模具喷涂余量预留20130301A
塑胶模具钢材订购余量规范

关于模具钢材余量的通告
鉴于目前公司各部对模具采购钢材余量要求不一的情况,现做如下规定:
一、材料尺寸规定:
1、尺寸范围的规定:
<1>、小料:材料长宽尺寸≤150mm,材料高度尺寸≤100mm的方料。
<2>、中料:150mm<材料长宽尺寸<400mm,100mm<材料高度尺寸<250mm的方料。
<3>、大料:400mm≤材料长宽尺寸,250mm≤材料高度尺寸,的方料。
2、材料余量公差规定:
材料余量公差±0.1mm(材料余量≤0.2 mm时材料余量公差为±0.05mm)
二、预硬钢材的余量要求:
三、须淬火钢材的余量要求:
四、须粗加工后淬火的细长件、有特殊加工要求件及局部薄壁件的余量要求:
由跟模工程师视材料及零件形状而定,并书面确定材料余量要求并由工程部经理签字确认方可。
※预硬材料的余量要求同样适用于模具铜材的(如杯士铜、铍铜、散热铜等)余量要求。
此规定即日起开始执行。
星凯设计部 2014年09月04日
分发范围:模具部、工程部、设计组、品质部、采购部、仓务部第 1 页共 1 页。
Merkur 喷涂包 313396A 零部件说明书

零部件说明书Merkur ®喷涂包313396A用于危险和非危险地点的高性能油泵和隔膜泵。
参见从第 5 页开始的图表了解型号信息,包括最大空气进气口压力和最大流体工作压力。
妥善保存这些说明。
ti11881ati11882a车式安装壁式安装ll 2 G目录相关手册 . . . . . . . . . . . . . . . . . . 3警告 . . . . . . . . . . . . . . . . . . . . 3型号 . . . . . . . . . . . . . . . . . . . . 5 Merkur 10:1 包装(G10Cxx 和 G10Wxx) . . . . . . . . . . 6 Merkur 15:1 包装(G15Wxx, G15Cxx, 和 G15Txx) . . . . . 7 Merkur 18:1 包装(G18Wxx 和 G18Cxx) . . . . . . . . . . 8 Merkur 23:1 包装(G23Wxx 和 G23Cxx) . . . . . . . . . . 8 Merkur 24:1 包装(G24Wxx 和 G24Cxx) . . . . . . . . . . 9 Merkur 28:1 包装(G28Wxx 和 G28Cxx) . . . . . . . . . . 9 Merkur 30:1 包装(G30Wxx, G30Cxx, 和 G30Txx) . . . . .10 Merkur 36:1 包装(G36Wxx 和 G36Cxx) . . . . . . . . . .12 Merkur 45:1 包装(G45Wxx 和 G45Cxx) . . . . . . . . . .13 Merkur 48:1 包装(G48Wxx 和 G48Cxx) . . . . . . . . . .14安装 . . . . . . . . . . . . . . . . . . . .15基本信息 . . . . . . . . . . . . . . . . .16操作人员准备 . . . . . . . . . . . . . . .16现场准备 . . . . . . . . . . . . . . . . .16壁式安装设备 . . . . . . . . . . . . . . .16部件 . . . . . . . . . . . . . . . . . . .16空气管路附件 . . . . . . . . . . . . . . .17接地 . . . . . . . . . . . . . . . . . . .17设置 . . . . . . . . . . . . . . . . . . .18操作 . . . . . . . . . . . . . . . . . . . .18泄压步骤 . . . . . . . . . . . . . . . . .18首次使用前冲洗 . . . . . . . . . . . . . .19扳机锁 . . . . . . . . . . . . . . . . . .19湿杯 . . . . . . . . . . . . . . . . . . .19为泵填料 . . . . . . . . . . . . . . . . .19安装喷嘴 . . . . . . . . . . . . . . . . .20调整雾化 . . . . . . . . . . . . . . . . .20调节喷型 . . . . . . . . . . . . . . . . .21停止工作 . . . . . . . . . . . . . . . . .21维护 . . . . . . . . . . . . . . . . . . . .22预防性维护计划 . . . . . . . . . . . . . .22拧紧螺纹连接 . . . . . . . . . . . . . . .22冲洗泵 . . . . . . . . . . . . . . . . . .22湿杯 . . . . . . . . . . . . . . . . . . .22故障排除 . . . . . . . . . . . . . . . . . .23DataTrak 控制器和指示灯 . . . . . . . . . . 24 DataTrak 操作 . . . . . . . . . . . . . . . 25设置模式 . . . . . . . . . . . . . . . . 25运行模式 . . . . . . . . . . . . . . . . 25更换 DataTrak 电池或保险丝 . . . . . . . 28零部件 . . . . . . . . . . . . . . . . . . . 30车式安装 . . . . . . . . . . . . . . . . 30壁式安装 . . . . . . . . . . . . . . . . 31架式安装 . . . . . . . . . . . . . . . . 32 G10xxx 型号 . . . . . . . . . . . . . . . 33 G15xxx 型号 . . . . . . . . . . . . . . . 34 G18xxx 型号 . . . . . . . . . . . . . . . 35 G23xxx 型号 . . . . . . . . . . . . . . . 36 G24xxx 型号 . . . . . . . . . . . . . . . 37 G28xxx 型号 . . . . . . . . . . . . . . . 38 G30xxx 型号 . . . . . . . . . . . . . . . 39 G36xxx 型号 . . . . . . . . . . . . . . . 40 G45xxx 型号 . . . . . . . . . . . . . . . 41 G48xxx 型号 . . . . . . . . . . . . . . . 42配件包 . . . . . . . . . . . . . . . . . . . 43壁式安装配件包 24A578 . . . . . . . . . . 43车式安装配件包 256427 . . . . . . . . . . 43架式安装配件包 24A577 . . . . . . . . . . 43安装附件配件包 . . . . . . . . . . . . . 44控制面板配件包 . . . . . . . . . . . . . 44吸液软管配件包 . . . . . . . . . . . . . 44送料斗配件包 256410 . . . . . . . . . . . 44泄压阀配件包 256425 . . . . . . . . . . . 44 DataTrak 配件包 . . . . . . . . . . . . . 44仅带循环计数配件包的 DataTrak . . . . . . 44喷枪和软管 . . . . . . . . . . . . . . . 45壁式支架安装尺寸 . . . . . . . . . . . . . . 46技术数据 . . . . . . . . . . . . . . . . . . 46 Package Weights . . . . . . . . . . . . . . 47 Graco Standard Warranty . . . . . . . . . . 48 Graco Information . . . . . . . . . . . . . 482相关手册3相关手册警告以下为针对本设备的设置,使用,接地,维护及修理的警告。
模具涂装标准1
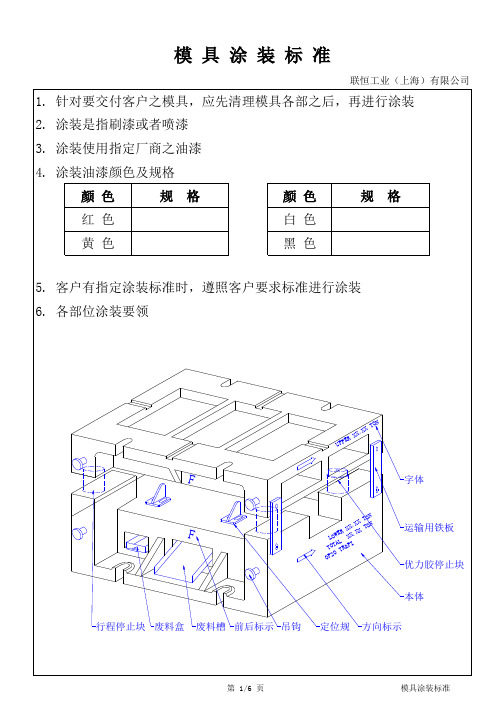
联恒工业(上海)有限公司
1. 针对要交付客户之模具,应先清理模具各部之后,再进行涂装 2. 涂装是指刷漆或者喷漆 3. 涂装使用指定厂商之油漆 4. 涂装油漆颜色及规格 颜 色 红 色 黄 色 规 格 颜 色 白 色 黑 色 规 格
5. 客户有指定涂装标准时,遵照客户要求标准进行涂装 6. 各部位涂装要领
红色,非作用 面涂装
气缸
第 6/6 页
模具涂装标准
N TO X .X XX R PE UP
F
字体
F
N TO XX X. TON X Xห้องสมุดไป่ตู้R WE XX.X LO L I TA TO TR&P 0 2 OP
运输用铁板
优力胶停止块
本体
行程停止块 废料盒
废料槽 前后标示 吊钩
定位规
方向标示
第 1/6 页
模具涂装标准
联恒工业(上海)有限公司
序号
涂装部位
示 意 图
端部
29
脱料模螺栓 套筒
侧销 螺栓套筒
黄色,套筒端 部(作用) 红色,套筒端 部(安全)
第 5/6 页
模具涂装标准
联恒工业(上海)有限公司
序号
涂装部位
安全面 涂装红色
示 意 图
涂装颜色
30
安全区域
红色
31
备品盒 外周 红色
防尘盖板 红色
红色,外侧壁 涂装
32
防尘盖板
红色
顶料器
33
顶料器支架
非功用部涂装黄色
20
废料槽 废料槽 废料盒
作用面
黄色,外周侧 涂装
21
定位规
黄色,作用面 不涂装
DK20+334~DK20+345二次衬砌(2013.3.15)IIIb级

DK20+334~DK20+345二次衬砌(2013.3.15)IIIb级
金温铁路扩能改造工程
TA8 工程报验申请表
工程项目名称:金温铁路扩能改造工程施工合同段:JWSG-I标编号:
注:本表一式3份,承包单位2份,监理单位1份。
金温铁路扩能改造工程
衬砌模板检验批质量验收记录表
金
温
铁路
扩能改造工程
防水板检验批质量验收记录表
金温铁路扩能改造工程
盲管检验批质量验收记录表
金温铁路扩能改造工程
施工缝防水检验批质量验收记录表
金温铁路扩能改造工程
衬砌混凝土(原材料、配合比)检验批质量验收记录表(I)
金温铁路扩能改造工程
衬砌混凝土(施工)检验批质量验收记录表(Ⅱ)
04010503
金温铁路扩能改造工程
衬砌混凝土(养护及强度)检验批质量验收记录表(Ⅲ)
04010503
金温铁路扩能改造工程
衬砌混凝土(结构外观和尺寸偏差)检验批质量验收记录表(Ⅳ)
04010503。
模具外表面处理要求

附图 11:外观喷漆要求
顶面不喷漆
分
型
10
面
区
吊环
域
水嘴
不
标示
喷 漆
处不
喷漆
标牌处 不喷漆
底面不喷漆10 两垫块该区来自域内不喷漆 10 顶出两板端面不喷漆
说明: 1、模具表面喷蓝色油漆。 2、模具顶面、底面不喷漆;分型面 10mm 区域范围内不喷漆;两垫块端面 10mm 区 域内不喷漆;推出板、推杆固定板端面不喷漆;标牌处不喷漆;吊环、水嘴标示 处不喷漆。 3、模具表面所有吊环孔均要求刻上吊环规格“M**”,字体大小适中、一致。 4、模具表面所有水嘴均要求刻上水路序号 1、2、3…(通过模具内部连通的两个水 嘴为一路),字体大小适中、一致。 5、将模具上几条水路连接起来后与注塑机相连的一进一出两个水嘴打出进出水路的 编号和进出水符号(IN/OUT),如 1 IN、1 OUT,2 IN、2 OUT,依次类推。字体 大小适中、一致。
1
喷涂零部件质量验收标准
文件制修订记录1.0目的明确喷涂产品的质量要求,提供喷涂产品的检验依据和标准。
2.0范围适用于涉及公司产品所有喷涂零部件,包括:钣金件、铝型材、压铸件。
3.0喷涂表面分类A面:正常使用时可直接看到的主要表面,一般指终端产品的正面;B面:正常使用时观察不到的表面,一般指终端产品的侧面、后面;C面:正常使用时观察不到的表面,一般指终端产品的底面;D面:正常使用时观察不到的次要面,一般是指终端产品内部面。
4.0检验项目与标准4.1外观使用测厚仪检验,在离试样边缘处25mm以上距离最少三处进行检查,取其平均数。
(一般零件也可使用千分尺进行厚度检验。
在试样上用刀片刮掉涂层至基体金属,用千分尺进行有涂层部分厚度和无涂层厚度测量,两者差值即为涂层厚度)。
4.2.1一次喷涂涂层厚度A面/B面:60μm—100μm;C面/D面:50μm—80μm;标准:合格率≥90%;4.2.2二次喷涂因一次喷涂出现不合格时,对一次喷涂件进行打磨等处理后进行的再次喷涂。
A面/B面<150μm;C面/D面<100μm;4.2.3不允许进行三次喷涂;4.2.4判定标准:任何一处厚度值低于标准值下限时即判定不合格;任何喷涂件影响装配的即判定不合格。
4.3色差4.3.1标准色板封样:由粉末供应商(阿克苏)提供标准色板,每批次的粉末与标准色板的色差△E<0.8;每半年更新一次标准色板,封样;4.3.2生产加工及产品色差控制:△E<1.0;4.3.3同一件产品色差△E<0.5;4.3.4按标准色板使用色差仪测试。
4.4涂层附着力4.4.1划格结果附着力接收标准等级≤ISO等级:1级。
对比图片:划格结果附着力按照以下的标准等级:ISO等级:0ASTM等级:5B切口的边缘完全光滑,格子边缘没有任何剥落ISO等级:1ASTM等级:4B在切口的相交处有小片剥落,划格区内实际破损不超过5%ISO等级:2ASTM等级:3B切口的边缘和/或相交处有被剥落,其面积大于5%,但不到15%ISO等级:3ASTM等级:2B沿切口边缘有部分剥落或整大片剥落,及/或者部分格子被整片剥落。
压铸模模仁电火花余量设置

压铸模模仁电火花余量设置1. 引言压铸是一种常用的金属加工方法,通过将熔化的金属注入模具中,使其在高压下凝固成型。
在压铸过程中,模具的设计和制造是非常关键的环节之一。
其中,模具仁部分承担着支撑和定位熔化金属的功能,其精确度对于产品质量和生产效率有着重要影响。
为了保证压铸模具的精度和寿命,需要合理设置模具仁的电火花余量。
本文将详细介绍压铸模模仁电火花余量设置的相关内容。
2. 电火花加工及其应用电火花加工(Electrical Discharge Machining,简称EDM)是一种利用电脉冲放电进行材料加工的方法。
它通过在工件表面和电极之间施加电压,形成放电通道,在放电过程中产生高温、高压等物理现象,从而去除材料并形成所需形状。
在压铸模具制造过程中,常常需要使用EDM来加工模具仁。
通过控制放电参数,可以精确地去除多余材料,形成与模具腔体相匹配的仁部。
在EDM加工过程中,电火花余量的设置对于模具仁的精度和质量至关重要。
3. 电火花余量的定义与影响因素3.1 定义电火花余量,简称余量,是指在EDM加工中,模具仁与模具腔体之间留下的微小间隙。
它可以通过调整放电参数来控制,包括放电电流、脉冲宽度、放电时间等。
3.2 影响因素•材料特性:不同材料的导电性和熔点不同,对于不同材料需要采用不同的放电参数来控制余量。
•模具设计:模具仁形状、尺寸以及与腔体的配合方式都会影响余量的设置。
•加工要求:产品的精度要求、表面光洁度要求等都会对余量设置产生影响。
4. 电火花余量设置方法4.1 实验法实验法是一种常用的余量设置方法。
通过在试验台上进行多组实验,调整放电参数,观察加工效果,并测量得到的余量大小。
根据实验结果,选择合适的余量作为标准,并将其应用于实际生产中。
实验法的优点是直观、简便,可以根据具体情况进行调整。
但是需要进行大量实验,并且结果可能受到实验条件的影响。
4.2 经验法经验法是基于经验和实践总结出来的一种设置余量的方法。
喷漆质量检验标准
喷漆、喷塑质量检验标准1.0 目的为增强检验员对产品喷漆、喷塑外观品质标准撑握,提高检验员对产品外观的检验效率和判定准确性,预防不良品流入工序及因各种标准不清晰使不良品流入客户处,特制定此外观检查通用标准.2。
0 范围适用于本公司喷漆、喷塑的产品零件外观通用检查。
3。
0喷漆质量检验标准:3。
1、除锈彻底而无填腻或施喷。
3.2、腻层厚度不大于3mm(指在面积大于0.01平方米范围内)。
3。
3、腻层无开裂、起泡、脱落现象。
3.4、各边角平整、光滑、过渡园顺.3.5、漆层厚度一致,无脱层、开裂。
3。
6、橡胶件、电器线路、装饰件、玻璃及其他非油漆部位不沾油或油雾等。
3。
7、无错喷杂色.3。
8、施喷底漆前,底盘处理清洁。
3。
9、同一批次产品的光泽、纹理一致,颜色与图纸要求及公司确认的色板一致.3.10、正常使用时可直接看到的主要表面及产品的侧面和后面要求:在表面50平方厘米的面积内高度高于1毫米的凸点不得多于3处,漆面光滑、无起泡、流痕、返白、桔皮、变色、裂纹、剥落、绉纹,无杂物,色泽统一。
3。
11、产品的底面要求:在表面50平方厘米的面积内高度高于1毫米的凸点不得多于7处,漆面光滑、无起泡、流痕、返白、桔皮、变色、裂纹、剥落、绉纹,无杂物,色泽统一。
3。
12、产品的内部表面要求:不允许有肉眼看明显的掉漆、脱层、漏底、预处理不良有锈。
3。
13、附着力每批检验1~2件,用锋利刃口的刀片,在涂膜上切出每个方向是6至11条切口的格子图形,切口间隔2mm,长度约20mm,再将格子区域的切屑用软纸清除,用透明胶带将格子区全部覆盖,用手摩擦胶带,确保已完全粘牢后,拿住胶带的一端,沿着与原位置尽可能接近180°的方向迅速将胶带撕下,用肉眼观察,损伤的区域不大于格子的5%。
编制: 批准:。