攀钢线材热处理工艺研究
攀钢线材厂优质硬线的开发
制造 、 自己安装 调 试 的 4 。 速线 材精 轧机 , 5高
控 冷 工 艺 线 采 用 标 准 斯 太 尔 摩 冷 却 ;97年 19 通 过 深 挖 内部 潜 力 , 功 地 完 成 增 大 盘 重 的 成 改造 ;9 9年 利 用 加 热 炉 恢 复 性 大 修 机 会 , 19 增 设 了平 一 立 交 替 的 预 精 轧 机 组 , 轧 电 控 精
系统 由模拟 控制 改 为数 字控 制 , 轧制 速 度提
作 为深 加 工 用 的 硬 线 需 具 有 高 强 度 、 高
维普资讯
四 川 冶达 到 此 要 求 , 产 的硬 线 要 生
必 须 具 备 晶粒 细 小 、 条 性 能 均匀 、 寸精 度 通 尺
() 材通条性能均匀 、 织 细小。 5线 组 ( ) 条 脱 碳 层 要 求 , 般 脱 碳 层 深 度 不 6盘 一
大于公称直径 的 2 。 % ( ) 条 不 得 有 耳 子 、 叠 、 疤 、 纹 等 7盘 折 结 裂 缺陷。
4 我 厂 优 质 硬 线 的 开 发 与 生 产
维普资讯
20 0 2年 第 5期
攀 钢 线 材 厂 优 质 硬 线 的 开 发
攀钢线材厂
【 摘
硬线。
孙 明荣
要 】 通过 试验 和现 场 实践 , 不断 地 对加 热 、 制和 控 制 冷 却 等 工序 的 工 艺参 数 逐 步 完 轧
善 和优 化 , 而形 成 了我 厂优 质硬 线 的生产 工 艺 , 从 并生产 出了符合 深加 工要 求 的含微 V、 i T 的优 质
2 攀 钢 线 材 厂 简 介
() 轧温度和控制 冷却温度严格控制 , 4终 为 了得 到 强 度 高 、 拔 性 能好 的 硬 线 产 品 , 拉 必 须严 格 控 制 线 材 的 终 轧 温 度 和 控 制 冷 却 温
攀钢75kgm、U75V热处理钢轨基地焊接、正火工艺参数调试浅析
攀钢75kg/m、U75V热处理钢轨基地焊接、正火工艺参数调试浅析重载技术•太原铁道科技攀钢75kg/m、U75V热处理钢轨基地焊接、正火工艺参数调试浅析李金鹏:太原工务机械段摘要:本文通过湖东钢轨焊接整修基地在2016年调试攀钢 75kg/m、U75V热处理钢轨的试验过程,分析到任何一种新材质 钢轨,必须调试出对应的焊接、正火工艺参数,通过铁道行业标 准所规定的钢轨闪光焊接型式检验,取得型式检验报告后,才有资质进行批量焊接生产.因此,熟悉工艺参数制定的流程、方 法、关键,对于降低参数调试成本,提高参数调试成功率具有重 要意义。
关键词:钢轨焊接;焊接参数;正火工艺;型式检验0概述2016年湖东钢轨焊接整修基地承接了一批,攀钢 75kg/m、lI75V热处理钢轨的焊接任务,为了拥有焊接 此种材质钢轨的生产资质,必须通过试验,调试出此 种钢轨的整套焊接工艺。
并通过铁道行业标准《钢轨 焊接第2部分:闪光焊接》TB/T1632.2-2014所规定的钢轨闪光焊接型式检验,取得中国铁道科学研究 院的《攀钢75kg/m、U75V热处理钢轨闪光焊接型式检 验报告》后,方能正式生产。
整套工艺参数包括“焊接 工艺参数”和“正火工艺参数”两个大的项目。
根据钢 轨化学成分等因素,确定采用“软规范”或“硬规范”参 数调试方向。
通过落锤检验,实现连续25个落锤试件 不断,15个断口合格,确定焊接工艺参数。
通过正火工 艺调试,实现硬度、宏观、显微组织、晶粒度等检验项 目全部合格,确定正火工艺参数,最终确定整套工艺 参数,开始正常生产。
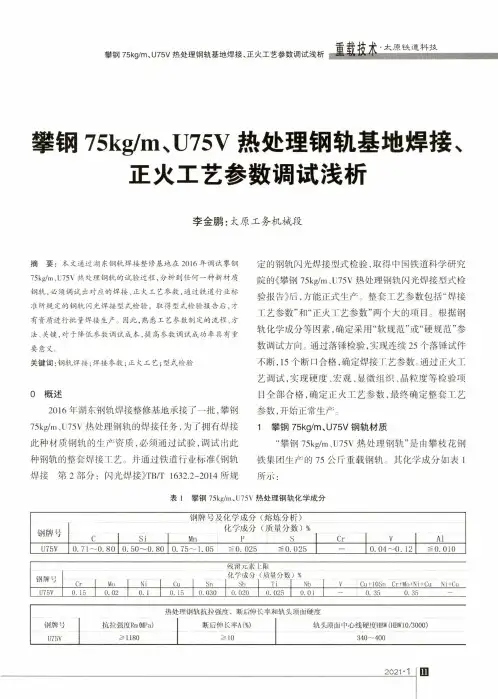
1攀钢75kg/m、U75V钢轨材质“攀钢75kg/m、U75V热处理钢轨”是由攀枝花钢 铁集团生产的75公斤重载钢轨。
其化学成分如表1所示:表1攀钢75kg/m、U75V热处理钢轨化学成分钢牌号及化学成分(熔炼分析)钢牌号化$成分(质量分数)%C Si M n P S Cr V A1U75V0. 71 〜0.800• 50 〜0•800.75〜1.05 ^0. 025 芸0.025一0. 04—0. 12各0.010残留几素丨:限化学成分(成蛩分数)%'jCr M e)Ni Cu Sn Sb Ti Nb V Cu+lOSn Cr+Mo+Ni+Cu Ni+Cu U75V0.150.020.10.150.0300.0200.0250.01—0.350.35热处珂钢轨抗拉强度、断;5#长率和轨头顶111丨硬度钢牌4抗拉强度R m(M P a)断后伸长率A(%)轨头顶Ifij中心线硬度H B W(H B W10/3000)U75V$=1180^10340〜4002021-1 Q ]太原铁道科技•。
合金钢线材的热处理工艺优化与影响因素分析
合金钢线材的热处理工艺优化与影响因素分析随着工业技术和材料科学的不断发展,合金钢在各个行业中得到了广泛应用。
其优异的力学性能和耐热性使其成为诸多结构件、机械零件和工具的首选材料之一。
然而,合金钢的力学性能和性能稳定性很大程度上取决于热处理工艺的选择和优化。
因此,本文将重点探讨合金钢线材的热处理工艺优化与影响因素分析。
一、合金钢线材的热处理工艺在热处理工艺的选择上,合金钢线材主要经历四个阶段,包括退火、正火、淬火和回火。
这些热处理阶段可用于改善钢材的力学性能、提高材料硬度和耐热性以及消除内部应力。
1. 退火退火是合金钢线材热处理工艺中的第一步,其目的是消除冷加工过程中产生的应力和塑性变形,并使晶粒得到再结晶,提高钢材的塑性和韧性。
适当的退火温度和时间对于合金钢线材的后续处理步骤非常重要。
2. 正火正火是通过控制冷却速率和加热温度,使合金钢线材达到所需的力学性能和组织结构。
正火可以增加合金钢的硬度和强度,提高材料的耐磨性和抗拉强度。
然而,正火温度过高或冷却速率过快都会导致材料的过硬化和脆化。
3. 淬火淬火是将合金钢线材迅速冷却到室温以下,以使其组织结构转变为马氏体,增加钢的硬度和强度。
淬火水槽或油槽是常用的淬火介质,通过控制淬火温度和淬火介质来实现所需的力学性能。
4. 回火回火是合金钢线材热处理工艺中的最后一步,通过加热和保温,使淬火后的马氏体转变为较稳定的组织结构,以降低钢材的硬度和脆性,增加韧性和耐用性。
回火温度和时间的选择很大程度上取决于合金钢的成分和所需的性能。
二、合金钢线材热处理工艺的影响因素在优化合金钢线材的热处理工艺时,需要考虑以下几个关键因素:1. 材料成分合金钢的成分对于热处理工艺的选择和优化起着至关重要的作用。
不同的合金元素会影响钢材的相组成和相变温度,从而影响钢材的组织结构和性能。
因此,在进行热处理工艺优化时,需要根据合金钢的具体成分确定合适的处理温度和时间。
2. 加热和冷却速率加热速率和冷却速率是影响合金钢线材组织结构和性能的重要因素。
攀钢首批高强115RE热处理轨诞生
高的退火线速度生产出的低碳钢晶粒更细小,晶粒度在8.5~9.5级之间。
可以考虑通过提高晶粒大小来改进低碳钢的屈服强度指标。
如增加能固定碳、氮的合金元素N b 或T i ,可减轻碳、氮元素的固溶强化对屈服强度的不利影响。
3 结论(1)连续退火工艺的退火温度、退火线速度对屈服强度的影响明显。
(2)对于厚度为0.8、1.0m m 的带钢,退火线速度、退火温度、平整延伸率的影响依次减弱。
(3)利用M I N I T A B 软件进行D O E 设计,可分析出各种因素对低碳钢屈服强度的影响程度,为制定合理的连续退火工艺制度提供参考。
参考文献[1] 郑柏平,焦国华,周春泉.B O F-C S P 线低强度冷轧基板的开发[J ].钢铁,2007(10):28-29.[2] 刘宗昌,任慧平,宋全义.金属固态相变教程[M ].北京:冶金工业出版社,2003.(编辑 袁晓青)收稿日期:2009-09-23 (上接第4页) T e c h n o l o g yR e s u l t s a t B S W[C ]∥M e t e cC o n f e r e n c eP r o c e e d -i n g s ,1999:189-195.[14] 姬健营,王冰民,朱荣.安钢100t 电炉炉壁集束氧枪改造及工艺优化研究[J ].钢铁,2008(9):95-98.[15] 李桂海,朱荣,仇永全,等.电弧炉炼钢集束射流氧枪的射流特征[J ].特殊钢,2002(1):11-13.[16] 李晓强,朱荣,焦兵,等.集束氧枪实验研究及其工业应用[J ].工业加热,2005(3):11-13.[17] 秦军.电弧炉超音速集束氧枪吹炼的钢水留碳操作实践[J ].特殊钢,2008(12):44-46.[18] 李国丰,朱荣,刘文涛,等.电炉炼钢集束射流氧枪的数值模拟及在通钢的应用[J ].过程工程学报,2008(6):86-89.[19] 韩立辉,朱荣,焦玉亮.炼钢集束氧枪高温射流特性的数值模拟及应用[J ].过程工程学报,2009(6):321-324.[20] 朱荣,张志诚,仇永全,等.电炉炼钢炉壁碳氧喷吹模块系统的研究及应用[C ]∥2003年钢铁年会论文集,2003:214-217.[21] 朱荣,张志诚.电弧炉炼钢炉壁碳氧喷吹系统的开发和应用[J ].特殊钢,2009(9):39-40.[22] O r t e g a J ,V a s q u e z J .I m p l e m e n t a t i o n a n d O p e r a t i o n R e s u l t s w i t hC o j e t T M G a sI n j e c t i o nS y s t e m a t S ID O R w i t hD R IC h a r g i n g [C ]∥E l e c t r i cF u r n a c eC o n f e r e n c eP r o c e e d i n g s ,2001:703-712.[23] 李存牢,王慧霞,朱荣,等.30t 转炉用集束射流氧枪的基础研究[J ].过程工程学报,2009(6):218-221.(编辑 许营)收稿日期:2010-03-12攀钢首批高强115R E 热处理轨诞生据悉,自攀钢在线热处理钢轨生产线建成投产后,各类规格品种的热处理钢轨合同量逐年增多。
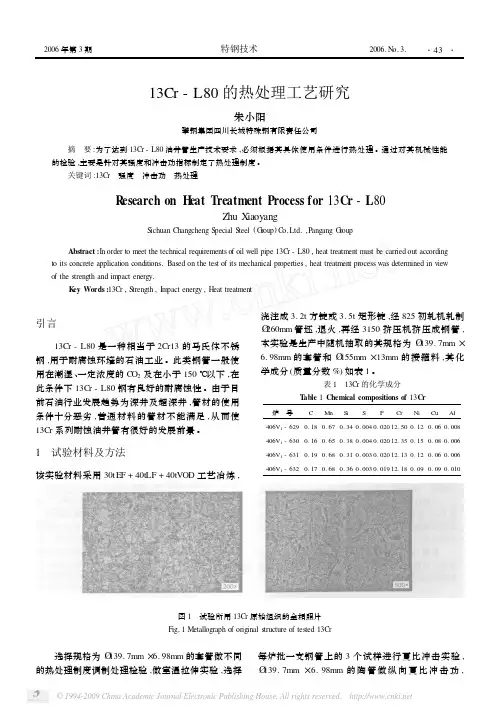
6-13Cr L80的热处理工艺研究
初步确定正火温度为 1 000 ℃。
实验 结 果 :σ0. 2 = 1 420σb = 1 480δ5 = 2. 5 %
AKVC = 8J HRC = 44. 5~44. 546 抗拉强度满足技术标 准值 。 2. 2 回火工艺的确定 2. 2. 1 13Cr 的二次硬化
Key Words :13Cr , Strength , Impact energy , Heat treatment
引言
13Cr - L80 是一种相当于 2Cr13 的马氏体不锈 钢 ,用于耐腐蚀环境的石油工业 。此类钢管一般使 用在潮湿 、一定浓度的 CO2 及在小于 150 ℃以下 ,在 此条件下 13Cr - L80 钢有良好的耐腐蚀性 。由于目 前石油行业发展趋势为深井及超深井 ,管材的使用 条件十分恶劣 ,普通材料的管材不能满足 ,从而使 13Cr 系列耐蚀油井管有很好的发展前景 。
关键词 :13Cr 强度 冲击功 热处理
Research on Heat Treatment Process for 13Cr - L80
Zhu Xiaoyang
Sichuan Changcheng Special Steel ( Group) Co. Ltd. ,Pangang Group
Abstract :In order to meet the technical requirements of oil well pipe 13Cr - L80 , heat treatment must be carried out according to its concrete application conditions. Based on the test of its mechanical properties , heat treatment process was determined in view of the strength and impact energy.
《鞍钢技术》2007年总目次
5 —一 8
维普资讯
鞍 钢 技 术
20 0 7年 第 6期
ANGANG TECHNOL OGY
总 第3 8期 4
提高高炉煤气重力 除尘器 除尘率的实验
研 究 … … … … … … … … … … … … … … … … … 6—1 3 本 钢 干 熄 焦 工 艺 研 究 … … … … … … … … … … … … 6—1 8
3—1 2
焖炉时 间对焦炭热态性能影响的试验研究
4—1
… … … … … … … … … … … … … … … … … … …
3—1 5
六辊精密冷 连轧机带钢截面和边缘降调控性 能研究 … ……………………………………… 5—1
耐候 钢及其 表面处理技术 的开发 ………………… 3—1 8 N F工艺热镀锌锌层 附着 力影响因素分析 O
… … … … ・ … … … … … … … … … … … … … … ・ ・
提高高炉喷煤量 的措施
2—1 6
建设清洁 可持续发展 环境友好型鞍钢 …… …… … 1— 7
夹杂对高强钢超 高周疲劳行为 的影响 …………… 2—1
鞍钢第 三炼钢连 轧, H炉 自动控制 系统 的设 一R 计与应用 ……………………………………… 2—1 9 提高宽厚板产品成材 率措施分析 ………………… 2— 3 2 几种典型铁矿石烧结基础特性 的实验与评价
维普资讯
鞍 钢 技 术
20 0 7年 第 6期
ANGANG TECHN0L 0GY
总第 38期 4
《 钢 技 术 》 07年 总 目次 鞍 20
・
专 家论 坛 ・
厚板坯连铸 二冷凝 固传热模型的研究与应用 ………… …… …………… l —l
钢的热处理工艺技术
钢的热处理工艺技术钢的热处理工艺技术是一种通过改变钢材的组织结构和性能来达到预期目标的方法。
不同的热处理工艺可以改善钢材的硬度、韧性、强度、耐磨性等性能,从而满足不同用途的要求。
以下是一些常见的钢的热处理工艺技术。
1. 退火:退火是将钢材加热到一定温度,然后缓慢冷却到室温。
退火能改善钢材的塑性和韧性,减少内部应力,使其易于加工和变形。
2. 淬火:淬火是将钢材加热到临界温度以上,然后迅速冷却到室温。
淬火能提高钢材的硬度和强度,但会降低其韧性。
常见的淬火方法包括水淬、油淬和气体淬火等。
3. 回火:回火是将已经淬火的钢材重新加热到一定温度,然后通过不同的冷却速率进行冷却。
回火能减少淬火时产生的脆性,提高钢材的韧性和抗疲劳性能。
4. 正火:正火是将钢材加热到过冷状态下的温度,然后冷却到室温。
正火能改善钢材的强度和韧性,减少内部应力。
5. 淬火和回火:淬火和回火是一种常用的复合热处理工艺。
先将钢材淬火,然后进行回火,能够在保持一定硬度的同时提高韧性。
6. 软化退火:软化退火是用于消除冷加工或焊接后的钢材内部应力和硬度的一种热处理方法。
通过加热到一定温度,然后进行适当速率的冷却,使钢材恢复到一定的韧性和塑性。
7. 预应力退火:预应力退火是一种用于提高钢材的强度和韧性的热处理方法。
通过在加热阶段施加机械应力,然后进行退火处理,能够在保持较高强度的同时提高韧性和耐疲劳性能。
以上是一些常见的钢的热处理工艺技术,每种方法在实践中都有其适用范围和特定工艺参数。
合理选择和控制热处理工艺,能够使钢材达到所需的性能要求,并满足具体工程应用的需要。
钢的热处理工艺技术是钢材加工和制造过程中非常重要的环节,它能够改善钢材的性能,增加其应用价值。
随着现代工业的发展,钢材的应用领域越来越广泛,对于不同类型的钢材,需要采用适当的热处理工艺来实现所需的性能要求。
首先,退火是最常见的钢材热处理工艺之一。
退火过程中钢材被加热到一定温度,然后缓慢冷却到室温。
攀钢首批高强度级别115RE热处理钢轨诞生
[ 攀枝花 日报 2 1 一5 l ] 0O 一 1
攀 钢 首 批 高强 度级 别 15 E热 处理 钢 轨 诞 生 R 1
P ANZHI HUA
S CI—TECH & I ORMAT物控制 、 炼钢工艺及轧制工艺优化 等关 键技术研究 , 形成 了 自己的专
有控制技术 , 有效解决 了强塑性 的矛 盾 , 满足 了钢板 高 的表 面质 量和厚度公 差要求 。 目前 , 攀
钢的优势品种之一。由于 P 4高强度级别热处理 钢轨 的硬 度 、 G 耐磨性 、 腐蚀性 、 抗 强度级别 等
性能指标均高于其它热处理钢轨品种 , 并能 提高铁 矿 、 矿等重 载铁路运 输线 的使 用寿命 , 煤 从 而倍 受 国内外用户青睐 , 一直保持着 良好市场销量 。 2 1 4月份 , 钢钒轨梁 厂接 到( G ) R 00年 攀 P 4 15 E高强度级别 热处理钢轨生产合 同后 , 1 立足
于不断拓展攀钢钢轨品种市场 , 积极组织 了新产 品 的开 发研究 , 并快速 确立 了生 产组织方 案 ,
提 前 做 好 轧 辊 、 卫 大 型 生 产 工 具 等 一 系列 生 产 准 备 工 作 , 按 排 产 计 划 , 5月 9 日首 次 投 导 并 于
入试生产获得成功后 , 一次性投入批量生产 , 确保钢轨品种合 同的如期兑现 , 满足用户需求 。
2 1 5月 1 00年 1日, 攀钢首次投入批量生产 的( G ) R P 4 15 E高强度级别 热处理钢轨获得成 1 功。这不仅为攀 钢钢轨家族增 添了新 成员 , 还进一 步拓宽 了攀钢钢轨 品种市场 。 P 4高强度级别热处理钢轨是攀 钢经过 多年潜 心研究 , 2 0 年 开发 出来 的新 品种 , G 于 05 其 强度级别高达 10 30兆 帕 , 属世界上钢轨 的最高强度级别 , 目前在 国内仅攀钢独家拥有 , 也是攀
攀钢炼钢工艺技术
攀钢炼钢工艺技术攀钢炼钢工艺技术攀钢是中国最大的钢铁企业之一,具有悠久的历史和丰富的炼钢经验。
攀钢炼钢工艺技术作为攀钢在钢铁生产过程中的核心竞争力,不仅仅是钢铁生产工艺的总称,它还涉及到了炼钢原料的选用、炼钢炉的设计、炼钢工艺参数的优化等一系列问题。
在攀钢的炼钢工艺技术中,同时也包括了先进的炼钢设备和技术人员的高水平。
攀钢采用了先进的工艺技术和设备,在炼钢原料的选择上,攀钢首先进行了严格的原料分析和检测,根据炼钢的要求,选择合适的炼钢原料,以确保炼钢工艺的稳定和优化。
在炼钢炉的设计上,攀钢注重提高炼钢炉的热效率和生产能力,针对不同的炼钢工艺和不同的钢种,采用了不同的炼钢炉型和炉内结构,从而实现了炼钢工艺的全自动化和高效率。
在炼钢工艺参数的优化上,攀钢运用了先进的计算机模拟和数据分析技术,对炼钢工艺参数进行了深入的研究和优化。
攀钢钢铁研究院的专家团队通过大量的实验和理论研究,确定了不同钢种、不同规格的炼钢工艺参数,从而保证了炼钢工艺的稳定性和一致性。
此外,攀钢还注重培养和吸引高水平的炼钢技术人员,建立了完善的人才培养体系和激励机制。
攀钢的技术人员不仅具备扎实的理论基础和丰富的实践经验,还积极参与国内外的学术交流和炼钢技术的研究,不断提高自身的技术水平和创新能力。
同时,攀钢还建立了一套完整的炼钢技术培训系统,不断提升员工的技能水平和劳动效率。
总的来说,攀钢炼钢工艺技术凭借先进的工艺技术和设备,优化的炼钢工艺参数和高水平的技术人员,实现了钢铁生产的高效率、高质量和高能耗的目标。
攀钢的炼钢工艺技术不仅在国内钢铁生产中具有领先的位置,而且还在国际钢铁行业中产生了重要的影响和影响力。
可以说,攀钢的炼钢工艺技术是攀钢长期发展和竞争的重要支撑,也是中国钢铁行业的骄傲和自豪。
攀钢LD在线热处理钢轨批量试制
方克明等: 钢铁 企 业 现 行 检验 钢 材夹 杂物 方 法 的质 疑
总 第 3 4期 6
一 一一一 ◆●
图 5 采 用 非 水 溶 液 电解 法 研 究 钢 中 夹 杂 物 的 实例
夹杂物 在钢 中的分 布是深 入研究 钢 中夹 杂物 的重要 内容 之一 。如果用 非水 溶液 电解 法准 确地
对 夹杂 物进行 评级 。
( )采 用非水 溶液 电解法 把试样 中 的夹 杂物 2 电解分 离 出来 , 扫描 电镜和能 谱或用 透射 电镜 、 用
收稿 日期 :0 0— 6—2 21 0 3
+ 扣 + 扣 扣 ■ + + 扣 + + + 扣 + + + 扣 扣 + 扣 扣 扣 ■ 扣 扣 扣 + 扣 + 扣 + + + ■ ■ ■ ■ + 叶 叶 叶叶 叶叶 叶 叶 叶叶 叶 叶 叶 叶 叶叶 叶
攀钢 L D在线 热处理钢轨批量试制
攀钢集 团有 限公 司 近 日成 功完成按 JS标准 生产 的 L I D在线 热处理 钢轨批 量试 制 。产 品化学 成分 、
组织 及性 能完全满 足标 准要求 , 合格 率达 10 。J 0 % I 准中 L S标 D钢轨是 日本标 准 中高 强度 级别 的钢 种 ,
了解 了钢 中夹 杂物 的组成 、 形貌 和大小 , 磨抛 一定 数量 的金相 面 , 非 水溶 液 电解 法 的研 究结 果 为 用 指导 , 以有 目的地 研究 夹杂物 在钢 中的分 布 。 可
高 分辨 电镜 和能谱对 夹杂物 的形貌 、 组成 、 结构或 形 成过程 进 行 深入 的研 究 。 以此 为基 础 , 冶金 用 热 力学 和动力学 对夹 杂物控 制和改性 进行深 入 的
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Ke o d w r o h a r ame ttc n l g c nr lc l g yW rs ie r d e tt t n e h oo e y ot o i o n
1 前 言
线 材分 为建 筑用 材 和拔 丝用 材 , 筑 用 材 需 建 保 证化学 成分 和 可 焊性 , 有一 定 的力 学性 能且 具 均 匀稳定 , 以利 于 冷 弯 及 承 载 … ; 拉 丝 用 的线 供 材则 要保 证化 学 成 分 、 相组 织 和 力学 性 能稳 定 金 均 匀 , 相组织 尽 可能为 铁素 体 , 金 以减少 冷拔 过程 中的退火 次数 。线材 生 产 过 程 中 , 热 处 理 工 艺 其 控制 水平决 定线 材产 品 的性能 和质量 。通 过对 热 处理 工艺 的研究 , 以加 强 对 最 终 产 品性 能 和 质 可
a lssa d c n rlo e p r tr n tu t r h n e c u s ho l te g h n d i r rt nay i n o to n tm e au e a d sr c u e c a g o r e s ud be sr n t e e n ode o i mprv o u tp o e t n uaiy o e pr d c r p ry a d q l . t
维普资讯
鞍 钢 技 术
20 07年第 5期
ANGANG TECHNOLOGY
# 蟒
总第 37期 4
麟 % m % ∞涮 ∞% ?
攀 钢线 材 热处 理 工 艺研 究
张 鸿军
( 枝花 钢铁 ( 团) 司) 攀 集 公
摘要 介绍 了攀钢线材厂线材生产线热 处理工艺 及控冷工 艺流程 。通 过分析 , 确定 了相 热处理工艺 控制冷却
本 文通 过对 攀钢线 材厂 线材 生产线 热 处理工 艺 的分 析 , 定 了相关 参数 , 确 从而 对组织 的转 变 过 程 加 以控 制 , 最 终 产 品 达 到 预 期 的性 能 指 标 。 使 特别 是拉 拔用 材 , 免 了其产 品硬 度 、 性指 标 过 避 塑 高或 过低 、 织不均 等情 况 出现 , 而提 高 了产 品 组 从 的性 能 、 量及 市场竞 争 力 。 质
不 同的辊 道 , 入两 架 4 0闭 口式 轧 机轧制 后 , 进 2 进 入三 架粗 轧 G 4 0型短应 力 轧机 轧 制 ; 经 过 粗 Y0 再
轧飞 剪 切 头 , 入 两 架 粗 轧 G 40型 短 应 力 轧 进 Y0 机、 四架 中轧 30开 口式 轧 机 和 两 架 中轧 G 30 0 Y 0 型短应 力 轧机轧 制 , 中第 二 和 第 四架 轧 机 后 面 其 为围盘 , 防止 出现拉拔 现象 , 第六 架 轧机后 面为侧 活套 , 通 过 P 控 制 活 套 大 小 ; 经 过 两 架 并 c 再 25 m平 一 交替 悬 臂式 预 精 轧 轧机 轧 制 ; 8m 立 精轧
文 章 编 号 :0 6— 6 3 20 )5— 0 3— 4 10 4 1 (0 7 0 0 3 0
关参数 , 提出应加强对温度及组织变化过程的控制 , 以提高产品的性 能、 质量 。 关键词 线材
中 图分 类 号 :G16 T 5 文 献标 识码 : A
S u y o a r ame tTe h o o y fr W ie Ro n Pa g n t d n He tT e t n c n l g o r d i n a g
控制 温 度 , 辊 将半成 品送 往 吐丝 机 , 压送 吐丝 圈进
入斯 太 尔摩 控 冷线 冷 却 ( 冷却 线 总 长 5m) 在此 0 ,
阶段线材达到要求 的组织性能 ; 最后经双芯棒集 卷机 、 F P— 运输链 和半 自动打包机 打包 、 称重 、
一
3 — 3
维普资讯
Z a gHo gu h n njn
( a z u o n te G o r
Ab t a t He tt ame t e h o o y a d c n r lc o ig tc n l g o re o r o r u — sr c a e t n c n l g n o t o l e h oo c u s fwi r d p o c r t o n y e d t n l e i a g n i o l n r e c i e .R lt e p r mee r ee mi e c o d n o i i P n a g W r R P a t e d s rb d o n n e d a e ai a a tr ae d tr n d a c r i g t v s
张鸿 军 , 工程师 ,03年 L业于包头钢铁学院 , 20 七 现工作于攀钢
( 团 ) 司线 材 厂 生 产 技 术 科 ( 10 0 。 集 公 67 0 )
飞剪切头切尾后 , 进入侧交 4 。 5 无扭精 轧机轧制
( l )通 过三 段式 穿水 冷 ( 冷线 长 3 m) 共 0架 , 水 0 ,
量 的控制 。
2 攀钢线材厂生产工艺
攀 钢线材 厂线 材生 产工 艺流程 如下 :
合 格钢 坯 ( 2 m ×10 m ×6 0 m 上 料 10 m 2 m 0 0 m) 人 炉后 , 步 进 式 燃 气 加 热炉 加 热 , 经 由出 炉 辊 出
钢 , 将 加热好 的 钢坯送 人辊道 , 过分 钢机分 到 并 经