱的有关结构参数如下:变速箱由 39 个零件构成,每个零件、组件的名称、材料、单件重量及年需求量均列于表3-1中。
表3-1 变速箱零件明细表工厂名称:变速箱厂共1页产品名称变速箱产品代号110 计划年产量100000(套)第1页序号零件名称零件代号自制外购材料总计划需求量零件图号形状尺寸单件重量(KG)说明39 垫圈√65Mn 200000 0.004 38 螺母√Q235 200000 0.01137 螺栓√Q235 300000 0.032 36 销√35 200000 0.022 35 防松√Q215 100000 0.010 34 垫片√Q235 100000 0.050 33 轴端√Q235 200000 0.020 32 盖圆√Q235 100000 0.030 31 螺栓√Q215 100000 0.05030 垫片√橡胶纸100000 0.00429 机盖√HT200 100000 2.500 28 垫圈√65Mn 600000 0.006 27 螺母√Q235 600000 0.016 26 螺栓√Q235 600000 0.103 25 机座√HT200 100000 3.000 24 轴承√200000 0.450 23 挡油圈√Q215 200000 0.00422 毡封油圈√羊毛毡100000 0.00421 键√Q275 100000 0.080 20 定距环√Q235 100000 0.090 19 密封盖√Q235 100000 0.05018 可穿透端盖√HT150 100000 0.04017 调整垫片√08F 200000 0.004 16 螺塞√Q235 100000 0.03215 垫片√橡胶纸100000 0.00414 游标尺√100000 0.05013 大齿轮√40 100000 1.000 12 键√Q275 100000 0.080 11 轴√Q275 100000 0.800 10 轴承√200000 0.450 9 螺栓√Q235 2400000 0.025 8 端盖√HT200 100000 0.0507 毡封油圈√羊毛毡100000 0.0046 齿轮轴√Q275 100000 1.400 5 键√Q275 100000 0.040 4 螺栓√Q235 1200000 0.014 3 密封盖√Q235 100000 0.0202 可穿透端盖√HT200 100000 0.0401 调整垫片√08F 200000 0.010 (二)作业单元划分根据变速箱的结构及工艺特点,设立如表3-2所示的 11 个单位,分别承担原料储存、备料、热处理、加工与装配、产品性能试验、生产管理等各项生产任务。
表3-2 作业单元建筑汇总表序号作业单位名称用途建筑面积/(m m) 备注1 原材料库储存钢材,铸锭20×30 露天2 铸造车间铸造12×243 热处理车间热处理12×124 机加工车间车、铣、钻12×365 精密车间精镗、磨销12×366 标准件、半成品库储存外购12×24件、半成品7 组装车间组装变速箱12×368 铸造车间铸造12×249 成品库成品储存12×1210 办公、服务楼办公楼、食堂等80×6011 设备维修车间机床维修12×24(三)生产工艺过程变速箱的零件较多,但是大多数零件为标准件。
假定标准件采用外购,总的工艺过程可分为:零件的制作与外购;半成品暂存、组装;性能测试与成品存储等阶段。
1、零件的制作与外购变速箱上的标准件、异型件如塑料护盖、铝制标牌等都是采用外购、外协的方法获得,入厂后由半成品库保存,其他零件由本厂自制,其工艺过程分别见表3-3 至表3-8所示。
表中的利用率为加工后产品与加工前的比率。
表3-3 变速箱零件加工工艺过程表厂品名称件号材料单件质量/kg 计划年产量年产总质量机盖29 HT200 2.500 100000 250000 序号作业单位名称工序内容工序材料利用率(%)1 原材料库备料2 铸造车间铸造803 机加工车间粗铣、镗、钻804 精密车间精铣、镗985 半成品库暂存表3-4变速箱零件加工工艺过程表厂品名称件号材料单件质量/kg 计划年产量年产总质量机座25 HT200 3.000 100000 300000 序号作业单位名称工序内容工序材料利用率(%)1 原材料库备料2 铸造车间铸造803 机加工车间粗铣、镗、钻804 精密车间精铣、镗985 半成品库暂存表3-5变速箱零件加工工艺过程表厂品名称件号材料单件质量/kg 计划年产量年产总质量大齿轮13 40 1.000 100000 100000 序号作业单位名称工序内容工序材料利用率(%)1 原材料库备料2 锻造车间锻造803 机加工车间粗铣、镗、钻804 热处理车间渗碳淬火5 机加工车间磨986 半成品库暂存表3-6变速箱零件加工工艺过程表厂品名称件号材料单件质量/kg 计划年产量年产总质量轴11 Q275 0.800 100000 80000 序号作业单位名称工序内容工序材料利用率(%)1 原材料库备料2 机加工车间粗车、磨、铣803 精密车间精车954 热处理车间渗碳淬火5 机加工车间磨986 半成品库暂存表3-7变速箱零件加工工艺过程表厂品名称件号材料单件质量/kg 计划年产量年产总质量齿轮轴 6 Q275 1.400 100000 140000 序号作业单位名称工序内容工序材料利用率(%)1 原材料库备料2 机加工车间粗车、磨、铣803 精密车间精车954 热处理车间渗碳淬火5 机加工车间磨986 半成品库暂存表3-8变速箱零件加工工艺过程表厂品名称件号材料单件质量/kg 计划年产量年产总质量端盖8 HT200 0.050 100000 5000序号作业单位名称工序内容工序材料利用率(%)1 原材料库备料2 铸造车间铸造603 机加工车间精车802、标准件、外购件与半成品暂存生产出的零、组件经检验合格后,送入半成品库暂存。
定期订购的标准件和外协件均存放在半成品库。
3、组装所有零件、组件在组装车间集中组装成变速箱成品。
4、性能测试所有组装出的变速箱均需进行性能试验,不合格的就在组装车间进行修复,合格后送入成品库,即不考虑成品组装不了的情况。
5、产品存储所有合格变速箱存放在成品库等待出厂。
四、产品——产量分析生产的产品品种的多少及每种产品产量的高低,决定了工厂的生产类型,进而影响着工厂设备的布置形式。
根据以上已知条件可知,待布置设计的变速箱厂的产品品种单一,产量较大,其年产量为 100000 台,属于大批量生产,适合按产品的原则布置,宜采用流水线的组织形式。
五、产品工艺过程分析(一)计算物流量通过对产品的加工、组装、检验等各种加工阶段以及各工艺过程路线的分析,计算每个工艺过程各工序加工前工件单位质量及产生的废料重量,并根据全年生产量计算全年物流量。
具体计算过程如表5-1所示。
表5-1 各零件物流量计算产品名称毛重/kg废料/kg铸造废料锻造废料机加工废料精加工废料全年总质量机盖2.5/(0.8*0.8*0.9)=3.9863.986*0.2=0.79723.986*0.8*0.2=0.63783.986*0.8*0.8*0.02=0.0511.486*100000=148600机座3/(0.8*0.8*0.98)=4.78324.7832*0.2=0.95664.7832*0.8*0.2=0.76534.7832*0.8*0.8*0.02=0.06131.783*100000=178310大齿轮1/(0.8*0.8*0.98)=1.59441.5944*0.2=0.31891.5944*0.8*0.2+1.5944*0.8*0.8*0.02=0.02040.595*100000=59440轴0.8/(0.8*0.95*0.98)=1.07411.074*0.2+1.074*0.8*0.95*0.02=0.27551.074*0.8*0.05=0.04300.274*100000=2741012347原材料4.78323.82653.06123.0000.9566废料0.7653 废料 0.0613 废料齿轮轴 1.4/(0.8*0.95*0.98)=1.87971.8797*0.2+1.8797*0.8* 0.95*0.02= 0.40451.8797*0.8* 0.05=0.07520.4797*100000 =47970端盖 0.05/(0.6*0.8) =0.10420.10424*0.4=0.04170.10424*0.6*0.2=0.01250.0542*100000 =5420(二) 绘制各零件的工艺过程图根据各零件的加工工艺过程与物流量,绘制各零件的工艺过程如图1——图6所示。