太阳能电池组件原材料检验标准
光伏组件取样标准

光伏组件取样标准
光伏组件取样标准是指在光伏组件生产过程中,对产品进行抽样检测的标准。
这些标准通常由国家或行业组织制定,以确保光伏组件的质量、性能和安全性。
以下是一些常见的光伏组件取样标准:
1. IEC 61238-1:2014《光伏组件-第1部分:设计鉴定和定型》。
该标准规定了光伏组件的设计鉴定和定型要求,包括光电转换效率、最大系统电压、最大系统电流等指标。
2. IEC 61238-2:2014《光伏组件-第2部分:试验要求》。
该标准规定了光伏组件的试验要求,包括机械载荷、环境适应性、耐久性等方面的测试方法。
3. IEC 61238-3:2014《光伏组件-第3部分:包装要求》。
该标准规定了光伏组件的包装要求,包括包装材料、尺寸、标志等方面的规定。
4. GB/T 9535-2008《地面用晶体硅光伏组件》。
该标准是中国制定的针对地面用晶体硅光伏组件的标准,包括外观检查、电性能测试、机械性能测试等方面的要求。
组件产品原辅材料检验规范(doc 16页)
组件产品原辅材料检验规范(doc 16页)组件产品原辅材料检验标准文件编号:版本:制定日期:修订日期发布日期:年月日发放代号:受控状态:编制审核/日期审批/日期1目的验证供应商提供的产品是否满足规定的产品质量要求,确保不合格原辅材料不投入生产,保证太阳能组件产品质量。
2适用范围本标准规定了太阳能组件生产所需的原辅材料的检验和试验规则本标准适用于太阳能组件生产所需的所有原辅材料:电池片、EVA、TPT、钢化玻璃、焊带、铝合金边框、接线盒、硅胶、助焊剂、纸箱、汇流带等进厂的检验和试验控制。
3 规范性引用文件GB/T 2828:2003—ISO 2859:1999/MIL—STD—105E 计数抽样检验程序GB/T 9963:1988 钢化玻璃GB/T 1216:2004 外径千分尺ASTM D 1505:1998 用密度梯度法测定塑料密度的试验方法GB/T 2297:1989 太阳光伏能源系统术语GB/T 11010:1989 光谱标准太阳电池GB/T 6495.1:1996 光伏器件第1部分:光伏电流—电压特性的测量GB/T 6195.2:1996 光伏器件第2部分:标准太阳电池的要求3 术语、符号及定义3.1 批量 N3.2 样本大小 n3.3 合格判定数 Ac3.4 不合格判定数 Re3.5 抽样样本中的不合格(品)数d3.6 A类不合格单位产品的极重要质量特性不符合规定,或者单位产品的质量特性极严重不符合规定,其包含一个或一个以上A类不合格,同时还可能包含B类和(或)C类不合格的产品。
3.7 B类不合格单位产品的重要质量特性不符合规定,或者单位产品的质量特性严重不符合规定,其包含一个或一个以上B类不合格,同时还可能包含C类不合格,但不包含A类不合格的产品。
3.8 C类不合格单位产品的一般质量特性不符合规定,或者单位产品的质量特性轻微不符合规定。
4 职责公司IQC检查员按照本标准要求对相关来料进行检验、测试,以此判断产品质量的合格与否。
组件检验标准

组件检验标准1. 目的本标准提出对太阳电池组件进行检验的工艺过程、内容及要求,保证产品质量。
2. 适用范围适用于质量部门对太阳电池组件的成品检验和生产上的质量自检。
3. 使用的设备和工具(1)直尺;(2)卷尺;(3)塞尺;(4)游标卡尺检验工具:太阳能模拟器、计算机检验内容:太阳电池组件的电性能检验方法:打开太阳能模拟器和计算机,打开测试软件;用标准组件校准太阳能模拟器;用连接工装连接组件输出的正、负极;开始测试组件,间隔几秒会在屏幕上弹出I-V曲线以及相关参数界面;保存对话框中的参数与I-V曲线,观察曲线无异常;组件功率误差在标称功率要求(0~+3%或±3%)内为合格,否则降档。
同时对外观进行以上外观检验标准检验,不符合以上外观检验要求,降级入库。
检验水平:全检4.3数据:检验工具:(计算机数据检验)根据出厂数据格式进行数据备份,各类数据需准确一致;数据实行全检。
4.4绝缘试验:检验工具:耐压测试仪检验内容:组件直流电压耐压检验条件:环境温度:室温,相对湿度:≤75%检验方法:将组件引出线短路后接到绝缘测试仪的正极;将组件暴露的金属部分接到绝缘测试仪的负极,以不大于500V/s的速度增加绝缘测试仪的电压,直到等于1000V加上两倍的系统最大电压,维持此电压1分钟。
如果系统的最大电压不超过50V,应以不大于500V/s的速度增加绝缘测试仪的电压,直到等于500V,维持此电压2分钟;试验中不应该产生击穿现象,漏电流小于50μA,绝缘电阻大于500兆欧。
表面无破裂。
检验水平:0.5%。
若批量数少于200片,最少抽检一片。
4.5抽检检验的判别:a.抽检检验的比例为20%。
太阳能组件检验标准

关于设置产品
质量等级的规定
文件编号:
发布日期:
版本(次):
批准人:
审核人:
制订人:
为了更好的掌握、控制产品质量,满足广大客户对产品性价比的不同要求,
同时兼顾企业自身经济效益,经研究,公司决定对产品质量实行等级控制制度。
具体质量等级设置如下:
一、产品技术等级的划分
二、产品配置标准
三、主原材料检验标准
1.芯片检验标准
2.玻璃检验标准
3.铝合金检验标准
4.涂锡带检验标准
尺寸公差≤±0.01mm,涂锡层均匀,易于焊接,抗拉强度好,不易断裂。
5.EVA、TPT检验标准
按照供应商出产标准及工艺要求进行检验。
四、成品检验标准。
太阳能光伏组件原材料检验
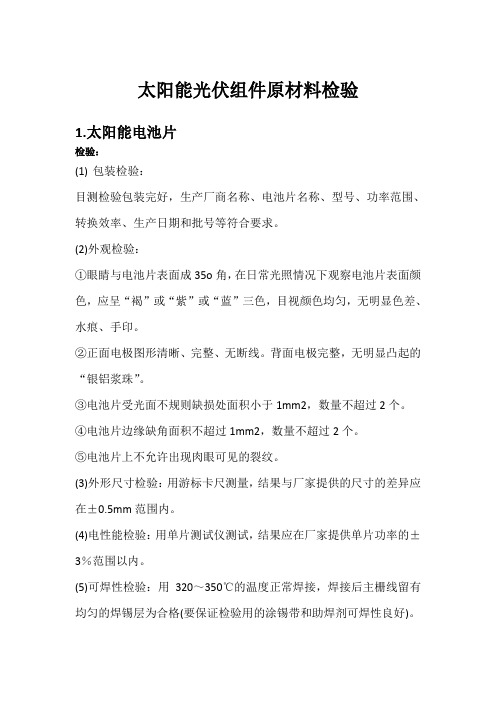
太阳能光伏组件原材料检验1.太阳能电池片检验:(1) 包装检验:目测检验包装完好,生产厂商名称、电池片名称、型号、功率范围、转换效率、生产日期和批号等符合要求。
(2)外观检验:①眼睛与电池片表面成35o角,在日常光照情况下观察电池片表面颜色,应呈“褐”或“紫”或“蓝”三色,目视颜色均匀,无明显色差、水痕、手印。
②正面电极图形清晰、完整、无断线。
背面电极完整,无明显凸起的“银铝浆珠”。
③电池片受光面不规则缺损处面积小于1mm2,数量不超过2个。
④电池片边缘缺角面积不超过1mm2,数量不超过2个。
⑤电池片上不允许出现肉眼可见的裂纹。
(3)外形尺寸检验:用游标卡尺测量,结果与厂家提供的尺寸的差异应在±0.5mm范围内。
(4)电性能检验:用单片测试仪测试,结果应在厂家提供单片功率的±3%范围以内。
(5)可焊性检验:用320~350℃的温度正常焊接,焊接后主栅线留有均匀的焊锡层为合格(要保证检验用的涂锡带和助焊剂可焊性良好)。
(6)栅线印刷质量检验:用橡皮在同一位置反复来回擦20次,不脱落为合格。
(7)主栅线抗拉力强度检验:将涂锡带焊接成△状,然后用拉力计测试,结果大于2.5n为合格。
(8)切割后电性能均匀度检验:用激光划片机将电池片划成若干等份,测试每片的电性,能保持误差在±0.15w以内为合格。
太阳能电池片厚度测试仪太阳能电池片隐裂无损检测太阳能电池片隐裂无损检测2. 面板玻璃检验:面板钢化玻璃的检验项目、规则及工具设备(1)检验项目:包装,外观,规格尺寸及厚度,钢化强度。
(2)检验规则:来料按百分之一抽检,外观在生产过程中跟踪全检。
检验项目有一项不符合检验要求则重检。
如重检后仍有不符合检验方法中(2)、(3)、(4)项检验内容要求的,则判定该批钢化玻璃为不合格产品。
(3)检验工具:卷尺,卡尺,1040g钢球。
3.EVA胶膜检验:(1)包装检验:目视检验包装良好,确认生产厂家、规格型号以及保质期,eva胶膜的保质期一般为6个月。
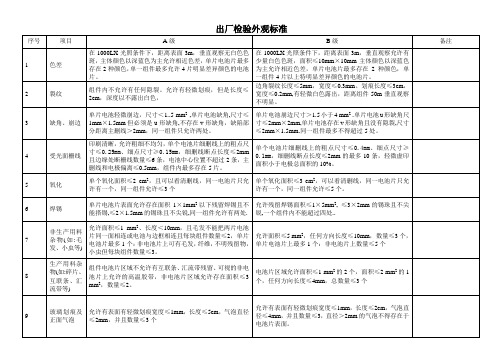
太阳能组件出厂检验外观检查
14
助焊剂残留
助焊剂残留雾状部分面积≤3×3mm2,以相距组件1m垂直观察不明显为准。
助焊剂残留雾状部分面积≤10×10mm2,以相距组件1m垂直观察较明显。
15
边框间隙
长短边框接合处间隙宽度≤0.5mm,上下错位≤0.3mm,锉角后无毛刺,倒角平稳,光滑,
单个电池片细删线上的粗点尺寸≤0.4mm、细点尺寸≥0.1mm,细删线断点长度≤2mm的最多10条,轻微虚印面积小于电极总面积的10%。
5
氧化
单个氧化面积≤2 cm2,且可以看清删线,同一电池片只允许有一个,同一组件允许≤3个
单个氧化面积≤3 cm2,可以看清删线,同一电池片只允许有一个,同一组件允许≤5个。
2
裂纹
组件内不允许有任何隐裂。允许有轻微划痕,但是长度≤2cm,深度以不露出白色,
边角裂纹长度≤5mm,宽度≤0.3mm。划痕长度≤3cm,宽度≤0.2mm,有轻微白色露出,距离组件50m垂直观察不明显。
3
缺角、崩边
单片电池轻微崩边,尺寸<1..5 mm2,单片电池缺角,尺寸≤1mm×1.5mm但必须是u形缺角,不存在v形缺角,缺陷部分距离主删线>2mm,同一组件只允许两处。
6
焊锡
单片电池片表面允许存在面积1×1mm2以下残留焊锡且不能搭锡,≤2×1.5mm的锡珠且不尖锐,同一组件允许有两处.
允许残留焊锡面积≤1×5mm2,≤3×2mm的锡珠且不尖锐,一个组件内不能超过四处..
7
非生产用料杂物(如:毛发、小虫等)
允许面积≤1 mm2、长度<10mm,且毛发不能把两片电池片同一面相连或电池与边框相连且每块组件数量≤2,单片电池片最多1个:非电池片上可有毛发,纤维,不明残留物,小虫但每块组件数量≤3。
太阳能组件原材料检验标准
辅助材料检验标准(太阳电池组件)太阳电池组件玻璃检验标准1. 适用范围本规范适用于各种规格型号太阳能组件专用玻璃的进厂质量检验。
2. 引用标准GB/T9963-1998钢化玻璃国家检验标准GB2828-1987周期检查计数抽样程序及抽样标准3. 检验项目外观检验,几何尺寸检验和性能检验。
3.2.1 长度,宽度符合订货协议要求,允许偏差为±1.0mm。
3.2.2 厚度尺寸公差为±0.2mm。
3.2.3 直角度误差小于其所在边长的±2‰。
钢板尺或钢卷尺、游标卡尺或千分尺、钢球。
5. 检验方法5.1 外观检验在较好的自然光或自然散射光下,距玻璃表面600mm用肉眼进行观察,必要时使用放大镜进行检查。
5.2 尺寸检验依据订货协议技术要求用钢板尺或钢卷尺进行多点长宽尺寸测量,取其平均值;用精度为0.01mm的千分尺测量玻璃各边中心的厚度,取其平均值。
5.3 弯曲度检验以平面钢化玻璃制品为试样。
试样垂直立放,水平放置直尺贴紧试样表面进行测量。
弓形时以弧的高度与弦的长度之比的百分率表示。
波形时,用波谷到波峰的高与波峰到波峰或波谷到波谷的距离之比的百分率表示。
5.4 机械强度检验5.4.1 将试样放置在高50mm宽15mm与试样外形尺寸大小一致的木框上。
5.4.2 将重1024g的钢球自1.0m高度自由落下,冲击点应距试样中心25mm范围内。
每块试样中心只限一次。
(备注:试样玻璃单独放置,不可流入生产线使用)5.4.3 试样完好无损。
5.5 其它各项性能检验以采购部从厂家索取的性能检验报告为准,性能检验报告完全符合3.3标准条款时方可认为性能合格,否则认为性能指标不合格。
(针对不同厂家、不同项目定期进行委托检验).6.检查规则6.1 在检验前要求采购部提供相关材质证明及检验报告。
在确定性能指标完全符合3.4标准条款时,再根据GB2828标准要求进行抽检。
抽检采用一般检查水平II,合格质量水平AQL =4.0(见附表)。
太阳能电池板检验标准
太阳能电池板检验标准太阳能电池板是一种利用太阳能转换为电能的装置,具有环保、可再生等优点,因此在现代社会得到了广泛的应用。
然而,由于太阳能电池板的制造工艺复杂,产品质量参差不齐,因此需要建立一套科学合理的检验标准,以保证产品质量和安全性。
本文将对太阳能电池板的检验标准进行详细介绍。
首先,太阳能电池板的外观检验是非常重要的一项内容。
外观检验包括检查太阳能电池板表面是否有裂纹、划痕、氧化等缺陷,以及边框是否完整、规整。
这些外观缺陷可能会影响太阳能电池板的使用寿命和发电效率,因此必须严格把关。
其次,电性能检验也是太阳能电池板检验的重要内容之一。
电性能检验包括太阳能电池板的开路电压、短路电流、最大功率点电压和最大功率点电流等参数的检测。
这些参数直接关系到太阳能电池板的发电性能,是评价其质量优劣的重要指标。
此外,太阳能电池板的耐久性能检验也是必不可少的。
耐久性能检验包括太阳能电池板的抗压、抗风压、抗冰雹等能力的测试。
这些测试可以模拟太阳能电池板在实际环境中所受到的各种外力,从而评估其使用寿命和可靠性。
最后,太阳能电池板的环境适应性检验也是至关重要的一环。
环境适应性检验包括太阳能电池板在高温、低温、高湿、盐雾等恶劣环境下的性能测试。
这些测试可以评估太阳能电池板在不同环境条件下的适用性,为其在各种环境中的可靠性提供保障。
综上所述,太阳能电池板的检验标准涉及外观检验、电性能检验、耐久性能检验和环境适应性检验等多个方面。
只有建立科学合理的检验标准,才能保证太阳能电池板的质量和安全性,推动太阳能产业的健康发展。
希望本文所介绍的太阳能电池板检验标准能够为相关行业提供参考,促进太阳能电池板产品质量的提升和产业的可持续发展。
太阳能电池板检验标准
佑国太阳能电池板 检验方法 与检验标准 2
3.4.1 检验使用相关联的仪器、工具、其它辅助器具
○1 卤素灯 400W 距离被测试电池板 260mm ○2 卤素灯控制器 可以控制卤素灯在 10W—400W 的范围内调节 ○3 标准电池板用作测试标准的参照 ○4 可调节模拟电子负载 0-10A ○5 数字式照度计 ○6 高精度数字式直流电压表 应急替代可以用数字万用表 20VDC 档、200VDC 档 ○7 低内阻数值电流表 应急替代可以用数字万用表 20A 档 ○8 数字式温度计
2.5 原材料检验条件定义 内容:电池板/层压板、滴胶板的检验环境条件
○1 环境温度:-10℃~+55℃。
○2 空气相对湿度:不大于90%(25℃±5℃)。 ○3 检验地点无导电、爆炸性的尘埃,无腐蚀金属、破坏绝缘的气体。
2.6 对一般检验项目的检验要求 内容:电池板/层压板、滴胶板的 系统检测 1 太阳能电池板外观检验 目测检查蓄电池的外观质量,以及外部可目视检验部分,应符合6.3.1中的外观要求。 2 标识、检验合格证、装箱单等 3 电池的技术参数、xxx yyy
BCDEE G
H
H
50
8
281-500
BCDE F H
J
J
80
9
501-1200
CCEFG J
K
K
125
10
1201-3200
CDEGH K
L
L
200
11
3201-10,000
CDFG J
L
M
M
315
12
10,001-35,000
CDFHK M
N
光伏组件检测及标准
光伏组件检测及标准光伏组件是太阳能发电系统中核心的部分,其质量和性能直接影响着太阳能发电系统的效率和可靠性。
为了保证光伏组件的质量和安全可靠性,光伏组件的检测和标准是非常重要的。
光伏组件的检测是指通过一系列的测试和评估来验证其质量和性能是否符合相关的标准和要求。
针对光伏组件的检测可以分为外观检查、电性能检测和可靠性测试等环节。
首先,外观检查是对光伏组件表面的外观缺陷进行检测,如裂纹、划痕、污染、灰尘等。
这些外观缺陷可能会导致光伏组件在运行过程中的光损失,降低发电效率。
因此,及时发现和修复这些缺陷对于确保光伏组件的正常运行至关重要。
其次,电性能检测是通过测量光伏组件的电压、电流和功率等参数来评估其电性能。
一般来说,光伏组件的电性能主要包括输出效率、最大功率点、开路电压、短路电流等。
通过对这些电性能参数的检测,可以判断光伏组件的发电效率和质量是否达到标准要求。
最后,可靠性测试是对光伏组件在不同环境条件下的性能进行评估。
通过暴露在高温、低温、湿度、盐雾和机械应力等恶劣环境条件下的测试,可以验证光伏组件在实际应用中是否具有足够的耐久性和可靠性。
这些可靠性测试可以模拟光伏组件在运行过程中可能遇到的各种环境和应力,对于提高其在实际环境中的可靠性和寿命至关重要。
此外,光伏组件的检测还需要依赖于一系列的标准和规范。
目前,国际上主要有IEC (国际电工委员会) 和UL (美国安全实验室) 等机构发布的光伏组件检测标准。
这些标准包括了光伏组件的外观、电性能、可靠性等方面的测试方法和要求,为保证光伏组件的质量和性能提供了指导和依据。
在中国,国家标准化管理委员会也发布了一系列的光伏组件检测标准,如GB/T 9535-2018《太阳能电池组件检验规范》、GB/T 34537-2017《太阳能电池片质量分级》等。
这些标准具有权威性和可操作性,对于规范光伏组件的质量和性能有着重要的作用。
综上所述,光伏组件的检测和标准对于保证光伏发电系统的质量和性能至关重要。