214、219焊缝分布图
焊缝缺陷图谱
焊缝缺陷图谱焊接基本知识1、焊接的冶金特点什么叫焊接:两个分离的物体(同种或异种材料)通过原子或分子之间的结合和扩散造成永久性联接的工艺过程叫焊接。
熔化焊是金属材料焊接的主要方法:熔化焊接时,被焊金属在热源作用下被加热,发生局部熔化,同时熔化了的金属、熔渣、气相之间进行着一系列影响焊缝金属的成分、组织和性能的化学冶金反应,随着热源的离开,熔化金属开始结晶,由液态转为固态,形成焊缝。
熔化焊的冶金特点:⑴、温度高以手工电弧焊为例,电弧温度高达6000℃~8000℃,熔滴温度约1800℃~2400℃,在如此高温下,外界气体会大量分解,溶入液态金属中,随后又在冷却过程中析出,所以焊缝易形成气孔缺陷。
⑵、温度梯度大焊接是局部加热,熔池温度在1700℃以上,而其周围是冷态金属,形成很陡的温度梯度,从而会导致较大的内应力,引起变形或产生裂纹缺陷。
⑶、熔池小,冷却速度快熔池的体积,手工焊约2cm3~10 cm3,自动焊约9 cm3~30 cm3,金属从熔池到凝固只有几秒钟,在这样短的时间里,冶金反应是不平衡的,因此焊缝金属成分不均匀,偏析较大。
2、焊缝的结晶特点焊接熔池从高温冷却到常温,其间经历过两次组织变化过程;第一次是液态金属转变为固体金属的结晶过程,称为一次结晶;第二次是温度降低到相变温度时,发生组织转变,称为第二次结晶。
一次结晶从熔合线上开始,晶体的生长方向指向溶池中心,形成柱状晶体,当柱状晶生长至相互接触时,结晶过程即告结束。
焊缝表面形态以及热裂纹、气孔等缺陷的成因、形态、位置均与一次结晶有关。
对低碳钢及低合金钢,一次结晶的组织为奥氏体,继续冷却到低于相变温度时,奥氏体分解为铁素体和珠光体,冷却速度影响着铁素体和珠光体的比率和大小,进而影响焊缝的强度、硬度和塑性韧性,当冷却速度很大时,有可能产生淬硬组织马氏体,冷裂纹的形成与淬硬组织有关。
3、焊缝的组成及热影响区组织焊接接头由焊缝和热影响区两部分组成。
焊接示意图详解,赶快抱走!
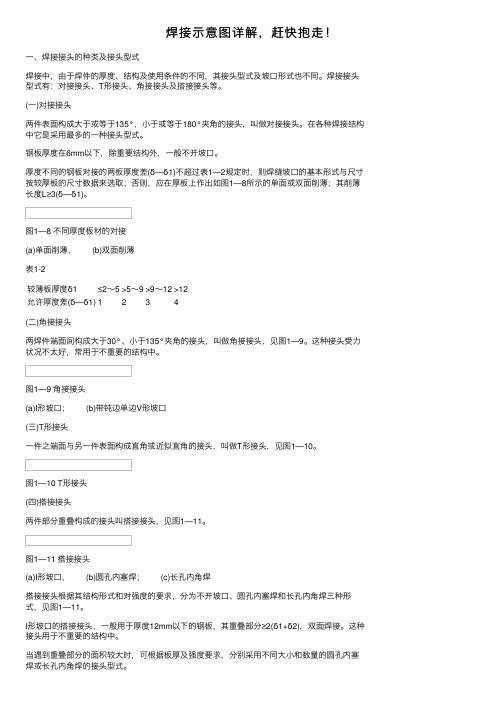
焊接⽰意图详解,赶快抱⾛!⼀、焊接接头的种类及接头型式焊接中,由于焊件的厚度、结构及使⽤条件的不同,其接头型式及坡⼝形式也不同。
焊接接头型式有:对接接头、T形接头、⾓接接头及搭接接头等。
(⼀)对接接头两件表⾯构成⼤于或等于135°,⼩于或等于180°夹⾓的接头,叫做对接接头。
在各种焊接结构中它是采⽤最多的⼀种接头型式。
钢板厚度在6mm以下,除重要结构外,⼀般不开坡⼝。
厚度不同的钢板对接的两板厚度差(δ—δ1)不超过表1—2规定时,则焊缝坡⼝的基本形式与尺⼨按较厚板的尺⼨数据来选取;否则,应在厚板上作出如图1—8所⽰的单⾯或双⾯削薄;其削薄长度L≥3(δ—δ1)。
图1—8 不同厚度板材的对接(a)单⾯削薄, (b)双⾯削薄表1-2较薄板厚度δ1≤2~5>5~9>9~12>12允许厚度差(δ—δ1)1234(⼆)⾓接接头两焊件端⾯间构成⼤于30°、⼩于135°夹⾓的接头,叫做⾓接接头,见图1—9。
这种接头受⼒状况不太好,常⽤于不重要的结构中。
图1—9 ⾓接接头(a)I形坡⼝; (b)带钝边单边V形坡⼝(三)T形接头⼀件之端⾯与另⼀件表⾯构成直⾓或近似直⾓的接头,叫做T形接头,见图1—10。
图1—10 T形接头(四)搭接接头两件部分重叠构成的接头叫搭接接头,见图1—11。
图1—11 搭接接头(a)I形坡⼝, (b)圆孔内塞焊; (c)长孔内⾓焊搭接接头根据其结构形式和对强度的要求,分为不开坡⼝、圆孔内塞焊和长孔内⾓焊三种形式,见图1—11。
I形坡⼝的搭接接头,⼀般⽤于厚度12mm以下的钢板,其重叠部分≥2(δ1+δ2),双⾯焊接。
这种接头⽤于不重要的结构中。
当遇到重叠部分的⾯积较⼤时,可根据板厚及强度要求,分别采⽤不同⼤⼩和数量的圆孔内塞焊或长孔内⾓焊的接头型式。
⼆、焊缝坡⼝的基本形式与尺⼨(⼀)坡⼝形式根据坡⼝的形状,坡⼝分成I形(不开坡⼝)、V形、Y形、双Y形、U形、双U形、单边V形、双单边Y形、J形等各种坡⼝形式。
步步教你画焊接图识焊接图
步步教你画焊接图识焊接图集团标准化工作小组 [Q8QX9QT-X8QQB8Q8-NQ8QJ8-M8QMN]画焊接图、识焊接图焊接图是图示焊接加工要求的一种图样,它应将焊接件的结构、与焊接的有关内容表示清楚。
下面我们一起来看看下面这些图,在图样中简易地绘制焊缝时,可用视图、剖视图和断面图表示,也可用轴测图示意地表示,通常还应同时标注焊缝符号。
(1) 在视图中焊缝的画法在视图中,焊缝可用一组细实线圆弧或直线段(允许徒手画)表示,如图15-1a、b、c所示,也可采用粗实线(线宽为2b~3b)表示,如图15-1d、e、f所示。
(2) 在剖视图或断面图中焊缝的画法在剖视图或断面图中,焊缝的金属熔焊区通常应涂黑表示,若同时需要表示坡口等的形状时,可用粗实线绘制熔焊区的轮廓,用细实线画出焊接前的坡口形状,如图15-1g、h所示。
(3) 在轴测图中焊缝的画法用轴测图示意地表示焊缝的画法如图15-1i所示:图15-1 焊缝的画法常见的焊接接头型式有:对接、搭接和T形接等。
焊缝又有对接焊缝、点焊缝和角焊缝等,如图15-2所示。
图15-2 常见的焊缝和焊接接头型式为了简化图样上焊缝的表示方法,一般应采用焊缝符号表示。
焊缝符号一般由基本符号和指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号等。
(1) 基本符号基本符号是表示焊缝横剖面形状的符号,它采用近似于焊缝横剖面形状的符号表示,如表15-1所示。
基本符号采用实线绘制(线宽约为)。
表15-1 基本符号(2) 辅助符号辅助符号是表示焊缝表面形状特征的符号,线宽要求同基本符号,见表15-2。
不需确切地说明焊缝的表面形状时,可以不用辅助符号。
表15-2辅助符号(3) 补充符号补充符号是为了补充说明焊缝的某些特征而采用的符号,见表15-3。
表15-3补充符号(4) 尺寸符号基本符号必要时可附带有尺寸符号及数据,这些尺寸符号见表15-4 a、b。
表15-4尺寸符号(1) 箭头线的位置箭头线相对焊缝的位置一般没有特殊要求,可以指在焊缝的正面或反面。
一步一步教你画焊接图、识焊接图

焊接图是图示焊接加工要求的一种图样,它应将焊接件的结构、与焊接的有关容表示清楚。
下面我们一起来看看这些图在图样中简易地绘制焊缝时,可用视图、剖视图和断面图表示,也可用轴测图示意地表示,通常还应同时标注焊缝符号。
(1) 在视图中焊缝的画法在视图中,焊缝可用一组细实线圆弧或直线段(允许徒手画)表示,如图15-1a、b、c 所示,也可采用粗实线(线宽为2b~3b)表示,如图15-1d、e、f所示。
(2) 在剖视图或断面图中焊缝的画法在剖视图或断面图中,焊缝的金属熔焊区通常应涂黑表示,若同时需要表示坡口等的形状时,可用粗实线绘制熔焊区的轮廓,用细实线画出焊接前的坡口形状,如图15-1g、h所示。
(3) 在轴测图中焊缝的画法用轴测图示意地表示焊缝的画法如图15-1i所示。
图15-1 焊缝的画法常见的焊接接头型式有:对接、搭接和T形接等。
焊缝又有对接焊缝、点焊缝和角焊缝等,如图15-2所示。
图15-2 常见的焊缝和焊接接头型式为了简化图样上焊缝的表示方法,一般应采用焊缝符号表示。
焊缝符号一般由基本符号和指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号等。
(1) 基本符号基本符号是表示焊缝横剖面形状的符号,它采用近似于焊缝横剖面形状的符号表示,如表1 5-1所示。
基本符号采用实线绘制(线宽约为0.7b)。
表15-1基本符号(2) 辅助符号辅助符号是表示焊缝表面形状特征的符号,线宽要求同基本符号,见表15-2。
不需确切地说明焊缝的表面形状时,可以不用辅助符号。
表15-2辅助符号(3) 补充符号补充符号是为了补充说明焊缝的某些特征而采用的符号,见表15-3。
表15-3补充符号(4) 尺寸符号基本符号必要时可附带有尺寸符号及数据,这些尺寸符号见表15-4 a、b。
表15-4尺寸符号(1) 箭头线的位置箭头线相对焊缝的位置一般没有特殊要求,可以指在焊缝的正面或反面。
但在标注单边V形焊缝、带钝边的单边V形焊缝、带钝边J形焊缝时,箭头线应指向带有坡口一侧的工件,如图15-4所示。
焊缝示意图

50
hf5
186 186 8 50
189 189
反面清根后补8厚角焊
200 125 200 125
2
1389
38 75 75 38
2D14
详图
DATE 02.06.2010
1.未注明倒角均为20x20,未注明圆角R=35。 2.焊缝除特殊标注外,均参见焊接规范。 3.其它未尽事宜参见钢结构设计总说明。
15176.2 24.3 18.4 47.8 27.1 184.5 95.9 193.9 60.0 231.7 210.5 83.7 36.5 51.2 61.9 10.3 42.0 42.0 42.0 285.7 7.7 7.5 2.2 3.3 2.6 3.9 55.7 37.1 5.3 16.3 60.0 403.8 1287.2 2150.0 2135.0 669.5 325.3 2263.2 2882.6 80.8 92.2 56.8
50 180 180 50 60 60
272
660
30 70 70 30
1296
150
678
hf5
263
16
18 150 150 119 158 132 150 150
R=1500
5D22
50 180 60
180 50 60
PDF 文件使用 "pdfFactory Pro" 试用版本创建
650
P-64
60 2 2
5
1500
1447
60 250
3D22
249 60
1997
678
12
200
150
369 369
357
3D18
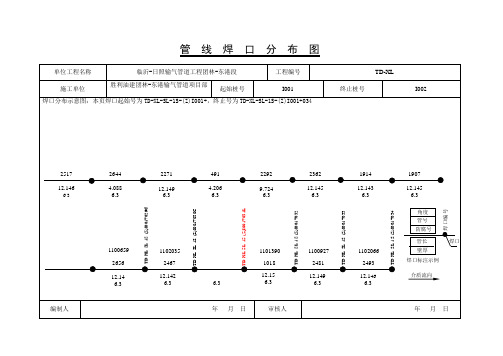
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图。
图文并茂教你认识焊接图

•焊接图是图示焊接加工要求的一种图样,它应将焊接件的结构、与焊接的有关内容表示清楚。
下面我们一起来看看这些图在图样中简易地绘制焊缝时,可用视图、剖视图和断面图表示,也可用轴测图示意地表示,通常还应同时标注焊缝符号。
(1) 在视图中焊缝的画法在视图中,焊缝可用一组细实线圆弧或直线段(允许徒手画)表示,如图15-1a、b、c 所示,也可采用粗实线(线宽为2b~3b)表示,如图15-1d、e、f所示。
(2) 在剖视图或断面图中焊缝的画法在剖视图或断面图中,焊缝的金属熔焊区通常应涂黑表示,若同时需要表示坡口等的形状时,可用粗实线绘制熔焊区的轮廓,用细实线画出焊接前的坡口形状,如图15-1g、h所示。
(3) 在轴测图中焊缝的画法用轴测图示意地表示焊缝的画法如图15-1i所示。
图15-1 焊缝的画法••本帖奖100威望积分100焊机币0金钱by分享到:2wuchen威望:23焊机币:4442级别:焊接人全部回帖版主奖励帖楼主自回帖电焊技术视频,电焊工培训教程[回复1] [引用此贴内容]2006-10-13 19:32:00•常见的焊接接头型式有:对接、搭接和T形接等。
焊缝又有对接焊缝、点焊缝和角焊缝等,如图15-2所示。
图15-2 常见的焊缝和焊接接头型式••wuchen威望:23焊机币:4442级别:焊接人[回复2] [引用此贴内容]2006-10-13 19:34:00•为了简化图样上焊缝的表示方法,一般应采用焊缝符号表示。
焊缝符号一般由基本符号和指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号等。
(1) 基本符号基本符号是表示焊缝横剖面形状的符号,它采用近似于焊缝横剖面形状的符号表示,如表1 5-1所示。
基本符号采用实线绘制(线宽约为0.7b)。
••wuchen威望:23焊机币:4442级别:焊接人[回复3] [引用此贴内容]2006-10-13 19:34:00•(2) 辅助符号辅助符号是表示焊缝表面形状特征的符号,线宽要求同基本符号,见表15-2。
教你画焊接图识焊接图
教你画焊接图识焊接图 Document number【SA80SAB-SAA9SYT-SAATC-SA6UT-SA18】一步一步教你画焊接图、识焊接图焊接图是图示焊接加工要求的一种图样,它应将焊接件的结构、与焊接的有关内容表示清楚。
下面我们一起来看看这些图在图样中简易地绘制焊缝时,可用视图、剖视图和断面图表示,也可用轴测图示意地表示,通常还应同时标注焊缝符号。
(1) 在视图中焊缝的画法在视图中,焊缝可用一组细实线圆弧或直线段(允许徒手画)表示,如图15-1a、b、c所示,也可采用粗实线(线宽为2b~3b)表示,如图15-1d、e、f所示。
(2) 在剖视图或断面图中焊缝的画法在剖视图或断面图中,焊缝的金属熔焊区通常应涂黑表示,若同时需要表示坡口等的形状时,可用粗实线绘制熔焊区的轮廓,用细实线画出焊接前的坡口形状,如图15-1g、h 所示。
(3) 在轴测图中焊缝的画法用轴测图示意地表示焊缝的画法如图15-1所示。
图15-1 焊缝的画法常见的焊接接头型式有:对接、搭接和T形接等。
焊缝又有对接焊缝、点焊缝和角焊缝等,如图15-2所示。
图15-2 常见的焊缝和焊接接头型式为了简化图样上焊缝的表示方法,一般应采用焊缝符号表示。
焊缝符号一般由基本符号和指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号等。
(1) 基本符号基本符号是表示焊缝横剖面形状的符号,它采用近似于焊缝横剖面形状的符号表示,如表15-1所示。
基本符号采用实线绘制(线宽约为)。
表15-1基本符号(2) 辅助符号辅助符号是表示焊缝表面形状特征的符号,线宽要求同基本符号,见表15-2。
不需确切地说明焊缝的表面形状时,可以不用辅助符号。
表15-2辅助符号(3) 补充符号补充符号是为了补充说明焊缝的某些特征而采用的符号,见表15-3。
表15-3补充符号(4) 尺寸符号基本符号必要时可附带有尺寸符号及数据,这些尺寸符号见表15-4 a、b。
表15-4尺寸符号(1) 箭头线的位置箭头线相对焊缝的位置一般没有特殊要求,可以指在焊缝的正面或反面。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
年月 日
审核人:
年月 日
批准人:
年月 日
SY03-A005
石油一厂新区搬迁成品蜡罐区
及装卸系统工程
单项工程名称:成品蜡罐区及装卸系统工程
单项工程编号:07LGS03-09-2
单位工程名称
Ⅲ区储罐安装
单位工程编号
07LGS03-09-2-DW01
设备名称
全炼蜡储罐
设备规格
Φ11000*12610
设备位号
0336-1-TK-219
绘制人:
年月 日
审核人:
年月 日
批准人:
年月 日
SY03-A005
石油一厂新区
搬迁成品蜡罐区及装卸系统工程
单项工程名称:成品蜡罐区及装卸系统工程
单项工程编号:07LGS03-09-2
单位工程名称
Ⅲ区储罐安装
单位工程编号
07LGS03-09-2-DW01
设备名称
全炼蜡储罐
设备规格
Φ11000*12610设备号0336-1-TK-2140336-1-TK-214