六标准差之简介—图
六标准差管理Six Sigma
DFSS成功要素
建立良好的溝通程序,讓組織裡的員工都能接收到 清晰、一致、簡潔的訊息,讓大家能以同理心來瞭 解彼此的背景,結合行銷、研發、品保及生產人員, 透過相互溝通與協調來避免先天上的阻礙。 把DFSS整合到新產品研發標準程序中,此時專案 團隊應善用QFD(Quality Function Deployment)將 VOC轉換成設計準則,讓流程標準轉換為生產條件, 讓品質目標等於品質職務,以利品質業務的展開。
28
六標準差設計 (Design for Six Sigma, DFSS)
六標準差設計 (Design for Six Sigma, DFSS)
■ 領導Motorola推行Six Sigma的前執行長Bob
Galvin曾說過 “若再給他一次選擇機會, 他會讓Motorola的Six Sigma活動從新產品 開發流程做起,因為製程上的變異多半源 於產品開發階段。” ■ 對多數企業而言,即使努力實施六標準差, 還是會碰到「五標準差障礙」(Five Sigma Wall)。
8
Measure-1
9
Measure-2
利用C&E Matrix進一步分析各種可能原因之 影響程度,將緯向瑕疵最可能之原因歸納為 以下各項: 1. 尼龍原絲物性之穩定性 2. 尼龍原絲絲餅捲取設定條件與織機操作設 定條件相牴觸 3. 布種規格、組織及密度之變化
10
Analysis-1
原絲物性變異性分析 1. 物性A對緯向瑕疵具有明顯影響性,物性A 愈低改善效果愈佳。 2. 物性A愈高,其變異性愈大。 3. 經測試後,原絲物性A控制在0.57以下,客 戶即可接受。
36
奇異公司致勝之道
奇異傳奇的推手
在威爾許執掌兵符20年(1981-2001)間,奇異的資產從130億 美元暴增至數千億美元,為股東創造的價值增加超過30倍。 威爾許大刀闊斧關廠裁員,凡是績效不彰、無法達到市場數 一數二地位的部門,都必須整頓、出售、或是裁撤。每年績 效最差的10%經理人,全都會被掃地出門。所以儘管財星雜 誌封他為「20世紀最佳經理人」,卻也說他是「全美最嚴厲 的老闆」。企業界甚至給他「中子傑克」(Neutron Jack) 的綽號,形容他整頓的鐵腕。 奇異能有現在的競爭力,許多都在他任內打下基礎。英國金 融時報2005年6月公布的全球500大企業排行榜,奇異再度 蟬聯冠軍,是全球股東價值最高的公司。
简介六个标准差共38页

55、 为 中 华 之 崛起而 读书。 ——周 恩来
39、没有不老的誓言,没有不变的承 诺,踏 上旅途 ,义无 反顾。 40、对时间的价值没有没有深切认识 的人, 决不会 坚韧勤 勉。
ห้องสมุดไป่ตู้
谢谢!
51、 天 下 之 事 常成 于困约 ,而败 于奢靡 。——陆 游 52、 生 命 不 等 于是呼 吸,生 命是活 动。——卢 梭
简介六个标准差
36、“不可能”这个字(法语是一个字 ),只 在愚人 的字典 中找得 到。--拿 破仑。 37、不要生气要争气,不要看破要突 破,不 要嫉妒 要欣赏 ,不要 托延要 积极, 不要心 动要行 动。 38、勤奋,机会,乐观是成功的三要 素。(注 意:传 统观念 认为勤 奋和机 会是成 功的要 素,但 是经过 统计学 和成功 人士的 分析得 出,乐 观是成 功的第 三要素 。
六标准差简介

此书便是介绍六标准差的专书。书中分成三部分,第一部份概述六标准差,讨论基础的观念,包括它的关键点和背景,以及相关的行动步骤。第二部份集焦在企业推动六标准差时可能遇到的挑战。这里着重于施行六标准差的时机与要诀,并教导如何选择改进项目。第三部份则进到实践部份,针对它的五个步骤:确定核心流程与关键顾客、界定顾客需求、衡量现有绩效、六标准差流程改进、扩充并整合六标准差流程做详细的介绍。
在进行六标准的改进项目时,许多希望短期求致效果的公司,会直接由第四个步骤做起,也就是立即排定改进措施的优先级、分析、执行。虽然他们尽力希望看到项目奏效,但总不如预期,不仅项目耗时,小组解散后成效也跟着烟消云散问题的关键,并不是六标准差的问题,而是在没有搞清楚该做什么的情况下去做,只是事倍功半而已。如果没有第一个步骤的自我检查与省思,第二个步骤的汇整顾客的心声,第三个步骤的衡量绩效是否达到顾客对品质的关键要求,便不能真正的做到「以客为尊」与改善品质,也就是说无法达到六标准差的精义。
何谓六标准差?六标准差是「全面且具弹性的系统,可用于获取、维持和扩大企业的成功。六标准差的驱动要素,在于洞悉顾客之需、严格使用事实、资料和统计分析,以及全力关注业务流程的管理、改善和创新。」
六标准差的概念,其实借用于统计学,表示每一百万次操作只有3.4次的失误,换句话说,这是近乎完美的绩效目标,也等同于拥有超强的竞争优势与超丰厚的获利。六标准差起源于1980年代末的摩托罗拉公司。当时的焦点集中在改进方案上,并协助加快高压竞争环境下的改变速率。奇异、汉威(AlliedSignal/Honeywell)继续跟进,也验证出它的效用,使得六标准差在众多方法中崭露头角。
P. Neuman Ph.D.)、罗兰.卡法那夫(Roland R. Cavanagh P.E) 译者:乐为良
六西格玛
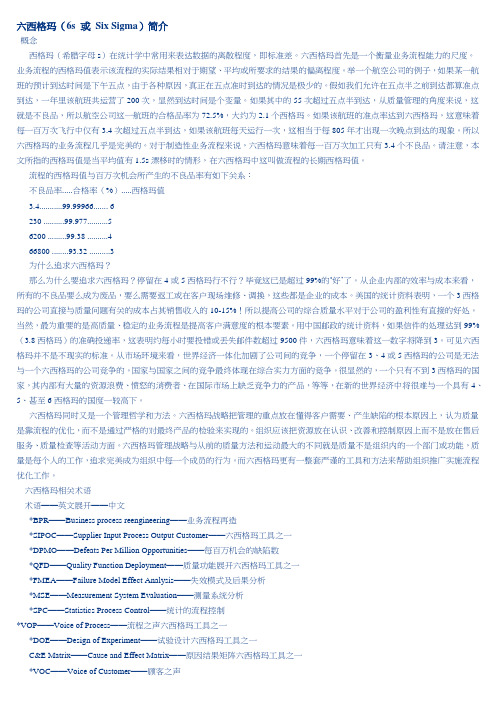
六西格玛(6s 或Six Sigma)简介概念西格玛(希腊字母s)在统计学中常用来表达数据的离散程度,即标准差。
六西格玛首先是一个衡量业务流程能力的尺度。
业务流程的西格玛值表示该流程的实际结果相对于期望、平均或所要求的结果的偏离程度。
举一个航空公司的例子,如果某一航班的预计到达时间是下午五点,由于各种原因,真正在五点准时到达的情况是极少的。
假如我们允许在五点半之前到达都算准点到达,一年里该航班共运营了200次,显然到达时间是个变量。
如果其中的55次超过五点半到达,从质量管理的角度来说,这就是不良品,所以航空公司这一航班的合格品率为72.5%,大约为2.1个西格玛。
如果该航班的准点率达到六西格玛,这意味着每一百万次飞行中仅有3.4次超过五点半到达,如果该航班每天运行一次,这相当于每805年才出现一次晚点到达的现象。
所以六西格玛的业务流程几乎是完美的。
对于制造性业务流程来说,六西格玛意味着每一百万次加工只有3.4个不良品。
请注意,本文所指的西格玛值是当平均值有1.5s漂移时的情形,在六西格玛中这叫做流程的长期西格玛值。
流程的西格玛值与百万次机会所产生的不良品率有如下关系:不良品率.....合格率(%).....西格玛值3.4...........99.99966. (6)230 ..........99.977. (5)6200 .........99.38 . (4)66800 ........93.32 . (3)为什么追求六西格玛?那么为什么要追求六西格玛?停留在4或5西格玛行不行?毕竟这已是超过99%的…好‟了。
从企业内部的效率与成本来看,所有的不良品要么成为废品,要么需要返工或在客户现场维修、调换,这些都是企业的成本。
美国的统计资料表明,一个3西格玛的公司直接与质量问题有关的成本占其销售收入的10-15%!所以提高公司的综合质量水平对于公司的盈利性有直接的好处。
当然,最为重要的是高质量、稳定的业务流程是提高客户满意度的根本要素。
六西格玛概述(PPT 36张)

Six Sigma是一种管理系统
人才培养、企业文化、发展战略
6σ培训计划是GE下一个世纪领导层得以产
生繁衍的园地。 6σ是我们曾尝试过的最重要的管理培训方 法,它胜过到哈佛工商学院就读,也胜过 到克顿维尔进修。它教会你一种完全与众 不同的思维方式。 ———杰克· 韦尔奇 1999年4月
Six Sigma是一种管理系统
单元一 6Sigma 简介 Six Sigma 是衡量品质的指标
什么是标准差
标准差用希腊字母σ表述,读Sigma(西格玛), 在数理统计中表示为“标准差” 标准差:一群观察值与平均数之差,称为离均差 ,各离均差之平方的平均数(即变异数)再予开方 所得即为标准差。
=
n
(X
i
- X )2 n
i =1
这些为数学模式。如果您的数据与这些模式相符的话,就 能使用这些模式来表达您的数据
单元一 6Sigma 简介 Six Sigma 是衡量品质的指标
常态分配
自然界通常为常态分配 是非常实用的模式
单元一 6Sigma 简介 Six Sigma 是衡量品质的指标
5
2 2 2 2 2
(1-5)+(1-5)+(5-5)+(9-5)+(9-5) =
5
√ =2.53 √ 5 =3.58
32
5
64
单元一 6Sigma 简介 Six Sigma 是衡量品质的指标
对下列每组数据选择出 “中心点”及“分散”的最佳衡量指标
数据组 中心点 分散
2,5,3 3,4,6,1,4,5,7,2,4,10 00,1,5,7,3 3,4,6,1,4,5,7,2,4, 1,5,7,3,3,7,4
• 手法: 一套有纪律性的、数据导向的方法, 透过DMAIC路径,来协助决策与流程 改善
6西格玛6个标准差

在6西格玛企业中,员工不断追求一个 能够提供较好服务,又降低成本的方法。 企业持续追求更完美,但也能接受或处 理偶发的挫败,从错误中学习。
整理课件
9
何谓6西格玛质量
一个公司的产品质量是这家公司整个营运的结果,影响的因素 很多,错综复杂。Motorola公司用6西格玛质量标出其目标,使 复杂的问题变的容易了解。在Motorola,6西格玛质量水准的意 义如下: 1. 3.4PPM(不良率或缺点数为百万分之三点四) 2. 99.99966%产品为无缺点。 3. 提供一个与竞争者比较的基准,为TQM提供一个衡量的基准。 4. 可以了解距离无缺点有多远。
是获得和保持企业在经营上的成功并将其经营业绩最 大化的综合管理体系和发展战略。是使企业获得快速 增长的经营方式。 经营业绩的改善包括: ·市场占有率的增加 ·顾客回头率的提高 ·成本降低 ·周期降低 ·缺陷率降低 ·产品/服务开发加快 ·企业文化改变
整理课件
12
何谓6西格玛管理(二)
是自上而下地由企业最高管理者领导并驱动的过程革新方法。 由最高管理层提出改进/革新的目标(这个目标与企业发展战略 与远景密切相关)、资源和时间框架。 ·这种革新方法由定义、度量、分析、改进、控制(DMAIC) 的结构化的改进过程为核心。 DMAIC用于三种基本改进流程: 6西格玛产品/服务实现过程改进 6西格玛业务流程改进 6西格玛设计SSDP 在实施上由"勇士Champion"、"大黑带MBB"、"黑带BB""绿带 GB"四级经过培训职责明确的人员作为组织保障。 这种革新方法强调定量方法/工具的运用,强调对顾客需求/满意 的详尽定义于量化表述,每一阶段都有明确的目标并由相应的 工具或方法辅助。
6个标准差
六标准差( 六标准差(SIX SIgma)
MSA分析指标: MSA分析指标: 1)Precision to toleranu(P/T)ratio 量测误差与规格比 例P/T〈10%高于30%应改善。 P/T〈10%高于30%应改善。 2)%GR(Gage reproducibility)& GR( Repeatabili+y=Rework.应小于30%愈低愈佳MSA评 Repeatabili+y=Rework.应小于30%愈低愈佳MSA评 估要点: 1)Accuraey:真值与平均值差。 Accuraey:真值与平均值差。 2)Repeatabilitty:同一测量者用同一工具量相同产 Repeatabilitty:同一测量者用同一工具量相同产 品产生变异。 3)Reproducibility:测量者不同差异。 Reproducibility: 4)稳定性:时间不同产生差异。 5)线性:因量测区间不同产生差异。
一、6 一、6§含义: 它是一种结合企业经营策略的专案,以 量化的统计手法消除过程中的缺失及其 发生的机会,达成消除潜在的成本。创 造顾客价值及提升企业竞争力的目标, 它用于制程改善从DPPM缺点数可反映公 它用于制程改善从DPPM缺点数可反映公 司入等级。
六标准差( 六标准差(SIX SIgma)
六标准差( 六标准差(SIX SIgma)
短期(Short term)长期(Long term)Sigmoc计算 短期(Short term)长期(Long term)Sigmoc计算 M缺陷机会,L1产品件数。TOP缺陷总数 缺陷机会,L1产品件数。TOP缺陷总数 MXLI D发现的缺陷数 DPO(缺陷机率)(Defects per DPO(缺陷机率)(Defects Opportunities)=D/TOP DPMO每一百万次缺陷次数DPO× DPMO每一百万次缺陷次数DPO×106 DPU( DPU(Defects Per Unit):每一件产品缺陷数D/U Unit):每一件产品缺陷数D/U DPMU=DPU× DPMU=DPU×106 YNORM每一件机会的平 YNORM每一件机会的平 均良率=1-DPO。 均良率=1-DPO。 ILT由抽查表来 ILT由抽查表来 ZST=ZLT+1.5一般 +1.5一般
6西格玛基础知识

六西格玛管理对企业文化的影响
企业文化:简单地说,企业文化就是“我们这儿的 做事方式”。 当战略与文化发生冲突时,文化恒胜; 当企业文化与变革的精神不相容时,变革的努力将 遭到失败。 致力于产品与服务质量改进时,花大力气去改造与 六西格玛质量不相适应的企业文化。创造出良好的 企业文化,保证六西格玛质量战略的成功。
六西格玛的主要工具
例:电阻阻值的下限为 95欧姆,上限为105欧 姆,现场测得一批电阻 阻值,服从正态分布N (101,22),计算其 CP,CPK。
六西格玛的主要工具
基本技术 新、旧QC七大手法 高级技术 ◆SPC 度量、分析、改进和监控过程的波动 ◆DOE/田口方法 优化设计技术,通过DOE,改进过程设 计,使过程能力达到最优。 ◆FMEA 风险分析技术,辅助确定改进项目,制定改进目标。 ◆QFD 顾客需求分析技术,辅助将顾客需求正确地转化为 内部的工作要求。 ◆防错法 从根本上防止错误发生的方法。
六西格玛的主要工具
软技术 ◆领导力 ◆提高团队的工作效率 ◆员工能力与授权 ◆沟通与反馈
6西格玛管理
六西格玛管理的基本含义: 1、以顾客为关注中心; 2、基于数据和事实驱动的管理方法; 3、聚焦于流程改进; 4、有预见的积极管理; 5、无边界的合作; 6、追求完美,容忍失误。6西格玛 Nhomakorabea理
六西格玛的主要工具
例:生产100块电路板, 每块电路板有10个缺陷 机会,检验后发现21个 缺陷。计算其DPU、 DPO、DPMO。
六西格玛的主要工具
☆过程能力 ◆CP=规定的总偏差/6倍标准差 ◆CPK=(上偏差-平均值)/3倍标准差与 (下偏差-平均值)/3倍标准差二者的较小值。 ◆当平均值与中心值重合时,CPK=CP; 当平均值与中心值有偏移时,CPK<CP。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
六標準差之簡介
六標準差主要的方法和工具:
• 6σ並非全然一新的發明,其原因係管理業 界最近的一些突破性思惟,另一些則來自 常識(常識是最不平凡的知識)。結合---甚至是執行,當前企業許多不連貫觀點, 趨勢和工具的方法,視改進專案之需求。
六標準差主要的方法和工具:
• 各項己知之方法、工具,均可應用,未開 發之方法、工具,亦可因而有創新開發之 可能。在品質運動盛行後,這些年來,各 流程採用了許多「改進模式」,如PDCA, 在6σ組織中日益通行的改進模式則運用和 參考所謂DMAIC五階段的改進循環模式:
六標準差之好處
• 6σ將可帶來驚人且豐富的改進效 果,6σ推行得當,可帶來鉅額財 務獲利,更能獲無形利益。如員工 士氣的改善、自信的獲得、生氣蓬 勃、充滿熱忱。
六標準差的六大主旨:
• 主旨一:真心以顧客為尊:把顧客擺首要 地位,改進與否端視能否影響顧客滿意和 價值而定。 • 主旨二:管理依資料和事實而更新:提高 並強化事實決定管理的水準。
六標準差之簡介
• 為一全面且具彈性的系統,可用於 獲取、維持和擴大企業的成功。六 標準差的驅動要素,在於洞悉顧客 之需,嚴格使用事實、資料和統計 分析,以及全力關注業務流程的管 理,改善和創新。
六標準差潛藏的好處:
• 1.6σ涵括多方面的企業經營作業 典範和技能(一些屬於進階,一些 屬於常識),這些是成功和成長的 要件。我們可以將6σ套用在許多 不同的業務和挑戰上-----從策略規 劃到營運到顧客服務,並獲取最大 成效。
六標準差之好處
• 6σ內容多變,死守一個處方或有 樣學樣,必敗無疑或者關門大吉, 無論是領導整個公司或某一部門, 都能享受6σ的好處,你可斟酌要 付出多少精力,是要解決特定問題, 還是重組整個企業。
六標準差之好處
• 6σ對服務機構或非製造業活動這 類「技術性」環境而言,亦可帶來 同樣潛藏利益(或更為顯著)。目 前非製造業的活動只達到七成的效 果和效率,因此改進空間很大。 6σ可推行到工程技術族群的範圍 外。
六標準差之簡介
六標準差簡寫為“6σ”(Six Sigma)(以下 均以此簡稱)是由統計學衍生出的績效目標 -每百萬操作中僅有三、四次錯誤,近乎完 美地達成顧客要求。 σ是統計學符號,代表母體的「標準偏差」。 標準偏差意指任何一組事項或流程所出現的 變異或不一致。以下是簡單標準差換算表:
六標準差之簡介ຫໍສະໝຸດ 六標準差的六大主旨:• 主旨五:協力合作無界限:打破藩籬是事業成功 的四字訣,6σ強調無界限的合作,部門間應各自 懂得自己的角色該如何配合組織的大方向,並能 衡量與認知流程中各部門活動的相聯性。 • 主旨六:追逐完美,容忍失敗:沒有公司能在不 推動新觀念和作法的情況下,達到接近6σ的境界, 但這樣做又要承擔風險,但過度擔心犯錯的後果, 員工絕不會付諸行動,結果是:停滯、腐化、壞 死。顧客對完美的界定不斷改變,我們必須持續 追求進一步的完美,而且也能接受或處理偶發的 挫敗。
六標準差的六大主旨:
• 主旨三:流程為重,管理和改進:流程即 行動所在。流程為通往成功的工具,加強 流程之管理與改進,增強提供顧客價值與 競爭優劣的方法。 • 主旨四:主動管理:主動就是指在事前採 取行動,一相對於事後才反應。主動管理 就是常常去做在實務作業中被忽略的事, 真正的主動絕不是無聊或過度分析,而是 誘發創意和有效變革的觀點。
六標準差之好處
• 6σ之最廣泛基本概念,能激勵促動出人們 更佳的想法、表現,能讓個人天賦與技術 能力相輔相成,創造更大綜效(Synegy)。 就6σ而言,人力提升的重要性不亞於技術 的卓越。創意、協力合作、溝通、奉獻, 絕對比一群超級統計師更具威力,你能探 得如何在攻和守-----安撫士氣和要求業績----之間取得平衡之道,過與不及,濫好人或 過度的施壓,都只能獲得短暫的效果,甚 至一無所獲。
• 4.改進(I Improve):想法根除問題,測 試解決方案,解決方案標準化,衡量結果。 • 5.控制(C Control):設立維持績效的衡 量標準,視需要匡正問題。
6σ活動與QCC、TQM、ISO有何不 同?
• 答:QCC、TQM、ISO都是要求品質提升的工作, QCC是以基層活動為主由下而上,TQM制建構在 QCC活動上,ISO要求品質一致並維持(以上僅 是概述)。而6σ則由上而下,以一個一個專案逐 步改進,6σ不祇用在生產線上,在服務業也一樣 適用。因6σ為彈性系統,更能靈活運用,可充份 運用創意,不像QCC、TQM、ISO常常被制度權 威或形式局限。這麼說,QCC是否要繼續推行? 要。QCC有其價值,也可結合在6σ中。ISO呢? 要。ISO是目前國際間的標準,不容廢除,但可 利用6σ使ISO之標準更趨務實而有效率。
六標準差主要的方法和工具:
• 1.界定(D Define):確認問題,界定要 求,設定目標。 • 2.衡量(M Measure):驗證問題/流程, 精確問題/目標,衡量關鍵步驟/投入。 • 3.分析(A Analyze):發展因果假設, 確認幾個關鍵問題根源,驗証假設。
六標準差主要的方法和工具:
• :DPMO(Defect Per Million Opportunity)每百 萬次的誤差數。 • 在現場工程上6σ之定義為:工程師與統計師所運 用之高度技術步驟,藉以精化(fine-tune)產品 和流程。 • 另有一個定義把6σ當成為了讓一家公司達成較佳 的顧客滿意度、更高的獲利、更佳的競爭力,而 進行全面的「文化變遷」。 • 經過許多推行6σ成功的公司,釐定出一個定義, 它能充分表現六標準差用在促進績效時的深度與 彈性,其定義如下: