弯管知识及计算下料
计算与放样下料
一、 摆头弯的计算与放样下料:1、马蹄计算公式:2tgd αα⨯=d ——管内径; α——弯管角度。
2、45°的摆头弯计算已知摆头弯档宽h ,摆动角α=45°,弯头半径R,长度1L ,计算个管段长度2。
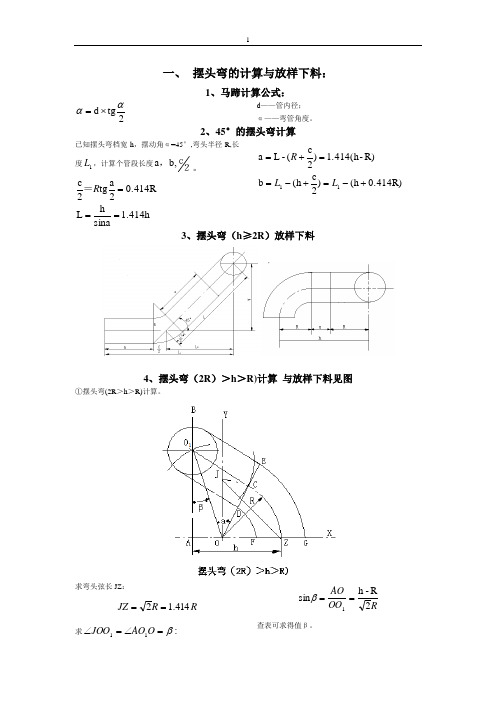
c,b,a0.414R 2atg 2c =R = 1.414h sinah L ==0.414R)(h )2c(h b R)-1.414(h )2c(-L a 11+-=+-==+=L L R3、摆头弯(h ≥2R )放样下料4、摆头弯(2R )>h >R)计算 与放样下料见图①摆头弯(2R >h >R)计算。
求弯头弦长JZ :R R JZ 414.12==求:11β=∠=∠O AO JOOROO AO 2R-h sin 1==β查表可求得值β。
求∠JOC:△ COO 1为等腰直角三角形,a= 45°,所以∠JOC=a 一β=45°一β用∠JOC 即可求出切去的弧长。
②摆头弯(2R >h >R)放样下料。
傲垂直线OX ⊥OY ,画出90°弯头外形。
由弯头下端中心点Z ,在OX 上截取ZA =h, ,过A 点做AB ∥OY ,以0为圆心,R 为半径画弧交弯头中心线于C 点。
连接OC 并延长交弯头于DE ,则DEFC 即为所求弯头部分。
再与另一弯头组合即为所要求之摆头弯。
5、摆头弯(h >R)计算与放样下料求∠COJ: 在直角三角形OAO 1中, OA=R-h OO 1=JZ=R 2,所以sin β=OA/ OO 1=(R-h),查表可得β角。
又a=β ,在直角等腰三角形OCO 1中,OO 1C =45°;所以∠COJ=45°+β(用∠COJ 即可求出切去的弧长)。
②摆头弯(h >R)放样下料见上图。
做垂直线OX ⊥OY ,画弯头外形图。
自Z 自Z 点截取ZA =H ,过A 点做AB//OY 。
以O 为圆心,ZJ 为半径画弧交AB 线于O 1;以O 1为圆心,R 为半径画弧交弯头中心线于C 。
弯管下料计算
一、90°弯管的计算90°弯管在管道工程中应用最广,其弯曲半径月因制作方法不同而异。
对于冷煨弯管,常取R=(4~6)D;热煨弯管取R=4D;冲压弯头或焊接弯头,常取R=(1~1.5)D。
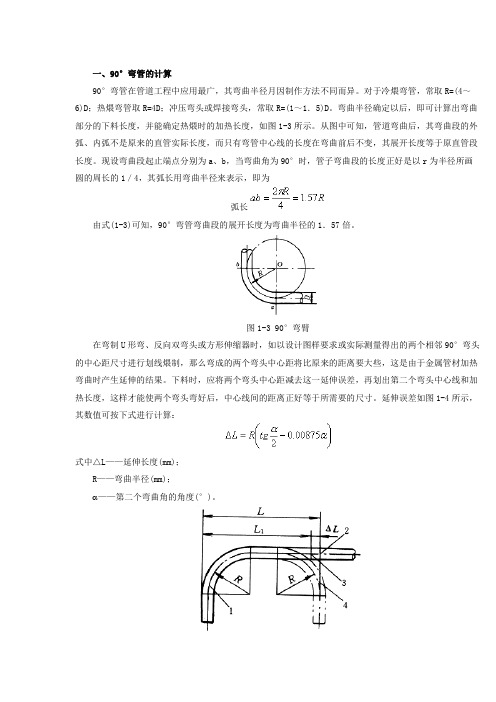
弯曲半径确定以后,即可计算出弯曲部分的下料长度,并能确定热煨时的加热长度,如图1-3所示。
从图中可知,管道弯曲后,其弯曲段的外弧、内弧不是原来的直管实际长度,而只有弯管中心线的长度在弯曲前后不变,其展开长度等于原直管段长度。
现设弯曲段起止端点分别为a、b,当弯曲角为90°时,管子弯曲段的长度正好是以r为半径所画圆的周长的1/4,其弧长用弯曲半径来表示,即为弧长由式(1-3)可知,90°弯管弯曲段的展开长度为弯曲半径的1.57倍。
图1-3 90°弯臂在弯制U形弯、反向双弯头或方形伸缩器时,如以设计图样要求或实际测量得出的两个相邻90°弯头的中心距尺寸进行划线煨制,那么弯成的两个弯头中心距将比原来的距离要大些,这是由于金属管材加热弯曲时产生延伸的结果。
下料时,应将两个弯头中心距减去这一延伸误差,再划出第二个弯头中心线和加热长度,这样才能使两个弯头弯好后,中心线间的距离正好等于所需要的尺寸。
延伸误差如图1-4所示,其数值可按下式进行计算:式中△L——延伸长度(mm);R——弯曲半径(mm);——第二个弯曲角的角度(°)。
图1-4U形弯划线示意图1-第一个弯头 2-规定的第二个弯头中心线位置3-实际第二个弯头中心线位置4-第二个弯头下面以方形伸缩器为例,说明弯管划线下料计算方法。
在图1-5a中,已知方形伸缩器的尺寸单位为mm,管径为DNl50,弯曲半径R=4DN=600mm。
若划线在图1-5b的直线上进行,并以左边端点o为起点,由图上可以看出Oa=1500—R=1500—600=900mmab是弯曲部分,其弧长为ab=1.57R=1.57 X 600=942mm从a到d由两个反向90°弯加一直管段bc组成,直管段bc的长度应减去延伸误差△L,则bc=2100—2R—△L由式(1—4)可知△L=600X(1—0.00875×90)=127.5mm那么bc=2100—2×600—127.5=772.5mm依此类推,便可计算出各管段的下料长度,如图1—5b所示,划线工作便可顺利进行。
弯头下料方法
弯头下料方法弯头下料最简单的方法就是公式计算,弯头分为推制无缝弯头和虾米腰弯头。
弯头的形状为圆环面,是不展曲面,在实际构形设计当中,为了便于展开加工,只好改为分节的办法,将圆环面改为圆柱面。
无缝弯头下料公式:90°R=1.5DN推制弯头下料长度(mm)=弯头外径(mm)*1.5*1.57*弯头外径(mm)/预选钢管外径(mm)+预选钢管壁厚(mm)*3此公式还需要参考制作厂家的芯杠尺寸。
弯头须分成t节下料,t的数值以实际的节数输入,计算时则以两端按半节计算,中间按一节计算,即每节的转弯角度为a/(t-1)。
t必须为整数,要求3<=t<=30,t的数值越大,弯头就越顺畅,但工作量及费用增加,一般取15<=a/(t-1)<=25。
步骤1.先按实际尺寸画出弯头侧面投影。
包括接缝线。
2.按线把每一个封闭线框图形分割成独立的图形。
(可以裁剪,也可以单独再画。
3.取一个图样,(将中心线垂直的设置)画在另一张纸上,沿图样高度画两条上下平行的横线,并与中心线垂直,长度正好是图样直径的圆周长。
(封闭的长方形)4.将图样垂直方向作等分,并作好标记,然后将这些等分线垂直的画到刚才画的展开的长方形内,注意展开图上的点一定要对应投影图样上的点。
5.将图样上斜线沿水平方向作等分。
并平行的拉到展开的图样上,并对应相应的点。
把展开样上得到的交点圆滑连接,就是展开的曲线。
等分作的越密,曲线越准。
6.放出咬口的量,和板厚处理。
1.弯头,管道安装中常用的一种连接用管件,连接两根公称通径相同或者不同的管子,使管路做一定角度转弯。
弯曲半径小于等于管径的1.5倍属于弯头,大于管径的1.5倍属于弯管。
按角度分,有45°及90°180°三种最常用的,另外根据工程需要还包括60°等其他非正常角度弯头。
弯头的材料有铸铁、不锈钢、合金钢、可锻铸铁、碳钢、有色金属及塑料等。
2.简介弯头是水暖安装中常用的一种连接用管件,用于管道拐弯处的连接,用来改变管道的方向。
管子弯曲下料长度计算

α—弯曲角度
π—圆周率
例:制作一个¢159×4.5、R=600的90°弯管,弯曲部分的长度应为:L=2πRα/4=1.5708×600=942mm
二、 弯曲半径的选择
弯曲半径的尺寸,从减少弯管有害变形方面来看,应选得越大越好,从便于弯管的制作安装方面来看,又希望越小越好,所以合理的选择弯曲半径的原则应该是:在不影响弯管有害变形超出允许的范围的条件下,弯曲半径应选得尽量小一些。
弯曲半径选择的一般规定是:
¢108以下时,选R=3.5D;
¢133~¢159时,选R=4D;
¢219~¢273时,选R=5D;
¢273以上时,选R=6D。
三、 弯管制作前的算料和划线、下料
1.弯曲部分长度计算
L=πRα/180=0.0175Rα
ห้องสมุดไป่ตู้式中:L—弯曲部分长度
R—弯曲半径
弯管下料长度计算公式
弯管下料长度计算公式弯管下料长度计算是在管道工程设计和制造中非常重要的一项计算。
下料长度是指将管道弯曲后,所需要的原始管材长度。
正确计算下料长度可以有效节约材料成本,提高制造效率,保证管道质量。
弯管下料长度的计算公式如下:下料长度 = 弯曲角度× 弯管半径× π / 180其中,弯曲角度是指管道在弯曲过程中的转角,弯管半径是指弯管的曲率半径,π是圆周率,取3.14159。
为了更好地理解和应用这个计算公式,我们可以通过一个实例来说明。
假设我们需要制造一个半径为100毫米的90度弯管,我们可以根据公式计算出下料长度:下料长度= 90 × 100 × 3.14159 / 180 ≈ 157毫米这意味着在制造这个弯管时,我们需要一段长度为157毫米的原始管材。
弯管下料长度的计算公式是基于几何原理推导出来的,它考虑了弯曲角度和弯管半径对下料长度的影响。
通过合理地选择弯曲角度和弯管半径,我们可以控制下料长度,以满足实际工程需求。
在实际应用中,我们还需要考虑到一些修正因素,如弯头的长度和弯管两端的伸长量。
这些修正因素往往会增加下料长度,因此在计算时需要进行修正计算,以确保准确性。
弯管下料长度的计算公式还可以应用于其他类型的弯管,如180度弯管、45度弯管等。
只需根据实际情况调整弯曲角度和弯管半径的数值,即可得到相应的下料长度。
弯管下料长度的计算是管道工程设计和制造中的重要环节,它直接关系到管道制造的质量和成本。
合理应用下料长度计算公式,可以精确控制管道制造过程中的材料消耗,提高工作效率,降低制造成本。
总结起来,弯管下料长度计算公式是管道工程设计和制造中的重要工具,通过合理应用这个公式,我们可以准确计算出弯管制造过程中所需的原始管材长度。
这不仅可以提高工作效率,节约材料成本,还可以保证管道质量。
因此,在管道工程设计和制造中,我们应该深入理解和应用弯管下料长度计算公式,以确保工程质量和经济效益的达到最优化。
弯管一般知识及计算下料方法
第一章煨管设备及弯管计算弯管按其制作方法不同,可分为煨制弯管、冲压弯管和焊接弯管。
煨制弯管又分为冷煨和热煨两种。
本章着重介绍常用煨管设备的结构特点、性能及操作等方面的知识,以及煨制弯管的下料计算。
第一节弯管的一般知识弯管是改变管道方向的管件。
在管子交叉、转弯、绕梁等处,都可以看到弯管。
煨制弯管具有较好的伸缩性、耐压高、阻力小等优点。
因此,在施工中常被采用。
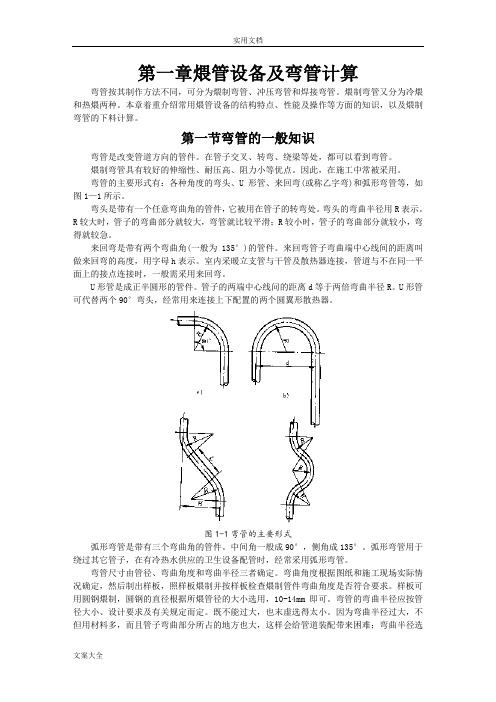
弯管的主要形式有:各种角度的弯头、U形管、来回弯(或称乙字弯)和弧形弯管等,如图1—1所示。
弯头是带有一个任意弯曲角的管件,它被用在管子的转弯处。
弯头的弯曲半径用R表示。
R较大时,管子的弯曲部分就较大,弯管就比较平滑;R较小时,管子的弯曲部分就较小,弯得就较急。
来回弯是带有两个弯曲角(一般为135°)的管件。
来回弯管子弯曲端中心线间的距离叫做来回弯的高度,用字母h表示。
室内采暖立支管与干管及散热器连接,管道与不在同一平面上的接点连接时,一般需采用来回弯。
U形管是成正半圆形的管件。
管子的两端中心线问的距离d等于两倍弯曲半径R。
U形管可代替两个90°弯头,经常用来连接上下配置的两个圆翼形散热器。
图1-1弯管的主要形式弧形弯管是带有三个弯曲角的管件。
中间角一般成90°,侧角成135°。
弧形弯管用于绕过其它管子,在有冷热水供应的卫生设备配管时,经常采用弧形弯管。
弯管尺寸由管径、弯曲角度和弯曲半径三者确定。
弯曲角度根据图纸和施工现场实际情况确定,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求。
样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。
弯管的弯曲半径应按管径大小、设计要求及有关规定而定。
既不能过大,也末虚选得太小。
因为弯曲半径过大,不但用材料多,而且管子弯曲部分所占的地方也大,这样会给管道装配带来困难;弯曲半径选得太小时,弯头背部管壁由于过分伸长而减薄,使其强度降低,而在弯头里侧管壁被压缩,形成皱纹状态。
制造弯形管道时要先按中心线计算展直长度再下料
制造弯形管道时要先按中心线计算展直长度再下料1.设计:首先需要根据实际需求设计弯形管道的形状、角度和尺寸。
这需要考虑管道的材料、厚度、工作环境以及应力分布等因素。
2.选择材料:根据设计要求选择合适的材料,例如钢、铜、铝等。
材料的选择应考虑到管道的应力和工作温度等因素。
3.计算展直长度:展直长度是指在管道弯曲之前,管道在展开状态下的长度。
计算展直长度的目的是为了通过下料制作出合适大小的弯形管道。
下面将介绍计算展直长度的方法。
计算展直长度的方法:-方法一:格尔库奇公式格尔库奇公式是计算展直长度的一种常用方法。
该方法适用于常见的弯头,其计算公式为:展直长度=(Π/180)×弯头角度×R其中,Π为圆周率,弯头角度为管道弯曲的角度,R为弯头半径。
-方法二:三角函数法三角函数法是另一种计算展直长度的方法。
该方法适用于各种弯曲形状,但需要进行角度的三角函数计算。
展直长度 = 弯头角度× R / tan(弯头角度/2)其中,tan为正切函数,弯头角度为管道弯曲的角度,R为弯头半径。
4.下料制作:根据计算得到的展直长度,将材料切割成相应的长度。
为了方便下料制作,可以使用模板或者专业的下料设备来确保切割的准确性。
5.弯曲:将下料得到的管道加热至一定温度,然后用弯管机器或者手工工具进行弯曲。
在弯曲过程中要注意管道的变形和应力分布,确保弯曲后的形状符合设计要求。
6.合并和焊接:将弯曲后的管道进行合并和焊接,使之成为一个整体。
7.检查和测试:对制作好的弯形管道进行检查和测试,确保其质量符合要求。
常见的检查和测试方法包括可视检查、超声波检测、液压试验等。
总结:制造弯形管道需要先计算展直长度确定下料长度,然后根据设计要求进行下料、弯曲、合并和检查等步骤。
正确计算展直长度是制作弯形管道的关键,可以使用格尔库奇公式或者三角函数法进行计算。
制造弯形管道需要专业的知识和技术,并且在操作过程中要注意安全和质量控制。
管件下料尺寸计算公式书
管件下料尺寸计算公式书管件下料是指根据实际需要,将原材料切割成适合生产加工的尺寸。
在管件加工行业中,下料尺寸的计算是非常重要的一环,它直接影响到管件的加工质量和生产效率。
因此,掌握管件下料尺寸的计算公式对于管件加工人员来说是非常重要的。
在本文中,我们将介绍一些常用的管件下料尺寸计算公式,希望能对大家有所帮助。
一、弯头下料尺寸计算公式。
1. 弯头的外径计算公式:弯头的外径 = 管道的外径 + 弯头壁厚的两倍。
2. 弯头的中心线长度计算公式:弯头的中心线长度 = 弯头的外径×弯角的弧度。
3. 弯头的内径计算公式:弯头的内径 = 弯头的外径弯头壁厚的两倍。
二、三通下料尺寸计算公式。
1. 三通的外径计算公式:三通的外径 = 管道的外径 + 三通壁厚的两倍。
2. 三通的中心线长度计算公式:三通的中心线长度 = 三通的外径× 1.5。
3. 三通的内径计算公式:三通的内径 = 三通的外径三通壁厚的两倍。
三、法兰下料尺寸计算公式。
1. 法兰的外径计算公式:法兰的外径 = 管道的外径 + 法兰厚度的两倍。
2. 法兰的内径计算公式:法兰的内径 = 法兰的外径法兰厚度的两倍。
四、封头下料尺寸计算公式。
1. 封头的外径计算公式:封头的外径 = 管道的外径 + 封头厚度的两倍。
2. 封头的内径计算公式:封头的内径 = 封头的外径封头厚度的两倍。
以上是一些常用的管件下料尺寸计算公式,这些公式可以帮助管件加工人员准确地计算出所需的下料尺寸,从而提高生产效率,降低生产成本。
当然,这些公式只是一部分常用的下料尺寸计算公式,实际生产中可能会根据具体情况进行调整。
在使用这些公式进行下料计算时,需要注意以下几点:1. 确保输入的参数准确无误,包括管道的外径、壁厚、弯头的弧度、三通的尺寸等。
2. 对于非标准管件,需要根据实际情况进行调整,不能生搬硬套。
3. 在计算过程中,需要考虑到加工余量和安全系数,以确保下料尺寸的准确性。
管道弯头下料最简单方法
管道弯头下料最简单方法
在管道安装工程中,弯头的下料是一个重要的环节。
弯头的下料方法有很多种,但最简单的方法是使用计算公式和辅助工具。
本文将介绍一种基于计算公式和辅助工具的简单方法,帮助您快速准确地完成弯头的下料工作。
一、计算公式
弯头的下料尺寸可以通过以下公式计算:
L = π×(R+r)×(θ/180)
其中,L为下料长度,R为弯头半径,r为直管半径,θ为弯曲角度。
根据不同弯曲半径和弯曲角度的组合,可以计算出相应的下料长度。
在实际操作中,可以根据具体情况选择合适的弯曲半径和角度,并使用计算公式得出下料长度。
二、辅助工具
除了计算公式外,还可以使用辅助工具来简化弯头的下料工作。
例如,弯头展开样板、弯头下料模板等。
这些工具可以帮助您快速准确地绘制弯头的展开图,并确定下料长度。
三、实际操作
在实际操作中,可以根据以下步骤进行弯头的下料:
1.根据计算公式或辅助工具,确定弯头的下料长度;
2.准备所需的材料和工具,如直管、切割机、打磨机等;
3.根据下料长度,使用切割机将直管切割成相应的长度;
4.将切割好的直管固定在弯头展开样板或弯头下料模板上;
5.使用打磨机将直管的一端打磨成所需的弧度;
6.将打磨好的弯头与直管焊接在一起,完成弯头的制作。
总之,通过使用计算公式和辅助工具,可以快速准确地完成弯头的下料工作。
在实际操作中,可以根据具体情况选择合适的工具和方法,提高工作效率和准确性。
90度圆弯管下料计算公式
90度圆弯管下料计算公式在管道工程中,圆弯管是一种常见的管道连接件,它可以在管道中改变流向,起到连接和导流的作用。
在实际的工程应用中,经常需要对圆弯管进行下料加工,以便与其他管道连接。
下料计算是圆弯管加工的重要环节,正确的下料计算可以保证圆弯管的加工精度和连接质量。
本文将介绍90度圆弯管下料计算的公式和方法。
1. 圆弯管下料计算公式。
90度圆弯管的下料计算公式如下:L = π D tan(α/2)。
其中,L为圆弯管的发展长度,D为圆弯管的直径,α为圆弯管的弯角。
2. 圆弯管下料计算方法。
下料计算是圆弯管加工的重要环节,正确的下料计算可以保证圆弯管的加工精度和连接质量。
下面将介绍90度圆弯管下料计算的方法。
首先,确定圆弯管的直径D和弯角α。
这两个参数是进行下料计算的基本数据。
然后,根据上面的公式,计算圆弯管的发展长度L。
在实际的工程中,可以使用计算器或电脑进行计算,也可以查找相关的下料计算表格进行查询。
接下来,根据计算得到的发展长度L,在圆弯管的平面上进行标注和切割。
可以使用工具(如剪刀、切割机等)对圆弯管进行切割,得到所需的形状。
最后,对切割得到的圆弯管进行加工和连接。
可以根据需要进行修整和焊接,以确保圆弯管与其他管道的连接质量。
3. 圆弯管下料计算实例。
下面通过一个实例来说明90度圆弯管的下料计算方法。
假设圆弯管的直径D为100mm,弯角α为90度。
根据上面的公式,计算得到圆弯管的发展长度L为:L = π 100 tan(90/2) = 314.16mm。
在实际的工程中,可以使用计算器或电脑进行计算,也可以查找相关的下料计算表格进行查询。
得到发展长度L后,可以在圆弯管的平面上进行标注和切割。
根据计算得到的发展长度,在圆弯管上进行标注,并使用工具(如剪刀、切割机等)进行切割,得到所需的形状。
最后,对切割得到的圆弯管进行加工和连接。
可以根据需要进行修整和焊接,以确保圆弯管与其他管道的连接质量。
4. 结语。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一章煨管设备及弯管计算弯管按其制作方法不同,可分为煨制弯管、冲压弯管和焊接弯管。
煨制弯管又分为冷煨和热煨两种。
本章着重介绍常用煨管设备的结构特点、性能及操作等方面的知识,以及煨制弯管的下料计算。
第一节弯管的一般知识弯管是改变管道方向的管件。
在管子交叉、转弯、绕梁等处,都可以看到弯管。
煨制弯管具有较好的伸缩性、耐压高、阻力小等优点。
因此,在施工中常被采用。
弯管的主要形式有:各种角度的弯头、U形管、来回弯(或称乙字弯)和弧形弯管等,如图1—1所示。
弯头是带有一个任意弯曲角的管件,它被用在管子的转弯处。
弯头的弯曲半径用R表示。
R较大时,管子的弯曲部分就较大,弯管就比较平滑;R较小时,管子的弯曲部分就较小,弯得就较急。
来回弯是带有两个弯曲角(一般为135°)的管件。
来回弯管子弯曲端中心线间的距离叫做来回弯的高度,用字母h表示。
室内采暖立支管与干管及散热器连接,管道与不在同一平面上的接点连接时,一般需采用来回弯。
U形管是成正半圆形的管件。
管子的两端中心线问的距离d等于两倍弯曲半径R。
U形管可代替两个90°弯头,经常用来连接上下配置的两个圆翼形散热器。
图1-1弯管的主要形式弧形弯管是带有三个弯曲角的管件。
中间角一般成90°,侧角成135°。
弧形弯管用于绕过其它管子,在有冷热水供应的卫生设备配管时,经常采用弧形弯管。
弯管尺寸由管径、弯曲角度和弯曲半径三者确定。
弯曲角度根据图纸和施工现场实际情况确定,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求。
样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。
弯管的弯曲半径应按管径大小、设计要求及有关规定而定。
既不能过大,也末虚选得太小。
因为弯曲半径过大,不但用材料多,而且管子弯曲部分所占的地方也大,这样会给管道装配带来困难;弯曲半径选得太小时,弯头背部管壁由于过分伸长而减薄,使其强度降低,而在弯头里侧管壁被压缩,形成皱纹状态。
因此,一般规定:热煨弯管的弯曲半径应不小于管子外径的3.5倍;冷煨弯管的弯曲半径应不小于管子外径的4倍;焊接弯头的弯曲半径应不小于管子外径的1.5倍;冲压弯头弯曲半径应不小于管子外径。
弯管时,弯头里侧的金属被压缩,管壁变厚;弯头背面的金属被拉伸、管壁变薄。
弯曲半径越小,弯头背面管壁减薄就越严重,对背部强度的影响就越大。
为了使管子弯曲后不致对原有的工作性能有过大改变,一般规定管子弯曲后,管壁减薄率不得超过15%。
管壁减薄率可按下式进行计算:0010021⨯⎥⎥⎥⎥⎦⎤⎢⎢⎢⎢⎣⎡+-=W D R R A 式中A ——管子弯曲后外侧母线处管壁的减薄率(%);D W ——管子外径(mm);R ——弯管的弯曲半径(mm)。
弯管时,由于管子弯曲段内外侧管壁厚度的变化,还使得弯曲段截面由原来的圆形变成了椭圆形。
弯管断面形状的改变,会使管子的过流断面面积减小,从而增加流体阻力,同时还会降低管子承受内压力的能力,因此,一般对弯管的椭圆率做以下规定:管径小于或等于150mm 时,椭圆率不得大于10%;管径小于或等于200mm 时,椭圆率不得大于8%。
管道的椭圆率可按下式进行计算:00121100⨯-=d d d T 式中T ——椭圆率(%);d 1——最大椭圆变形处的长径(mm); d 2——最大椭圆变形处的短径(mm)。
应用水、煤气钢管和直缝焊接钢管制作冷煨弯管或热煨弯管时,管子的焊缝应位于距侧面中心线45°的地方,如图1-2所示。
以免弯曲时,管子焊缝开裂。
图1-2有缝钢管弯曲时焊缝的位置煨制弯管一般不允许产生皱纹,如有个别起伏不平的地方,其高度亦不得大于以下规定:管径小于或等于125mm 时,不得超过4mm ;管径小于或等于200mm 时,不得超过5mm 。
第二节弯管计算及下料在进行弯管工作之前,必须先算出管子弯曲段的展开长度,并划出弯曲的始点,以便弯曲后能得到正确的半成品件。
一、90°弯管的计算90°弯管在管道工程中应用最广,其弯曲半径月因制作方法不同而异。
对于冷煨弯管,常取R=(4~6)D ;热煨弯管取R=4D ;冲压弯头或焊接弯头,常取R=(1~1.5)D 。
弯曲半径确定以后,即可计算出弯曲部分的下料长度,并能确定热煨时的加热长度,如图1-3所示。
从图中可知,管道弯曲后,其弯曲段的外弧、内弧不是原来的直管实际长度,而只有弯管中心线的长度在弯曲前后不变,其展开长度等于原直管段长度。
现设弯曲段起止端点分别为a 、b ,当弯曲角为90°时,管子弯曲段的长度正好是以r 为半径所画圆的周长的1/4,其弧长用弯曲半径来表示,即为弧长R Rab 57.142==π 由式(1-3)可知,90°弯管弯曲段的展开长度为弯曲半径的1.57倍。
图1-3 90°弯臂在弯制U 形弯、反向双弯头或方形伸缩器时,如以设计图样要求或实际测量得出的两个相邻90°弯头的中心距尺寸进行划线煨制,那么弯成的两个弯头中心距将比原来的距离要大些,这是由于金属管材加热弯曲时产生延伸的结果。
下料时,应将两个弯头中心距减去这一延伸误差,再划出第二个弯头中心线和加热长度,这样才能使两个弯头弯好后,中心线间的距离正好等于所需要的尺寸。
延伸误差如图1-4所示,其数值可按下式进行计算:⎪⎭⎫ ⎝⎛-=∆αα00875.02tg R L式中△L ——延伸长度(mm );R ——弯曲半径(mm );α——第二个弯曲角的角度(°)。
图1-4U 形弯划线示意图1-第一个弯头 2-规定的第二个弯头中心线位置 3-实际第二个弯头中心线位置4-第二个弯头下面以方形伸缩器为例,说明弯管划线下料计算方法。
在图1-5a 中,已知方形伸缩器的尺寸单位为mm ,管径为DNl50,弯曲半径R=4DN=600mm 。
若划线在图1-5b 的直线上进行,并以左边端点o 为起点,由图上可以看出 Oa=1500—R=1500—600=900mm ab 是弯曲部分,其弧长为ab=1.57R=1.57 X 600=942mm从a 到d 由两个反向90°弯加一直管段bc 组成,直管段bc 的长度应减去延伸误差△L ,则bc=2100—2R —△L 由式(1—4)可知△L=600X(1—0.00875×90)=127.5mm 那么bc=2100—2×600—127.5=772.5mm依此类推,便可计算出各管段的下料长度,如图1—5b 所示,划线工作便可顺利进行。
在实际工作中,煨制多个弯头组成的管件时,划线工作都分几次去完成。
首先在草图上计算出各段下料长度,选取适当长度的直管;然后从一端开始逐个弯头进行制作,在前一个弯头制作好之后,再划下一个,以便处理在弯管工作中的尺寸误差。
图1—5b 方形伸缩器的下料二、任意弯管的计算任意弯管是指任意弯曲角度和任意弯曲半径的弯管。
这种弯管弯曲部分的展开长度可按下式进行计算:R RL απα01745.0180==式中L ——弯曲部分的展开长度(mm);α——弯曲角度(°); π——圆周率;R ——弯曲半径(MM)。
此外,任意弯管弯曲段展开长度的计算,还可按图1-6及表1-1进行。
图1-6任意弯管下面举例说明表1-1的使用方法。
表1-1任意弯管计算例已知图1-7中弯头的弯曲角度α=25°,弯曲半径R=500mm,安装管段距转角点M的距离为91lmm,取一根直管来煨制弯头,试问应如何划线?解需加工的弯管端直管段长度b=911-CR查表1-1得,当α=25°时,C=0.2216,L=0.4363;故CR为:0.2216R=0.2216×500=111mm因此,得b=911-111=800 mm弯曲部分实际展开长度L=0.4363R=0.4363×500=218 mm根据计算出来的直管段长度b及弯曲部分展开长度L,便可进行划线。
如图1-7b 所示。
图1—7弯管计算由上面的例子可以看出,只要弯曲角度和弯曲半径一定,利用表1—1就能很方便地进行任意角度、任意弯曲半径的弯管计算。
而在热煨时,其加热管段长度一般应比弯曲长度稍长一些,以便保证弯曲部分加热均匀。
增加的长度一般规定为:对于弯曲角度大的管子,可增加二倍管外径长度;对弯曲角度小的则增加弯曲长度的20%。
三、其它弯管的计算1.任意角度来回弯 任意角度来回弯分等弯曲半径和不等弯曲半径两种。
图1—8为等弯曲半径的任意角度来回弯。
这种弯管具有弯曲半径R 、弯曲角度α、弯曲距离H 、弯管长度A 及直管长度L 五个可变数据。
在实际工作中,一般可根据设计或现场实际情况确定三个数据(H 、R 及α),仅有两个数据(L 、A)需由计算确定。
1-8带等弯曲半径的任意角度来回弯 图1-9带不等弯曲半径的来回弯L 、A 值的计算分两种情况 1)当H ≠2R 时22sin ααRtg H L -=22ααRtg tg H A +=来回弯展开总长度为90απR L +。
2)当H=2R 时ααtg Htg R L ==2 ααsin sin 2HR a ==来回弯展开总长度仍为90απR L +。
图1—9为不等弯曲半径来回弯,其下料计算可按下述公式进行。
弯管间直管段的长度()()()[]ααsin cos 1212122A R R H R R H A L +---⨯+-+=弯管展开总长度()()()21222121'201745.0180R R H H A R R L R R L +-+++=++=απα2.弧形弯管计算 弧形弯管也叫半圆弯、抱弯。
常见弧形弯管的角度为45°及60°两种,如图1—10所示。
45°弧形弯下料总长度计算公式为()L r R L 22'++=π式中L /——弯曲件的展开总长度(mm); R ——鼻尖弯的弯曲半径(mm); r ——膀弯的弯曲半径(mm); L ——鼻梁的直管段长度(mm)。
图1-10弧形弯管a)角度为45°b)角度为60°60°弧形弯管下料总长度计算公式为R L π34'=式中L /——弯曲件的展开总长度(mm); R ——弯曲半径(mm)。
3.折皱弯头 折皱弯头的煨制方法与冷煨、热煨弯管均不相同,其特点是:弯头背部管壁弯曲前后总长度不变,而弯头里侧管壁由于局部加热受热弯曲,产生有规律的折皱。
因此,其划线方法也完全不同。
弯曲角度为90°的折皱弯头各部位划线尺寸,可按以下公式进行计算:(1)外圆弧展开长度L(mm)⎪⎭⎫ ⎝⎛+=221W D R L π(2)弯头背部不加热部位的宽度上L 1(mm)DN L π⎪⎭⎫ ⎝⎛−→−=91611(3)折皱间距a1-=n L a 式中R ——弯头的弯曲半径(mm);D W ——管子外径(mm);DN ——管子公称直径(mm); n ——折皱数。