冲压模具生产点检表(连续模)
合集下载
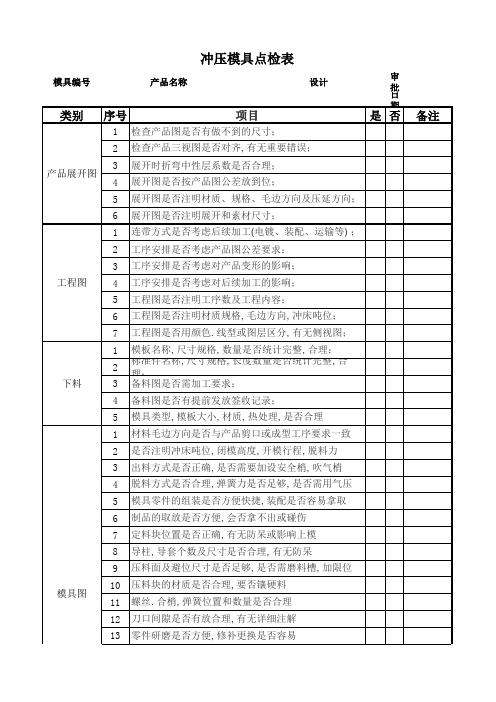
冲压模具点检表
冲压模具点检表
模具编号 产品名称 设计 审批 日期
类别
序号
1 2 3 4 5 6 1 2 3
项目
检查产品图是否有做不到的尺寸; 检查产品三视图是否对齐, 有无重要错误; 展开时折弯中性层系数是否合理; 展开图是否按产品图公差放到位; 展开图是否注明材质、规格、毛边方向及压延方向; 展开图是否注明展开和素材尺寸; 连带方式是否考虑后续加工(电镀、装配、运输等) ; 工序安排是否考虑产品图公差要求; 工序安排是否考虑对产品变形的影响; 工序安排是否考虑对后续加工的影响; 工程图是否注明工序数及工程内容; 工程图是否注明材质规格, 毛边方向, 冲床吨位; 工程图是否用颜色. 线型或图层区分, 有无侧视图; 模板名称, 尺寸规格, 数量是否统计完整, 合理; 标准件名称, 尺寸规格, 长度数量是否统计完整, 合 理; 备料图是否需加工要求; 备料图是否有提前发放签收记录; 模具类型, 模板大小, 材质, 热处理, 是否合理 材料毛边方向是否与产品剪口或成型工序要求一致 是否注明冲床吨位, 闭模高度, 开模行程, 脱料力 出料方式是否正确, 是否需要加设安全梢, 吹气梢 脱料方式是否合理, 弹簧力是否足够, 是否需用气压 模具零件的组装是否方便快捷, 装配是否容易拿取 制品的取放是否方便, 会否拿不出或碰伤 定料块位置是否正确, 有无防呆或影响上模 导柱, 导套个数及尺寸是否合理, 有无防呆 压料面及避位尺寸是否足够, 是否需磨料槽, 加限位 压料块的材质是否合理, 要否镶硬料 螺丝. 合梢, 弹簧位置和数量是否合理 刀口间隙是否有放合理, 有无详细注解 零件研磨是否方便, 修补更换开图
工程图
4 5 6 7 1 2
下料
3 4 5 1 2 3 4 5 6 7 8 9 10 11 12 13
模具编号 产品名称 设计 审批 日期
类别
序号
1 2 3 4 5 6 1 2 3
项目
检查产品图是否有做不到的尺寸; 检查产品三视图是否对齐, 有无重要错误; 展开时折弯中性层系数是否合理; 展开图是否按产品图公差放到位; 展开图是否注明材质、规格、毛边方向及压延方向; 展开图是否注明展开和素材尺寸; 连带方式是否考虑后续加工(电镀、装配、运输等) ; 工序安排是否考虑产品图公差要求; 工序安排是否考虑对产品变形的影响; 工序安排是否考虑对后续加工的影响; 工程图是否注明工序数及工程内容; 工程图是否注明材质规格, 毛边方向, 冲床吨位; 工程图是否用颜色. 线型或图层区分, 有无侧视图; 模板名称, 尺寸规格, 数量是否统计完整, 合理; 标准件名称, 尺寸规格, 长度数量是否统计完整, 合 理; 备料图是否需加工要求; 备料图是否有提前发放签收记录; 模具类型, 模板大小, 材质, 热处理, 是否合理 材料毛边方向是否与产品剪口或成型工序要求一致 是否注明冲床吨位, 闭模高度, 开模行程, 脱料力 出料方式是否正确, 是否需要加设安全梢, 吹气梢 脱料方式是否合理, 弹簧力是否足够, 是否需用气压 模具零件的组装是否方便快捷, 装配是否容易拿取 制品的取放是否方便, 会否拿不出或碰伤 定料块位置是否正确, 有无防呆或影响上模 导柱, 导套个数及尺寸是否合理, 有无防呆 压料面及避位尺寸是否足够, 是否需磨料槽, 加限位 压料块的材质是否合理, 要否镶硬料 螺丝. 合梢, 弹簧位置和数量是否合理 刀口间隙是否有放合理, 有无详细注解 零件研磨是否方便, 修补更换开图
工程图
4 5 6 7 1 2
下料
3 4 5 1 2 3 4 5 6 7 8 9 10 11 12 13
冲压模具检查记录表范例

3 预备品的冲头数量?
全
1 模具重量及尺寸合理吗?
2 快速定位加工安装尺寸良好吗?
3 气压接头座安装在F面右边良好吗?
K. 4 压力中心的标识良好吗? 型 5 模具定位键槽加工尺寸良好吗?
生 6 模具锁付用U型槽位置、宽高良好吗?
产 准
7 模具闭合高度合理吗?
备 8 行程止块位置与高度良好吗?
方 9 闭模钮L、R记号良好吗? 式 10 下型板件合模接触良好吗?
12 活塞顶杆承压面有否压凹或污物?
13 打料杆位置及强度是否合理?
1 E. 2 导 向3
4
导板导柱的润滑油槽良好吗? 导板导柱的导入部R角良好吗?
导向装置排气槽有无阻塞? 导柱导套的组立良好吗?
F. 1 凸轮的回复动作良好吗?
凸 2 从动凸轮的超出量良好吗?
轮 、
3 凸轮插刀面接触面良好吗?
斜 4 凸轮组立精度良好吗?0.03/1m
凌云冲压模具检查表
静态检查项目 动态检查项目
承制厂商
课长
组长 设计
检查者
车型年 生产线
件号
件 名
工程号/工 程名
模具尺寸
模具重量
区项 分次
检查项目
状自检会 区项 态检查检 分次
检查项目
状 自 检会 区项 态 检 查检 分次
检查项目
状自检会 态检查检
说明
记自检会 号检查检
A. 1 指定涂装及标识位置、内容完整正确 表 2 顶杆位置示意图有否? 面
11 顶料机构形状、动作、装配良好吗?
1 破裂、裂痕
2 皱纹、波浪
L. 3 咬伤、压伤 制 4 毛边、翻边 件 品 5 折边、整形面不平 质 6 制件棱线清晰度
冲压模具检查表

10 凹模镶块及废料刀的空刀部分与铸件安装面平齐 11 保证刃口的切入量(有效刃口高度≥8mm)空刀1-2mm 12 压料板、顶出器与凹模镶块间隙<0.5mm,没有油污和刮痕 淬火后模具刃口部位硬度符合图纸要求,不允许有软点、烧伤及 13 裂纹 14 异形凹模及带形状处凹模应有防转装置,并符合图纸要求 15 镶块与窝座、止退键之间不能有间隙 16 凸模的废料刀刃口高度应低于凸模刃口的高度≥4mm 17 凸模废料刀的宽度应符合图纸(冲压件宽+10mm) 18 相邻处的凹模刃口与废料刀刃口相接触的高度应低于t+4mm 19 反侧类模具,接触面深确保进入20mm后工作,接触面无间隙 1 2 3 斜锲的固定应符合图纸,检查定位销松紧及挡块的贴合情况 回程键和回程钩起始部位的圆角及安装应符合图纸 斜锲滑动面的间隙<0.03mm 斜锲弹簧应有预压缩,复位良好 滑动压板的间隙<0.03mm以下无摆动 暴露的斜锲弹簧或其它弹顶器,均应有安全护板 安 装 部 分
斜 锲
其 它
4 5 6
顶出器及活动部位须加装防护板 模块重量超过15公斤时应设起重孔,孔位确保起吊时模 3 块保持平衡 气缸与托料杆之间的连接部分要安全、牢固,运动时平 4 稳 5 平衡块安装面应设有加强筋 U形槽的厚度、宽度、个数、位置及托杆孔位置误差≤ 6 ±0.5mm 7 螺纹深度,应符合图纸和国标要求,同时满足强度要求 翻转孔、起重孔,孔径、孔距应符合图纸(应能满足强 8 度要求) 侧销应保证在3根以上,并应使限位板开口向下,锁板 9 厚度5.0mm,要求用2-M10螺钉紧固 10 在存放状态时,应确保导柱或导板的配合量≥40mm 1 气源固定装置及管接规格是否符合图纸 进气、出气管接头应用颜色来区分,进气红色,出气兰 色,软管应夹头固定不能悬空、缠绕及破裂 2 所有调整垫片的大小应合适,并固定在底板上 3 模具应清洗(模具无切屑、废料、油污、红丹粉等) 4 模具加工基准必须保留,并在底板上刻印出坐标值 铭牌的安装、底板铸字区标识(F标识、送料方向箭头 5 、图号、材料)及镶块的图号、材料与底板安装座对应 的件号 6 模具非工作部位倒角2X45° 模具所有部位须按规定色、涂色,涂色要求参照技术 7 协议
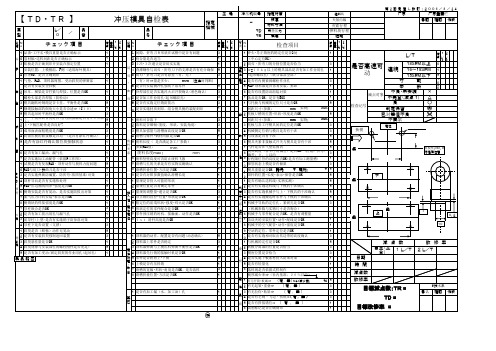
中日文冲压模具检查表
5 mm
3
4 机械侧定位销与模具是否有干涉
3
取 5 与设备是否有干涉
5
L/T
是否高速可 动
連続
18SPM以上 16~18SPM 15SPM以下
寸 動
中 断
减点对象
不良・未安装 不完全(減点 1)
× △
检查记号
良 判定保留
○
○保
已对策但不良
○
不要紧
定位
换模
減1 2 点 L/ L/
TT
0
-
TD
板厚 材料寸法 气垫压力
夹紧内幅 夹紧行程 弹料块行程
承認 確認 作成
TR 模高
送距
分N 类o
检查项目
1 冲头・导正销座的销定位是否2处
減自 1 2 点 主 L/ L/
TT
1
(中心定位NG)
2 切刃・折弯刀的分割位置是否恰当
3
模 具
3
w=10kg以上的模具部品是否有加工作业用孔
1
保 (起吊螺纹孔)(嵌合部品全部)
1 间隙、折弯刀R形状在试模中是否有问题
2 咬合量是否适当
3 2次・3次避让是否切实实施
切
4
背撑钢性与切刃・折弯刀下的支撑是否有充分确保
刃 5 切刃・折弯刀是否有悬挂(有,无)
(有)时⇒量是多少: ・
mm (立会时判断)
6 是否有安装侧冲孔强制下落零件
曲 7 补焊部位是否实施淬火后开裂确认(着色确认)
确 7 防误夹的安装位置・动作・配线是否OK 认 8 机械手的空气配管・动作・强度是否OK
9 空站的定位、零件定位是否OK
1 0
是否有实施相对取出传送带的高度确认
冲压模具结构连续模步骤(设计标准)
设计方案
2
的形状、材料和工艺要求。
根据需求,制定合适的模具结构设
计方案,并进行初步绘制。
3
详细设计
对模具进行详细设计,包括具体的
制造与组装
4
尺寸、部件,并进行组装和调试。
冲压模具结构设计的常见困难及解决 方法
复杂冲压件的结构 设计
对于复杂形状的冲压件, 需要深入分析,采用合 适的结构设计和加工工 艺。
高精度冲压设备
采用高精度的冲压设备,可 以提高冲压件的加工精度和 表面质量。
冲压模具结构设计的案例研究
案例1 案例2 案例3
汽车冲压件模具设计 电子产品外壳模具设计 家电冲压件模具设计
通过优化模具结构和工艺, 提高冲压零件的质量和效 率,降低成本。
采用连续模设计和模拟仿 真技术,提高电子产品外 壳的精度和一致性。
冲压模具结构设计的基本原则
• 合理布局:模具结构布局要科学合理、紧凑高效,便于加工和组装。 • 合理配合:各零部件之间的配合要合理,确保模具的稳定性和准确性。 • 合理分力:合理设计模具子零件的定位、卡紧以及支撑结构,使得在冲压过程中能承受合
理的力和压力。
冲压模具结构设计的步骤
1
需求分析
通过了解客户的需求,分析冲压件
通过优化模具结构和制造 工艺,提高家电冲压件的 生产效率和可靠性。
结论和总结
冲压模具结构设计是冲压加工中的关键环节,合理的模具结构设计可以提高冲压件的质量和生产 效率。随着技术的不断发展,冲压模具结构设计的前沿技术将不断涌现,为冲压加工带来更多的 可能性。
冲压模具结构连续模步骤 (设计标准)
冲压模具结构是冲压加工中至关重要的一环,它直接影响到冲压件的质量和 生产效率。本演示将介绍冲压模具结构设计的基本原则、步骤以及常见困难 的解决方法。
冲压日常点检表

1
操作盘和各灯点状态确认
日 良好/不良
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
2
超负荷压力表确认
日
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
3
平衡缸气压表确认
日 4.0~6.0
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
4
离合器气压表确认
日
kg/㎠
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
5
模垫压力表确认
日
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
11
送料机 正常作动 确认
日 良好/不良
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
12
模高数显器状态确认
日 良好/不良
/
/
/
/
/
模具点检表

YJT/JL07-19⑤ 顶针③ 导柱④ 滑块模 具 点 检 表承 认检 讨作 成决 裁1112机械手没吸住产品是否报警微行开关运行是否正常观察在顶杆未退的情况下,模具是否能合模89模具顶针运行是否正常产品与料把取出是否正常101234白模芯是否漏水(油)用六角扳手试拧滑块和斜导柱上的螺丝,观察螺丝是否有松动的67观察上下模模芯的边缘处,有没有水(油)渗出5周期4夜白136123147891011122930312122232425262728151617181920观察模具顶针顶出和退回时是否顺畅,有无摩擦产生的噪音12日期品名白夜白4356879101211141618152322242721点检者172013日期品名日期品名机号吨位日期滑块滑动是否正常滑块和斜导柱上螺丝是否松动25用手来回推动滑块,看滑块滑动是否顺畅点 检 日 期(白/夜各点检一次)品名观察机械手没吸住产品时是否会报警模具更换时记录293031192628点检基准观察表面是否干净、无杂物,不干净时,用布擦拭干净观察斜导柱上润滑油的油量,缺油时涂抹润滑油观察导柱上润滑油的油量,缺油时涂抹润滑油观察滑块的滑槽内润滑油的油量,缺油时拆下滑块的压板,涂抹润滑油模具表面是否干净斜导柱是否缺油导柱是否缺油滑块是否缺油点检项目固定模① 模具表面移动模② 斜导柱模具开合模是否震动/杂音5观察产品和料把是否容易取出.观察模具关合模时是否有震动和摩擦的噪音夜白夜白夜白夜白夜白夜夜白夜白夜夜白①①②③④⑤。
模具点检表

产品名称 零件图号
类别 序号
1 外观检 2
查
检查项目
清洁度
编
号
模具点检表
产品型号
模具名称
检查
静
动
*
*
零件名称 模具编号
检查要领
无切屑、尘砂、油污、杂 物
检查方法
目视 目视
验收
导向装
1
导柱(导套)对底座安装垂直 度
*
置
1
剪切面刃口粗糙度
*
冲裁部
分
2
刃口硬度
*
成型部
1
粗糙度:工作表面无划伤、裂 纹
*
分
2
工作面硬度
*
1
顶出器工作平稳
*
制件投入与 取出
2
制件投入,取出顺利。无干涉
*
1
模具上下模、联接板牢固
*
其它
2
模具各部分无锈蚀
*
<=0.020/100
直角尺
墙面、侧面ຫໍສະໝຸດ 粗糙度标块硬度计粗糙度标块
硬度计
目视 目视
目视 目视
类别 序号
1 外观检 2
查
检查项目
清洁度
编
号
模具点检表
产品型号
模具名称
检查
静
动
*
*
零件名称 模具编号
检查要领
无切屑、尘砂、油污、杂 物
检查方法
目视 目视
验收
导向装
1
导柱(导套)对底座安装垂直 度
*
置
1
剪切面刃口粗糙度
*
冲裁部
分
2
刃口硬度
*
成型部
1
粗糙度:工作表面无划伤、裂 纹
*
分
2
工作面硬度
*
1
顶出器工作平稳
*
制件投入与 取出
2
制件投入,取出顺利。无干涉
*
1
模具上下模、联接板牢固
*
其它
2
模具各部分无锈蚀
*
<=0.020/100
直角尺
墙面、侧面ຫໍສະໝຸດ 粗糙度标块硬度计粗糙度标块
硬度计
目视 目视
目视 目视
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目视
目 视,对照头尾料 规定
该异常会使异常调试件、头尾料混入 成品
该异常会使异常调试件、头尾料混目视,手触
该异常会产生不良品
9, 冲压产品无压伤、划痕、开裂、缺损
目视
该异常会产生不良品
10, 冲压产品无起皱、拉毛 11,
补充内容
目视
该异常会产生不良品
重要说明
★★★ 模具生产点检过程中发现不符合项需停止工作,向直接 主管汇报,直至改善完成后方能继续生产
模具生产点检表
零件名: 客户厂商: 模具编号: 设备编号: 工序数: 点检者:
模具描述 零件号:
点检日期: 设备要求: 总工序数: 确认者:
表单管理号:
表单履历
1 序号
日期
新作 内容
制定
审核
认可
1. 冲压生产前点检
是Y 否N
点检方法
备注
1, 这副模具的零件编号、模具编号是否清晰,易于辨识.(模具铭牌有无缺损)
目视
弹簧保护装置可确保操作者安全
14,
2. 模具生产过程中点检 1, 冲压产品的材料规格、厚度、卷料宽度与作业指导书一致
2, 模具的生产闭合高、送料步距、冲压速度与作业指导书一致
是Y 否N
点检方法
备注
流转卡与作业指导书
比对
该异常会产生原材料用错不良
实际参数与作业指导
书比对
生产的参数直接影响产品的品质
3, 生产的日期、零件号刻印是否清晰正确
目视,对照刻印要求 刻印错误会产生不良品
4, 切边或冲孔工位落料顺畅,无废料堆积 5, 误送检知正常,初始挡料块可靠有效,废料和产品完全分开
目视
目 视,接触检知, 观察信号
废料堆积会损坏模具
废料产品混淆会导致分选困难,检知 失效则无法判断少送料现象
6, 出料的产品能可靠地落到输送带上,无跌落到台面的现象 7, 冲压的头料已按照规定执行,调试件已完全隔离
Page 1 of 1
Prepared by yiqi 2011-9-15
目视、用扳手拧螺栓
目视、用手按动顶 块,用手拔起顶块
用手按动顶销,感知 脱料力
该异常会损坏模具,伤害操作者 该异常会损坏模具,伤害操作者 该异常会损坏模具,产生不良品
11, 模具已安装限位柱,红漆无掉落,模具上无其他物件(工具、螺丝、镶块、产品等)
目视
限位柱可保护模具和冲床
12, 侧冲弹簧有可靠地安全防护装置 13,
用扳手拧螺栓
镶块松动易损坏模具,伤害操作者
6, 下模刀口无崩刃
目视
刀口崩刃易产生有害毛刺
7, 模具送料导尺无松动,错位
目视、用手晃动导尺 导尺异常会产生送料不准
8, 剥料桥固定可靠,无松动,偏移 9, 导料顶块顺畅无卡死,顶块固定部分无断裂(即顶块不可以被拔出) 10, 切断部分脱料顶销可靠有效(顶销不能卡死,脱料弹簧正常)
目视
要有清晰的产品件号、模具编号
2, 模具上下模正确吻合,无上下模合反,合错现象
目视
上下模合反易损坏模具
3, 吊运模具的装置(螺栓或起吊块)是否安全可靠.(螺栓无松动,弯曲)
用扳手拧螺栓
螺栓松动易出现安全问题
4, 上模导引冲头可靠有效,无缺损,无断裂
目视、用手触摸
导引失效易产生不良品
5, 上下模镶块无松动,缺损