保健食品硬胶囊剂工艺流程图及工艺描述
保健品(胶囊剂)工艺规程

目录1 产品概述2 处方和批准文号3 工艺流程图4 原药材的整理炮制5制剂操作过程及过程控制要求6 原辅料质量标准和检验方法7 中间产品质量要求和检验方法8 成品质量标准和检验方法9 包装材料和包装规格、质量标准10说明书、产品包装文字说明和标志11设备一览表及主要设备生产能力12 物料平衡、收率的指标及计算公式1 产品概述1.1 产品特点1.1.1 性状本品为胶囊剂,内容物为黄棕色粉末,气微香,味苦。
1.1.2 功能与主治:具有改善睡眠功能。
1.1.3 用法与用量:每日1次,每次3粒,口服。
1.1.4 规格:每粒胶囊装0.35克。
1.1.5 有效期:二年1.2 处方来源:2 处方和批准文号2.1 处方11254 7.0 g 192kg11211 3.5g 96kg11097 3.5g 96kg11172 2.1g 58kg11044 2.1g 58kg合计 18.2g 500kg 制成胶囊5粒13.7万粒2.2 批准文号:3 工艺流程图4.原药材整理炮制4.1 炮制依据:《中国药典》2005年版一部。
4.2 整理炮制方法4.2.1 酸枣仁:除去杂质,粉碎成最粗粉。
4.2.2 桑椹:除去杂质。
4.2.3 合欢花:除去杂质。
4.2.4 五味子: 除去杂质,用时捣碎。
4.2.5 柏子仁:除去杂质。
5 制剂操作过程及过程控制要求5.1 称量配料工序:按照每批处方量称量各种药材备用。
5.2 提取、浓缩5.2.1 提取:将已备好的五味药材称量复核,复核后的药材投入提取罐内,加6倍量的饮用水,浸泡2-3小时后,升温第一次煎煮,煎煮2小时后,放液,药液用300目滤布过滤;第二次加4倍量的水,煎煮1.5小时,放液,过滤,合并滤液,将滤液放入贮罐静置2-6小时,备用。
5.2.2一次浓缩:将静置后的上清液减压浓缩,真空度为-0.060~-0.085Mpa,温度为60℃±5℃,浓缩至相对密度为1.10~1.15时(60℃±5℃测),收取浓缩液(1),备用。
胶囊剂的制备-电子教材.
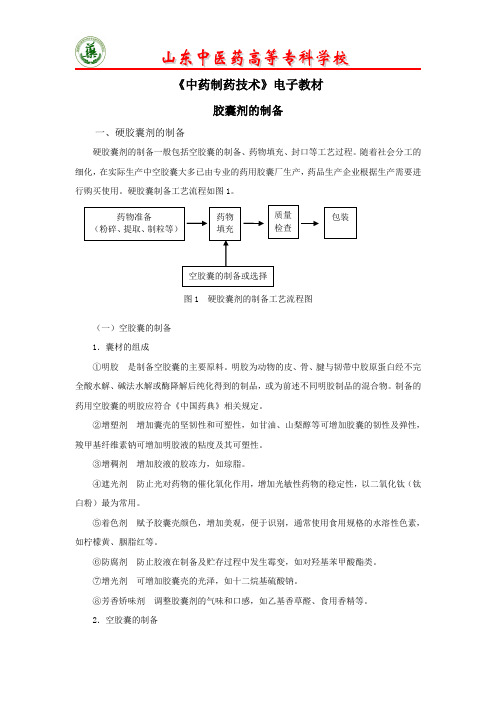
《中药制药技术》电子教材胶囊剂的制备一、硬胶囊剂的制备硬胶囊剂的制备一般包括空胶囊的制备、药物填充、封口等工艺过程。
随着社会分工的细化,在实际生产中空胶囊大多已由专业的药用胶囊厂生产,药品生产企业根据生产需要进行购买使用。
硬胶囊制备工艺流程如图1。
包装图1 硬胶囊剂的制备工艺流程图(一)空胶囊的制备1.囊材的组成①明胶是制备空胶囊的主要原料。
明胶为动物的皮、骨、腱与韧带中胶原蛋白经不完全酸水解、碱法水解或酶降解后纯化得到的制品,或为前述不同明胶制品的混合物。
制备的药用空胶囊的明胶应符合《中国药典》相关规定。
②增塑剂增加囊壳的坚韧性和可塑性,如甘油、山梨醇等可增加胶囊的韧性及弹性,羧甲基纤维素钠可增加明胶液的粘度及其可塑性。
③增稠剂增加胶液的胶冻力,如琼脂。
④遮光剂防止光对药物的催化氧化作用,增加光敏性药物的稳定性,以二氧化钛(钛白粉)最为常用。
⑤着色剂赋予胶囊壳颜色,增加美观,便于识别,通常使用食用规格的水溶性色素,如柠檬黄、胭脂红等。
⑥防腐剂防止胶液在制备及贮存过程中发生霉变,如对羟基苯甲酸酯类。
⑦增光剂可增加胶囊壳的光泽,如十二烷基硫酸钠。
⑧芳香矫味剂调整胶囊剂的气味和口感,如乙基香草醛、食用香精等。
2.空胶囊的制备主要包括溶胶→蘸胶制坯→干燥→拔壳→截割→整理等工序。
一般由机械化或自动化生产线完成。
明胶空心胶囊被现行版《中国药典》作为药用辅料进行收载,其生产企业必须取得《药品生产许可证》,并严格按照药用辅料GMP(《药用辅料生产质量管理规范》)的要求组织生产。
明胶空心胶囊成品应在温度10~25℃,相对湿度35%~65%条件下,密闭保存。
3.空胶囊的规格和质量空胶囊呈圆筒状,系由可套合和锁合的帽和体两节组成的质硬且有弹性的空囊。
空胶囊可分为透明(两节均不含遮光剂)、半透明(仅一节不含遮光剂)、不透明(两节均含遮光剂)三种。
规格按由大到小可分为000、00、0、1、2、3、4、5号共8种,各型号对应容积(ml±10%)见表1。
胶囊剂片剂工艺流程图

沸腾床
温度、滤袋完好、清洁度
随时/班
压片
片子
平均片重
1次/30分钟
片重差异
1次/2小时
崩解时限
1次/30分钟
硬度、脆碎度
1次以上外观ຫໍສະໝຸດ 随时/班含量、均匀度、溶出度(指规定品种)
每批
包衣
包衣片
外观
随时/班
崩解时限
定时/班
包装
瓶子
清洁度
每批
在包装品
装量、封口、瓶签、填充物
随时/班
装盒
数量、说明书、标签
随时/班
标签
内容、数量、使用记录
每批
装箱
数量、合格证、印刷内容、装箱者代号
每箱
随时/班
标签
内容、数量、使用记录
每批
装箱
数量、合格证、印刷内容、装箱者代号
每箱
二、硬胶囊剂
本公司拥有药品批准文号的硬胶囊剂产品共5种,其工艺流程图如下:
硬胶囊剂主要过程控制点及控制项目:
工序
质量控制点
质量控制项目
频次
粉碎
原辅料
异物
每批
粉碎过筛
细度、异物
每批
配料
投料
品种、数量
1次/班
制粒
颗粒
粘合剂浓度、温度
1次/批、班
含量、水分
筛网
使用前后
烘干
烘箱
温度、时间、清洁度
随时/班
沸腾床
温度
随时/班
滤袋完好、清洁度
每批
灌装
硬胶囊
温度、湿度
随时/班
平均装量
1次/30分钟
装量差异
1次/1小时
硬胶囊的工艺流程
硬胶囊的工艺流程硬胶囊是一种常见的药物包装形式,它由胶囊壳和胶囊盖两部分组成,通常用于装填固体或液体药物。
硬胶囊具有密封性好、易于吞咽和携带等优点,因此在药物制剂中得到广泛应用。
下面将详细介绍硬胶囊的工艺流程。
1. 原料准备:硬胶囊的主要原料是明胶和纯净水。
首先,将明胶加入到一定量的纯净水中,搅拌均匀后,放置一段时间使其膨胀。
然后,将膨胀后的明胶进行煮沸、脱脂、干燥等处理,得到明胶片。
2. 胶囊壳制备:将明胶片切割成适当大小的胶囊片,然后将胶囊片放入胶囊壳制备机中。
胶囊壳制备机会根据胶囊规格自动将胶囊片卷入胶囊壳内,并将其封口,形成完整的胶囊壳。
3. 胶囊盖制备:与胶囊壳制备类似,将明胶片切割成适当大小的胶囊片,然后放入胶囊盖制备机中。
胶囊盖制备机会将胶囊片卷入胶囊盖内,并将其封口,形成完整的胶囊盖。
4. 胶囊组装:将胶囊壳和胶囊盖通过胶囊组装机进行组装。
组装机会将胶囊壳和胶囊盖对准并加压,使其牢固地结合在一起。
组装好的胶囊会经过质量检测,确保其尺寸和密封性符合要求。
5. 药物装填:将药物装填到胶囊中。
装填药物时,可以根据需要进行分装或混装。
分装是指将固体药物或液体药物按照一定剂量装填到胶囊中;混装是将多种固体药物按照一定比例混合后装填到胶囊中。
药物装填完成后,通过震动台将药物压实,确保装填的药物均匀且不易受振动影响。
6. 胶囊封闭:将装填好药物的胶囊进行封闭。
封闭方式有两种:热封和冷封。
热封是指使用热封机对胶囊进行加热,使胶囊壳和胶囊盖熔融并封闭;冷封是指使用冷封机对胶囊进行压合,使胶囊壳和胶囊盖紧密结合。
7. 包装和灭菌:封闭好的胶囊经过清洁、检查后,进行包装和灭菌处理。
包装一般采用铝塑泡罩包装,以保护胶囊免受外界环境的影响。
灭菌是为了确保胶囊中的药物不受细菌或其他微生物的污染,常用的灭菌方法有高温蒸汽灭菌和辐射灭菌等。
8. 质量控制:对胶囊进行质量控制,包括尺寸、密封性、药物含量等指标的检测。
保健品(胶囊剂)工艺规程完整

目录1 产品概述2 处方和批准文号3 工艺流程图4 原药材的整理炮制5制剂操作过程及过程控制要求6 原辅料质量标准和检验方法7 中间产品质量要求和检验方法8 成品质量标准和检验方法9 包装材料和包装规格、质量标准10说明书、产品包装文字说明和标志11设备一览表及主要设备生产能力12 物料平衡、收率的指标及计算公式1 产品概述1.1 产品特点1.1.1 性状本品为胶囊剂,容物为黄棕色粉末,气微香,味苦。
1.1.2 功能与主治:具有改善睡眠功能。
1.1.3 用法与用量:每日1次,每次3粒,口服。
1.1.4 规格:每粒胶囊装0.35克。
1.1.5 有效期:二年1.2 处方来源:2 处方和批准文号2.1 处方11254 7.0 g 192kg11211 3.5g 96kg11097 3.5g 96kg11172 2.1g 58kg11044 2.1g 58kg合计 18.2g 500kg 制成胶囊5粒13.7万粒2.2 批准文号:3 工艺流程图4.原药材整理炮制4.1炮制依据:《中国药典》2005年版一部。
4.2 整理炮制方法4.2.1 酸枣仁:除去杂质,粉碎成最粗粉。
4.2.2 桑椹:除去杂质。
4.2.3 合欢花:除去杂质。
4.2.4 五味子: 除去杂质,用时捣碎。
4.2.5 柏子仁:除去杂质。
5 制剂操作过程及过程控制要求5.1 称量配料工序:按照每批处方量称量各种药材备用。
5.2 提取、浓缩5.2.1 提取:将已备好的五味药材称量复核,复核后的药材投入提取罐,加6倍量的饮用水,浸泡2-3小时后,升温第一次煎煮,煎煮2小时后,放液,药液用300目滤布过滤;第二次加4倍量的水,煎煮1.5小时,放液,过滤,合并滤液,将滤液放入贮罐静置2-6小时,备用。
5.2.2一次浓缩:将静置后的上清液减压浓缩,真空度为-0.060~-0.085Mpa,温度为60℃±5℃,浓缩至相对密度为1.10~1.15时(60℃±5℃测),收取浓缩液(1),备用。
硬胶囊剂制备工艺及设备

空胶囊自动生产线技术参数
1、产量:4.8-5.2万粒/小时、6-6.5万粒/小时
2、胶囊的规格型号:00#、0#、1#、2#、3#、4#
Байду номын сангаас
3、电源要求
电压 三相四线
380±38V
频率
50Hz±1Hz
容量
抛光
内包
入库 检验
外包
原辅料
洁净区 质量控制
大批量生产硬胶囊涉及设备
粉碎设备:冲击式粉碎机、气流粉碎 机、胶体磨、滚压机等
筛分设备:旋动筛、震荡筛等 混合设备:V型混合机、搅拌槽型混合
机等 制颗粒:快速混合制粒机、一步制粒
机等 全自动硬胶囊生产线(视频) 全自动胶囊填充机(视频)
空胶囊的生产过程
优点:胶囊填充板完全依据空心胶囊 的特性和胶囊灌装机的原理设计加工 而成。仿机械排列胶囊帽、体,排列 速度快,整板盖帽锁合,不用手工逐 个排列胶囊和逐个盖帽锁合,灌装快 速、方便、轻松。
胶囊剂生产工艺流程图
粘合剂 浓度 温度
装量差异 外观含量 崩解时限 温度湿度
配料 制粒
粉碎过筛 整粒总混
灌装 中间品检测存放
硬胶囊剂基础知识—新型胶囊
⑴双环胶囊:囊体有排气孔和逐渐变细的边缘,能保证 高速填充时的流畅,先预锁合再紧密锁合。
⑵旋锁胶囊:新充填方式,在新型充填机上先完成旋紧 后再锁合,其密封度高,适宜液体充填。
胶囊填充板—小批量生产
应用范围:本产品解决了小批量加工 、生产、自制胶囊剂时胶囊填充的问 题,适用于小型药厂、保健品、医院 制剂室、专科诊所等行业生产小批量 胶囊制剂和中药房、药店、滋补保健 品店、科研院校、实验室、家庭等用 于灌装(填充)空心胶囊,也是胶囊自 动充填机的备用替代工具。
保健食品硬胶囊剂工艺流程图及工艺描述
10
纯化水检验
质量部每周监测纯化水酸碱度、氯化物/硫酸盐/钙盐、重金属、不挥发物、氨、
亚硝酸盐、硝酸盐、易氧化物、细菌 /霉菌./酵母菌总数。水质应符合《中国药
典2015版》纯化水,制水操作人员制水时每班检测酸碱度及电导率。检测不 合格返回后英砂过滤系统重新处理。
11
固体粉末原辅料 过筛
固体粉末原料分别过80目筛;过筛前应检查筛网的完整性。
12
制粒、干燥
1.将原料一并投入制粒机内,开启蒸汽阀,开启风机,设置进风温度60〜80c
(CCP2)
出风温度40〜60C,先沸腾混合15分钟。
2.再用适量纯化水做黏合剂制粒干燥,制粒干燥时间2.0-2.5小时,每30
分钟记录进风温度、排风温度1次;检测水分符合标准时出料。
排掉石英砂介质缝隙中的杂质,在正洗5分钟后开始正常供水。
6
活性炭过滤Байду номын сангаас
经过砂缸过滤水进入碳缸,吸附去除水中的异味、余氯、有机物,排掉活性炭
介质缝隙中的杂质及破碎的炭粒,每次制水前要进行反冲洗5分钟,排掉活性
炭介质缝隙中的杂质,在正洗5分钟后开始正常供水。
7
阻垢剂软化处理
除垢剂:水为1: 100比例配置,经计量泵按5-10mg/T阻垢剂量加入活性炭过
滤后的水质中加入,降低水中的钙镁离子。在经过1-5um微孔过滤系统,在水
温低于10摄氏度以下,需经过加热系统,进如RO系统。
8
反渗透过滤
高压供水泵将软化水泵入RO反渗透系统,膜前压力:v1MPa去除水中的大
分子用机物。每次制水完后,进行冲洗20-30分钟。
9
纯化水消毒
经RO系统处理过的纯化水进入纯化水储罐,经过紫外灯消毒, 经0.22um微孔
胶囊剂片剂工艺流程图精编版
沸腾床
温度、滤袋完好、清洁度1次/30分钟
片重差异
1次/2小时
崩解时限
1次/30分钟
硬度、脆碎度
1次以上
外观
随时/班
含量、均匀度、溶出度(指规定品种)
每批
包衣
包衣片
外观
随时/班
崩解时限
定时/班
包装
瓶子
清洁度
每批
在包装品
装量、封口、瓶签、填充物
随时/班
装盒
数量、说明书、标签
随时/班
标签
内容、数量、使用记录
每批
装箱
数量、合格证、印刷内容、装箱者代号
每箱
生产剂型的工艺流程图及主要质量控制点与项目
一、片剂
本公司拥有药品批准文号的片剂产品共14种,其工艺流程图如下:
片剂主要过程控制点及控制项目:
工序
质量控制点
质量控制项目
频次
粉碎
原辅料
异物
每批
粉碎过筛
细度、异物
每批
配料
投料
品种、数量
1次/班
制粒
颗粒
粘合剂浓度、温度
1次/批、班
筛网
含量、水分
烘干
烘箱
温度、时间、清洁度
1次/批、班
含量、水分
筛网
使用前后
烘干
烘箱
温度、时间、清洁度
随时/班
沸腾床
温度
随时/班
滤袋完好、清洁度
每批
灌装
硬胶囊
温度、湿度
随时/班
平均装量
1次/30分钟
装量差异
1次/1小时
崩解时限
1次/1小时
外观
随时/班
硬胶囊生产工艺流程
硬胶囊生产工艺流程
硬胶囊是一种常见的药物包装形式,它具有容量大、密封性好、耐药物侵蚀等优点,广泛应用于药物制剂领域。
以下是硬胶囊的生产工艺流程。
1. 原材料准备:硬胶囊的主要原材料是明胶和甘油。
明胶是一种由动物骨骼、皮肤等制成的蛋白质,是胶囊的主体材料。
甘油则是增加胶囊的柔韧性和可延展性。
2. 制备明胶溶液:将明胶粉末加入适量的水中,搅拌均匀,加热至明胶完全溶解。
然后,加入甘油并继续搅拌,直到溶液变得均匀透明。
3. 胶囊成型:将明胶溶液倒入胶囊成型机的成型模具中,模具中有一排小孔,溶液会通过小孔流入胶囊的外壳中。
成型机会根据设定的参数,控制胶囊的大小和形状。
4. 干燥:新成型的胶囊被放置在通风的区域进行干燥。
干燥能够使胶囊外壳变得坚硬,增加其密封性。
5. 检验:经过干燥的胶囊需要进行质量检验。
检验包括外观、尺寸和密封性等方面。
胶囊外观应无明显变形或缺陷,尺寸应符合规定范围,密封性应达到要求,以确保药物不会泄漏。
6. 包装:通过自动包装机将胶囊分装到密封的瓶子或铝箔袋中。
瓶子或袋子会进行严密密封以防止湿气和氧气对药物的影响。
包装时需要注意避免阳光直射以及其他物质的污染。
以上就是硬胶囊生产的主要工艺流程。
在整个过程中,需要严格控制原材料质量,确保制得的硬胶囊符合药物的应用要求。
同时,需要严格执行生产标准和规范,以确保胶囊的质量和安全性,为患者提供高质量的药物治疗。
32硬胶囊工艺技术
图 贮囊盒 1.接囊部分2.调节板3.供囊部分
B.排列装置
❖ 排囊板2的每个通道出口均有 一个卡囊簧片。
❖ 当排囊板在下行送囊时,卡囊 簧片脱离开胶囊,胶囊靠自重 从出口送出;
当排囊板上行时,压簧4又 将 簧片架压回原来位置,卡囊簧片 将下一个胶囊卡住,
图3-56 间歇插管式定量原理
1.药粉斗 2.冲杆 3.计量管 4.囊体
间歇插管式定量特点
药粉斗中药粉高度可调,计量管中冲杆的冲 程也可调,这样可无级调整充填重量。
对流动性好的药物,其误差可较小。 间歇式操作,由于在生产过程中要单独调整 各计量管,因而比较耗时。
(2)固体药物的充填
从流动性来看,圆形最好排列,一般不填素片。 为保证其顺利充填,对糖衣片和糖衣药丸的半径与长度之比 要求为1.08和1.05为宜。
填塞式定量法 1.计量盘2.定量杯3.药粉或颗粒 4.填塞杆
填塞式定量法优点
装量准确,误差可在±2%。 特别对流动性差和易粘的药物,调节压力和升 降充填高度可调节充填重量 。
③间歇插管式定量
空心计量管扦入药粉斗
管内的冲塞将药粉压紧 计量管离开粉面,旋转180º。
冲塞下降将管内药料压 入胶囊体中 。
①冲程法
依据药物的密度与容积和 剂量的关系,通过调节充 填机速度,变更推进螺杆 的导程,来增减充填时的 压力,以控制分装重量及 差异。半自动充填机采用 此法适应性强,一般粉末 及颗粒均适用。
图3-54 冲程法充填
1.充填装置 2.囊体 3.囊体盘 4.药粉
②填塞式定量法(模板定量装置) 药粉从锥形储料斗通过搅拌输送器直接进入计量粉斗。 计量粉斗里有多组孔眼,组成定量杯。 填塞杆经多次将落入杯中药粉夯实。 最后一组将已达到定量要求的药粉充入胶囊体。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
固体粉末原辅料过筛
固体粉末原料分别过80目筛;过筛前应检查筛网的完整性。
12
制粒、干燥(CCP2)
1.将原料一并投入制粒机内,开启蒸汽阀,开启风机,设置进风温度60~80℃出风温度40~60℃,先沸腾混合15分钟。
2.再用适量纯化水做黏合剂制粒干燥,制粒干燥时间 2.0-2.5小时,每30分钟记录进风温度、排风温度1次;检测水分符合标准时出料。
8
反渗透过滤
高压供水泵将软化水泵入RO反渗透系统,膜前压力:<1MPa,去除水中的大分子有机物。每次制水完后,进行冲洗20-30分钟。
9
纯化水消毒
经RO系统处理过的纯化水进入纯化水储罐,经过紫外灯消毒,经0.22um微孔过滤器供生产使用。每周检查清洗。
10
纯化水检验
质量部每周监测纯化水酸碱度、氯化物/硫酸盐/钙盐、重金属、不挥发物、氨、亚硝酸盐、硝酸盐、易氧化物、细菌/霉菌/酵母菌总数。水质应符合《中国药典2015版》纯化水,制水操作人员制水时每班检测酸碱度及电导率。检测不合格返回石英砂过滤系统重新处理。
18
装盒
将内包装好的产品根据包装规格,装盒
19
喷码
1瓶装半成品喷码:按工艺要求对瓶装半成品瓶底或瓶签喷码;要求批号、生产日期、有效期准确无误;印字内容清晰,位置准确。2外包装纸盒、防潮袋、外箱喷码:要求批号、生产日期、有效期准确无误,印字内容清晰,位置准确
Байду номын сангаас20
装箱
根据包装规格将装盒后的产品装箱、封箱
21
成品检验
质检员根据出厂检验要求进行出厂检验,检验合格方可放行。
22
入库储存
库房按照不同产品、不同批次单独存放,专人管理。根据成品的储存要求储存成品,确保储存过程不被污染。
23
交付
按照先进先出的原则发货交付,装运前应保证运输车辆清洁卫生,确保产品在交付过程中不受污染
工艺流程及生产工艺描述确认人:
2
原辅料及包装材料储存
按规定的各类原辅料及包装材料储存条件储存。
3
原辅料及包装材料领用、计量
根据当班生产计划及生产指令单领用生产所需的原辅料及包装材料。
4
自来水供水
水源采用市政供水, 且每半年由质量部送有资质的检测机构按GB5749-2006《生活饮用水卫生标准》检测,并取得检验报告。
5
石英砂过滤
进入砂缸过滤,去除水中较大悬浮物和颗粒,每次制水前要进行反冲洗5分钟,排掉石英砂介质缝隙中的杂质,在正洗5分钟后开始正常供水。
6
活性炭过滤
经过砂缸过滤水进入碳缸,吸附去除水中的异味、余氯、有机物,排掉活性炭介质缝隙中的杂质及破碎的炭粒,每次制水前要进行反冲洗5分钟,排掉活性炭介质缝隙中的杂质,在正洗5分钟后开始正常供水。
7
阻垢剂软化处理
除垢剂:水为1:100比例配置,经计量泵按5-10mg/T阻垢剂量加入活性炭过滤后的水质中加入,降低水中的钙镁离子。在经过1-5um微孔过滤系统,在水温低于10摄氏度以下,需经过加热系统,进如RO系统。
13
整粒
根据工艺要求选择筛网目数(14目筛16筛目、18目筛)。
14
总混
根据工艺规定加入助流剂如硬脂酸镁、二氧化硅等总混15分钟,收料
15
中间体检验
质检员根据总混颗粒质量标准进行检验,检验合格备填充用。
16
胶囊填充
根据产品规格填充,调整参数,控制装量差异,使装量在±5%限度内。
17
内包装
按要求进行内包装:1.铝塑包装:铝箔、PVC硬片包装密封严密。2.聚乙烯瓶包装:瓶装按要求瓶内装有拷贝纸和干燥剂,用铝箔垫密封瓶口。
保健食品硬胶囊剂工艺流程图通则
合格不合格
纯化水清场废液排放
不合格
合格
合格
2.保健食品硬胶囊剂工艺描述
序号
工序
过程描述
1
原辅料及包装材料验收(CCP1)
相关部门根据生产订单安排,制定原辅料采购计划、实施。质量部根据采购产品检验规程对到货的原辅料及包装材料进行进货验证,当检验合格时通知库房办理正式的入库手续,根据先进先出原则发料进行生产。