特种设备焊工项目考试合格项目代号编制方法及其适用范围
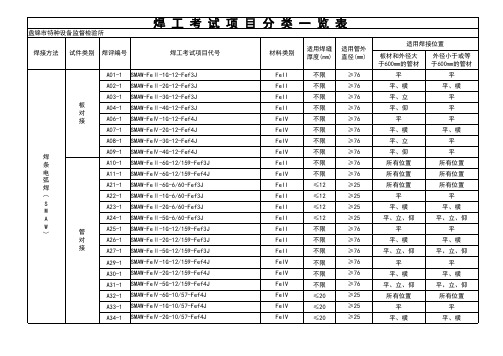
焊工考试项目分类一览表(-II+IV钢)
W )
管
A25-1 SMAW-FeⅡ-1G-12/159-Fef3J
对
A26-1 SMAW-FeⅡ-2G-12/159-Fef3J
接
A27-1 SMAW-FeⅡ-5G-12/159-Fef3J
A29-1 SMAW-FeⅣ-1G-12/159-Fef4J
A30-1 SMAW-FeⅣ-2G-12/159-Fef4J
适用焊接位置
板材和外径大 外径小于或等 于600mm的管材 于600mm的管材
平 平、横 平、立 平、仰
平 平、横 平、立 平、仰 所有位置 所有位置 所有位置
平 平、横 平、立、仰
平 平、横 平、立、仰
平 平、横 平、立、仰 所有位置
平 平、横
平 平、横
平 平 平 平、横 平 平 所有位置 所有位置 所有位置 平 平、横 平、立、仰 平 平、横 平、立、仰 平 平、横 平、立、仰 所有位置 平 平、横
C13-1 GTAW-FeⅣ-6FG-12/60-FefS-02/10/12
FeII FeIV FeIV FeIV
)
C15-1 GTAW-FeⅣ-5FG(K)-12/16-FefS-01/02/11/12
FeIV
C19-1 GTAW-FeⅡ-5FG-12/60-FefS-02/11/12
FeII
≤4 ≤4 不限 不限 不限 不限 不限 不限 ≤4 不限
≥25 ≥25 ≥25 ≥25 ≥25 ≥25 ≥25 ≥76 ≥76 ≥76 ≥76 ≥76 ≥16 ≥25 ≥16 ≥25 ≥25 ≥25 ≥25 ≥25 ≥25 ≥25 ≥16
适用焊接位置
板材和外径大 外径小于或等 于600mm的管材 于600mm的管材
特种设备焊工项目考试合格项目代号编制方法及其适用范围

特种设备焊工项目考试合格项目代号编制方法及其适用范围A9 焊工操作技能考试项目代号焊工操作技能考试项目代号,应按每个焊工、每种焊接方法分别表示。
A9.1 焊工操作技能考试项目表示方法A9.1.1 手工焊焊工操作技能考试项目表示方法A9.1.1.1 手工焊焊工操作技能考试项目表示为○1-○2-○3-○4/○5-○6 -○7,其含义如下:○1焊接方法代号,见表A-1,耐蚀堆焊加代号:(N及试件母材厚度);表A-1 焊接方法及其代号2表A-2 金属材料类别及示例○3试件位置代号,见表A-4,带衬垫加代号:(K);表A-4 试件类别、位置及代号续表○4焊缝金属厚度(对于板材角焊缝试件为试件厚度T);○5外径;○6填充金属类别代号,见表A-3;表A-3 填充金属类别、示例及适用范围○7焊接工艺要素代号,见表A-5。
表A-5 焊接工艺因素及代号A9.1.1.2 操作技能考试项目中不出现某项时,则不填。
A9.1.2 焊机操作工操作技能考试项目表示方法A9.1.2.1 焊机操作工操作技能考试项目表示为○1-○2-○3,其含义如下:○1焊接方法代号,见表A-1,耐蚀堆焊加代号:(N与试件母材厚度);○2试件位置代号,见表A-4,带衬垫加代号:(K);○3焊接工艺要素代号,见表A-5。
A9.1.2.2 操作技能考试项目中不出现某项时,则不填。
A9.2 项目代号应用举例(1)厚度为14mm的Q345R钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透。
项目代号为SMAW-FeⅡ-1G(K)-14-Fef3J;(2)壁厚为8mm、外径为60mm的Q245R钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,背面没有保护气体,填充金属为实芯焊丝,采用直流电源,反接施焊,焊缝金属厚度为3mm。
然后采用J427焊条手工焊填满坡口。
项目代号为GTAW-FeⅠ-5G-3/60- FefS-02/11/13和SMAW-FeⅠ-5G(K)-5/60- Fef3J;(3)板厚为10mm的Q345R钢板对接焊缝立焊试件无衬垫,采用半自动BO2气体保护焊,填充金属为药芯焊丝,背面无气体保护,采用喷射弧施焊,试件全焊透。
焊工考试项目代号
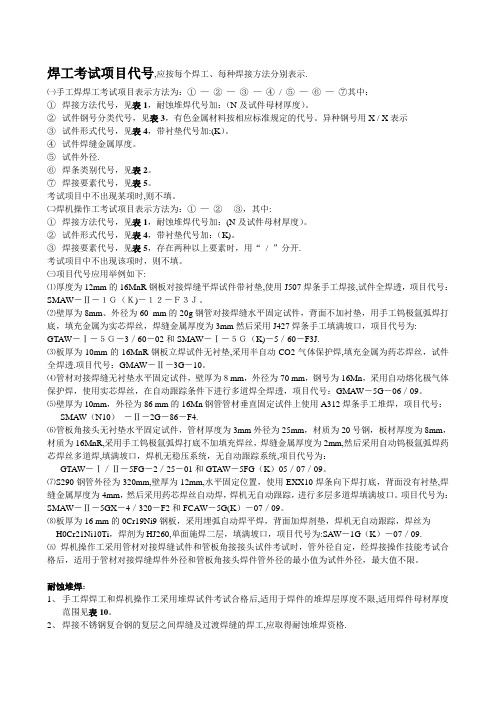
焊工考试项目代号,应按每个焊工、每种焊接方法分别表示.㈠手工焊焊工考试项目表示方法为:①—②—③—④/ ⑤—⑥—⑦其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件钢号分类代号,见表3,有色金属材料按相应标准规定的代号。
异种钢号用X / X表示③试件形式代号,见表4,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径.⑥焊条类别代号,见表2。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
㈡焊机操作工考试项目表示方法为:①—②- ③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表4,带衬垫代号加:(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/ ”分开.考试项目中不出现该项时,则不填。
㈢项目代号应用举例如下:⑴厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-1G(K)-12-F3J。
⑵壁厚为8mm、外径为60 mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm然后采用J427焊条手工填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60-02和SMAW-Ⅰ-5G(K)-5/60-F3J.⑶板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,试件全焊透.项目代号:GMAW-Ⅱ-3G-10。
⑷管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70 mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW-5G-06/09。
⑸壁厚为10mm,外径为86 mm的16Mn钢管管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10)-Ⅱ-2G-86-F4.⑹管板角接头无衬垫水平固定试件,管材厚度为3mm外径为25mm,材质为20号钢,板材厚度为8mm,材质为16MnR,采用手工钨极氩弧焊打底不加填充焊丝,焊缝金属厚度为2mm,然后采用自动钨极氩弧焊药芯焊丝多道焊,填满坡口,焊机无稳压系统,无自动跟踪系统,项目代号为:GTAW-Ⅰ/Ⅱ-5FG-2/25-01和GTAW-5FG(K)05/07/09。
特种设备焊工项目考试合格项目代号编制方法及其适用范围

特种设备焊工项目考试合格项目代号编制方法及其适用围A9 焊工操作技能考试项目代号焊工操作技能考试项目代号,应按每个焊工、每种焊接方法分别表示。
A9.1 焊工操作技能考试项目表示方法A9.1.1 手工焊焊工操作技能考试项目表示方法A9.1.1.1 手工焊焊工操作技能考试项目表示为○1-○2-○3-○4/○5-○6 -○7,其含义如下:○1焊接方法代号,见表A-1,耐蚀堆焊加代号:(N及试件母材厚度);表A-1 焊接方法及其代号2表A-2 金属材料类别及示例○3试件位置代号,见表A-4,带衬垫加代号:(K);表A-4 试件类别、位置及代号续表○4焊缝金属厚度(对于板材角焊缝试件为试件厚度T);○5外径;○6填充金属类别代号,见表A-3;表A-3 填充金属类别、示例及适用围○7焊接工艺要素代号,见表A-5。
表A-5 焊接工艺因素及代号A9.1.1.2 操作技能考试项目中不出现某项时,则不填。
A9.1.2 焊机操作工操作技能考试项目表示方法A9.1.2.1 焊机操作工操作技能考试项目表示为○1-○2-○3,其含义如下:○1焊接方法代号,见表A-1,耐蚀堆焊加代号:(N与试件母材厚度);○2试件位置代号,见表A-4,带衬垫加代号:(K);○3焊接工艺要素代号,见表A-5。
A9.1.2.2 操作技能考试项目中不出现某项时,则不填。
A9.2 项目代号应用举例(1)厚度为14mm的Q345R钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透。
项目代号为SMAW-FeⅡ-1G(K)-14-Fef3J;(2)壁厚为8mm、外径为60mm的Q245R钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,背面没有保护气体,填充金属为实芯焊丝,采用直流电源,反接施焊,焊缝金属厚度为3mm。
然后采用J427焊条手工焊填满坡口。
项目代号为GTAW-FeⅠ-5G-3/60- FefS-02/11/13和SMAW-FeⅠ-5G(K)-5/60- Fef3J;(3)板厚为10mm的Q345R钢板对接焊缝立焊试件无衬垫,采用半自动BO2气体保护焊,填充金属为药芯焊丝,背面无气体保护,采用喷射弧施焊,试件全焊透。
焊工证资格项目释义

特种设备焊接作业人员证书资格项目释义一、证书编号方法(共12位)
3.地区代码
由三位字母表示,含义是指首次发证部门所在地区的地区代码。
4.顺序号
由五位数字表示。
如果超过99999,则用字母与数字混合表示。
如顺序号为100020,则表示为A0020;顺序号为110020,则表示为B0020;依次类推。
二、资格项目表示方法及适用范围
表2常用钢号分类代号及适用范围
表3焊接位置及适用范围
表5 手工焊对接焊缝试件适用于金属厚度范围(mm)
表6管材对接焊缝试件适用于对接焊缝焊件外径范围(mm)
表7焊条药皮代号及适用范围。
焊工考试方法与项目代
焊工考试方法与项目代集团标准化工作小组 [Q8QX9QT-X8QQB8Q8-NQ8QJ8-M8QMN]焊工考试方法与项目代号(2011新细则)为了便于使特种设备检验人员,能够尽快掌握理解新《考核细则》的焊接方法的编制及内容。
我根据《考核细则》的宣贯会的要求,及标准释义解释,对焊接方法及编制进行了细化分解,便于理解和认识。
解释如下;一、焊工考试方法分类1、焊条电弧焊:SMAW;2、钨极气体保护焊:GTAW;3、气焊:OFW;4、埋弧焊:SAW;5、熔化极气体保护焊:GMAW(实芯焊丝);6、熔化极气体保护焊:CFAW(药芯焊丝);7、电渣焊:ESW8、等离子焊:PAW9、气电立焊:EGW10、摩擦焊:FRW11、螺柱电弧焊:SW二、试件钢号及代号1、FeⅠ类(碳素钢):Q235、20#、20g、20R、L210、S205、HP265等。
2、FeⅡ类(低合金钢):16MnR、12Cr1MoV、20MnMoD、S240、L245、HP295等。
3、FeⅢ类(马氏体、铁素体不锈钢):1Cr5Mo、0Cr13、1Cr17、1Cr9Mo等。
4、FeⅣ类(奥氏体、双相不锈钢):5、铜与铜合金:CuⅠ~ CuⅤ6、镍与镍合金:NiⅠ~NiⅤ7、铝与铝合金:AI~AIⅤ8、钛与钛合金:TiⅠ~TiⅡ0Cr18Ni9Ti、0Cr19Ni13Mo3、0Cr25Ni20、1Cr23Ni18等。
三、试件形式、位置及代号1、板状试件位置及代号:1G(平焊);2G(横焊);3G(立焊);4G(仰焊)。
2、管状试件位置及代号:1G(水平转动);2G(垂直固定);5G(水平固定);6G(45°向上焊)。
3、管板角接头试件位置及代号:2FRG(水平转动);2FG(垂直固定平焊);4FG(垂直固定仰焊);5FG(水平固定);6FG(45°向上焊)。
四、焊条类型、代号及应用范围1、Fe f1:钛钙型包括E4303、E5003、E5503-B1等。
核电焊工资格的编制方法及适用范围HAF603及国核安发28号

(3)焊工采用Ⅵ(注:可能是Ⅴ)~Ⅸ类材料的考试不能 由其它类别材料互相代替。 (4)对于异种材料的焊接,焊工若采用母材中的两类材料 均包括在表2中第Ⅰ—Ⅳ类别内,并且对两者中较高类别的材 料已考试合格,则可免考;若采用两类材料中有第Ⅵ类,且已 对两类母材分别考试合格,则可免考,但焊接材料采用镍基合 金材料时,仍须考试。
焊接方法 试件形式 焊缝形式 母材类别 焊接材料
焊缝金属厚度和管材外径 焊接位置 焊接要素 项目代号示例 焊工项目考试的分类 焊工资格的有效期及其维护
焊接方法
民用核安全设备制造、安装和维修中常用的焊接方 法的分类和代号见表1,表1中的各类焊接方法之间 不能互相代替。
组合焊接方法的代号可用每种焊接方法的代号并列 表示。例如:手工钨极氩弧焊打底,其余层采用焊 条电弧焊的组合方法表示为“HWS/HD”。
HAF603附件1第 1.3.2条 HAF603附件1第 1.3.4条 为清楚表达,加入 了T-T代号
28号文 6.2 焊接操作工试件形式代号
代号 含义 板-板接头 适用范围 P接头、T接头 P-T接管焊接 P-T接管焊接; T-T接管焊接 HAF603附件1第 1.6.2条 备注
P
T P-T T-T
以上四条内容列表示意
(5)焊接操作工采用某类别任一钢号经焊接操作技能考试 合格后,适用其他类别钢号。例:HM P GW PA bs ml 05
28号文规定焊接操作工项目代号不列母材分类代号,(采用任一钢 号经焊接操作技能考试合格后)考试结果使用所有母材(IX类母材除外)。
焊工证资格项目释义
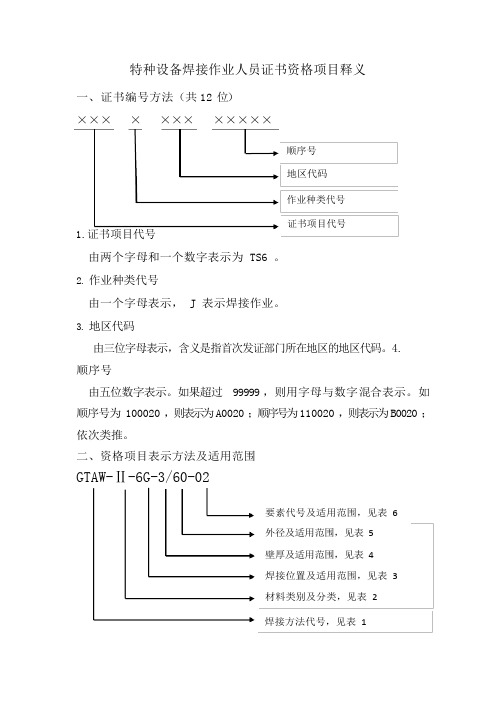
特种设备焊接作业人员证书资格项目释义一、证书编号方法(共 12 位) ××××××××××××由两个字母和一个数字表示为 TS6 。
2. 作业种类代号由一个字母表示, J 表示焊接作业。
3. 地区代码由三位字母表示,含义是指首次发证部门所在地区的地区代码。
4.顺序号由五位数字表示。
如果超过 99999 ,则用字母与数字混合表示。
如 顺序号为 100020 ,则表示为 A0020 ;顺序号为 110020 ,则表示为 B0020 ; 依次类推。
二、资格项目表示方法及适用范围GTAW-Ⅱ-6G-3/60-02要素代号及适用范围,见表 6 外径及适用范围,见表 5 壁厚及适用范围,见表 4 焊接位置及适用范围,见表 3 材料类别及分类,见表 2焊接方法代号,见表 1顺序号地区代码 作业种类代号证书项目代号1.证书项目代号焊接方法代号备注手工电弧焊SMAW改变焊接方法钨极气体保护焊GTAW要重新考试熔化极气体保护焊(二氧化碳)GMAW型式代号位置简图适用范围板材对接1G平焊1G平焊SMAW-Ⅲ-5G(K)-7/168-F3J焊条药皮代号及适用范围,见表7K 表示带垫板,考试带(K)的不能直接打底焊,应采用氩弧打底或加垫板表 1 本工程常用焊接方法代号表 2 常用钢号分类代号及适用范围代号本工程典型钢号适用范围Ⅰ20,Q235B,A106B, A671CC60,A672C60 碳钢ⅠⅡP1,P11,P22,Q345B, 低合金钢Ⅰ、ⅡⅢP91 马氏体耐热钢Ⅰ、Ⅱ、ⅢⅣTP304H,TP321,TP316,TP347 奥氏体不锈钢Ⅳ表 3 焊接位置及适用范围表 5 手工焊对接焊缝试件适用于金属厚度范围( mm )适用于对接适用于角焊缝试件母材焊缝形式焊件金属厚度金属厚度 厚度 T最小值最大值 厚度范围 ﹤12不限2t厚度不限对接焊缝≥12不限不限厚度不限板材对接 2G 横焊2G 、3G 平焊、横焊板材对接 3G 立焊1G 、3G 平焊、立焊板材对接 4G 仰焊1G 、4G 平焊、仰焊管材对接 1G水平转动 (平焊) 1G 平焊管材对接 2G垂直固定 (横焊) 1G 、2G 平焊、横焊管材对接 5G水平固定 (平立仰) 1G 、5G平焊、立焊、仰焊管材对接 6G45°固定 (全位置)任何位置适用于管材焊件外径范围注:管材考试合格的可以焊接板材, 但应在相应的位置和壁厚范围内表 6 管材对接焊缝试件适用于对接焊缝焊件外径范围( mm )管材焊缝外径 D最小值最大值 ﹤25D 不限 25≤D﹤7625 不限 ≥7676 不限 板材试件600不限表 7 焊条药皮代号及适用范围焊条类别 代号 本工程典型焊条牌号适用范围钛钙型 F1 J422、J502F1钛型、钛钙型 F3 低氢型、碱性 F3JF4 -J427、J507、R307、R407、E8016-B2、E9015-B9A002、A102、A132、A022、 A302、A402F1、F3F1、F3、F3J钛型、钛钙型F4 碱性F4JA107、A137、A307、A407F4F 、4J。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
特种设备焊工项目考试合格项目代号编制方法及其适用范围
A9 焊工操作技能考试项目代号
焊工操作技能考试项目代号,应按每个焊工、每种焊接方法分别表示。
A9.1 焊工操作技能考试项目表示方法
A9.1.1 手工焊焊工操作技能考试项目表示方法
A9.1.1.1 手工焊焊工操作技能考试项目表示为○1-○2-○3-○4/○5-○6 -○7,其含义如下:
○1焊接方法代号,见表A-1,耐蚀堆焊加代号:(N及试件母材厚度);
表A-1 焊接方法及其代号
2
表A-2 金属材料类别及示例
○3试件位置代号,见表A-4,带衬垫加代号:(K);
表A-4 试件类别、位置及代号
续表
○4焊缝金属厚度(对于板材角焊缝试件为试件厚度T);○5外径;
○6填充金属类别代号,见表A-3;
表A-3 填充金属类别、示例及适用范围
○7焊接工艺要素代号,见表A-5。
表A-5 焊接工艺因素及代号
A9.1.1.2 操作技能考试项目中不出现某项时,则不填。
A9.1.2 焊机操作工操作技能考试项目表示方法
A9.1.2.1 焊机操作工操作技能考试项目表示为○1-○2-○3,其含义如下:○1焊接方法代号,见表A-1,耐蚀堆焊加代号:(N与试件母材厚度);
○2试件位置代号,见表A-4,带衬垫加代号:(K);
○3焊接工艺要素代号,见表A-5。
A9.1.2.2 操作技能考试项目中不出现某项时,则不填。
A9.2 项目代号应用举例
(1)厚度为14mm的Q345R钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透。
项目代号为SMAW-FeⅡ-1G(K)-14-Fef3J;
(2)壁厚为8mm、外径为60mm的Q245R钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,背面没有保护气体,填充金属为实芯焊丝,采用直流电源,反接施焊,焊缝金属厚度为3mm。
然后采用J427焊条手工焊填满坡口。
项目代号为GTAW-FeⅠ-5G-3/60- FefS-02/11/13和SMAW-FeⅠ-5G(K)-5/60- Fef3J;
(3)板厚为10mm的Q345R钢板对接焊缝立焊试件无衬垫,采用半自动BO
2气体保护焊,填充金属为药芯焊丝,背面无气体保护,采用喷射弧施焊,试件全焊透。
项目代号为FBAW-FeⅡ-3G-10-FefS-11/15;
(4)管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,脉冲弧施焊,在自动跟踪条件下进行多道焊,试件全焊透,项目代号为GMAW-5G-06/09;
(5)壁厚为10mm、外径为86mm的16Mn钢制管材垂直固定试件,使用A312焊条沿圆周方向手工堆焊,项目代号为SMAW(N10)-FeⅡ-2G-86-Fef4;
(6)管板角接头无衬垫水平固定试件,管材壁厚为3mm,外径为25mm,材质为20号钢,板材厚度为8mm,材质为Q345R,手工钨极氩弧焊打底不加填充焊丝,采用直流电源反接,背面无气体保护,焊缝金属厚度为2mm。
然后采用自动钨极氩弧焊药芯焊丝多道焊,填满坡口,焊机无稳压系统,无自动跟踪系统,目视观察、控制。
项目代号为GTAW-FeⅠ/FeⅡ-5FG-2/25-01/11/13和GTAW-5FG(K)-05/07/09/19;
(7)S290钢管外径为320mm,壁厚为12mm,水平固定位置,使用EXX10焊条手工向下焊打底,背面没有衬垫,焊缝金属厚度为4mm。
然后采用药芯焊丝自动向上焊,无自动跟踪系统,进行多道多层焊填满坡口。
项目代号为SMAW-Fe Ⅱ-5GX-4/320- Fef2和FCAW-5G(K)-07/09;
(8)板厚为16mm的06Cr19Ni10钢板,采用埋弧自动焊平焊,背面加焊剂垫,焊机无自动跟踪系统,焊丝为H08Cr21Ni10Ti,焊剂为HJ260,单面施焊二层,填满坡口,项目代号为SAW-1G(K)-07/09;
(9)厚度12mm的1060铝板对接焊缝平焊试件,采用半自动熔化极气体保护焊、焊丝用AlfS3焊丝,采用直流反接,熔滴弧施焊,单面多道焊全焊透,背面有保护气体。
项目代号为GMAW-A1Ⅰ-1G-12-AlfS3-10/15;
(10)板厚为10mm的Q345R钢板角焊缝试件,立焊。
采用半自动BO
气体
2
保护焊,背面无保护气体,填充金属为药芯焊丝,喷射弧过渡,完成试件的焊接。
项目代号为FCAW-FeⅡ-3F-10-FefS-11/15。