PCBA工程不良分析方法
PCBA CAF失效机理分析和材料预防
通过切片可以从中观察到常见的CAF失 效模式。一般来说CAF失效现象有两种存在 形式。
一种是沿着玻璃纤维方向生长,类似芯 吸现象。'‘芯吸效应”是超细纤维特有的性能, 是指超细纤维中孔细,接近真空时,近水端纤
维管口与水分子接触形成纤维中真空孔隙,此 时大气压值超过纤维内部的真空,水就自然压 积进入纤维孔隙中,纤维孔隙越细,芯吸效应 愈明显,这种芯吸透湿效应愈强。当铜箔或其 他焊面发生电迁移后,形成的絮状或树状生 长物同样也会发生芯吸现象,且该现象还会继 续导致电化学迁移,加剧生长物生成的速度。 PCB CAF现象多发生在芯吸最严重位置,在 玻璃纤维边缘存在空隙;另一种是层压板内层 与材料分层,CAF沿着分层处生长。
性细丝物。 CAF,通常发生在孔与之间、通孔与内
(外)层导线之间、导线与导线之间,从而造 成两个相邻体绝缘材料的绝缘性能下降甚至造 成短路。
1. 2 CAF生长过程
CAF失效的生长过程,一般分为2个阶段 阶段1:高温湿环境下,使得玻纤与氧树 脂之间的附着力出现劣化,并促成玻纤表面硅 烷偶联剂的化学水解,从而在玻纤与环氧树脂 的界面上,形成沿着玻纤增强材料促成CAF 生长的通路; 阶段2: Cu腐蚀的水解反应,并形成Cu 盐的沉积物,并在外界偏压的驱动下,逐渐形 成 CAFo
5电子技术与软件工程的发展趋势
5. 1向着开方性发展
现阶段电子技术与软甲工程技术的发展 状况分析而言,其不打断向着开放计算方向靠 拢。该类型形式的计算主要内容分别是开放性 软件和开放性构架等方面。同时将开放性的标 准进行相应的统一管理,使得电子技术与软件
工程技术中融入到互联网技术,从而实现集成 化的应用模式,使得用户能够在有关电子技术 或是软件工程技术领域方面的投资,能偶获取 安全性保障。
PCBA可制造性设计DFM评估检查表范例
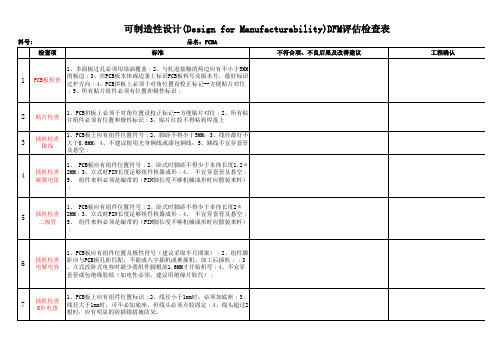
可制造性设计(Design for Manufacturability)DFM评估检查表
ห้องสมุดไป่ตู้
标准
品名:PCBA
不符合项、不良后果及改善建议
1、多面板过孔必须用绿油覆盖﹔2、与轧道接触的两边应有不小于5MM
1
PCB板检查
的板边﹔3、在PCB板本体或边条上标识PCB板料号及版本号,最好标识 过炉方向﹔4、PCB拼板上必须于对角位置设校正标记--方便贴片对位
不符合项、不良后果及改善建议
工程确认
检查项
标准
不符合项、不良后果及改善建议
工程确认
Manufacturability)DFM评估检查表
工程确认
工程确认
工程确认
工程确认
工程确认
插机检查 2MM﹔3、立式时PIN长度足够组件机器成形﹔4、 不宜穿套管及悬空﹔ 二极管 5、 组件来料必须是编带的(PIN脚长度不够机械成形时应散装来料)
﹔
1、PCB板应有组件位置及极性符号(建议采取半月图案)﹔2、组件脚
6
插机检查 距应与PCB板孔距匹配,不能成八字插机或难插机、加工后插机﹔﹔3 电解电容 、立式改卧式电容时最少离组件脚根部1.6MM才开始折弯﹔4、不宜穿
9
插机检查 1、PCB板应有组件位置及方向标识﹔2、排插PIE脚头必须倒角处理;3 排插 、排插不用额外剪短PIN脚﹔4、建议首尾2脚打K。
1、PCB板应组件位置标识﹔2、应有插错防呆设计---PIN孔配合﹔3、
10
插机检查 B/N必须有独立立的高度定位设计,不能依线包或外部磁芯定位﹔4、 变压器 线包不能抵住底部PCB板或底部组件、周边组件﹔5、变压器建议消除
1、披锋/毛刺大小必须符合外观检验规范;2、披锋不得与相应的PCB 板组件相挤压;3、披锋不得影响产品贴纸的张贴;4、外壳的电镀或 油漆涂层时,其表面的折角处必须作圆弧处理。
pcba维修工程师工作内容

pcba维修工程师工作内容PCBA维修工程师工作内容。
一、PCBA是啥?先搞清楚这个才能谈维修工程师的工作嘛 。
PCBA呢,就是Printed Circuit Board Assembly的缩写,简单说就是已经装了各种电子元件的印刷电路板。
这就像是一个小世界,上面的每个元件都有自己的角色,少了谁都可能出问题。
比如说电容就像个小水库,储存和释放电能;电阻就像个调皮的小门卫,控制着电流的大小。
二、维修工程师的日常工作之检测 。
1. 外观检查。
- 这是最基本的一步啦。
就像我们看一个人,先看外表有没有问题一样。
维修工程师拿到PCBA板,首先会用他们那犀利的小眼睛(当然有时候也会借助放大镜啦),仔细查看电路板上有没有明显的烧伤、裂痕或者元件松动的情况。
我就见过一个工程师,看到一个电阻有点歪,就像一个站不稳的小士兵,他就知道这里可能有问题。
这就好比你看到一个人头发乱了,可能是经历了什么风吹草动一样。
- 如果发现有元件烧焦了,那可就像发现了一个“火灾现场”。
这时候工程师就要去追查是什么原因导致的,是电压过高呢,还是这个元件本身质量不好。
2. 电气性能检测。
- 这就需要用到各种高大上的仪器啦,像万用表、示波器之类的。
万用表就像一个多功能小侦探,可以检测电路的电压、电流和电阻值。
工程师会根据电路板的设计规格,看看这些数值是不是在正常范围内。
比如说,如果一个电路正常工作时电压应该是5V,但是测出来只有3V,那就像一个人应该吃5个馒头才饱,现在只吃了3个,肯定是哪里出问题了。
- 示波器呢,就更厉害了,它可以把电信号的波形显示出来。
工程师可以通过观察波形的形状、频率和幅度,来判断电路是否正常工作。
这就像是看一个人的心电图一样,正常的波形是有规律的,如果波形乱七八糟,那就说明心脏(电路)有毛病啦。
三、故障排查 。
1. 从简单到复杂。
- 维修工程师一般都有自己的一套排查方法。
他们会先从简单的、容易出问题的地方开始检查。
就像我们找东西,先从最可能放的地方找起一样。
PCBA生产PFMEA分析范例

2 2 2 2 2 2
破损的包装容器(或材料)及 每月进行点检 时更换 开拉前检查 开拉前检查 开拉前检查 开拉前检查
2 现场管理者抽查 2 现场管理者抽查 2 现场管理者抽查 2 现场管理者抽查
开始 搬运时混料 收料 货仓收错料 物料损坏或报废 5 5 5 搬运时没有防护 来料P/N错 收料员忽视 2 现场培训教育 2 3 反馈供应商在发货时核对每 个PO的物料P/N和描述 收料时确认所有最小包装的 P/N、描述 IQC抽检 3 2 IQC 抽检 2 30 30 20
MRB 流程不正确
不良物料被使用 导致产品返工或 5 报废 5
旧的体系文件不完善
3
培训员工 修改文件和MRB流程
上线前安排专人 挑选不合格项 物料入库时,双 方核对入库单于 上的库位 接收入库单后认 真核对每种物料 的编码与实物标 签上的编码一致
2 2 2
3 30 3 30 3 30
没有依据各种物料的需求进 行申购检测仪器设备
3
2
2 20
PASS贴纸上的编码书 写错误
5 生产时用错物料 5
人为疏忽
3
填写好贴纸后由 两人进行互检
3
要求检验员在 检验员 填写贴纸内容 5 Dec-07 时书写工正, 字迹清晰
2
3 30
没有与送检单核对物料PN 员工没有培训,放置时没有 确认 员工没有培训,放置时没有 确认或物料放置区域标示错 误
30 30 30 20
收料
IQC检验时出错 5
样品错误
检验错误
5
对收料员培训<PED LED使用 贴P/N标签时没有依原包装信 3 工作指导>的所有内容,并 IQC检查 息核对每种LED的Bin code 现场考核 输单人员自检时 2 系统输单员粗心 认真核对 收料人员收料时 2 收料员忽视 仔细核对 1.要求供应商来料时在包装 1.物料认证时由 上标示清楚"AVL和MFG 产品工程师核对 3 P/N" AVL和MFG P/N 产品工程部封样错误 2.产品工程师依客户图纸和 2.IQC抽检时核对 SPEC确认样品的所有参数 样品和SPEC 没有多余的物料提供给IQC做 2 MC下PO时考虑物料余量 样品 IQC抽检前点检
电路板焊接过程中出现的问题及解决方法
电路板焊接过程中出现的问题及解决方法电路板焊接过程中可能出现各种问题,这些问题可能涉及焊接质量、元件连接、热管理等方面。
以下是一些可能出现的问题及相应的解决方法:1. 焊接质量问题:问题1:焊点质量不好,容易出现焊接点断裂。
解决方法:- 确保焊接温度和时间适中。
- 检查焊接设备,确保焊锡和焊垫清洁。
- 使用合适的焊接工艺,如波峰焊、回流焊等。
问题2:焊接点出现虚焊或冷焊现象。
解决方法:- 确保焊点的焊锡表面和焊盘干净。
- 控制焊接温度,避免过高或过低。
- 使用活性焊剂以提高焊接质量。
2. 元件连接问题:问题3:元件安装不牢固,容易脱落。
解决方法:- 检查元件的引脚长度和孔洞设计是否匹配。
- 使用合适的焊接方法,确保焊接牢固。
- 考虑使用支撑结构或背板来加强元件的固定。
问题4:焊接引脚错位或短路。
解决方法:- 确保元件的引脚和焊盘设计一致。
- 使用自动贴片机等设备进行精确的元件安装。
- 进行可视检查和自动检测以确保引脚位置准确。
3. 热管理问题:问题5:焊接区域温度过高,可能导致元件损坏。
解决方法:- 使用适当的冷却设备,如风扇或冷却器。
- 控制焊接温度和时间,以避免过度加热。
- 考虑使用热敏感元件时,采取额外的热管理措施。
问题6:焊接过程中可能引起元件附近的塑料部件熔化或损坏。
解决方法:- 在焊接过程中采取屏蔽措施,防止焊接热量直接照射到塑料部件。
- 考虑使用高温耐受的塑料部件。
- 调整焊接设备的温度和焊接时间,以降低对周围塑料部件的影响。
以上解决方法只是一些常见问题的应对策略,具体问题的解决还需要根据具体情况进行综合分析。
在电路板焊接过程中,定期进行设备维护、工艺参数调整以及质量检测是确保焊接质量的重要手段。
两图一表

QA Dept.
2013-7-10
Foryou
QA Dept.
前言
本课件旨在为现场技术管理人员介绍分析 问题的几种基本方法,这些是华阳多年以来 一直沿用并经实践证明行之有效的分析方法, 我们简称为“两图一表”。两图指排列图和 鱼骨图,一表是检查对策表。希望各技术管 理人员熟悉这些基本方法,并在生产现场充 分运用,不断学习,提高分析解决问题的实 战能力。
下页
返回
1. 排列图
1.3 排列图如何制作
使用排列图进行分析,必须要确定不良项目分类,按项 目分类进行数据的统计与汇总,再按所得数据绘制出曲线 与直方形图。具体步骤: 1. 决定分析的期间,以确定进行数据的选取; 2. 将统计数据按项目别进行分类登记; 3. 各项目数据按大小顺程依次自左向右排列在横坐标轴 上(即大数靠近左纵坐标轴); 4. 以左纵坐标表示项目的数量,以右纵坐标表示所占累 计百分率; 5. 在横坐标上绘制每个项目的直方图形; 6. 逐项累计项目数量所占百分率,并将累计百分率标识 在排列图上,连接百分率曲线,排列图即基本形成;
Foryou
QA Dept.
首页
上页
下页
返回
2. 鱼骨图
2.4 案例
3.对鱼骨图分析的各项可能原因进行调查,逐项排除非主 要因素,必要时应进行条件复现试验和对比试验,以验证 分析是否正确,是否为根本原因; 4.验证分析过程中应结合排列图、检查表等工具; 5.针对主要原因和根本原因制定对策,实施对策,作成对 策分析表,用排列图等来确认对策效果; 6.对策有效要形成正式结论报告。将有效的对策进行恒定 和固化。
2013-7-10 Foryou QA Dept.
首页
不良原因判断分析方法2

◆ 1、螺栓跳跃焊接工程(作业的中断)
◆ 2、多数螺栓焊接作业的途中终止(螺栓的板件落下的处理错误)
◆ 3、螺栓一个,焊接作业的单品混入
◆ 4、螺栓的落下,板件的落下(落下品的部品容器内投入错误)
◆ 5、没有充分接受焊接作业的教育,没有传授(作业习熟度不够) ◆ 6、不认为要装螺栓或没有接到指示(新人作业) ◆ 7、卷闸门、计数器、灯等的警告解除无视(随意的违反规则) ◆二、设备的不具和(PROJ焊机、螺栓输送机、螺栓供给装置、动力、电极) ◆ 1、即使没有部品也能启动(能生产、能流出,欠品检出有误) ◆ 2、没有供给螺母(螺母输送机不工作,螺栓没有或没有供给螺栓) ◆ 3、即使有螺栓也无法焊接(焊接机不能工作) ◆ 4、实际不通过工程其他设备也能启动(连锁装置无效) ◆三、物的不具和 ◆ 1、不易拿的尺寸(螺栓从安装面落下) ◆四、方法的不具和 ◆ 1、生产悬挂品的处置错误(布局发生变更和工程遗漏) ◆ 2、段取用的中间悬挂品的处置错误(车种切换) ◆ 3、隔离品的处置错误(布局发生变更和工程遗漏) ◆ 4、(异常发生)对象部品的处置错误 ◆五、情报的不具和 ◆ 1、没有安装螺栓的指示(图纸手配和作业指示遗漏)
大) ◆ 2、螺母不适合(螺母的松动和掉地螺母的使用) ◆四、方法的不具和(焊接条件,异常处理) ◆ 1、焊接条件不适合(加压力高和超过螺母使用界限) ◆ 2、焊接位置不稳定(重叠,打斜:R角与螺母干涉及装件角度不良) ◆ 3、隔离部品的处置错误(调试品的混入) ◆ 4、异常发生品的处置错误 ◆五、情报的不具和 ◆ 1、设计变更(材质、板厚、螺母式样)(设变和焊接条件指示遗漏)
◆ 3、由于夹具异常导致作业途中停止(夹具的松动)
◆ 4、由于焊接异常导致作业途中停止(可动部的松动和加压力低下)
PCBA失效分层起泡原因分析
PCBA失效分层起泡原因分析简介在电子产品制造过程中,PCBA(Printed Circuit Board Assembly)是一个至关重要的环节。
然而,在PCBA制造过程中,我们可能会遇到分层起泡的问题,导致PCBA失效。
本文将分析PCBA失效的分层起泡原因,并提供相应的解决方案。
背景PCBA是由印刷电路板(PCB)和电子元件组成的整体。
PCB是一个多层结构,其中包含了导线、绝缘层等,用于实现电子元件之间的连接和信号传递。
然而,由于制造过程中的各种因素,PCBA可能出现分层起泡现象,影响其性能和可靠性。
分层起泡的原因1.制造工艺不合规范:制造过程中,如果没有严格按照规范操作,就容易导致分层起泡。
例如,过于高温或过于低温的焊接过程、不正确的粘合剂使用等,都可能导致胶层或绝缘层的局部分层起泡。
2.材料质量问题:PCBA制造中使用的材料质量差异导致的分层起泡问题也比较常见。
例如,粘合剂的质量不稳定、胶层材料含有过多的杂质等,都会导致分层起泡。
3.制造环境问题:制造过程中的环境条件也会影响PCBA的质量。
例如,工作环境过于潮湿、尘埃过多等,都可能导致分层起泡。
特别是在涂胶过程中,如果环境湿度过高,胶层干燥不完全,容易导致气泡形成。
4.设计问题:PCBA的设计也可能存在导致分层起泡问题的因素。
例如,PCB的层数过多、布线过于密集等设计不合理,都会增加分层起泡的风险。
分层起泡的解决方案1.严格执行制造规范:在PCBA制造过程中,要严格按照制造规范操作,确保温度、湿度等环境参数符合要求,避免过高或过低的温度导致分层起泡。
同时,使用规范的粘合剂,并确保其质量稳定。
2.优化材料选择:选择质量可靠、稳定的材料,避免使用含有杂质的材料。
对胶层材料进行充分的测试和筛选,确保其质量良好,减少分层起泡的风险。
3.控制制造环境:在PCBA制造过程中,要保持工作环境的干燥、清洁。
特别是在涂胶过程中,要确保环境湿度控制在合理范围内,避免涂胶过程中的气泡形成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
7
PDF created with FinePrint pdfFactory Pro trial version
五、糾正措施
Ú 查明失效模式、追查失效机理以及探讨改进方法,
辅以失效相关的高強应力试验。 Ú 分析失效原因結論反饋至相關部門,針對失效原因 作出相應糾正、改善及預防措施。落實相關改善動 作,對導入的措施進行長期數據驗證跟蹤,確定失 效分析結論正確性與改善效果總結。 Ú 失效分析中涉及到ESD防护、电浪涌防护、环境应 力等设计缺陷造成電子元器件的损伤,应及時反饋 至客戶RD端進行設計創新改進。
8ห้องสมุดไป่ตู้
PDF created with FinePrint pdfFactory Pro trial version
常見失效元件形態 (一)
PCB Open
電阻 Burn out
排阻PAD脫落
9
PDF created with FinePrint pdfFactory Pro trial version
值、耗電流值,芯片引腳參數及線路通斷情況。輔助檢測PCBA及各電子元 器件之良好狀態。
NG
NG
15
PDF created with FinePrint pdfFactory Pro trial version
TSMT D-G FA應用之工具
Ú 儀器名稱: LCR电桥测试仪 Ú 作用:电感、电容、电阻参数测量仪,不仅能自动判断元件性质将符号图形显示出来,并显
失效分析流程
Ú 第一步:獲取失效異常信息
Ú Ú Ú Ú Ú Ú
接受現場 or 客户不良信息反馈及分析请求 客戶抱怨內容 型号、批号、失效率、所占比例 外觀檢驗、生產信息 失效模式現象、參數值 正常品相比之差異
4
PDF created with FinePrint pdfFactory Pro trial version
二、失效情況調查
Ú TSMT內部相關部門成立專項小組。制定設計失效
分析方案,記錄各項信息內容,長期記錄形成FA 分析資料庫,為以后的分析積累經驗值。 Ú 收集制程工藝信息,此產品生產過程中人、機、 料、法、環的變動情況。 Ú 謹慎失效樣品及現場保護。 對分析過程中容易改 變、丟失、破壞之資料,務必要進行相關證據保 全,以免報告結論無依據,失信于客戶。
個案講解
CMO 35-D042781機種QP1 Burn out case Example:
CMI 043781機種QP4 Burn out FA Report
20
PDF created with FinePrint pdfFactory Pro trial version
PCBA = SMT W/S H-S HB
工程失效品分析方法進階段講義
---分析要素及其分析基本流程 編著:譚軍勝 時間:2010年7月
1
PDF created with FinePrint pdfFactory Pro trial version
主要內容
6
PDF created with FinePrint pdfFactory Pro trial version
四、证实失效机理
Ú 通過理論電路推演失效電子元器件過程,模擬失效
樣品失效當時運行環境,再現故障發生全過程。并 針對失效原因進行更加苛刻之系列应力试验分析。 Ú 證實失效元器件破损机制系生產随机性失效和來料 批次性失效。通过数据分析, 形成分析Report,找 出引起失效發生的真實原因 。 Ú 明確定義客供雙方責任歸屬。
Ú 失效分析的定義 Ú 失效分析的流程 Ú PCBA電性功能常見失效元件 Ú 失效分析儀器與檢測技術 Ú 案例講解
2
PDF created with FinePrint pdfFactory Pro trial version
失效分析定義
Ú 失效分析是一门综合性的工程技术。进行失效分析要与電子元器件的设计者、制造
常見失效元件形態 (二)
Fuse Open
電容擊穿
三極管Burn out
10
PDF created with FinePrint pdfFactory Pro trial version
常見失效元件形態 (三)
電感過流
拆解放大圖片
IC 燒焦
傷口放大圖片
11
PDF created with FinePrint pdfFactory Pro trial version
TSMT D-G FA應用之工具
Ú 名稱:顯微鏡 Ú 作用:客戶退回之失效sample,采用顯微鏡放大技術觀察各電子元器件的外
观,以及失效部位的表面形状、分布、尺寸、组织、结构、应力、制程等。如 芯片的烧毁和击穿现象、引线键合情况、基片裂… 撞損件/EOS/ESD損壞形 態。 NG
可明顯判別PCBA各電子元器件工作電流太小及是否正常。
0K
NG
13
PDF created with FinePrint pdfFactory Pro trial version
TSMT D-G FA應用之工具
Ú 儀器:數字式測溫儀 Ú 作用:PCBA通電運行狀態下,監控主要芯片工作溫度曲線(是否緩慢上升超
NG
12
PDF created with FinePrint pdfFactory Pro trial version
TSMT D-G FA應用之工具
Ú 儀器:可調直流電源供給器 Ú 作用:可調DC TO DC 電源供給。PCBA工作時input電壓及電流,通過耗電流值
5
PDF created with FinePrint pdfFactory Pro trial version
三、失效模式鑒別
Ú 失效模式確認,安排失效樣品采用原始生產程序復測
試,仔細判別失效模式與客戶端反饋異常狀態是否一 致。 Ú 失效元件確認,利用儀器工具輔助檢測PCBA及各零件 的功能,開短路狀態、芯片引腳的功能應用,找出 PCBA功能失效機理部分。 Ú 熟悉PCBA电子电路原理、觀察电子元器件失效形態, 結合理論實際闡述失效機理發生之原由。
TSMT D-G FA應用之工具
Ú 儀器名稱:BGA rework 機台 Ú 作用: rework 球形柵列(BGA)封裝模式電子元器件拆取與貼裝。
19
PDF created with FinePrint pdfFactory Pro trial version
示出值。还能测量Q、D、Z、Lp、Ls、Cp、Cs、Kp、Ks等参数,显示出等效电路图形。 0K
0K
16
PDF created with FinePrint pdfFactory Pro trial version
TSMT D-G FA應用之工具
Ú 儀器名稱:數字式示波器 Ú 作用:將電信號以圖形方式表現出來,可檢測電信號上升時間、脉衝寬度、重復周期、峰
的效果,主要針對先進封裝產品(BGA、CSP、FLIP CHIP)隱性接點的錫球, 利用X-ray透視電子元器件提供電路板的靜態圖像及不同平面上的X射線電路 板的分層圖像,從而確定虛焊及焊點橋接缺陷。
NG
NG
18
PDF created with FinePrint pdfFactory Pro trial version
值電壓、電流數值等信號參數。輔助分析PCBA運行中各信號上電時序及波形狀態。
17
PDF created with FinePrint pdfFactory Pro trial version
TSMT D-G FA應用之工具
Ú 儀器名稱:X-ray Ú 作用:通过X射线宏观应力分析来检查焊接、热处理和表面强化处理等工艺
者、使用者三方共同分析讨论,从元器件设计技术、制造技术、器件物理理论、器 件使用条件、电子设备制造和设计以及可靠性管理等方面进行综合分析,準確快速 找出失效之真正原因。通过确定失效模式和失效机理,提出对策,采取措施,防止 类似的失效Case重复出现
3
PDF created with FinePrint pdfFactory Pro trial version
出芯片正常耐溫上限),芯片高溫環境下致電性功能失效。
0K
NG
14
PDF created with FinePrint pdfFactory Pro trial version
TSMT D-G FA應用之工具
Ú 儀器名稱:數顯式萬用電表 Ú 作用:量測PCBA信號線對地阻值、電容&電阻規格值、上電后各點位電壓