PCPA过程审核
QSB+知识题库
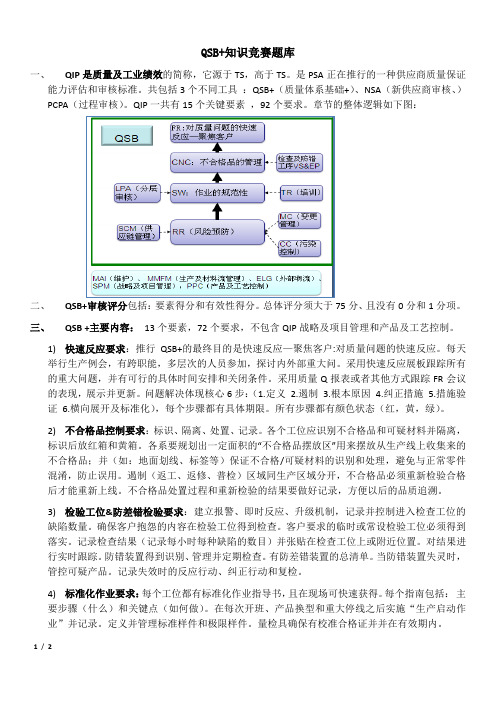
QSB+知识竞赛题库一、QIP是质量及工业绩效的简称,它源于TS,高于TS。
是PSA正在推行的一种供应商质量保证能力评估和审核标准。
共包括3个不同工具:QSB+(质量体系基础+)、NSA(新供应商审核、)PCPA(过程审核)。
QIP一共有15个关键要素,92个要求。
章节的整体逻辑如下图:二、QSB+审核评分包括:要素得分和有效性得分。
总体评分须大于75分、且没有0分和1分项。
三、QSB +主要内容:13个要素,72个要求,不包含QIP战略及项目管理和产品及工艺控制。
1)快速反应要求:推行QSB+的最终目的是快速反应—聚焦客户:对质量问题的快速反应。
每天举行生产例会,有跨职能,多层次的人员参加,探讨内外部重大问。
采用快速反应展板跟踪所有的重大问题,并有可行的具体时间安排和关闭条件。
采用质量Q报表或者其他方式跟踪FR会议的表现,展示并更新。
问题解决体现核心6步:(1.定义 2.遏制 3.根本原因 4.纠正措施5.措施验证 6.横向展开及标准化),每个步骤都有具体期限。
所有步骤都有颜色状态(红,黄,绿)。
2)不合格品控制要求:标识、隔离、处置、记录。
各个工位应识别不合格品和可疑材料并隔离,标识后放红箱和黄箱。
各系要规划出一定面积的“不合格品摆放区”用来摆放从生产线上收集来的不合格品;并(如:地面划线、标签等)保证不合格/可疑材料的识别和处理,避免与正常零件混淆,防止误用。
遏制(返工、返修、普检)区域同生产区域分开,不合格品必须重新检验合格后才能重新上线。
不合格品处置过程和重新检验的结果要做好记录,方便以后的品质追溯。
3)检验工位&防差错检验要求:建立报警、即时反应、升级机制,记录并控制进入检查工位的缺陷数量。
确保客户抱怨的内容在检验工位得到检查。
客户要求的临时或常设检验工位必须得到落实。
记录检查结果(记录每小时每种缺陷的数目)并张贴在检查工位上或附近位置。
对结果进行实时跟踪。
防错装置得到识别、管理并定期检查。
CTPAT2.0版反恐内审管评资料整套(含计划-检查表-报告-不符合改善)
XXXX有限公司内审和管评资料编制:反恐安全小组C-TPAT内审审核计划1.审核目的针对本公司反恐体系标准及反恐质量货柜管制相关作业进行审核,以适时发掘问题并采取适当至改善措施,以提升反恐体系并确保反恐执行标准质量。
2.审核依据依据公司C-TPAT体系文件和美国海关反恐大联盟的有关规定。
3.审核组成员审核组长:张权组员:夏兆迅4.审核时间:2021年3月1日5.审核日程安排8:30 - 9:00首次会议(各部门主管/经理)9:10 - 10:30 文件审核10:30 - 11:30 记录审核13:00 - 16:30 全厂现场审核(详见审核清单)16:30 - 17:00 末次会议6.审核内容(1)公司安全愿景与责任(2)安全风险评估(3)商业合作伙伴要求(4)网络安全(5)国际交通安全运输工具(6)封条安全(7)程序安全(8)农业安全(9)物理安全(10)教育及培训编制:审核:批准:首/末次会议签到表GSV-FM-070反恐体系内审检查表GSV-FM-069夏兆迅反恐体系内审总结报告GSV-FM-072审核目的:检查公司反恐管理体系的运行是否持续有效,改善薄弱环节。
审核范围:C-TPAT反恐体系涉及的所有部门审核依据:1)海关商贸反恐计划(C-TPAT)执行标准2)本公司反恐手册3)本公司反恐程序文件4)本公司反恐作业指引5)使用的法律、法规、合同要求审核时间:2021年03月01日8:30-9:00首次会议参加人员:公司二楼会议室03月01日9:10至08月07日16:30内审组队审核范围部门进行了审核。
地点:公司各相关部门厂所。
末次会议:2021年03月01日16:30-17:00参加人员:执行总经理、反恐代表、各部门经理、内审组地点:公司二楼会议室受审核部门:最高管理层、行政部、仓库、质检中心、采购部、技术部、IT、进出口、保安组、生产部内审组:内审组长:审核员:审核过程综述:本次审核是本公司按年度反恐内审计划的要求进行审核,按内审计划,内审组对公司的相关部门,保安组进行了为期1天的审核。
PCPA过程控制计划审核

案例二
总结词
风险评估、持续改进
详细描述
该化工企业在制定Pcpa过程控制计划时,首先对各个生产环节进行了风险评估,确定了关键控制点。然后,针对 这些关键控制点制定了详细的控制计划。此外,该企业还注重持续改进,定期对控制计划进行审查和更新,以提 高生产效率和产品质量。
案例三
总结词
食品安全、追溯体系
详细描述
详细描述
审查过程控制计划的文件,包括操作规程、 工艺流程图、检验规程等,确保其完整、准 确并符合相关法规和标准。同时,要关注文 件的更新和维护情况,确保其始终保持最新
状态。
现场核查
要点一
总结词
对实际操作过程进行现场检查,验证过程控制计划的执行 情况和效果。
要点二
详细描述
对生产现场进行实地考察,观察操作人员的执行情况,检 查设备设施的运行状况,验证过程控制计划的实际效果。 同时,要关注现场的安全和卫生状况,确保符合相关法规 和标准。
04 Pcpa过程控制计划审核 结果与报告
审核结果汇总与分析
审核结果汇总
将各个部门、环节的审核结果进行汇总,确保信息的 全面性和准确性。
数据分析
对审核结果进行深入的数据分析,识别问题、趋势和 改进机会。
关键问题确定
根据数据分析结果,确定影响Pcpa过程控制计划执行 的关键问题。
审核报告编写与度是否满足生产要求,以及是否进行了定期维护和校 准,确保其正常运行和准确性。
人员资质与培训审核
总结词
评估人员的专业能力和培训情况。
VS
详细描述
核实操作人员的资质、经验和技能是否符 合岗位需求,以及是否接受了充分的培训 和考核,以确保人员能够胜任工作并遵守 操作规程。
PCPA-BAIC版1009审核版
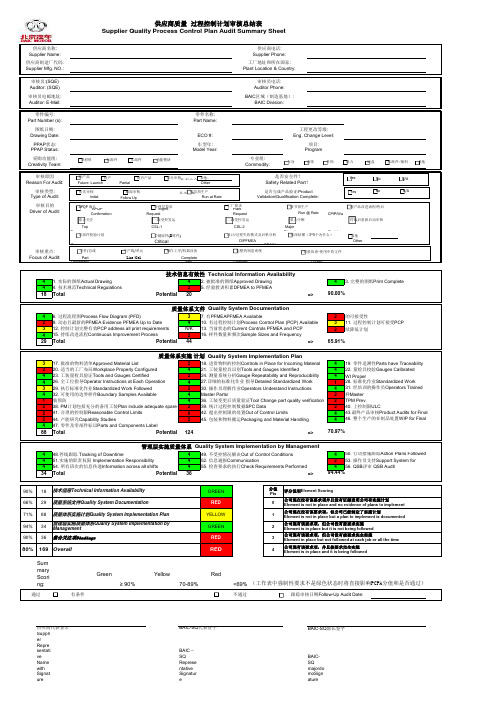
是否安全 Future Launch Other是否完成 Follow UpRun at RateAPQP ConfirmationMgmt. RequestPlant Request CPIP/WarrantyTop FocusCSL-1CSL-2Major DisruptionShutdown/Start Up AuditComponent Check PlanCritical FastnerDD&WOtherPart / AssemblyLine /CellComplete Mfg. SystemOperation / MachineQuality System - Ongoing Documentation4444218Total Potential 20=>4328. PFMEA 的可接受性PFMEA Acceptable 2433N/K 214. RPN 持续降低计划RPN reduction plan4229Total Potential 44=>32424442425. 正确的WI Proper Operator Instructions 4413244433. 标准样件Master Parts/可使用样件Samples Available 234. 防错标样Master Parts for Error Proofing 135. 工装预防性维护Preventative Maintenance Plan on Tools4237. 设备TPM Prev. Maint. Plan on Equipment 222204224488Total Potential 124=>44444244434TotalPotential 36=>90%18GREEN 分值Pts 66%29RED 071%88YELLOW 194%34GREEN 290%36RED380%169RED4NRSummary Scoring:Green≥ 90%Yellow70-89%Red <69%有条件通过,需要文件验证Approved, but need Documentation不通过Not ApprovedSupplier Representative Name with Signature BAIC -SQ Representative SignatureBAIC- SQ majordomoSignature(工作表中强制性要求不是绿色状态时将直接影响PCPA分值和是否通过)工厂地址和所在国家:Plant Location & Country:零件名称:Part Name:车型年:Model Year:Current Partial 供应商电话:Supplier Phone:BAIC 区域(制造基地):BAIC Division:审核员电话:Auditor Phone: Run @ Rate D/PFMEA ECO #: 工程更改等级:Eng. Change Level:是否完成产品验证:Product Validation/Qualification Complete:是否安全件?Safety Related Part ?审核原因Reason For Audit:Initial 项目:Program审核目的Driver of Audit:供应商名称:Supplier Name:供应商制造厂代码:Supplier Mfg. NO.:审核员:(SQE)Auditor: (SQE)审核员电邮地址:Auditor: E-Mail:零件编号:Part Number (s):图纸日期:Drawing Date:PPAP 状态:PPAP Status:审核类型:Type of Audit:采购功能组:Creativity Team:审核重点:Focus of Audit:跟踪审核日期Follow-Up Audit Date:供应商代表签BAIC-SQ 代表签字通过Approved94.44%51.实施的职责权限 Implementation Responsibility 54. 所有班次的信息传递Information across all shifts56. QSB 评审 QSB AuditBAIC-SQ 部长签字43.最终产品审核Product Audits for Final Product 46. 整个生产的在制品处置WIP for Final Product50. 行动措施跟踪Action Plans Followed52. 信息通报Communication53. 操作员支持Support System for Operators 55. 检查要求的执行Check Requirements Performed47. 零件及零部件标识Parts and Components Label70.97%48.停线跟踪 Tracking of Downtime49. 不受控情况解决Out of Control Conditions 31. 经培训的操作员Operators Trained32. 可使用的边界样件Boundary Samples Available管理层实施质量体系 Quality System Implementation by Management38. PM 计划包括充分的备用工装Plan include adequate spare tools39. 统计过程控制数据SPC Data40. 上控制限ULC41. 合理的控制限Reasonable Control Limits 42. 超出控制限的处置Out of Control Limits44. 产能研究Capability Studies45. 包装和物料搬运Packaging and Material Handling 20. 适当的工厂布局Workplace Properly Configured 21. 工装量检具识别Tools and Gauges Identified36. 工装变更后质量验证Tool Change part quality verification 23. 工装量检具验证Tools and Gauges Certified26. 全工位指导Operator Instructions at Each Operation 27.详细的标准化作业 指导Detailed Standardized Work 29. 执行标准化作业Standardized Work Followed 30. 操作员理解作业Operators Understand Instructions 15. 持续改进流程Continuous Improvement Process16. 样件数量和频次Sample Sizes and Frequency1. 实际的图纸Actual Drawing2. 被批准的图纸Approved Drawing3. 完整的图纸Print Complete22. 量检具校验Gauges Calibrated7. 有PFMEAPFMEA Available9. 动态且最新的PFMEA Evidence PFMEA Up to Date 10. 有过程控制计划Process Control Plan (PCP) Available 11. 过程控制计划可接受PCP Acceptable 12. 控制计划完整有效PCP address all print requirements 13. 当前状态的Current Controls PFMEA and PCP 28. 标准化作业Standardized Work 质量体系实施 计划 Quality System Implementation Plan17. 批准的物料清单Approved Material List18. 进货物料的控制Controls in Place for Incoming Material 19. 零件追溯性Parts have Traceability 65.91%90.00%24. 测量系统分析Gauge Repeatability and Reproducibility 6. 过程流程图Process Flow Diagram (PFD)供应商质量 过程控制计划审核总结表Supplier Quality Process Control Plan Audit Summary Sheet技术信息Technical Information Availability 评分说明Element Scoring4. 技术规范Technical Regulations5. 经验教训积累DFMEA to PFMEA专业组:Commodity:技术信息有效性 Technical Information Availability质量体系文件 Quality System DocumentationOverall 公司现在没有该要求项并且没有证据表明公司有实施计划Element is not in place and no evidence of plans to implement 公司现在没有该要求项,但公司已经制定了实施计划Element is not in place but a plan to implement is documented 公司现有该要求项,但公司没有按要求实施Element is in place but it is not being followed 公司现有该要求项,但公司没有按要求完全实施Element in place but not followed at each job or all the time 公司现有该要求项,并且按要求完全实施Element is in place and it is being followed质量系统文件Quality System Documentation质量体系实施计划Quality System Implementation Plan 管理层实施质量体系Quality System Implementation byManagement整合关注项BindingsYesNoN/A新产品投产现有产品部分审核其他:初次审核跟踪审核按节拍生产APQP 确认管理层要求工厂要求按节拍生产钻深钻横(3*5个为什么)零部件检验计划关键部件(D 零件)设计/过程失效模式及后果分析重点关注一级受控发运二级受控发运重大中断停线后重新启动审核现产品改进流程/售后其他零件/总成生产线/单元完整的制造系统Yes No N/A 操作工序/机器设备质量体系-使用中的文件功能模块原材料零部件标准件其他外饰底盘车身内饰动力标准件/辅料。
2024年质量工程师岗位职责

2024年质量工程师岗位职责质量工程师岗位职责11、严格按照公司质量管理体系运作管理程序、运作流程、技术标准等各项管理规定、制度去执行运作;2、负责评估焊接设备的设计规划、申购跟踪、及回厂验收工作;3、负责焊接作业指导书,工艺流程,质量判定标准的`制定;4、负责焊接设备检查,维护,保养要求及周期的制定;5、负责相关工艺参数设定、更改及监督检查、培训、指导工作;6、负责焊接设备备品备件需求及库存管理;7、及时完成上级领导安排的其它工作。
质量工程师岗位职责21、对车辆进行试车检验;2、对维修车辆进行质量检验及反馈(机电/钣喷),保证维修质量;3、及时有效地与车间管理人员,维修技工进行交流和沟通,发现问题及时返工,尽量杜绝返修;4、完成质量分析报告及相关档案的整理;5、负责参与重大,疑难故障的分析,鉴定。
质量工程师岗位职责31、对客户投诉原因进行分析,拟定临时措施与永久措施,并跟进责任部门的改善情况,并编制8D报告回复客户;客诉月报;2、客户满意度调查、分析和提升;3、制定成品(单体电池、Pack)检验标准、成品检验规程,品质检验SOP文件的`制定及维护;4、测试电芯/成品/组合电池,包括功能性、可靠性、安全性等;5、主导完成产线品质异常问题改进;6、协助第三方对成品质量的权威检测、判定;7、协助解决生产过程中出现的异常问题,提出改善方法。
质量工程师岗位职责4任职要求:1、性别不限,30岁以下,药学或相关专业,大专及以上;2、具备上无菌生产制剂现场监督工作经验优先考虑,可以接受倒班;3、有在经过欧美认证过的药企工作经验优先;4、具有良好的.沟通表达能力,踏实勤勉,具有抗压能力;工作职责:1、负责制剂生产过程中现场质量监控;2、审核批生产记录文件;3、起草质量管理相关文件;4、处理与生产相关的负偏差。
质量工程师岗位职责5职责描述:1、负责开发阶段的质量评审验证工作,及时识别质量风险和量产可行性,对于评审不通过的产品,组织并落实质量异常处理方案,确保订货会样品符合上市要求;2、在开发阶段,确定产品的量产质量标准和质量预警注意事项;3、协助制修订评审相关的工作指导书、管理流程和产品标准,培育内外部评审人员,保证质量评审工作顺利进行;4、编制月季年度评审工作报告,统计分析评审质量关键数据,识别重点质量问题,推动质量改进活动;5、协同检测部研发和改进检测新方法,确保检测方法的`穿用匹配性。
五大工具最详细资料-汽车主机厂-PCPA审核准备资料+计划

PCPA
详细项目
供应商准备资料
SQE/关联部署
2 – TOOLING / EQUIPMENT 工装/设备
2A – Die status (quality, capacity and timing) 模具状态(质量,产能 和日程)
2B – Equipment status 设备状态
Tooling(模型)开发计划
6C – Process Controls and Tests 过程控制及测试
6D – Outgoing Quality 产品质量
变更管理台帐 不良品处理规定 预防纠正措施管理 应急管理
初期流动管理规定(标准)
6E – SQE Audit SQE评 审
SQE/关联部署
备注
PCPA 事前准备资料
➢ 配件特别特性确认(设计确认) ➢ 事前确定工程流程图
☞ 不同供应 商/配件对策 结果
1E – IMDS (Mgt. of use limitation for dangerous or forbidden substances) 危险或违禁物品使用限 制的管理
PCPA 事前准备资料
审核员-A/B
5D – One Day Production一日生产
实验系统 组合性 生产能力分析报告 量产Control plan
SQE/关联部署 ➢ 可靠性实验项目及规格 ➢ 完成车实验评价问题点 ➢ 组合性test结果
备注
5E – Strengthened PreLaunch Control Plan投 放前的加强控制计划
日程
❖ 介绍公司现状及人员
❖ 确认审核时间 ❖ 说明审核目的 ❖ 文件审核(标准类及所需提交PPAP文件)
❖ 午餐 ❖ 现场审核
各大主机厂供应商审核要求一览行业必备宝典
在汽车行业的朋友,相信你一定听说过“审核”,今天莱茵公司刚审核好,明天大众的审核员又要过来了,福特的Q1审核近期又要开始准备了!这些“审核”搞晕你了吗?汽车上的零部件太多了,一辆汽车上有上万个零件,除了动力总成和少部分零件外,绝大部分的零件都是由供应商来制造甚至是设计的。
要知道,除了极少数的零件,主机厂是没有入库检验的,想想如果这么多零件都要检验的话,这会是一个多么壮观的场景。
很多人可能在想,那主机厂是如何保证这么多零件的质量的呢?主机厂的思路不再局限在零件质量上了,过程和体系质量也成为其关注的一部分。
如何去理解零件、过程和体系的关系?我们以快餐品牌KFC(肯德基)举个例子。
KFC这么多家门店,我们去吃的时候,味道、感受是一样的,因为:他们的人员接受的培训是一样的;所使用的设备(锅)品牌型号是一致的;原材料(鸡、土豆)是统一配送的;奶油挤多少,油几度,炸几分钟这些方法都是标准化的;整个店面、厨房环境也是统一装潢的;如果说味道、感受是零件(产品)质量。
上面提到的人、机、料、法、环就是过程质量。
过程质量是如何保证的呢?靠体系质量,经常我们会调换个顺序,就是质量体系。
质量体系有这么牛?竟然保证了过程,而过程又保证了产品。
作为爷爷辈的它到底有哪些呢?早期的时候比较混乱,美国有QS 9000、意大利有AVSQ、法国有EAQF、德国有VDA6.1。
后来将要求统一了,形成ISO/TS 16949(现为IATF 16949),当然,之前的认证大多都还保留着。
比如VDA6.1,现在的大众公司需要过ISO/TS 16949和VDA6.1两个体系的认证。
这些体系的认证多为第三方进行。
什么叫第三方?指两个相互联系的主体之外的某个客体,叫作第三方,比如你给大众供货,你自己叫自己第一方,你叫大众第二方,没有直接供货的机构(比如莱茵认证机构)叫第三方。
第三方的(体系)审核讲完了,下面我们就来看看第二方(各大主机厂)在审核方面的要求。
GM--PCPA-通用过程控制计划审核表格(二)

GM--PCPA-通用过程控制计划审核表格(二)1. GM-PCPA-通用过程控制计划审核表格是什么?GM-PCPA-通用过程控制计划审核表格是一种用于审核过程控制计划的工具。
它可以帮助审核人员对过程控制计划进行全面的审核,确保其符合相关标准和规范。
2. GM-PCPA-通用过程控制计划审核表格的作用是什么?GM-PCPA-通用过程控制计划审核表格可以帮助企业或组织对过程控制计划进行全面的审核和评估,以确保其符合相关标准和规范。
通过使用该表格,审核人员可以对过程控制计划的各个方面进行评估,包括计划的目标、范围、方法、资源、时间表等。
3. GM-PCPA-通用过程控制计划审核表格的内容包括哪些方面?GM-PCPA-通用过程控制计划审核表格的内容包括以下方面:1)计划的目标和范围:包括过程控制计划的目标、范围、关键成功因素等。
2)计划的方法和资源:包括过程控制计划所采用的方法、资源、工具等。
3)计划的时间表和进度:包括过程控制计划的时间表、进度安排、里程碑等。
4)计划的风险管理:包括过程控制计划的风险评估、风险管理策略等。
5)计划的质量管理:包括过程控制计划的质量目标、质量标准、质量控制方法等。
6)计划的变更管理:包括过程控制计划的变更管理流程、变更控制策略等。
4. GM-PCPA-通用过程控制计划审核表格的使用方法是什么?使用GM-PCPA-通用过程控制计划审核表格的方法如下:1)准备审核:审核人员需要先了解过程控制计划的背景、目的和范围,以便进行有效的审核。
2)审核计划的各个方面:审核人员需要根据GM-PCPA-通用过程控制计划审核表格的内容,对过程控制计划的各个方面进行评估。
3)记录审核结果:审核人员需要记录审核结果,包括计划的优点、不足和改进建议等。
4)编写审核报告:审核人员需要根据审核结果,编写审核报告,向相关人员汇报审核结果和建议。
5)跟踪和监控:审核人员需要跟踪和监控过程控制计划的实施情况,以确保其符合审核结果和建议。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Production approval 生产批准
Controls recording regarding Report Characteristics 标识
Improvement Activities for Tier 2 Suppliers 二级供应商的改进活动
N o
N o
N o
N o
N o
N o
F
F
F-S
F
F
na - Not Applicable
不适用
1 - JOB STOPPER
已造成工作停滞
nv - Not Valuated
未被评估
2 - JOB STOPPER Risk
3 - 2nd Level Issue
有问题但不会导致工 有导致工作停滞的风险 作停滞
PCPA(过程审核)
Part Number: 零件号: Part Description: 零件名称:
重庆林腾机电有限公司 PILOT
Mat'l Request: 物料需求数: Availability: 供应数:
4 - HUMAN RESOURCES & ORGANIZATION 人力资源与组织架构 Have operators been properly trained? 操作工是否经过适当的培 训? 5 - PRODUCT QUALIFICATION / ONE DAY PRODUCTION 产品验证/ 一日生产 Self-Qualification status 自我验证状态
B
3 N
F F-S Process FMEA N 过程潜在失效模式及后果 分析 C
N
F
N
N
F-S-C
N
F
N
F
N
N
F
N
Preservation conditions of dies, machines and equipments 工装设备和模具的保存条件
3 N
F-S F
Are clear operator instructions available and updated for each operation? 是否每个工位都易于得到清晰的最 新发布的作业指导书?
Are the Resources Matchability and Benestare dedicated to controls Status sufficient? 匹配试验和Benestare(工厂批 用于控制的资源是否充足? 准)状态
Process Controls and Tests 过程控制与试验
4 - Planned Activity according to Project
项目按计划进行
5 - Implemented Activity
活动已执行
ATTACHED DOCUMENT (附件)
F=Doc. of Supplier(公司文件) C=Doc. of Customer (客户文件)
Control instruments management 检验实验设备管理
FIFO 先进先出
Warranty 售后保修
N
F
N
N
F-S-C If more than one shift, does information get passed across shifts? 如果是多班次生产,班次之 间有交接班信息传递吗?
F-S Equipment status (quality, capacity and timing) 设备状态(质量,产能与时间 进度)
Tier 2 components approval 二级零件批准
Management involvement 管理层参与
Integrative Tests Status 综合测试状态
Tier 2 approval 二级供应商的批准
Incoming Material Controls 来料控制
Controls recording 记录控制
Traceability 可追溯性
Lessons Learned 经验教训
N
F-C
N
F F
N
F-S
N
F
N
F
N
F
N
F
N
N
Flow N Chart 流程图
SQE Audit 产品质量工程师的评审
Non-conforming products management 不合格品的管理
Appropriate process flow 适当的工艺流程
Quality and Environmental certifications 质量与环境质量体系认证
N o
N o
公司内部质量
1 - DOCUMENTATION 文件
2 - TOOLING / EQUIPMENT 模具/ 设备 Die status (quality, capacity and timing) 模具状态(质量,产能与时间 进度)
3 - PROCESS 过程
8 - LOGISTIC 物流
Drawings 图纸 A
N
F
N
F
N
N
F
N
NControl Plan Process
过程控制计划 D
Ordinary and Preventive Maintenance (machines/dies/equipments) 日常与预防性的维护(机器/模 具/设备)
Process Capability (Ppk, Cpk & Cmk) 过程能力(短期、长期、设备能力 指数)
One Day Production 一日生产
Outgoing Quality 出货质量
Re-works 返工
Appropriate handling and packaging 恰当的搬运与包装
Periodic Re-Qualification 定期再验证
N
F-S IMDS (Mgt. of N use limitation for dangerous or forbidden substances) 国际材料数据系统 N (对危险或禁用物质的使 o 用限制管理) F F-S
RESULT: 总评:
Date: 日期:
Odm: 变更号: Project: 项目:
Customer Name: 顾客名称: SQE: 质量工程师:
SOP
Mat'l Request: 物料需求数: Availability: 供应数:
6 - IMPLEMENTATION OF QUALITY 质量运行 7 - IMPLEMENTATION OF QUALITY 质量运行 9 - CONTINUOUS IMPROVEMENT 持续改进
N
F
N
F-S
N
F
N
F
N
F
N
N
E
5 3
Is the Special Maintenance effective? 特殊维护是否有效?
Restart of production 重新生产
Environment, Health and Safety (EHS) 环境,健康与安全(EHS)
Strengthened Pre-Launch Control Plan 加严的前期投产控制计划