卡尺内校记录表
通用卡尺校准原始记录表
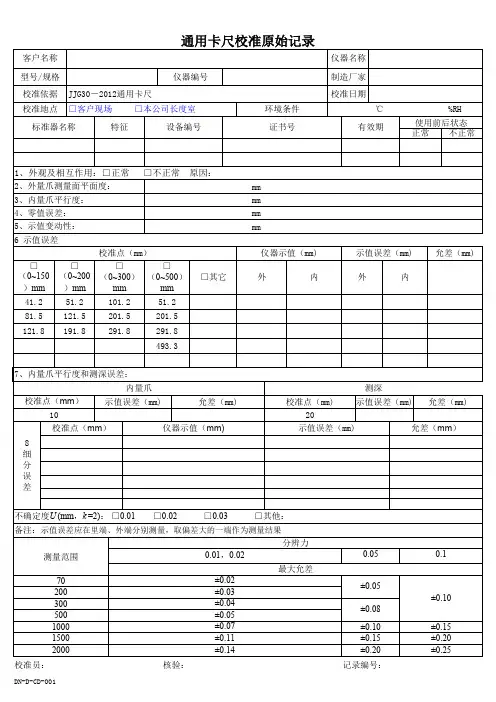
4、零值误差:
5、示值变动性:
6 示值误差
□ (0~150
)mm
□ (0~200
)mm
校准点(mm)
□
□
(0~300) (0~500)
mm
mm
□其它
41.2 51.2
101.2
51.2
81.5 121.5 201.5
201.5
121.8 191.8 291.8
291.8
493.3
mm mm mm mm
±0.05
±0.08 ±0.10 ±0.15 ±0.20 记录编号:
0.1
±0.10
±0.15 ±0.20 ±0.25
通用卡尺校准原始记录
客户名称
型号/规格
仪器编号
校准依据 JJG30-2012通用卡尺 校准地点 □客户现场 □本公司长度室
环境条件
标准器名称
特征
设备编号
证书号
仪器名称 制造厂家 校准日期
℃ 有效期
%RH 使用前后状态 正常 不正常
1、外观及相互作用:□正常 □不正常 原因:
2、外量爪测量面平面度:
3、内量爪平行度:
仪器示值(mm)
外
内
示值误差(mm)
外
内
允差(mm)
7、内量爪平行度和测深误差:
内量爪
校准点(mm) 示值误差(mm)
允差(mm)
10
校准点(mm)
仪器示值(mm)
8 细 分 误 差
测深
校准点(mm) 示值误差(mm) 允差(mm)
20
示值误差(mm)
允差(mm)
不确定度U (mm,k =2): □0.01 □0.02
通用卡尺检定原始记录
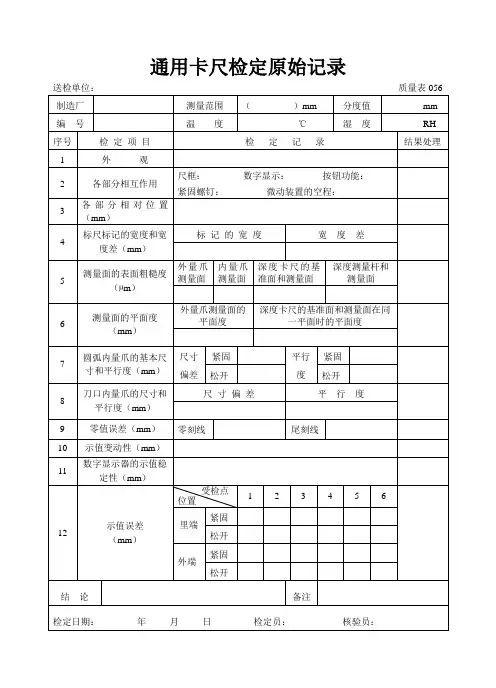
送检单位:质量表056
制造厂
测量范围
()mm
分度值
mm
编号
温度
℃
湿度
RH
序号
检定项目
检定记录
结果处理
1
外观
2
各部分相互作用
尺框:数字显示:按钮功能:
紧固螺钉:微动装置的空程:
3
各部分相对位置(mm)
4
标尺标记的宽度和宽度差(mm)
标记的宽度
宽度差
5
测量面的表面粗糙度
(µm)
外量爪测量面
11
数字显示器的示值稳定性(mm)
12
示值误差
(mm)
受检点
位置
1
2
3
4
5
6
里端
紧固
松开ห้องสมุดไป่ตู้
外端
紧固
松开
结论
备注
检定日期:年月日检定员:核验员:
内量爪测量面
深度卡尺的基准面和测量面
深度测量杆和测量面
6
测量面的平面度(mm)
外量爪测量面的平面度
深度卡尺的基准面和测量面在同一平面时的平面度
7
圆弧内量爪的基本尺寸和平行度(mm)
尺寸偏差
紧固
平行度
紧固
松开
松开
8
刀口内量爪的尺寸和平行度(mm)
尺寸偏差
平行度
9
零值误差(mm)
零刻线
尾刻线
10
示值变动性(mm)
游 标 卡 尺 校 准 记 录 表
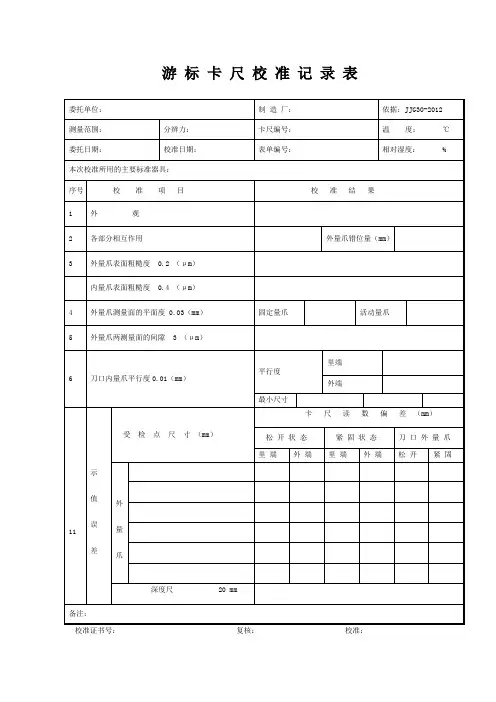
活动量爪
5
外量爪两测量面的间隙3(μm)
6
刀口内量爪平行度0.01(mm)
平行度
里端
外端
最小尺寸
11
示
值
误
差
受检点尺寸(mm)
卡尺读数偏差(mm)
松开状态
紧固状态
刀口外量爪
里端
外端
里端
外端
松开
紧固
外
量
爪
深度尺20 mm
备注:
校准证书号:复核:校准:
游标卡尺校准记录表
委托单位:
制造厂:
依据:JJG30-2012
测量范围:
分辨力:
卡尺编号:
温度:℃
委托日期:
校准日期:
表单编号:
相对湿度:%
本次校准所用的主要标准器具:
序号
校准项目
校准结果
1
外观
2
各部分相互作用
外量爪错位(mm)
3
外量爪表面粗糙度0.2(μm)
内量爪表面粗糙度0.4(μm)
4
外量爪测量面的平面度0.03(mm)
通用卡尺检定和校准原始记录
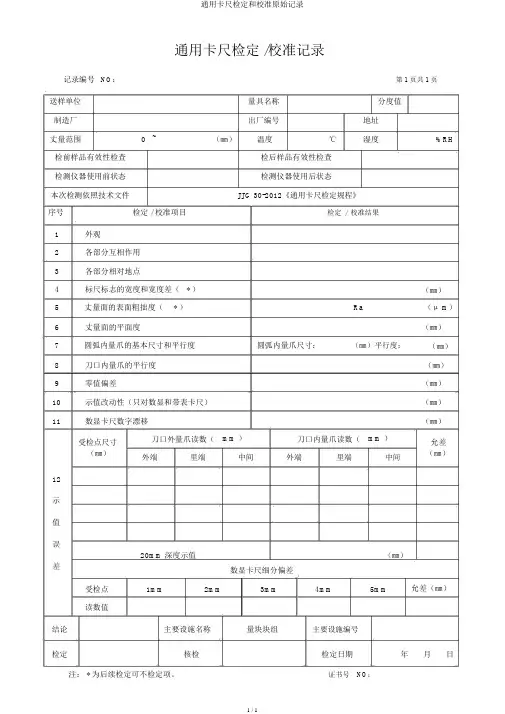
通用卡尺检定和校准原始记录1 / 1通用卡尺检定 /校准记录记录编号 NO :第 1页共 1页送样单位 量具名称 分度值 制造厂出厂编号地址丈量范围0 ~(㎜)温度℃湿度%RH检前样品有效性检查 检后样品有效性检查 检测仪器使用前状态检测仪器使用后状态本次检测依照技术文件JJG 30-2012《通用卡尺检定规程》序号 检定 / 校准项目检定 / 校准结果1外观2 各部分互相作用3 各部分相对地点4 标尺标志的宽度和宽度差( * )5丈量面的表面粗拙度( * ) Ra6丈量面的平面度7圆弧内量爪的基本尺寸和平行度 圆弧内量爪尺寸:(㎜)平行度:8 刀口内量爪的平行度9零值偏差10 示值改动性(只对数显和带表卡尺)11数显卡尺数字漂移受检点尺寸刀口外量爪读数( mm )刀口内量爪读数( mm )(㎜)外端 里端 中间 外端 里端中间12 示 值 误20mm 深度示值(㎜) 差数显卡尺细分偏差受检点 1mm2mm3mm4mm5mm读数值(㎜)(μ m )(㎜)(㎜)(㎜)(㎜)(㎜)(㎜)允差(㎜)允差(㎜)结论 主要设施名称量块块组 主要设施编号检定核检检定日期年 月 日注: * 为后续检定可不检定项。
证书号 NO :。
通用卡尺检定记录表(0-200mm)(Z编)

受检点尺寸/mm 示值误差/mm 检定结论
1mm
2mm
3mm
4mm
说明:1、检定项目符合规程要求,可用“√”或“合格”表示;2、根据检定规程,本次检定按后续检定的项目和要求进行检定; 3、零值误差、示值误差的检定在螺钉紧固和松开两种状态下,取测量误差值大者。 第 1 页,。 带表卡尺示值变动性。
10 数显卡尺数字漂移,在1小时内不大于1个分辨力。 受检点尺寸/mm
⒒ 示 值 误 差
刀口内量爪/mm 刀口外量爪/mm 外量爪/mm 松 允差/mm 紧 里端 中间 外端 里端 中间 外端 里端 外端 里外端差 取 51.20 ±0.02 值 121.50 ±0.03 大 191.80 ±0.03 的 示值误差(取刀口中间值及外量爪里外端值之最大值)/mm 20mm深度示值误差/mm 数显卡尺细分误差/mm ±0.02 5mm 细分误差/mm 核验员 允差/mm ±0.02 检定员
通用卡尺检定记录表(0-200mm)
记录号: 送检单位 型号规格 检定依据 检定类型 地点 序号 1 2 外观 各部分相互作用 游标尺刻线与主标尺刻线平行,无目力可见的倾斜。 3 各 位部 置分 相 对 游标尺标记表面陵边与主标尺标记表面距离。 圆标尺的指针尖端应盖住短标记长度的30%-80%,指针末端与标尺标记 表面之间的间隙应不大于规定值。 卡尺两外量爪合并时,无目力可见的间隙。 外量爪测量面的平面度。 深度卡尺的尺框与尺身同一平面度。 圆弧内量爪基本尺寸偏差。 圆弧内量爪两测量面的平行度。 "零"标记与主尺相应标记的重合度(松紧取大值) 后续检定 温度 检定日期 ℃ (20±5)℃ 检定项目 湿度 %RH 编号 计量器具名称 制造厂 检定主要计量标准器 证书号 <80%RH 平衡时间 允差 无 无 无 ≤0.30mm ≤0.7mm 无 ≤0.003mm ≤0.005mm ±0.01mm ≤0.01mm ≤0.01mm ±0.005mm >2h 检定结果
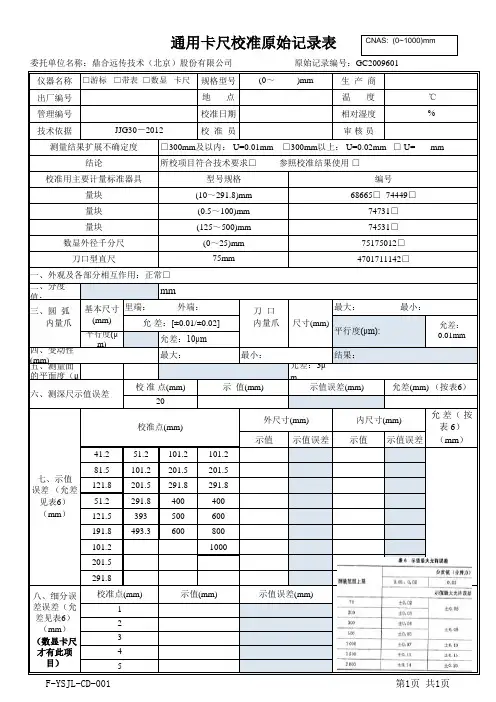
通用卡尺校准原始记录表
示值 示值误差 (mm)
41.2
51.2 101.2 101.2
七、示值 误差 (允差
稳=H H1
见表6) (mm)
81.5 121.8 51.2 121.5
101.2 201.5 291.8 393
201.5 291.8 400 500
201.5 291.8 400 600
191.8 493.3 600
800
稳=H H1
101.2
1000
201.5
291.8
八、细分误 差误差(允 差见表6)
(mm) (数显卡尺
才有此项 目)
校准点(mm) 1 2 3 4 5
示值(mm)
示值误差(mm)
F-YSJL-CD-001
第1页 共1页
通用卡尺校准原始记录表
CNAS: (0~1000)mm
委托单位名称:鼎合远传技术(北京)股份有限公司
原始记录编号:GC2009601
仪器名称 □游标 □带表 □数显 卡尺 规格型号
(0~
)mm
生产商
出厂编号
地点
温度
ห้องสมุดไป่ตู้
℃
管理编号
校准日期
相对湿度
%
技术依据
JJG30-2012
校准员
审核员
测量结果扩展不确定度
□300mm及以内: U=0.01mm □300mm以上: U=0.02mm □ U= mm
结论
所校项目符合技术要求□ 参照校准结果使用 □
校准用主要计量标准器具
型号规格
编号
量块
(10~291.8)mm
68665□ 74449□
量块
(0.5~100)mm
游标卡尺校准记录表格
1200
游标卡尺校准记录表
量具编号: 量具名称游标卡尺
校准项目 示值误差(mm) 里 外 游标卡尺校验结果 序号 1 2 3 4 校准项目 测量面的平面度 内量爪的平行度 内量爪的基本尺寸 示值误差 结果 位置 50 100 125 150
规格
精度
检定日期:
受检点 200
校准人: 校准周期
400
600
游标卡尺校准记录表
量具编号: 量具名称游标卡尺
校准项目 示值误差(mm) 里 外 游标卡尺校验结果 序号 1 2 3 4 校准项目 测量面的平面度 内量爪的平行度 内量爪的基本尺寸 示值误差 结果 位置 50 100 125 150
规格
精度
检定日期:
受检点 2ห้องสมุดไป่ตู้0
校准人: 校准周期
400
600
1000
1000
1200
(培训用)通用卡尺校准记录2013
计量器具名称
型 号/ 规 格 0 ~
制造厂 编号
名称
□卡尺专用量块
mm 分度值:
mm 校准日期
下次校准日期
本次校准使用的主要测量标准
编号
名称
Байду номын сангаас
编号
□量块
名称 编号
□数显千分尺
□塞尺
□刀 口 尺
本次校准的技术依据文件 校准地点: 信息产业部电子 602 计量站 口
校准项目
标准允差
( mm )
JJG30-2012 通用卡尺检定规程
现场 口
温度: ℃
相对湿度: %RH
刀口内量爪和主尺示值校验 ( mm )
实测值 ( mm )
标准允差
标称值(L)
(0.01/ 0.02 分辨
力)
实测值
主 内量 尺爪
示值误差
主 内量 尺爪
外观、各部分相互作用 无明显缺陷、顺畅、可靠
35.24
零位误差 零标记
±0.005/0.010
尾标记 ±0.010/0.020/0.030
带表卡尺示值变动性 不超过分度值 1/2
细分误差 允差同示值 标称 误差 标称 误差 标称 误差 标称 误差 标称 误差
(数显类) 允差(mm)
数显示值变动性
≤0.01
测 深 尺 示 值 校 验 ( mm )
数显数字漂移
1h 内不大于 1 个分辨力
20.0
±0.02
校准结论:□所校项目合格
校准员:
□按校准结果使用
核验员:
第 1 页 共1页
±0.03
各部分相对位置 无可见间隙、0.3/0.7
数显卡尺使用检查记录表
保养人(代理人)
班 异常记录(请及时报修):
长 状 况 备 注 1.本表单需保养人(代理人)如实填写,主管监督执行 2.有"√ "表示点检状况正常,"× "表示异常,"0"表示维修中 3.如发现有异常时,请报告班组长送修,并将异常现象记录在“异常记录栏” 4.组长每半个月对游标卡尺使用状况进行一次确认
尺身无弯曲变形、 深度尺无弯曲变形、 1 紧固螺钉无缺少、 电池盖无缺少、 深度尺固定螺钉无缺少且无松动 2 尺框在尺身上左右滑动无阻滞、 滚轮Байду номын сангаас缺少
检 查 项 目
尺框上按键功能正常、 3 显示屏无破裂、 显示数值无闪烁 4 卡尺归零(尺框推到尺身最左端)时, 尺身与尺框合并线处无间隙(无透光)
5 卡尺测量尖端处无缺损 6 校验标签无缺损且在校验周期内
数显卡尺使用检查记录表
卡尺编号: 序号 点 检 项 目 使用单位: 1 2 3 4 5 6 7 使用组别: 8 9 保养人(代理人): 点 检 状 况 2014 年 2 月 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
201212 游标卡尺检测器具内校记录表
检测器具内校记录表器具名称游标卡尺器具型号、规格0~150㎜器具编号GYB-001 器具启用日期2012.06.08 校准日期2012.12.09 下次校准日期2013.06.09校准方法:依据 HD-WI7-11-1-04校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号游标卡尺0-200㎜0812045224 L63-20112198校准记录 (单位:㎜ ) 外观:无缺陷,刻度清晰被测点标准示值器具测量示值平均示值误差允收标准:±0.02㎜第一次第二次第三次下限上限0.00 0.000.000.000.000.00-0.02 0.02 100.0 100.01 100.01 100.01 100.01 0.01 99.98 100.02 150.0 150.02 150.02150.02150.020.02 149.98 150.02校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称游标卡尺器具型号、规格0~150㎜器具编号GYB-002 器具启用日期2012.06.08 校准日期2012.12.09 下次校准日期2013.06.09校准方法:依据 HD-WI7-11-1-04校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号游标卡尺0-200㎜0812045224 L63-20112198校准记录 (单位:㎜ ) 外观:无缺陷,刻度清晰被测点标准示值器具测量示值平均示值误差允收标准:±0.02㎜第一次第二次第三次下限上限0.00 0.000.000.000.000.00-0.02 0.02 100.0 100.01 100.01 100.01 100.01 0.01 99.98 100.02 120.0 120.02 120.02120.02120.020.02 119.98 120.02校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称游标卡尺器具型号、规格0~150㎜器具编号GYB-003 器具启用日期2012.06.08 校准日期2012.12.09 下次校准日期2013.06.09校准方法:依据 HD-WI7-11-1-04校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号游标卡尺0-200㎜0812045224 L63-20112198校准记录 (单位:㎜ ) 外观:无缺陷,刻度清晰被测点标准示值器具测量示值平均示值误差允收标准:±0.02㎜第一次第二次第三次下限上限0.00 0.000.000.000.000.00-0.02 0.02 100.0 100.01 100.01 100.01 100.01 0.01 99.98 100.02 150.0 150.02 150.02150.02150.020.02 149.98 150.02校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称游标卡尺器具型号、规格0~150㎜器具编号GYB-004 器具启用日期2012.06.08 校准日期2012.12.09 下次校准日期2013.06.09校准方法:依据 HD-WI7-11-1-04校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号游标卡尺0-200㎜0812045224 L63-20112198校准记录 (单位:㎜ ) 外观:无缺陷,刻度清晰被测点标准示值器具测量示值平均示值误差允收标准:±0.02㎜第一次第二次第三次下限上限0.00 0.000.000.000.000.00-0.02 0.02 100.0 100.01 100.01 100.01 100.01 0.01 99.98 100.02 130.0 130.02 130.02130.02130.020.02 129.98 130.02校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称游标卡尺器具型号、规格0~150㎜器具编号GYB-005 器具启用日期2012.06.08 校准日期2012.12.09 下次校准日期2013.06.09校准方法:依据 HD-WI7-11-1-04校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号游标卡尺0-200㎜0812045224 L63-20112198校准记录 (单位:㎜ ) 外观:无缺陷,刻度清晰被测点标准示值器具测量示值平均示值误差允收标准:±0.02㎜第一次第二次第三次下限上限0.00 0.000.000.000.000.00-0.02 0.02 100.0 100.01 100.01 100.01 100.01 0.01 99.98 100.02 150.0 150.02 150.02150.02150.020.02 149.98 150.02校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称游标卡尺器具型号、规格0~150㎜器具编号GYB-006 器具启用日期2012.06.08 校准日期2012.12.09 下次校准日期2013.06.09校准方法:依据HD-WI7-11-1-04校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号游标卡尺0-200㎜0812045224 L63-20112198校准记录 (单位:㎜ ) 外观:无缺陷,刻度清晰被测点标准示值器具测量示值平均示值误差允收标准:±0.02㎜第一次第二次第三次下限上限0.00 0.000.000.000.000.00-0.02 0.02 100.0 100.01 100.01 100.01 100.01 0.01 99.98 100.02 150.0 150.02 150.02150.02150.020.02 149.98 150.02校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称游标卡尺器具型号、规格0~150㎜器具编号GYB-007 器具启用日期2012.06.08 校准日期2012.12.09 下次校准日期2013.06.09校准方法:依据 HD-WI7-11-1-04校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号游标卡尺0-200㎜0812045224 L63-20112198校准记录 (单位:㎜ ) 外观:无缺陷,刻度清晰被测点标准示值器具测量示值平均示值误差允收标准:±0.02㎜第一次第二次第三次下限上限0.00 0.000.000.000.000.00-0.02 0.02 100.0 100.01 100.01 100.01 100.01 0.01 99.98 100.02 150.0 150.02 150.02150.02150.020.02 149.98 150.02校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称游标卡尺器具型号、规格0~150㎜器具编号GYB-008 器具启用日期2012.06.08 校准日期2012.12.09 下次校准日期2012.12.09校准方法:依据 HD-WI7-11-1-04校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号游标卡尺0-200㎜0812045224 L63-20112198校准记录 (单位:㎜ ) 外观:无缺陷,刻度清晰被测点标准示值器具测量示值平均示值误差允收标准:±0.02㎜第一次第二次第三次下限上限0.00 0.000.000.000.000.00-0.02 0.02 100.0 100.01 100.01 100.01 100.01 0.01 99.98 100.02 150.0 150.02 150.02150.02150.020.02 149.98 150.02校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称游标卡尺器具型号、规格0~150㎜器具编号GYB-009 器具启用日期2012.06.08 校准日期2012.12.09 下次校准日期2012.12.09校准方法:依据 HD-WI7-11-1-04校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号游标卡尺0-200㎜0812045224 L63-20112198校准记录 (单位:㎜ ) 外观:无缺陷,刻度清晰被测点标准示值器具测量示值平均示值误差允收标准:±0.02㎜第一次第二次第三次下限上限0.00 0.000.000.000.000.00-0.02 0.02 100.0 100.01 100.01 100.01 100.01 0.01 99.98 100.02 150.0 150.02 150.02150.02150.020.02 149.98 150.02校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称磅秤器具型号、规格TGT-100 器具编号MBC-001 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09 校准方法:依据 HD-WI7-11-1-08校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号电子天平WT3002NY 0810389 201101020校准记录 (单位:g ) 外观:无缺陷,数字清晰,反应灵敏被测点标准示值器具测量示值平均示值误差允收标准: ±50g 第一次第二次第三次下限上限0.0 0.00.00.00.00-50g 50g1000 1030 1030 1030 1030 30 950g 1050g 5000 5030 5030 5030 5030 30 4950g 5050g 8000 8040 8040 8040 8040 40 7950g 8050g校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称磅秤器具型号、规格TGT-100 器具编号MBC-002 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09 校准方法:依据 HD-WI7-11-1-08校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号电子天平WT3002NY 0810389 201101020校准记录 (单位:g ) 外观:无缺陷,数字清晰,反应灵敏被测点标准示值器具测量示值平均示值误差允收标准: ±50g 第一次第二次第三次下限上限0.0 0.00.00.00.00-50g 50g1000 1030 1030 1030 1030 30 950g 1050g 5000 5030 5030 5030 5030 30 4950g 5050g 8000 8040 8040 8040 8040 40 7950g 8050g校准结论□√合格□不合格□需修理□报废检测器具内校记录表器具名称磅秤器具型号、规格TGT-100 器具编号MBC-003 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09 校准方法:依据 HD-WI7-11-1-08校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号电子天平WT3002NY 0810389 201101020校准记录 (单位:g ) 外观:无缺陷,数字清晰,反应灵敏被测点标准示值器具测量示值平均示值误差允收标准: ±50g 第一次第二次第三次下限上限0.0 0.00.00.00.00-50g 50g1000 1030 1030 1030 1030 30 950g 1050g 5000 5030 5030 5030 5030 30 4950g 5050g 8000 8040 8040 8040 8040 40 7950g 8050g校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称磅秤器具型号、规格TGT-100 器具编号MBC-004 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09 校准方法:依据 HD-WI7-11-1-08校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号电子天平WT3002NY 0810389 201101020校准记录 (单位:g ) 外观:无缺陷,数字清晰,反应灵敏被测点标准示值器具测量示值平均示值误差允收标准: ±50g 第一次第二次第三次下限上限0.0 0.00.00.00.00-50g 50g1000 1030 1030 1030 1030 30 950g 1050g 5000 5030 5030 5030 5030 30 4950g 5050g 8000 8040 8040 8040 8040 40 7950g 8050g校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称磅秤器具型号、规格TGT-100 器具编号MBC-005 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09 校准方法:依据 HD-WI7-11-1-08校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号电子天平WT3002NY 0810389 201101020校准记录 (单位:g ) 外观:无缺陷,数字清晰,反应灵敏被测点标准示值器具测量示值平均示值误差允收标准: ±50g 第一次第二次第三次下限上限0.0 0.00.00.00.00-50g 50g1000 1030 1030 1030 1030 30 950g 1050g 5000 5030 5030 5030 5030 30 4950g 5050g 8000 8040 8040 8040 8040 40 7950g 8050g校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称靠尺器具型号、规格2m器具编号GKC-001 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09校准方法:依据 HD-WI7-11-1-12校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号水平尺300㎜∕L31-2011188校准记录 (单位:㎜ ) 外观:无缺陷被测点标准示值器具测量示值平均示值误差允收标准: ±1.0 第一次第二次第三次下限上限a 0.6 0.60.60.60.6/ /b 0.60.60.60.60.6/ /c 0.60.60.60.60.6/ /校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称靠尺器具型号、规格2m器具编号GKC-002 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09校准方法:依据 HD-WI7-11-1-12校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号水平尺300㎜∕L31-2011188校准记录 (单位:㎜ ) 外观:无缺陷被测点标准示值器具测量示值平均示值误差允收标准: ±1.0 第一次第二次第三次下限上限a 0.6 0.60.60.60.6/ /b 0.60.60.60.60.6/ /c 0.60.60.60.60.6/ /校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称靠尺器具型号、规格2m器具编号GKC-003 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09校准方法:依据 HD-WI7-11-1-12校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号水平尺300㎜∕L31-2011188校准记录 (单位:㎜ ) 外观:无缺陷被测点标准示值器具测量示值平均示值误差允收标准: ±1.0 第一次第二次第三次下限上限a 0.6 0.60.60.60.6/ /b 0.60.60.60.60.6/ /c 0.60.60.60.60.6/ /校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称靠尺器具型号、规格2m器具编号GKC-004 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09校准方法:依据 HD-WI7-11-1-12校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号水平尺300㎜∕L31-2011188校准记录 (单位:㎜ ) 外观:无缺陷被测点标准示值器具测量示值平均示值误差允收标准: ±1.0 第一次第二次第三次下限上限a 0.6 0.60.60.60.6/ /b 0.60.60.60.60.6/ /c 0.60.60.60.60.6/ /校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称靠尺器具型号、规格2m器具编号GKC-005 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09校准方法:依据 HD-WI7-11-1-12校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号水平尺300㎜∕L31-2011188校准记录 (单位:㎜ ) 外观:无缺陷被测点标准示值器具测量示值平均示值误差允收标准: ±1.0 第一次第二次第三次下限上限a 0.6 0.60.60.60.6/ /b 0.60.60.60.60.6/ /c 0.60.60.60.60.6/ /校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称温控仪器具型号、规格0℃-200℃器具编号MWK-001 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09校准方法:依据 LD-WI7-11-1-17校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号温控仪SMS-5 TT01004 2008-8411230校准记录 (单位:0℃ ) 外观:无缺陷,反应灵敏被测点标准示值器具测量示值平均示值误差允收标准: 1%第一次第二次第三次下限上限0.0 0.00.00.00.00.0-5℃5+0.0℃50 48 48 48 48 2 45℃5+50℃100 98 98 98 98 2 95℃5+100℃150 152 152 152 152 2 145℃5+150℃校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称温控仪器具型号、规格0℃-200℃器具编号MWK-002 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09校准方法:依据 LD-WI7-11-1-17校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号温控仪SMS-5 TT01004 2008-8411230校准记录 (单位:0℃ ) 外观:无缺陷,反应灵敏被测点标准示值器具测量示值平均示值误差允收标准: 1%第一次第二次第三次下限上限0.0 0.00.00.00.00.0-5℃5+0.0℃50 48 48 48 48 2 45℃5+50℃100 98 98 98 98 2 95℃5+100℃150 152 152 152 152 2 145℃5+150℃校准结论□√合格□不合格□需修理□报废检测器具内校记录表器具名称温控仪器具型号、规格0℃-200℃器具编号MWK-003 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09校准方法:依据 LD-WI7-11-1-17校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号温控仪SMS-5 TT01004 2008-8411230校准记录 (单位:0℃ ) 外观:无缺陷,反应灵敏被测点标准示值器具测量示值平均示值误差允收标准: 1%第一次第二次第三次下限上限0.0 0.00.00.00.00.0-5℃5+0.0℃50 48 48 48 48 2 45℃5+50℃100 98 98 98 98 2 95℃5+100℃150 152 152 152 152 2 145℃5+150℃校准结论□√合格□不合格□需修理□报废检测器具内校记录表器具名称温控仪器具型号、规格0℃-200℃器具编号MWK-004 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09校准方法:依据 LD-WI7-11-1-17校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号温控仪SMS-5 TT01004 2008-8411230校准记录 (单位:0℃ ) 外观:无缺陷,反应灵敏被测点标准示值器具测量示值平均示值误差允收标准: 1%第一次第二次第三次下限上限0.0 0.00.00.00.00.0-5℃5+0.0℃50 48 48 48 48 2 45℃5+50℃100 98 98 98 98 2 95℃5+100℃150 152 152 152 152 2 145℃5+150℃校准结论□√合格□不合格□需修理□报废检测器具内校记录表器具名称温控仪器具型号、规格0℃-200℃器具编号MWK-005 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09校准方法:依据 LD-WI7-11-1-17校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号温控仪SMS-5 TT01004 2008-8411230校准记录 (单位:0℃ ) 外观:无缺陷,反应灵敏被测点标准示值器具测量示值平均示值误差允收标准: 1%第一次第二次第三次下限上限0.0 0.00.00.00.00.0-5℃5+0.0℃50 48 48 48 48 2 45℃5+50℃100 98 98 98 98 2 95℃5+100℃150 152 152 152 152 2 145℃5+150℃校准结论□√合格□不合格□需修理□报废校准人王树超审核人周广强日期2012.06.08检测器具内校记录表器具名称温控仪器具型号、规格0℃-200℃器具编号MWK-006 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09校准方法:依据 LD-WI7-11-1-17校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号温控仪SMS-5 TT01004 2008-8411230校准记录 (单位:0℃ ) 外观:无缺陷,反应灵敏被测点标准示值器具测量示值平均示值误差允收标准: 1%第一次第二次第三次下限上限0.0 0.00.00.00.00.0-5℃5+0.0℃50 48 48 48 48 2 45℃5+50℃100 98 98 98 98 2 95℃5+100℃150 152 152 152 152 2 145℃5+150℃校准结论□√合格□不合格□需修理□报废检测器具内校记录表器具名称温控仪器具型号、规格0℃-200℃器具编号WKY-007 器具启用日期2012.06.08 校准日期2012.06.08 下次校准日期2012.12.09校准方法:依据 HD-WI7-11-1-17校准环境:温度(20±2)0C, 22℃相对湿度:常湿本次校准所用的主要标准器具器具名称器具型号、规格器具编号检定证书号温控仪SMS-5 TT01004 2008-8411230校准记录 (单位:0℃ ) 外观:无缺陷,反应灵敏被测点标准示值器具测量示值平均示值误差允收标准: 1%第一次第二次第三次下限上限0.0 0.00.00.00.00.0-5℃5+0.0℃50 48 48 48 48 2 45℃5+50℃100 98 98 98 98 2 95℃5+100℃150 152 152 152 152 2 145℃5+150℃校准结论□√合格□不合格□需修理□报废。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
记录编号:BOS量具名称 出厂编号 校准日期 技术依据 环境条件
量具名称
卡尺内校记录表
量具规格
内部编号
有效期至
JJG30-2002 通用卡尺检定规程
°C
%
本次校准所用的主要标准量具
量具型号规格
量具编号
第 页,共 页 检定证书号源自序号 1 2 3 4 5 6
示 值 误 差
测深示值误差 校准结论: 校准:
受检项目 外观
各部分相互作用 刀口内量爪尺寸 刀口内量爪平行度
外量爪尺寸 外量爪平行度
合格□ 合格□
校准结果
不合格□ 不合格□ mm mm mm mm
量块mm
量块mm 20
合格□
卡尺读数mm 里 外 里 外 里 外
卡尺读数mm
不合格□
示值误差mm
示值误差mm 参见校准结果使用□
核检: