胶管总成扣压设置
胶管扣压机操作规程最新

胶管扣压机操作规程最新
《胶管扣压机操作规程》
一、胶管扣压机的基本操作步骤
1. 开机前检查:确认胶管扣压机的电源已接通,所有操作按钮处于零位。
2. 胶管放置:将待加工的胶管放置在扣压机的工作台上,并通过调整夹具进行固定。
3. 设定参数:根据胶管的材质、直径和壁厚等参数,设定胶管扣压机的压力、速度和时间等相关参数。
4. 启动设备:按下启动按钮,胶管扣压机开始工作,根据设定的参数对胶管进行扣压加工。
5. 观察加工情况:在加工过程中,及时观察胶管的情况,如发现异常情况应立即停机检查。
二、胶管扣压机的安全操作注意事项
1. 操作前应认真阅读使用说明书,熟悉设备的使用方法和安全注意事项。
2. 穿戴好劳动防护用品,如手套、护目镜等,保证操作人员的安全。
3. 禁止在设备运转时触摸工作部件,以免受伤或造成设备故障。
4. 定期检查设备的电气和润滑系统,确保设备的正常运转。
5. 在停机之前,应将设备调整到零位,关闭电源,做好设备的日常维护和清洁工作。
三、胶管扣压机的故障处理方法
1. 如在操作过程中出现异响或异常振动,应立即停机检查,并
排除故障。
2. 如在加工过程中出现胶管变形、外观质量不合格等情况,应适当调整加工参数,重新进行加工。
3. 对于无法解决的故障,应及时联系设备供应商或维修人员进行维修处理。
通过遵守上述操作规程,可以有效提高胶管扣压机的生产效率和产品质量,同时确保操作人员的安全。
高压胶管接头的扣压参数

高压胶管接头的扣压参数高压胶管接头的扣压参数高压胶管扣压时,把胶层和钢丝嵌入接头的外套内壁及芯子外圆柱面部切有的环形槽内,松紧要适宜。
过紧会使接头芯子内孔产生变形,并将胶管扣压伤,过松,当胶管承压之后接头会被拔脱高压胶管与接头扣时,一定要掌握高压胶管的压缩率:二要掌握接头外套的扣压量,并根据高压胶管内径和高压胶管钢丝层外径的变化以及高压胶管压缩率进行计算,以确保接头和胶管扣压牢固,接头外套扣压后的直径计算公式为D:D=(d1-d2)+【D0-(D2-D1)】-E(D1-d2-A)( m m )式中-接头和胶管扣压后的直径;D0一外套外径;D2-外套内径D1 一钢丝层外径d1一接头芯子外径}d2一胶管内径’A一钢丝层厚度’E 一压缩率。
E值:1层0.4-0.43,2层0.43-0.46,3层0.46-0.50。
4层0.55-0.60高压胶管的制作流程用混炼机按配方混炼出内层胶、中层胶和外层胶;用挤出机挤出内层胶管,包覆在涂了脱模剂的软芯或硬芯上(液氮冷冻法也可不用管芯);压延机压成中层胶薄片,加隔离剂收卷并按工艺要求裁成规定宽度;将含管芯内层胶管在缠绕机或编织机上缠绕上镀铜钢丝或镀铜钢丝绳,同时在缠绕机或编织机将中层胶薄片同步缠绕在每两层镀铜钢丝或镀铜钢丝绳间,缠绕钢丝起头和结尾处绑扎(有些早期缠绕机需预先将镀铜钢丝进行预应力定型处理);再次在挤出机上包覆上外层胶,然后再包缠铅或布硫化保护层;通过硫化罐或盐浴硫化;最后拆去硫化保护层,抽出管芯,扣压上管接头,抽样打压检验。
总之,制造高压胶管使用设备多、原料种类多,生产工艺复杂。
但近年来以塑料或热塑性弹性体为主要原料的液压油管生产工艺可适当简化,但原料价高,仍以橡胶原料为主。
纤维编织缠绕胶管生产中常见质量问题及改进措施(经验之谈)(续夹布胶管生产中常见质量问题及改进措施)纤维编织缠绕胶管的生产工艺亦分硬芯法、软芯法、无芯法三种。
其中硬芯法、软芯法生产技术疑难问题不多,某些质量问题与夹布胶管相似,其解决办法与采取措施也可参照夹布胶管。
胶管铝接头扣压标准

胶管铝接头扣压标准
铝管接头扣压是指使用专用工具将铝管接头扣压在一起,形成一个紧密的连接。
在铝管接头的扣压过程中,需要遵循一定的标准以确保接头质量。
这些标准主要包括以下几个方面:
1.管径匹配:接头与管材的管径应匹配,不能使用过大或过小的接头进行扣
压,否则会影响连接效果。
2.扣压压力:扣压时应控制压力大小,不能过大或过小。
过大会导致管材变
形,过小则无法保证连接紧密。
3.扣压温度:在某些情况下,需要控制扣压温度以保证接头质量。
例如,某
些材料需要在特定的温度范围内进行扣压,以避免材料变形或损坏。
4.接头长度:接头的长度应合适,不能过长或过短。
过长的接头会增加材料
浪费,过短的接头则无法保证连接质量。
5.弯曲半径:在安装过程中,应控制管材的弯曲半径,避免过大的弯曲半径
导致管材损坏或连接处松动。
6.表面处理:铝管接头扣压前应进行表面处理,如清洁、打磨等,以保证连
接处的接触面紧密结合。
7.安全措施:在扣压过程中应注意安全,如戴手套、避免使用锐利工具等,
以防止意外伤害。
总的来说,“胶管铝接头扣压标准”是指对胶管铝接头扣压过程的一系列规定和要求,目的是确保接头质量,保障管路系统的安全和稳定运行。
汽车液压胶管总成扣压制作工艺研究

129中国航班材料与工艺Material and TechnologyCHINA FLIGHTS汽车液压胶管总成扣压制作工艺研究李玉成|泰安航天特种车有限公司工艺部摘要:汽车液压胶管总成作为汽车转向、悬架等液压系统常用的主要部件,其制作扣压质量将直接影响到转向、悬架等系统的性能,本文主要从液压胶管总成的制作工艺方法及质量要求展开深入、细致的研究与分析。
关键词:液压胶管;扣压量;试验方法1 概述汽车液压胶管是汽车液压系统常用的零部件,在一定程度上决定着汽车行驶的安全性和可靠性。
汽车液压系统管路负责传输液压油介质,使用过程中能承受工作压力,要求管路扣压可靠性高以防发生漏油现象。
2 结构及制作流程2.1 液压胶管总成的主要组成液压胶管总成一般主要包含以下零件:1)胶管。
2)胶管接头。
3)其他附件可能包括:a.胶管总成各种护套。
b.胶管总成防尘装置(防尘帽等)。
c.胶管总成的标签。
2.2 胶管总成主要制作流程(见图1)3 主要制作工艺要点3.1 原材料领料后应进行以下检查1)检查整捆胶管外表面是否有无气泡、离层、沙眼、裂口、明显划痕和裸露钢丝等可能影响胶管总成性能的缺陷;2)检查接头螺帽及套筒检查:检查接头、螺帽和套筒的内外表面是否有碰伤、生锈等缺陷。
3.2 胶管下料1)胶管切割前再次检查胶管外表面是否有无气泡、离层、沙眼、裂口、明显划痕和裸露钢丝等可能影响胶管总成性能的缺陷。
2)切割前检查胶管前端有无因存放时间较长后产生的钢丝层出现生锈现象。
如果有则应将端部切掉20mm ~50mm。
3)胶管切割长度确定切割长度=全长-两端接头肩长4)胶管的切割断面应平整且与轴线垂直,垂直度范围如表1。
3.3 清洁先用毛刷等工具将胶管外径的胶沫清理干净,然后用压缩空气将胶管内腔中的胶沫吹出,并用清洗液进行清洗或用相应规格的专用海绵清洁球塞入软管内孔, 再用空气喷枪将清洁球从软管中喷出,将管内的赃物去掉。
注:如采用打海绵球后重新吹胶管内腔,并确认海绵球已打出,确保海绵球及其它杂质不会遗留在胶管内腔。
胶管总成扣压设置
胶管总成扣压设置
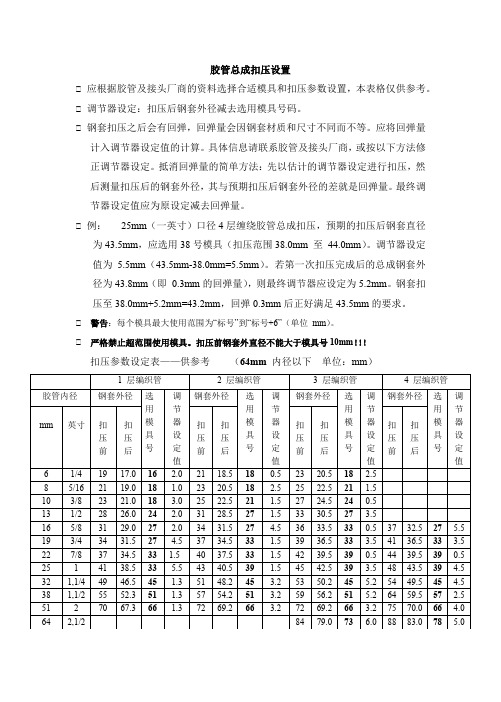
◆应根据胶管及接头厂商的资料选择合适模具和扣压参数设置,本表格仅供参考。
◆调节器设定:扣压后钢套外径减去选用模具号码。
◆钢套扣压之后会有回弹,回弹量会因钢套材质和尺寸不同而不等。
应将回弹量
计入调节器设定值的计算。
具体信息请联系胶管及接头厂商,或按以下方法修正调节器设定。
抵消回弹量的简单方法:先以估计的调节器设定进行扣压,然后测量扣压后的钢套外径,其与预期扣压后钢套外径的差就是回弹量。
最终调节器设定值应为原设定减去回弹量。
◆例:25mm(一英寸)口径4层缠绕胶管总成扣压,预期的扣压后钢套直径
为43.5mm,应选用38号模具(扣压范围38.0mm 至44.0mm)。
调节器设定值为 5.5mm(43.5mm-38.0mm=5.5mm)。
若第一次扣压完成后的总成钢套外径为43.8mm(即0.3mm的回弹量),则最终调节器应设定为5.2mm。
钢套扣压至38.0mm+5.2mm=43.2mm,回弹0.3mm后正好满足43.5mm的要求。
◆ 警告:每个模具最大使用范围为“标号”到“标号+6”(单位mm)。
◆ 严格禁止超范围使用模具。
扣压前钢套外直径不能大于模具号10mm!!!
扣压参数设定表——供参考(64mm内径以下单位:mm)。
挖掘机软管总成检验规范(胶管扣压经验)
mm 扣压后外 套外径 16.8-0.1 18.3-0.1 20.2-0.2 23.0-0.2 27.0-0.2 30.3-0.2 37.8-0.2
二层钢丝编织标准胶管扣压尺寸(2SN)
规格
标准外套 标准外套 标准胶管
外径
内径
外径
1/4
21
15.7
15
5/16
23
17.3
16.2
3/8
25
19.7
19
0.5-1.0
0.7-1.2
16
0.2-0.8
0.8-1.4
20
0.3-0.9
0.7-1.2
0.85-1.6
22
0.35-0.95
0.75-1.25
0.9-1.8
25
0.4-1.0
0.8-1.3
1.2-1.9
32
0.5-1.1
1.0-1.5
1.3-2.0
40
0.6-1.3
1.2-1.8
5/16
23
17.3
15
3/8
25
19.7
17
1/2
28
22.8
20.7
5/8
32
26.3
23.5
3/4
36
30.2
28
1
45
38.9
35.5
标准胶管 内径 6.4 7.9 9.5 12.7 15.9 19 25.4
标准芯杆 直径 6.4 7.9 9.7 12.9 15.9 19 25.4
扣压量
0.55 0.55 0.55 0.55 0.55 0.55 0.55
2
通径>40
3
挖掘机软管总成检验规范(胶管扣压经验)
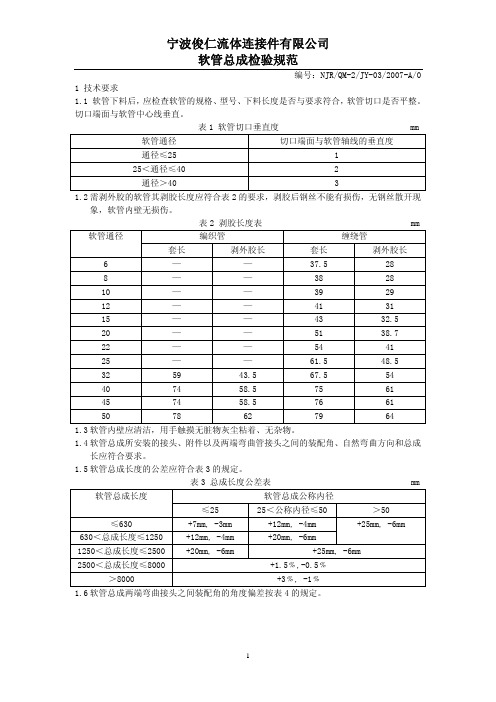
软管总成检验规范
编号:NJR/QM-2/JY-03/2007-A/0
1 技术要求
1.1 软管下料后,应检查软管的规格、型号、下料长度是否与要求符合,软管切口是否平整。
切口端面与软管中心线垂直。
表 1 软管切口垂直度
mm
软管通径
切口端面与软管轴线的垂直度
通径≤25
1
25<通径≤40
mm 扣压后外 套外径 16.0-0.2 18.2-0.2 20.5-0.2 23.0-0.2 26.5-0.2 30.3-0.2 37.6-0.2
二层钢丝编织标准胶管扣压尺寸(2T)
规格
标准外套 标准外套 标准胶管
外径
内径
外径
1/4
21
15.7
14.6
5/16
23
17.3
16.7
3/8
25
19.7
a. 软管内径≤13 的总成。 b. 软管质量问题较多时的总成。
2.8.2 棉线管等低压软管,100﹪外观检验,不作压力试验。
2.8.3 对 16—25 通径的软管总成,按表 7 进行静压抽样检查。每批抽样检查应 100﹪合格,
如有一根不合格,应作全检。
表7
批量(根)
验收标准
样本数(根)
合格数(﹪)
±6°
>2700
±8°
1.7 当软管总成扣压接头为三件套时的芯子内孔变形量应符合表 5 的规定。
表 5 芯子内孔变形量表
mm
软管通径
一层编织
芯子内孔变形量 二层编织
四层缠绕
6
0.1-0.35
0.1-0.5
-
8
0.1-0.4
胶管扣压力计算方法对比分析

胶管扣压力计算方法对比分析时间:2011-04-02 作者:李学梅点击: 98次高压胶管由含有钢丝增强层、内外橡胶层组成。
扣压式胶管接头压缩量大小,直接影响着接头连接性能。
因此,必须在橡胶层和接头间形成足够大的夹紧力,从而保证高压胶管的强度稳定性和良好的抗拉性能。
本文就已经出现的高压胶管扣压计算的文章进行分析,并提出高压胶管扣压时,把胶层和钢丝嵌入接头的外套内壁及芯子外圆柱面部切有的环形槽内,松紧要适宜。
过紧会使接头芯子内孔产生变形,并将胶管扣压伤,过松,当胶管承压之后接头会被拔脱。
周日平[4]运用弹性力学原理和塑料力学原理,对液压胶管扣压机设计时扣压力的计算进行了分析,并得出了扣压力计算的方法,其总扣压力F的计算公式为:式中:K为补偿系数,取值1.3-1.5(小管去小值,大管取大值);D为接头外套扣压后的外径,mm;L为扣压长度,mm;P为外压力,即扣压机施加于外套的均布压力在上述公式的推导中,假定:忽略接头芯的变形,将钢丝编织胶管视为纯橡胶胶管,接头外套和接头芯视为完整的厚壁圆管,假设前面设定中的纯橡胶管在相对变形不超过15%情况下,近似符合广义胡克定律,使之基本适用于弹性力学理论。
对于以上假设,有其借鉴性,从一定程度上反映了扣压的特点。
但其结果总体与实际情况相差较远,以下主要阐述以上假设的不合理性:第一:从橡胶的力学性能上看,橡胶本身并不是理想的弹性体,橡胶除具有弹性外,同时具有粘性材料的一些性质,如应力松弛。
具有粘性材料的性质其结果是,即使不考虑钢丝编织层的存在,而将橡胶管适用于弹性力学理论,也是非常牵强。
第二:保证扣压质量的基础是正确掌握胶管的内胶层压缩量以及外套的扣压量,郭秋梅等[2]研究钢丝编织高压胶管总成失效机理中,内胶层压缩量不仅要考虑到钢丝的存在,还要考虑钢丝编织的层数。
因钢丝编织层的存在,由外套层向内扣压的力在传递到钢丝编织层时减弱是必然的。
可见,在胶管扣压时不考虑中间钢丝编织的存在,仅视为纯橡胶胶管也是不合理的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
胶管总成扣压设置
◆应根据胶管及接头厂商的资料选择合适模具和扣压参数设置,本表格仅供参考。
◆调节器设定:扣压后钢套外径减去选用模具号码。
◆钢套扣压之后会有回弹,回弹量会因钢套材质和尺寸不同而不等。
应将回弹量
计入调节器设定值的计算。
具体信息请联系胶管及接头厂商,或按以下方法修正调节器设定。
抵消回弹量的简单方法:先以估计的调节器设定进行扣压,然后测量扣压后的钢套外径,其与预期扣压后钢套外径的差就是回弹量。
最终调节器设定值应为原设定减去回弹量。
◆例:25mm(一英寸)口径4层缠绕胶管总成扣压,预期的扣压后钢套直径
为43.5mm,应选用38号模具(扣压范围38.0mm 至44.0mm)。
调节器设定值为 5.5mm(43.5mm-38.0mm=5.5mm)。
若第一次扣压完成后的总成钢套外径为43.8mm(即0.3mm的回弹量),则最终调节器应设定为5.2mm。
钢套扣压至38.0mm+5.2mm=43.2mm,回弹0.3mm后正好满足43.5mm的要求。
◆ 警告:每个模具最大使用范围为“标号”到“标号+6”(单位mm)。
◆ 严格禁止超范围使用模具。
扣压前钢套外直径不能大于模具号10mm!!!
扣压参数设定表——供参考(64mm内径以下单位:mm)。