模具设计点检表
五金模具设计点检表(11)
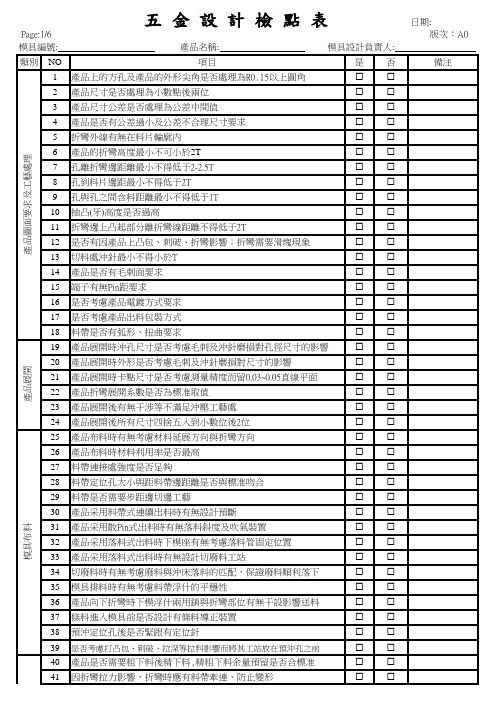
1產品上的方孔及產品的外形尖角是否處理為R0.15以上圓角☐☐2產品尺寸是否處理為小數點後兩位☐☐3產品尺寸公差是否處理為公差中間值☐☐4產品是否有公差過小及公差不合理尺寸要求☐☐5折彎外線有無在料片輪廓內☐☐6產品的折彎高度最小不可小於2T ☐☐7孔離折彎邊距離最小不得低于2-2.5T ☐☐8孔到料片邊距最小不得低于2T ☐☐9孔與孔之間含料距離最小不得低于1T ☐☐10抽凸(牙)高度是否過高☐☐11折彎邊上凸起部分離折彎線距離不得低于2T☐☐12是否有因產品上凸包、刺破、折彎影響;折彎需要滑塊現象☐☐13切料處沖針最小不得小於T ☐☐14產品是否有毛刺面要求☐☐15端子有無Pin距要求☐☐16是否考慮產品電鍍方式要求☐☐17是否考慮產品出料包裝方式☐☐18料帶是否有弧形、扭曲要求☐☐19產品展開時沖孔尺寸是否考慮毛刺及沖針磨損對孔徑尺寸的影響☐☐20產品展開時外形是否考慮毛刺及沖針磨損對尺寸的影響☐☐21產品展開時卡點尺寸是否考慮測量精度而留0.03~0.05直線平面☐☐22產品折彎展開系數是否為標准取值☐☐23產品展開後有無干涉等不滿足沖壓工藝處☐☐24產品展開後所有尺寸四捨五入到小數位後2位☐☐25產品布料時有無考慮材料延展方向與折彎方向☐☐26產品布料時材料利用率是否最高☐☐27料帶連接處強度是否足夠☐☐28料帶定位孔大小與距料帶邊距離是否與標准吻合☐☐29料帶是否需要步距邊切邊工藝☐☐30產品采用料帶式連續出料時有無設計預斷☐☐31產品采用散Pin式出料時有無落料斜度及吹氣裝置☐☐32產品采用落料式出料時下模座有無考慮落料管固定位置☐☐33產品采用落料式出料時有無設計切廢料工站☐☐34切廢料時有無考慮廢料與沖床落料的匹配,保證廢料順利落下☐☐35模具排料時有無考慮料帶浮什的平穩性☐☐36產品向下折彎時下模浮什兩用銷與折彎部位有無干設影響送料☐☐37條料進入模具前是否設計有條料導正裝置☐☐38預沖定位孔後是否緊跟有定位針☐☐39是否考慮打凸包、刺破、拉深等拉料影響而將其工站放在預沖孔之前☐☐40產品是否需要粗下料後精下料,精粗下料余量預留是否合標准☐☐41因折彎拉力影響,折彎時應有料帶牽連,防止變形☐☐產品展開模具布料產品圖面要求及工藝處理42在設計產品倒角時有無多切料防止倒角後材料延長☐☐43在設計產品倒角時有無限位或用料帶支撐防止倒角時擠料變形☐☐44為保證產品尺寸精度,有無考慮先倒角後切料☐☐45設計刀口時是否有切半邊料沖針☐☐46設計刀口時是否有廢料遺留在模板上☐☐47有無使用刀口拼出產品內外形,防止漏切現象☐☐48細小形狀,簡單刀口有無將刀口複雜化防止跳廢料處理☐☐49細小刀口是否分割成兩半,防止堵料設計☐☐50裁邊刀口是否有卡料設計☐☐51刀口是否有導料板或螺絲壓住,防止其跳出模面設計☐☐52下模料帶內螺絲與產品折彎讓位是否足夠☐☐5390度折彎時是否有設計脫料零件☐☐54是否需要考慮折彎拉料或計料而增加限位零件☐☐55折彎工序排序時其先後順序是否有相互沖突情況☐☐56折彎對距離較近邊/孔是否因拉力存在變形而采用先折彎後沖孔/邊☐☐57折彎後是否和後工序零件或浮什存在干涉而無法送料或送料不順等現象☐☐58是否有產品折彎後無法脫出成型零件而采用浮什、滑塊、斜浮什等結構☐☐59是否有偷切而防止產品折彎根部因擠料而脹大的設計☐☐6090度折彎時成型入塊是否需要采用加強筋或負角☐☐61弧高,折彎精度要求較高處是否有整形或調整設計☐☐62天線類細長折彎是否有調整折彎彎曲/上下翹曲設計☐☐63為保證折彎角度,是否需采用45度與90度錯位0.1~0.3設計☐☐64折彎退料塊浮出模面時是否有擋住折彎而無法送料的現象☐☐65導料板/浮什銷與條料間是否留有0.03的間隙設計☐☐66是否有設計在導料板內而造成脫料板無法壓住浮什銷/浮什塊的情況☐☐67采用夾板導正釘時脫料板是否使用襯套輔助脫料☐☐68魚叉類模具采用中間導正釘時下模是否有設計天橋導正料帶及掛料☐☐69采用單邊連料時脫料板是否有叉料零件分料輔助導正條料☐☐70采用對插式排料時是否有設計分料零件防止料帶向內彎曲而送料不順☐☐71雙料帶出料時是否有分料裝置便於收料盤收料☐☐72模具下料後折彎前是否有整平面工站設計☐☐73模具采用單邊切料/落料時是否有限位零件防止切口滑移☐☐74產品散PIN出料時是否有設計吹氣銷☐☐75吹氣銷浮什後有無擋住產品折彎而無法送料現象☐☐76最終切斷時上下模是否設計脫料銷防止產品粘附上下模現象☐☐77最終切斷時下模板有無銑落料斜度☐☐78料帶是否設計有調整扇形/扭曲工站☐☐79是否需設計pin距調整工站☐☐80是否需設計高低pin距調整工站☐☐81刺破/凸包有無設計退料零件☐☐82拉深類模具在拉深前料帶有無剪破便於材料流動☐☐83拉深類模具拉深系數是否合理☐☐84馬口鐵天線類有無調整平面度工站☐☐模具布料85馬口鐵天線類有無調整細長部位扭曲/上下彎曲工站☐☐86馬口鐵天線類模具吹出時導料板有無干涉現象☐☐87鐵殼類模具有無防止折彎擦傷之彎模設計☐☐88鐵殼類模具預斷零件設計於脫料板防止模印☐☐89鐵殼類模具料帶較寬時在模具終間需設計浮生零件☐☐90Z形折彎有無設計調整/整形工站☐☐91端子類模具折彎時需設計管位☐☐92端子類模具下料時需設計限位及強壓☐☐93模具內外導柱有無防呆設計☐☐94下模板材質與厚度是否與設計規范相符☐☐95下模板長度超過450mm時有無分段☐☐96模板分段後兩板間是否留有2mm左右間隙,兩板間是否有工字銷聯接☐☐97下模板熱處理要求與硬度求是否與設計規范相符☐☐98下模板導套孔與固定銷孔是否與設計規范相符☐☐99下模板與模座固定M8螺絲孔有無遺漏☐☐100下模板與下墊板固定M4螺絲孔有無遺漏☐☐101下模板進料口限位零件處模板有無線割☐☐102下模板進料口限位零件處模板側面中央有無攻M4牙壓住其限位零件☐☐103下模板導料板固定螺絲M4有無漏攻☐☐104下模板導料板ψ4固定銷有無漏割☐☐105下模板浮什銷孔/浮什兩用銷孔/導正定讓位孔有無漏割☐☐106下模板入塊型腔孔有無漏割☐☐107下模板浮什入塊型腔孔有無放0.01mm間隙☐☐108下模板壓入塊螺絲牙孔/沉頭孔有無遺漏☐☐109下模板折彎讓位有無遺漏☐☐110下模板銑讓位後入塊是否可以固定☐☐111下模板銑讓位的深度是否與圖面要求相符☐☐112下模板檢知器的位置是否符合排樣要求☐☐113下墊板材質與厚度是否與設計規范相符☐☐114下墊板長度超過450mm時有無分段☐☐115下墊板分段後兩板間是否留有2mm左右間隙☐☐116下墊板與下模板固定M4沉頭孔有無遺漏☐☐117下墊板浮升銷過孔有無遺漏☐☐118下墊板導料板ψ4固定銷敲擊孔有無遺漏☐☐119下墊板入子敲擊過孔有無遺漏☐☐120下墊板落料過孔有無遺漏☐☐121下墊板熱處理要求與硬度求是否與設計規范相符☐☐122下模座材質與厚度是否與設計規范相符☐☐123下模座導料板ψ4固定銷敲擊孔有無遺漏☐☐124下模座落料孔有無遺漏☐☐125下模座敲擊孔有無遺漏☐☐126下模座浮升銷螺絲孔有無遺漏☐☐127下模座與下模板固定M8螺絲沉頭孔有無遺漏☐☐模具布料模板設計128下模座與上模座外導柱有無做防呆設計☐☐129下模座前後倆側M16螺絲有無遺漏☐☐130下模座檢知器固定M4螺絲有無遺漏☐☐131上模座材質與厚度是否與設計規范相符☐☐132上模座長度超過450mm是否采用鋁合金模板☐☐133上模座與沖頭固定螺絲沉頭孔有無遺漏☐☐134上模座與下模座外導柱有無做防呆設計☐☐135上模座沖子敲擊孔有無遺漏☐☐136上模座與夾板固定M8漏絲有無遺漏☐☐137上模座前後倆側M16螺絲有無遺漏☐☐138上模座與蓋板固定M8螺絲有無遺漏☐☐139蓋板材質與厚度是否與設計規范相符☐☐140蓋板與沖壓機固定M12螺絲間距是否相符☐☐141蓋板與沖頭固定M12螺絲有無遺漏☐☐142蓋板沖子敲擊孔有無遺漏☐☐143蓋板與上模座固定M8螺絲沉頭孔有無遺漏☐☐144上墊板材質與厚度是否與設計規范相符☐☐145上墊板熱處理要求與硬度求是否與設計規范相符☐☐146上墊板彈簧孔有無遺漏☐☐147上墊板與夾板固定M5螺絲沉頭孔有無遺漏☐☐148上墊板內導柱孔有無遺漏☐☐149上墊板沖子敲擊孔有無遺漏☐☐150上墊板上模座與夾板固定螺絲過孔有無遺漏☐☐151夾板材質與厚度是否與設計規范相符☐☐152夾板熱處理要求與硬度求是否與設計規范相符☐☐153夾板入塊型腔孔有無漏割☐☐154夾板入塊型腔孔有無放0.01mm間隙☐☐155夾板異型沖針有無做防呆設計☐☐156夾板固定沖針壓塊有無做防呆☐☐157夾板與上墊板固定M4螺絲有無遺漏☐☐158夾板內導柱固定螺絲是否有遺漏☐☐159夾板沖針固定螺絲有無遺漏☐☐160夾板入塊有無做防呆設計☐☐161夾板內等高柱孔是否有遺漏☐☐162背脫板材質與厚度是否與設計規范相符☐☐163背脫板熱處理要求與硬度求是否與設計規范相符☐☐164背脫板沖針過孔有無遺漏☐☐165背脫板脫料板固定螺絲過孔有無遺漏☐☐166背脫板與脫料板固定M5螺絲沉頭孔有無遺漏☐☐167背脫板固定沖針的壓塊沉頭孔有無遺漏☐☐168背脫板固定沖針的螺絲沉頭孔有無遺漏☐☐模板設計169背脫板ψ5合銷孔有無遺漏☐☐170脫料板材質與厚度是否與設計規范相符☐☐171脫料板熱處理要求與硬度求是否與設計規范相符☐☐172脫料板入子型腔孔有無遺漏☐☐173脫料板ψ4合銷孔有無遺漏☐☐174脫料板入塊固定的沉頭孔有無遺漏☐☐175脫料板折彎讓位有無遺漏☐☐176脫料板銑讓位後入塊是否可以固定☐☐177脫料板料帶強壓料槽是否加工☐☐178脫料板下模入子固定螺絲洗讓位有無遺漏☐☐179脫料板導料板洗讓位有無遺漏☐☐180脫料板浮升銷洗讓位有無遺漏☐☐181脫料板導正針孔有無遺漏☐☐182脫料板與背脫板固定M5螺絲有無遺漏☐☐183脫料板內導柱固定M4螺絲有無遺漏☐☐184脫料板沖針過孔有無單邊放0.005間隙☐☐185脫料板入塊與沖針有無放0.005間隙☐☐186脫料板入塊有無做防呆設計☐☐187脫料板入塊讓位有無遺漏☐☐188脫料板洗讓位的深度是否與圖面相符☐☐189導料板材質與厚度是否與設計規范相符☐☐190導料板熱處理要求與硬度求是否與設計規范相符☐☐191導料板ψ4固定銷孔有無遺漏☐☐192導料板固定螺絲過孔有無遺漏☐☐193導料板與料帶間隙是否加工到位☐☐194導料板與脫料板洗讓位是否相符☐☐195導料板與料帶間隙是否符合設計規范☐☐199下模刀口有無做防呆設計☐☐200下模刀口有無做三層結構☐☐201下模刀口第一層是否做到厚度8.000內孔留直面3.0下單+1度斜割☐☐202下模刀口間隙是否符合設計規范☐☐203下模刀口有無做折彎讓位設計☐☐204下模刀口為預防跳料有無做拼裝設計☐☐205下模刀口固定有無做螺絲沉頭孔設計☐☐206下模刀口固定螺絲沉頭孔深度是否與圖面相符☐☐207下模墊塊1有無做落料斜度☐☐208下模墊塊2在下模刀口磨損後有無做替換墊塊☐☐模板設計209脫料板入子有無做防呆設計☐☐210脫料板入子與沖針間隙有無放到0.003mm ☐☐211脫料板入子掛台讓位是否遺漏☐☐212脫料板入子掛台深度是否與圖面相符☐☐213脫料板入子折彎讓位有無遺漏☐☐214脫料板入子有無做沖針過孔讓位☐☐215脫料板入子定位針孔有無遺漏☐☐216☐☐217☐☐218☐☐219☐☐220☐☐221☐☐222☐☐223☐☐224☐☐225☐☐226☐☐227☐☐228☐☐229☐☐230☐☐231☐☐232☐☐233☐☐234☐☐235☐☐236☐☐237☐☐238☐☐保存期零件設計。
模具点检表

类别 序号
1 外观检 2
查
检查项目
清洁度
编
号
模具点检表
产品型号
模具名称
检查
静
动
*
*
零件名称 模具编号
检查要领
无切屑、尘砂、油污、杂 物
检查方法
目视 目视
验收
导向装
1
导柱(导套)对底座安装垂直 度
*
置
1
剪切面刃口粗糙度
*
冲裁部
分
2
刃口硬度
*
成型部
1
粗糙度:工作表面无划伤、裂 纹
*
分
2
工作面硬度
*
1
顶出器工作平稳
*
制件投入与 取出
2
制件投入,取出顺利。无干涉
*
1
模具上下模、联接板牢固
*
其它
2
模具各部分无锈蚀
*
<=0.020/100
直角尺
墙面、侧面ຫໍສະໝຸດ 粗糙度标块硬度计粗糙度标块
硬度计
目视 目视
目视 目视
塑胶模设计图面点检表

5 有無加備注。(如模號,深度)
6
7 8 9 10
□OK □NG
□OK □NG
□OK □NG □OK □NG □OK □NG □OK □NG
ˍˍˍ電極圖點檢表
序號
1 2 3 4 5
6
7 8
9
10 11 12
點檢項目
標題欄是否填寫完整,正確。 圖紙尺寸是否和模仁管制圖尺寸一致。如果是 PCKEY,則KEYSIZE大小是否與模仁管制圖上的大小 有無和公模仁作重疊。分析有無錯誤,有無與模仁干 分型面有無標明,分型面以下的放電尺寸有無標注。 模具中心及電極中心有無標明並標注完整。 電極的尺寸是否為整數,距KEY邊至少大5.0於MM。 電極的尺寸是否標注完整,KEY的大小是否為最大邊 處。0°邊與頂部邊是否分別標注完整,並作文字說明 以示區分。 電極是否有較小的轉角需清角,(清角的大小及深 是否有詳細的備注,標明電極的件數和單邊縮小量, 標明電極放電位置,左右與上下是旋轉還是平移及其 加工欄內是否填寫正確,完整。包括最高KEY深度, 後制程預留量是否正確,模仁是否需拋光及其預留量 。放電深度是否正確。 電極是否做放電抓深度平台
檢查結果 審核
□OK □NG □OK □NG □OK □NG □OK □NG □OK □NG
□OK □NG
□OK □NG □OK □NG
□OK □NG
□OK □NG □OK □NG □OK □NG
ˍˍˍ灌點圖點檢表
序號
1
2
點檢項目
檢查結果 審核
圖紙尺寸是否和母模仁管制圖一致。
□OK □NG
深度是否正確,進膠點ψ徑是否為0.5。進膠斜度是否 正確。
□OK □NG
3
有無以10mmLeabharlann 拆為兩段,並以末尾為零點,標注ψ 3.3,ψ3.0,ψ2.7的分段標注
模具点检记录表

干净后均匀喷上防锈剂
。
点检人
审核(至少每周一次) 说明:正常(完成)“√”、异常“△”。
模具点检记录表
模具编号:
JL/QR09-94A
点检频率及内容
月/日
1.模具的冷却水路无异 物,无水路不通。ຫໍສະໝຸດ 生产 前模 具保养
2.模具胶口套、圆弧无 损伤,无残留的异物。
3.固定模板的螺丝和锁 模夹,检查是否拧紧。
4.模具型腔面清除型腔
表面的防锈油,无异物
、无锈迹。
1.导柱、导套、回针、
推杆、滑块、型芯,随
生产 中模 具保
养
时观察,定时检查,适 时擦洗,每班对其加油 保养。 2.所有的压板螺丝,长 单生产时,需每4天进
行检查/紧固码模螺丝
工作。
1.所有的紧固螺丝,长
单生产时,需安排人员
每4天进行检查/紧固码
生产 模螺丝工作。
后模 2.模具型腔,检查模具
具保 型腔表面是否有残留的
养 胶丝,异物等;如有用
清模剂,棉布将其清理
塑胶模具点检表

模具制造商
同模穴数
模具尺寸
项目负责人
验收时机
项目
验收结果
OK√NG×
验收日期
T1
1.是否钻好吊环孔、相对应注塑机固定孔
2.是否配备水嘴
3.模架外形尺寸:
4.模架材料:
5.前模冷却水流量
6.后模冷却水流量
7.密封是否可靠,无漏水。密封圈是否损坏,有无抹黄油
8.冷却水任何进出两端口是否充分畅通
9.斜顶是否有导滑槽,内置在后模模架内,用螺丝固定,定位销定位10.顶ຫໍສະໝຸດ 距离是否用限位块进行限位T2
1.顶出是否顺畅,无卡滞,无异响
2.排气槽深度是否小于塑料的溢边值,PP小于0.03MM,ABS、PS等小于0.05MM
3.模具动作是否符合零件设计要求
4.分型面保持干净、整洁,无手提砂轮打磨避空,封胶部分无凹陷
5.前后模表面是否有不平整,凹坑,锈迹等影响外观的缺陷
T3
1.模具各零件是否有编号
2.模具表面是否生锈,有油污
3.是否打印模具编号、模板编号
核准
审核
制表
模具设计检查表

36
小拉杆行程( ),大拉杆行程( )
开模动作
37
扣机设计是否合理
设计标准
38
有前模行位,特殊机构模具确保动作先后顺序
39
模仁虎口设计是否合理
设计标准
40 模具定位 模胚精定位设计是否合理
设计标准
41
单边行位对侧是否设计定位块平衡模具
设计标准
42
模具合模确保导致最先导向(大于导柱直径)
设计标准
43 模具导向 热流道安装确保导柱先导向(大于导柱直径)
57
模具铭牌,水路铭牌,热咀铭牌的设计
打合资料
58 模具标示 日期章刻印等
打合资料
检查者判定 结果
冷却系统
17
冷却分配器(集水排)设置
打合资料 Core温度 BALANCE(平
衡) 350T 以上
18
水路干涉检查(安全间距>5MM,胶圈间距>3MM)
设计标准
19
顶针方式与打合资料是否一致(注意顶针不可位置)
打合资料
20
顶针是否平衡及数量适当与否
取出平衡
21 顶出系统 顶针强度是否足够,顶针板强度,顶针板螺丝设计
400宽以上模具面板,A板,B板,四面是否设计有吊环螺
50
丝
51
PL面排气开设
设计标准 设计标准 设计标准
52 排气设计 导柱的排气开设
设计标准
53
流道排气开设
设计标准
54
计数器,微动开关,先复位等
55
追加式样
支撑棒设计(要求占顶针板面及15%±5,注意进浇 下方)
56
E.G.P 设置与否
标准化 后模板强度 顶板 动作
模具点检表
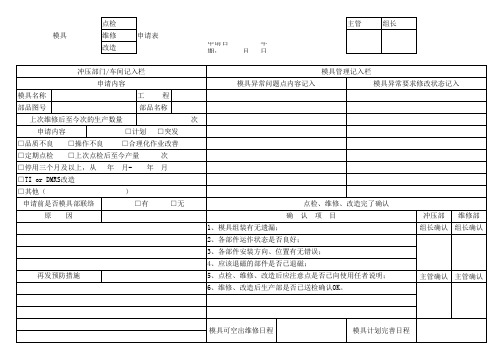
主管
组长
模具管理记入栏 模具异常要求修改状态记入
□停用三个月及以上,ቤተ መጻሕፍቲ ባይዱ □TI or DMRS改造 □其他( 申请前是否模具部联络 原 因
点检、维修、改造完了确认 认 项 目 冲压部 维修部 组长确认 组长确认
5、点检、维修、改造后应注意点是否已向使用任者说明; 6、维修、改造后生产部是否已送检确认OK。
主管确认 主管确认
模具可空出维修日程
模具计划完善日程
模具设计检查表

3.2产品胶位复查结果:平均_____mm 最薄_____mm 最厚_____mm 骨位_____mm 柱位_____mm,火山口:需要○ 不需○ 产品上是否有过厚胶位,肋骨厚度是否小于主胶厚2/3,是否会产生缩水痕迹? 三 产 品 分 析 缩水痕迹解决对策: 3.3 产品薄胶位缺胶对策:________________________________________ 3.4 产品拔模是否适当 ,饰纹位置拔模度数 。
10.2 两条运水间距要3-5倍运水直径,最少30mm。破框的直通运水要在开框前做?(特别注意通到圆镶件的运水)
★10.6 运水接头是否相互干涉,是否和其它零件干涉,是否和注塑机格林柱、码模铁干涉?
11.1 吊模螺丝孔(包含吊环旋转)是否和滑块槽、铲鸡、水嘴等其它机构干涉?螺丝配合长度有1.5倍的直径就刚好。 11.2 吊模螺丝位置是否可使吊模平衡?吊模螺丝 大小是否合适?吊模担的强度 是否足够?
第 1 页,共 2 页
模具编号
SHINY 设计检查表(设计工程师填写)
检查内容 主管/总监确认
、行位 、斜顶 、导套 、耐磨板 、模仁
★★★一.模具各部位所用材料:模胚 ★★★二.标准件按
设计。是否已经切实对照过模具规格书?自己设计的产品是否已审核过2D和3D。 是。 否。
★★★3.1 产品பைடு நூலகம்否为最新产品图
11.3 是否加必要模脚来保护模具下面的相关配件,模脚是否可使A\B板侧单独竖直摆放? 11.4 各模板、模仁及大块镶件是否有做吊装工艺螺丝孔,拆装螺丝孔?不规则零件工艺基准是否有设计? 十 11.5 回针是否单边避空0.25mm?中托司是否单边避空0.25mm、有否加取出镙牙? 一 11.6 撑头大小、位置、数量是否合理? 模 胚 11.7 各模板与模仁等强度是否足够?是否有加工变形或受热、受力变形的倾向? 11.8 各模板之间是否按要求做撬模槽?各板是否有起吊螺丝?导套末端是否有设计排气槽、是否在模具顶部和底部? 11.9各模板之间是否有管钉,管钉是否有取出螺丝? 11.10 顺序开模的动作先后及开模距离正确吗?顺序: 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具设计点检表
模具设计点检表
一、产品展开图
1.检查产品图是否有做不到的尺寸;
2.检查产品三视图是否对齐,有无重要错误;
3.展开时折弯中性层系数是否合理;
4.展开图是否按产品图公差放到位;
5.展开图是否注明材质、规格、毛边方向及片纹方向;
6.展开图是否注明展开和素材尺寸;
7.连带方式是否考虑后续加工(电镀、装配、运输等);
8.料宽、步距是否合理;
二、工序图
1.工序安排是否考虑产品图公差要求;
2.工序安排是否考虑对产品变形的影响;
3.工序安排是否考虑对后续加工的影响;
4.工程图是否注明工序数及工程内
容;
5.工程图是否注明材质规格,毛边方向,冲床吨位;
6.工程图是否用颜色.线型或图层区分,有无侧视图;
三、备料
1.模板名称,尺寸规格,数量是否统计完整,合理;
2.标准件名称,尺寸规格,长度数量是否统计完整,合理;
3.备料图是否需加工要求;
4.备料图是否有提前发放签收记录;
四、模具图
1.模具类型,模板大小,材质,热处理,是否合理
2.材料毛边方向是否与产品剪口或成型工序要求一致
3.是否注明冲床吨位,闭模高度,开模行程,脱料力
4.浮升高度是否合理,料带是否平稳,可否保证送料顺利
5.出料方式是否正确,是否需要加设安全梢,吹气梢
6.脱料方式是否合理,弹簧力是否足够,是否需用气压
7.模具零件的组装是否方便快捷,装配是否容易拿取
8.制品的取放是否方便,会否拿不出或碰伤
9.定料块位置是否正确,有无防呆或影响上模
10.导柱,导套个数及尺寸是否合理,有无防呆
11.压料面及避位尺寸是否足够,是否需磨料槽,加限位
12.压料块的材质是否合理,要否镶硬料
13.螺丝.合梢,弹簧位置和数量是否合理
14.刀口强度是否足够,有无接刀口
15.刀口间隙是否有放合理,有无详细
注解
16.尺寸精度高的地方,刀口尺寸是否有放补偿
17.容易装反的刀品镶块是否防呆;
18.零件是否需让位,是否导致产品变形,拉花
19.零件研磨是否方便,修补更换是否容易
20.零件的尺寸标注是否完整,是否方便加工
21.零件的整理是否因工序或镜相导致出错
22.零件的厚度是否正确,加工方式是否明确
23.排样图上是否有镶件编号
24.局部较复杂成形结构是否有组装图
25.图面有无按规定图层线型颜色绘制,以方便检查
26.图面有无重叠和分板,以方便检查是否画遗漏,错位
27.图面有无指定存档路径等其他事项。