《机械制造技术》课程设计 --气门摇杆轴支座设计
机械制造专业毕业论文--气门摇杆轴支座机械加工工艺及其镗φ20孔工序夹具设计
摘要在这几周时间里,我们进行了机械制造加工工艺设计及夹具设计。
机械设计制造基础课程设计是在学完了机械制造基础课(含机床夹具设计)和大部分专业课(材料力学、机械原理等),并在进行了生产实习的基础上进行的一个教学过程。
这次设计使我们能综合运用机械制造工艺学中的一些基本理论,并结合生产实习中学到的一些实践知识,独立地分析和解决工艺上的问题。
初步具备了设计一个中等复杂程度零件(气门摇杆轴支座)的工艺规程的能力和运用夹具设计的基本原理和方法,制订夹具设计方案,完成夹具结构设计的能力,也是熟悉和运用相关手册,图表等技术资料及编写技术文件技能的一次难得的实践机会,为今后的毕业设计及未来从事的工作奠定良好的基础。
由于所掌握的知识不全面且能力所限,经验不足,设计中还有许多不足之处,希望各位老师多加指导关键词:气门摇杆夹具目录摘要 (I)第一章零件的工艺分析 (1)1.1零件的功能、结构及生产类型的确定 (1)1.1.1零件的作用 (1)1.1.2 零件的工艺分析 (1)1.1.3 零件的生产类型 (2)第二章毛坯的选择 (2)2.1确定毛坯的类型、制造方法和尺寸及其公差 (3)2.2毛坯的技术要求 (3)第三章基准的选择 (3)3.1粗基准的选择: (4)3.2精基准的选择 (4)第四章制订工艺路线 (4)4.1确定各加工面的加工方法 (5)4.2拟定加工工艺路线 (5)4.2.1工艺路线方案1 (5)4.2.2工艺路线方案2 (7)4.3工艺方案的比较与分析 (7)第五章工序设计 (9)5.1工序12 的尺寸链计算 (9)5.2机械加工余量、工艺尺寸及毛坯尺寸的确定 (10)5.3切削余量及基本工时的确定 (10)第六章夹具设计 (15)6.1设计方案 (15)6.2加紧方案 (16)设计心得 (19)参考文献 (20)附录 ................................. 错误!未定义书签。
机械制造技术课程设计-气门摇臂轴支座加工工艺规程及钻φ11孔夹具设计【全套图纸】
机械制造技术课程设计-气门摇臂轴支座加工工艺规程及钻φ11孔夹具设计【全套图纸】辽宁工程技术大学课程设计辽宁工程技术大学机械制造技术基础课程设计题目:气门摇臂轴支座加工工艺规程及钻φ11孔专用夹具设计班级: 机械09-3班姓名:指导教师:完成日期: 2012/6/271 their own conditions to develop the correct road, the maximum to avoid investment risk, gain profit.(three) vigorously promote the brand. To establish brand awareness, awareness of the use of brand, brand value, brand acquisition performance, enhance the competitive strength. Concentrated manpower, careful planning, packaging and publicity of a number of unique, market influence and coverage of the brand, the implementation of key breakthroughs, to enhance the competitive strength, walking business road the competition of alienation and characteristics, the pursuit of stability and development of the market.(four) to promote the integration of resources. To further broaden their horizons,effective integration of resources within the group, the city resources,other industries and regional resources, mutual trust, mutual benefit, seeking win-win principle, in the framework of national policies and regulations, strict inspection and argumentation, legal consultation, examination and approval procedures, strict regulation of economic activities, attract injection the social investment to the industry group, to achieve leveraging the development, ensure that the value of state-owned assets.(five) to strengthen the construction management personnel. Strengthen the management of education and training of cadres and workers of the existing business, firmly establish the concept of the market, enhance the sense of crisis to adapt to market competition, the sense of urgency, improve the ability to respond to market competition, improve management and operation of the market. At the same time, according to the need of industrial development, vigorously the introduction of high-quality management management personnel, and strive to build a high-quality professional management team, hard work, and promote the entire workforce knowledge structure, age structure, structure optimization and upgrading ability, enhance core competitiveness, adapt to the need of market competition.(six) seriously study the policy for policy. Serious research about social support the development of cultural undertakings in the country and the XX policy, especially the policy of industrial development, financial investment policy, financial policy and tax policy, and actively seek policy, projects and funds, enterprise and industry group mission to promote leapfrog development.一、设计题目气门摇臂轴支座零件的机械加工工艺规程及工艺装备设计二、原始资料(1) 被加工零件的零件图(草图) 1张 (2) 生产类型: 3000件/年三、上交材料(1) 被加工工件的零件图 1张 (2) 毛坯图 1张 (3) 机械加工工艺过程综合卡片 1张 (4) 与所设计夹具对应那道工序的工序卡片 1张 (5) 夹具装配图 1张(6) 夹具体零件图 1张 (7) 课程设计说明书(5000字左右) 1份四、进度安排(参考)(1) 第1-2天,查资料,熟悉题目阶段。
气门摇杆轴支座机械加工工艺规程设计
一、零件的分析(一)零件的作用题目给出的零件气门摇杆轴支座是柴油机一个主要零件。
是柴油机摇杆座的结合部)Φ(Φ孔装摇杆轴,轴上两端各装一进气门摇杆,摇杆座通过两个1320+10.0。
16~孔用M12螺杆和汽缸盖相连,3mm轴向槽用于锁紧摇杆轴,使之不转动。
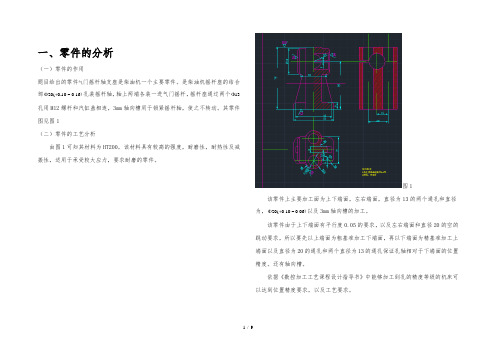
其零件图见图1(二)零件的工艺分析由图1可知其材料为HT200。
该材料具有较高的强度,耐磨性,耐热性及减振性,适用于承受较大应力,要求耐磨的零件。
图1该零件上主要加工面为上下端面,左右端面,直径为13的两个通孔和直径为,).020+Φ以及3mm轴向槽的加工。
(06.0~10该零件由于上下端面有平行度0.05的要求,以及左右端面和直径20的空的跳动要求,所以要先以上端面为粗基准加工下端面,再以下端面为精基准加工上端面以及直径为20的通孔和两个直径为13的通孔保证孔轴相对于下端面的位置精度。
还有轴向槽。
依据《数控加工工艺课程设计指导书》中能够加工到孔的精度等级的机床可以达到位置精度要求,以及工艺要求。
二、确定毛坯(一)毛坯制造方法依据零件材料确定毛坯胚为铸件,因为零件的生产类型为大批量生产,尺寸较大,所以接受砂型机器砂型铸造。
铸件应满足以下要求:(1)铸件的化学成分和力学特性应符合图样规定的材料牌号标准。
(2)铸件的形态和尺寸要求应符合铸件图的规定;(3)铸件表面应进行清砂处理,去除结巴,飞边毛刺,其残留高度应小于或等于1-3mm(4)铸件内部,特别是靠近工作表面处不应有气孔,沙眼,裂纹等缺陷;非工作面不得有严峻的疏松和较大的的缩孔。
(5)铸件应刚好进行热处理。
退火后的硬度小于229HB。
铸件应进行时效处理,消退内应力改善加工性能。
(二)确定毛坯余量接受查表法,查阅《机械制造工艺设计简明手册》表2.2-3该铸造公差等级为CT8-10,MA-H级。
查阅表2.2-4加工表面基本尺寸加工余量等级加工余量数值说明下端面50mm H 4.0 单侧加工上端面48mm H 4.0 单侧加工左端面Φ32mm H 4.0 单侧加工右端面Φ32mm H 4.0 单侧加工,毛坯图三、工艺规程设计(一)定位基准的选择经基准的选择:气门摇杆轴支座下端面既是设计基准又是装配基准所以把它作为精基准满足了基准重合的原则。
设计气门摇杆轴支座零件的机械加工工艺规程及专用夹具 机械制造工艺学课程设计
设计气门摇杆轴支座零件的机械加工工艺规程及专用夹具机械制造工艺学课程设计机械制造工艺学课程设计说明书设计题目:设计气门摇杆轴支座零件的机械加工工艺规程及工艺装备设计者:指导老师:班级:2010-12-30机械制造工艺学课程设计任务书题目:设计气门摇杆轴支座零件的机械加工工艺规程及专用夹具内容:(1)零件一毛坯合图 1张(2)机械加工工艺规程卡片 9张(3)夹具装配总图 1张(4)夹具零件图 1张(5)课程设计说明书 1份原始资料:该零件图样一张;生产类型为中批生产。
班级:学生:指导老师:教研室主任:2010年 12月 30日目录第一部分:设计目的 (1)第二部分:设计步骤一、零件的作用 (1)二、确定毛坯,画毛坯——零件合图 (2)三、工艺规程设计 (2)四、夹具设计 (9)参考文献 (13)设计目的:机械制造工艺学课程设计是在学完了机械制造工艺学(含机床夹具设计)和大部分专业课,并进行了生产实习的基础上进行的一个教学环节。
这次设计使我们能综合运用机械制造工艺学中的基本理论,并结合生产实习中学到的实践知识,独立地分析和解决工艺问题。
初步具备了设计一个中等复杂程度零件(气门摇杆轴支座)的工艺规程的能力和运用夹具设计的基本原理和方法,拟订夹具设计方案,完成家具结构设计的能力,也是熟悉和运用有关手册,图表等技术资料及编写技术文件技能的一次实践机会,为今后的毕业设计及未来从事的工作打下良好的基础。
一、零件的分析(一)零件的作用气门摇杆轴支座是柴油机一个主要零件。
是柴油机摇杆座的结合部,Ø20(+0.10—+0.16)孔装摇杆轴,轴上两端各装一进气门摇杆,摇杆座通过两个Ø13mm孔用M12螺杆与汽缸盖相连,3mm轴向槽用于锁紧摇杆轴,使之不转动。
其零件图如下图:(二)零件的工艺分析由附图1得知,其材料为HT200。
该材料具有较高的强度,耐磨性,耐热性及减振性,适用于承受较大应力,要求耐磨的零件。
设计气门摇杆轴支座零件的机械加工工艺规程与专用夹具
机械制造工艺学课程设计说明书题目:设计气门摇杆轴支座零件的机械加工工艺规程及专用夹具容:(1)零件图 1(2)毛坯图 1(3)机械加工工艺规程卡片 12(4)夹具装配总图 1(6)夹具零件图 1(7)课程设计说明书 1份原始资料:该零件图样一;生产纲领5000件/年。
班级:06级机制(4)班学生:叶军学号:606014035指导老师:克荣时间:2009年 6月 22日《机械制造技术》课程设计任务书机械工程系06级机制(4)班适用按照分组要求(全班同学共39人,分为13个小组,每组3名同学),每组同学在提供的备选题中选择一种零件。
一、设计题目:编制××零件机械加工工艺规程。
二、设计依据:零件资料:(每小组)该零件图样一;生产纲领:年产量5000件/年;生产班次:每日1班,全年按300天计算。
三、设计容:⑴、绘制零件、毛坯图各一(3#图);⑵、编制零件工艺规程,绘制并填写工艺规程卡片;⑶、绘制并填写零件重点工序加工工序卡;⑷、编写零件机械加工工艺规程及工艺装备设计计算说明书。
四、设计要求:工艺规程可行,参数选择正确,设计计算准确,文字语句通顺,视图绘制规整。
五、设计时间:三周(有效日21天)。
具体分配如下:布置任务、准备资料 1天参数选择及计算 5天绘制零件、毛坯合图 3天编制工艺规程并填写工艺规程卡片 4天绘制指定重点工序的工序卡片 3天整理设计计算说明书及答辩 3天六、参考资料:⑴、机械制造基础相关教材⑵、互换性与技术测量相关教材⑶、机械工艺师设计手册零件图附图1:气门摇杆轴支座目录第一部分:设计目的 (1)第二部分:设计步骤一、零件的作用 (1)二、确定毛坯,画毛坯、零件图 (2)三、工艺规程设计 (3)四、加工工序设计 (8)五、工序尺寸的计算 (10)六、确定切削用量时及基本工时七、夹具设计…………………………………………八、填写机械加工工艺卡和机械加工工序卡第一部分设计目的:机械制造工艺学课程设计是在学完了机械制造工艺学(含机床夹具设计)和大部分专业课,并进行了生产实习的基础上进行的一个教学环节。
气门摇臂轴支座课程设计
机械制造技术课程设计题目:气门摇臂轴支座院(系):班级:姓名:学号:指导教师:二○一二年九月十五日《机械制造技术》课程设计任务书按照分组要求,每组同学在提供的备选题中选择一种零件。
一、设计题目:编制气门摇臂轴支座零件机械加工工艺规程及气门摇臂轴支座工序夹具设计。
二、设计依据:零件资料:(每小组)该零件图样一张;生产纲领:年产量30000件;生产班次:每日1班,全年按300天计算。
三、设计内容:⑴、绘制毛坯合图一张(3#图);⑵、编制零件工艺规程,绘制并填写工艺规程卡片;⑶、绘制并填写零件重点工序加工工序卡,并设计相应加工工序的夹具(3#图);⑷、编写零件机械加工工艺规程及工艺装备设计计算说明书。
四、设计要求:工艺规程可行,参数选择正确,设计计算准确,文字语句通顺,视图绘制规整。
五、设计时间:两周(有效日10天)。
具体分配如下:布置任务、准备资料 1.0天参数选择及计算 1.5天绘制毛坯合图 1.0天编制工艺规程并填写工艺规程卡片 1.5天绘制指定重点工序的工序卡片并设计相应工序使用的夹具 2.5天整理设计计算说明书及答辩 2.5天六、参考资料:⑴、机械制造技术相关教材⑵、互换性与技术测量相关教材⑶、机械工艺师设计手册⑷、机床夹具手册目录第一章零件的分第二章毛坯的设计第三章选择加工方法,拟定工艺路线第四章加工设备及刀具、夹具、量具的选择第五章确定切削用量设计心得参考文献序言机械制造业是国民经济的支柱产业,现代制造业正在改变着人们的生产方式、生活方式、经营管理模式乃至社会的组织结构和文化。
生产的发展和产品更新换代速度的加快,对生产效率和制造质量提出了越来越高的要求,也就对机械加工工艺等提出了要求。
在实际生产中,由于零件的生产类型、形状、尺寸和技术要求等条件不同,针对某一零件,往往不是单独在一种机床上用某一种加工方法就能完成的,而是需要经过一定的工艺过程。
因此,我们不仅要根据零件具体要求,选择合适的加工方法,还要合理地安排加工顺序,一步一步地把零件加工出来。
气门摇杆轴支座课程设计
目录一、计算生产纲领,确定生产类型二、零件分析1、零件作用(含用途)2、零件的工艺分析(含技术要求、工艺性)三、确定毛坯的制造方法、初步确定毛坯的形状四、工艺规程的设计1、定位基准的选择(1)粗基准的选择(2)精基准的选择2、零件表面加工方法的选择3、加工阶段的划分4、工序的集中与分散5、制定工艺路线(1)工艺路线方案一(2)工艺路线方案二(3)工艺路线方案比较、分析(4)确定具体的工艺路线(含机床、工艺装备的选用)6、确定机械加工余量、工序尺寸、毛坯尺寸7、绘制毛坯图8、计算确定切削用量及基本工时(1)切削用量的计算(2)时间定额的计算五、机床夹具设计1、问题的提出2、夹具设计的有关计算(1)定位基准的选择(2)切削力与夹紧力的计算(3)定位误差的分析六、总结七、参考文献一、计算生产纲领,确定生产类型1、零件名称:气门摇杆轴支座(见零件附图)。
2、生产纲领: 8000 件/年;单班制,平时周日休息。
3、备件与废品率:备品率 3 %,废品率, 0.5 %。
二、零件分析1、零件作用(含用途)气门摇杆轴支座是柴油机一个主要零件。
是柴油机摇杆座的结合部,Ø20(+0.10—+0.16)孔装摇杆轴,轴上两端各装一进气门摇杆,摇杆座通过两个Ø13mm孔用M12螺杆与汽缸盖相连,3mm轴向槽用于锁紧摇杆轴,使之不转动。
2、零件的工艺分析(含技术要求、工艺性)由图1得知,其材料为HT200。
该材料具有较高的强度,耐磨性,耐热性及减振性,适用于承受较大应力,要求耐磨的零件。
该零件上主要加工面为上端面,下端面,左右端面,2-Ø13mm孔和Ø20(+0.1——-0.06)mm以及3mm轴向槽的加工。
Ø20(+0.1——-0.06)mm孔的尺寸精度以及下端面0.05mm的平面度与左右两端面孔的尺寸精度,直接影响到进气孔与排气门的传动精度及密封,2——Ø13mm孔的尺寸精度,以上下两端面的平行度0.05mm。
气门摇杆轴支座课程设计
机械制造工艺学课程设计说明书设计题目:设计气门摇杆轴支座零件的机械加工工艺规程与工艺装备设计者:指导老师:班级:2010-12-30机械制造工艺学课程设计任务书题目:设计气门摇杆轴支座零件的机械加工工艺规程与专用夹具内容:(1)零件一毛坯合图 1张(2)机械加工工艺规程卡片 12张(3)夹具装配总图 1张(4)夹具零件图一张(5)课程设计说明书一份原始资料:该零件图样一张;生产类型为中批生产。
班级:学生:指导老师:教研室主任:2010年 12月 30日目录第一部分:设计目的 (1)第二部分:设计步骤一、零件的作用 (1)二、确定毛坯,画毛坯——零件合图 (2)三、工艺规程设计 (3)四、加工工序设计 (8)五、时间定额计算 (10)六、夹具设计 (12)设计目的:机械制造工艺学课程设计是在学完了机械制造工艺学(含机床夹具设计)和大部分专业课,并进行了生产实习的基础上进行的一个教学环节。
这次设计使我们能综合运用机械制造工艺学中的基本理论,并结合生产实习中学到的实践知识,独立地分析和解决工艺问题。
初步具备了设计一个中等复杂程度零件(气门摇杆轴支座)的工艺规程的能力和运用夹具设计的基本原理和方法,拟订夹具设计方案,完成家具结构设计的能力,也是熟悉和运用有关手册,图表等技术资料与编写技术文件技能的一次实践机会,为今后的毕业设计与未来从事的工作打下良好的基础。
一、零件的分析(一)零件的作用气门摇杆轴支座是柴油机一个主要零件。
是柴油机摇杆座的结合部,Ø20(+0.10—+0.16)孔装摇杆轴,轴上两端各装一进气门摇杆,摇杆座通过两个Ø13mm孔用M12螺杆与汽缸盖相连,3mm轴向槽用于锁紧摇杆轴,使之不转动。
其零件图如下图:(二)零件的工艺分析由附图1得知,其材料为HT200。
该材料具有较高的强度,耐磨性,耐热性与减振性,适用于承受较大应力,要求耐磨的零件。
该零件上主要加工面为上端面,下端面,左右端面,2-Ø13mm孔和Ø20(+0.1——+0.06)mm以与3mm轴向槽的加工。
机械制造工艺气门摇臂轴支座课程设计设计说明书
气门摇臂轴支座部件工艺规程设计及机床专用夹具的设计1.计算生产大纲,确立生产种类本次部件气门摇臂轴支座的的生产种类为大量量生产。
2.审察部件图样公艺性部件的资料为 HT200,灰铸铁的生产工艺简单,锻造性能优秀,可是塑性较差、脆性较高、不合适磨削,并且加工面主要集中在平面加工和孔的加工。
依据对部件图的剖析,该部件需要加工的表面以及加工表面之间的地点要求以下:1.Φ22 外圆的上端面,粗拙度为 12.5 ;2. 与Φ 22 孔相通的φ 11 通孔,其所要求的表面粗拙度为 1.6 ;3.36mm 下端面,依据部件的整体加工特征, 36mm为整个机械加工过程中主要的精基准,粗拙度为 12.5 ,所以在拟订加工方案的时候应该第一将此面加工出来;4.Φ28 外圆的前后端面,粗拙度为 12.5 ;前后端面倒 1*45°的角,粗拙度为12.5 ;以及φ 18 的通孔,在这里因为φ 18 通孔所要求的精度较高,所以该孔的的加工是一个难点,其所要求的表面粗拙度为 1.6 ,且该孔的轴线与 36mm下端面的平行度为 0.05 ,且该孔的轴线圆跳动公差为 0.1 需要选择合适的加工方法来达到此孔加工的技术要求。
5.Φ26 的前后端面,粗拙度为 2.5 ;前后端面倒1 45的角,粗拙度为 12.5 ;以及φ 16 的通孔,φ 16 的通孔相同也是本部件加工一个比较重要的部分,察看部件图就能够知道,φ 16 的孔要求的表面粗拙度和地点精度和φ 18 的通孔相同都是比较高的,φ 16 的通孔表面粗拙度为 1.6 ,孔的轴线与 36mm的地面的平行度为0.05 ;经过上边部件的剖析可知, 36mm下端面和φ 22 上端面的表面粗拙度要求都不是很高,所以都不需要精加工来达到要求,并且这两个面也是整个加工工程中主要的定位基准面,所以能够粗加工或许半精加工出这两个面而达到精度要求,再以此作为基准采纳专用夹具来对其余表面进行加工,并且能够更好的保证其余表面的地点精度要求。
机械制造工艺气门摇臂轴支座课程设计设计说明书
气门摇臂轴支座零件工艺规程设计及机床专用夹具的设计1.计算生产纲领,确定生产类型本次零件气门摇臂轴支座的的生产类型为大批量生产。
2.审查零件图样公艺性零件的材料为HT200,灰铸铁的生产工艺简单,铸造性能优良,但是塑性较差、脆性较高、不适合磨削,而且加工面主要集中在平面加工和孔的加工。
根据对零件图的分析,该零件需要加工的表面以及加工表面之间的位置要求如下: 1. Φ22外圆的上端面,粗糙度为12.5;2. 与Φ22孔相通的φ11通孔,其所要求的表面粗糙度为1.6;3.36mm 下端面,根据零件的总体加工特性,36mm 为整个机械加工过程中主要的精基准,粗糙度为12.5,因此在制定加工方案的时候应当首先将此面加工出来;4.Φ28外圆的前后端面,粗糙度为12.5;前后端面倒1*45°的角,粗糙度为12.5;以及φ18的通孔,在这里由于φ18通孔所要求的精度较高,因此该孔的的加工是一个难点,其所要求的表面粗糙度为1.6,且该孔的轴线与36mm 下端面的平行度为0.05,且该孔的轴线圆跳动公差为0.1需要选择适当的加工方法来达到此孔加工的技术要求。
5.Φ26的前后端面,粗糙度为2.5;前后端面倒 451 的角,粗糙度为12.5;以及φ16的通孔,φ16的通孔同样也是本零件加工一个比较重要的部分,观察零件图就可以知道,φ16的孔要求的表面粗糙度和位置精度和φ18的通孔一样都是比较高的,φ16的通孔表面粗糙度为1.6,孔的轴线与36mm 的地面的平行度为0.05;通过上面零件的分析可知,36mm 下端面和φ22上端面的表面粗糙度要求都不是很高,因此都不需要精加工来达到要求,而且这两个面也是整个加工工程中主要的定位基准面,因此可以粗加工或者半精加工出这两个面而达到精度要求,再以此作为基准采用专用夹具来对其他表面进行加工,并且能够更好的保证其他表面的位置精度要求。
总的看来,该零件并没有复杂的加工曲面,属于较为简单的零件,所以根据各加工表面的技术要求采用常规的加工工艺均可保证,简单的工艺路线安排如下:将零件定位夹紧,加工出φ22上端面,以此为粗基准加工出36mm 下端面,并钻出φ11的通孔,然后再以这先加工出来的几个表面为基准定位,加工出φ28和φ26的外圆端面,并钻出φ18和φ16这两个精度要求比较高的空,最后翻转零件,深孔加工出φ3的斜油孔。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械制造技术 课程设计说明书
班 级: 学生姓名: 学 号: 指导教师:
XX学院机械工程学院 2010年 6 月11 日《机械制造技术》课程设计任务书 按照分组要求(全班同学共62人,分为16个小组,每组3-4名同学),每组同学在提供的备选题中选择一种零件。 一、设计题目: 编制××零件机械加工工艺规程。 二、设计依据: 零件资料:(每小组)该零件图样一张; 生产纲领:年产量6000件/年; 生产班次:每日1班,全年按300天计算。 三、设计内容: ⑴、绘制零件-毛坯合图一张(3#图); ⑵、编制零件工艺规程,绘制并填写工艺规程卡片; ⑶、绘制并填写零件重点工序加工工序卡; ⑷、编写零件机械加工工艺规程及工艺装备设计计算说明书。 四、设计要求: 工艺规程可行,参数选择正确,设计计算准确,文字语句通顺,视图绘制规整。 五、设计时间: 两周(有效日10天)。 具体分配如下: 布置任务、准备资料 1天 参数选择及计算 2天 绘制零件-毛坯合图 1天 编制工艺规程并填写工艺规程卡片 2天 绘制指定重点工序的工序卡片 2天 整理设计计算说明书及答辩 2天 六、参考资料: ⑴、机械制造基础相关教材 ⑵、互换性与技术测量相关教材 ⑶、机械工艺师设计手册 零件图 附图13:气门摇杆轴支座 目录
一、零件的分析………………………………………….5
二、确定毛坯、绘制毛坯简图.....................5 三、工艺路线的设计„„„„„„„„„„„„„„6 四、机床设备及工艺装备的选用„„„„„„„„„7 五、工序尺寸的计算„„„„„„„„„„„„„„8 六、加工工序设计„„„„„„„„„„„„„„„.9 七、时间定额计算„„„„„„„„„„„„„„„10 八、填写机械加工工艺卡和机械加工工序卡„„„„10 气门摇杆轴支座课程设计 一、零件的分析 1.零件的作用 气门摇杆支座是柴油机的一个重要零件,是柴油机摇杆座的结合部,Ø20(+0.10—+0.16)孔装摇杆轴,轴上两端各装一进气门摇杆,摇杆座通过两个Ø13mm孔用M12螺杆与汽缸盖相连,3mm轴向槽用于锁紧摇杆轴,使之不转动。
2.零件的工艺分析 由“零件图”得知,其材料为HT200。该材料具有较高的强度,耐磨性,耐热性及减振性,适用于承受较大应力,要求耐磨的零件。 该零件上主要加工面为上端面,下端面,左右端面,2-Ø13mm孔和Ø20(+0.1——+0.06)mm以及3mm轴向槽的加工。 Ø20(+0.1——+0.06)mm孔的尺寸精度以及下端面0.05mm的平面度与左右两端面孔的尺寸精度,直接影响到进气孔与排气门的传动精度及密封,2——Ø13mm孔的尺寸精度,以上下两端面的平行度0.055mm。因此,需要先以下端面为粗基准加工上端面,再以上端面为粗基准加工下端面,再把下端面作为精基准,最后加工Ø20(+0.1——+0.06)mm孔时以下端面为定位基准,以保证孔轴相对下端面的位置精度。 由参考文献(1)中有关孔的加工的经济精度机床能达到的位置精度可知上述要求可以达到的零件的结构的工艺性也是可行的。
3.确定零件的生产类型 依设计题目知:Q=6000件/年,结合生产实际,备品率a%和废品率b%分别取3%和0.5%。查表1-3知气门摇杆支座属轻型零件,计算后由表1-4知,该零件生产类型为大批生产。
二、确定毛坯、绘制毛坯简图 根据零件材料确定毛坯为铸件,毛坯的铸造方法选用砂型机器造型。此外,为消除残余应力,铸造后安排人工时效处理。参考文献(1)表2.3—12;该种铸造公差等级为CT10~11,MA-H级。参考文献(1)表2.3-12,用查表方法确定各表面的加工余量如下表所示:
加工表面 基本尺寸 加工余量等级 加工余量数值 说明 上端面 48mm H 4mm 单侧加工 下端面 50mm H 3mm 单侧加工 左端面 35mm H 3mm 单侧加工 右端面 35mm H 3mm 单侧加工 三、工艺路线的设计 1.定位基准的选择 精基准的选择:气门摇杆轴支座的下端面既是装配基准又是设计基准,用它作为精基准,能使加工遵循基准重合的原则,实现V形块十大平面的定位方式(V形块采用联动夹紧机构夹紧)。Ø20(+0.1——+0.06)mm孔及左右两端面都采用底面做基准,这使得工艺路线又遵循“基准统一”的原则,下端面的面积比较大,定位比较稳定,夹紧方案也比较简单,可靠,操作方便。 粗基准的选择:考虑到以下几点要求,选择零件的重要面和重要孔做基准。在保证各加工面均有加工余量的前提下,使重要孔或面的加工余量尽量均匀,此外,还要保证定位夹紧的可靠性,装夹的方便性,减少辅助 时间,所以粗基准为上端面。
2.镗削Ø20(+0.1——+0.06)mm孔的定位夹紧方案: 方案一:用一菱形销加一圆柱销定位两个Ø13mm的孔,再加上底面定位实现,两孔一面完全定位,这种方案适合于大批生产类型中。 方案二:用V形块十大平面定位 V形块采用联动夹紧机构实现对R10的外圆柱表面进行定位,再加底面实现完全定位,由于Ø13mm孔的秒个精度不需要很高,故用做定位销孔很难保证精度,所以选择方案二。
3.表面加工方法的确定 根据各表面加工要求,和各种加工方法能达到的经济精度,确定各表面及孔的加工方法如下: 加工表面 加工方案 上端面 精铣 下端面 粗铣 左端面 粗铣—精铣 右端面 粗铣—精铣 2—Ø13mm孔 钻孔 3mm 轴向槽 精铣 Ø20(+0.1—+0.006)mm孔 钻孔—粗镗—精镗
因左右两端面均对Ø20(+0.1—+0.006)mm孔有较高的位置要求,故它们的加工宜采用工序集中原则,减少装次数,提高加工精度 4.工艺路线的确定 根据先面后孔,先主要表面后次要表面和先粗加工后精加工的原则,将端面的精铣和下端面的粗铣放在前面,下端面的精铣放在后面,每一阶段要首先加工上端面后钻孔,左右端面上Ø20(+0.1—+0.006)mm孔放后面加工。初步拟订加工路线如下: 工序号 工序内容 铸造 时效 涂漆 00 车上端面 01 钻两通孔 02 精铣下端面 03 铣右端面 04 钻通孔¢18mm 05 镗孔Ø20mm,孔口角1*45度 06 铣左端面 07 铣轴向槽 08 检验 09 入库 上述方案遵循了工艺路线拟订的一般原则,但某些工序还有一些问题还值得进一步讨论。如车上端面,因工件和夹具的尺寸较大,在卧式车床上加工时,它们惯性力较大,平衡困难;又由上端面不是连续的圆环面,车削中出现断续切削容易引起工艺系统的震动,故改动铣削加工。 工序03应在工序02前完成,使上端面在加工后有较多的时间进行自然时效,减少受力变形和受热变形对2—Ø13mm通孔加工精度的影响。 修改后的工艺路线如下: 序号 工序内容 简要说明
01 02 03 04 05 06 07 08 09 10 铸造 时效 涂漆 精铣上端面 精铣下端面 钻两通孔 铣右端面 钻通孔Ø18 镗孔到Ø20,孔口倒角1*45度 铣左端面 铣轴向槽 检验 入库 消除内应力 防止生锈 先加工粗基准面 加工精基准 先面后孔 先面后孔
后镗削余量 次要工序后加工
四、机床设备及工艺装备的选用 由于生产类型为大批生产,故加工设备适宜通用机床为主,辅以少量专用机床的流水生产线,工件在各机床上的装卸及各机床间的传动均由人工完成。 粗铣上端面:考虑到工件的定位夹紧方案及夹具结构设计等问题,采用立铣选择X1632立式铣床。(参考文献(1)表6-18),选择直径D为Ø80mm立铣刀,参考文献(1)表7-88,通用夹具和游标卡尺。 粗铣下端面:采用上述相同的机床与铣刀,通用夹具及游标卡尺。 精铣下端面:采用上述相同的机床与铣刀,通用夹具及游标卡尺。 粗铣左端面:采用卧式铣床X1632,参考文献(1)表6—21,采用以前的刀具,专用夹具及游标卡尺。 精铣左端面:采用卧式铣床X1632,参考文献(1)表6—21,专用夹具及游标卡尺。 钻2-Ø18mm孔:采用Z3025B*10,参考文献(1)表6—26,通用夹具。刀具为d为Ø18.0的直柄麻花钻,参考文献(1)表7—111。 钻Ø18孔:钻孔直行为Ø118mm,选择摇臂钻床Z3025参考文献(1)表6—26,采用锥柄麻花钻,通用夹具及量具。 镗Ø20(+0.1——+0.06)mm孔:粗镗:采用卧式组合镗床,选择功率为1.5KM的ITA20镗削头,参考文献(1)表8—8。选择镗通孔镗刀及镗杆,专用夹具,游标卡尺。
五、工序尺寸的计算 工序06的尺寸链计算 加工过程为: 1)镗右端面 2)钻通孔Ø18,保证工序尺寸p1 3)粗镗,保证工序尺寸p2
4)精镗,保证工序尺寸p3,达到零件设计尺寸D的要求,D=20 +0.1 +0.06 5)倒角 如图,可找出工艺尺寸链
求解工序尺寸及公差的顺序如下: (1)从图知,p3=D (2)从图知,p3=p2+Z2 ,其中Z2是精镗的余量,Z2 =0.2mm,则p2=p3- Z2 =20-0.2=19.8mm,由于工序尺寸p2是在粗镗中保证的,查参考资料(5)中表1-20知,粗镗工序的经济加工精度等级为IT12,因此确定该工艺尺寸公差为IT12,其公差值为0.35mm,故p2=(19.8±0.175)mm; (3)从图所示的尺寸链知,p2=p1+Z1 其中Z1 为粗镗的余量,Z1 =1.8mm,p1=p2- Z1 =19.8-1.8=18mm,查参考资料(5)中表1-20知,确定钻削工序的经济加工精度等级为IT13,其公差值为0.54mm,故p1=(18±0.27)mm。 为验证确定的工序尺寸及公差是否合理,还需对加工余量进行校核。 (1)余量Z2的校核,在图b所示的尺寸链里Z2是封闭环,故