济南利达继保装置接线端子JTSA
线簧插孔接线端子的介绍

线簧插孔接线端子的简介
什么是线簧孔,如下图:
插孔内部多线与插针接触,这就从根本上解决了常规插拔式端子,2点接触导致电阻过小,电流过大发热的问题。
这项
技术源自158军工厂。
这款插拔式接线端子出品自济南利达,是电力系统自动化上面,专用的继电保护连接器,采用新型插座与插头及整体式线簧插孔两项最新专利,具有高可靠电接触性能,结构新颖,使用方便,特点明显,插头与插座分离4mm时插座自
动短接。
本产品主要用于电力系统继电保护控制柜,屏或外部电路不允许开路的电控设备及其他工业自动化控制柜上的器连接,
可根据用户要求组成2、4、6……14、16、18……等接触线数的PCB接线端子,也可组成电流,电压端子混装产品。
利达:火灾报警系统产品接线大全
利达:火灾报警系统产品接线大全
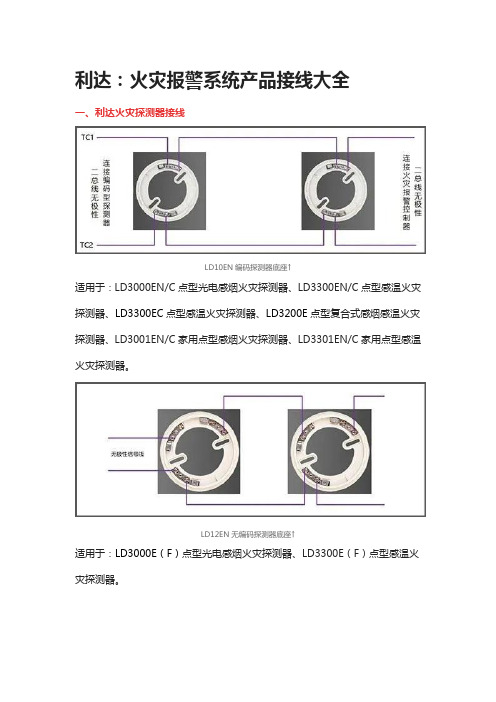
一、利达火灾探测器接线
LD10EN编码探测器底座↑
适用于:LD3000EN/C点型光电感烟火灾探测器、LD3300EN/C点型感温火灾探测器、LD3300EC点型感温火灾探测器、LD3200E点型复合式感烟感温火灾探测器、LD3001EN/C家用点型感烟火灾探测器、LD3301EN/C家用点型感温火灾探测器。
LD12EN无编码探测器底座↑
适用于:LD3000E(F)点型光电感烟火灾探测器、LD3300E(F)点型感温火灾探测器。
ES10E可燃气体探测器底座适用于LD3101FH点型可燃气体探测器。
二、利达手动火灾报警按钮及消火栓按钮接线
LD2003EN手动火灾报警按钮↑
LD2004EN消火栓按钮↑三、利达火灾声光警报器接线
LD1001EN火灾声光警报器↑
LD1001EN(F)火灾声光警报器↑
LD1101EN火灾声光警报器↑四、利达模块及隔离器接线
LD3600ED-1总线短路保护器↑
LD4400ED-1输入模块↑
LD4400ED-2输入模块↑
LD4401ED中继模块↑
LD4900ED中继模块↑
LD6800ED-1输入输出模块↑
LD6800ED-2输入输出模块↑
LD6801ED-1输入输出模块(两线制)↑
LD6804ED输出模块↑
LD6806ED中继模块。
利达消防设备接线图

设备的技术支持:主要针对于模块、探头的编码。
EN系列主机采用混合编址。
但为了便于现场编写逻辑关系及后期维护保养建议采取以下顺序编址:感烟探测器→感温探测器→燃气探测器→手动报警按钮→消火栓按钮→输入模块→输入输出模块。
其次是探测器、模块等的接线方式。
一般情况下施工方要了解接线方式,就要考虑到现场有没有预埋走线,是否需要重新布线。
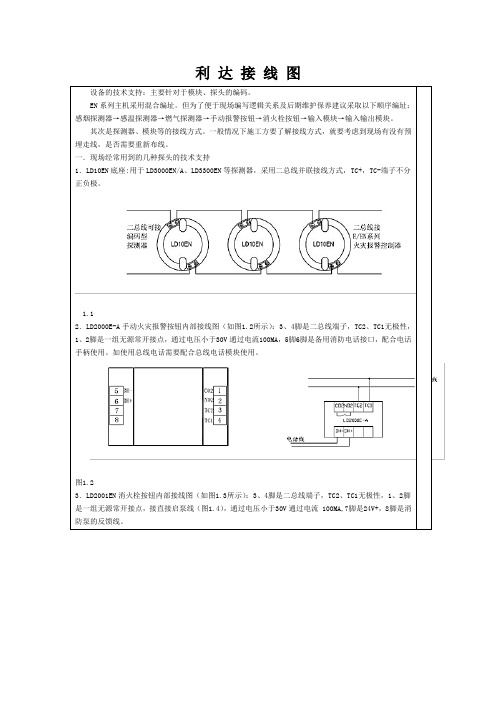
一.现场经常用到的几种探头的技术支持1.LD10EN底座:用于LD3000EN/A、LD3300EN等探测器,采用二总线并联接线方式,TC+,TC-端子不分正负极。
1.12.LD2000E-A手动火灾报警按钮内部接线图(如图1.2所示):3、4脚是二总线端子,TC2、TC1无极性,1、2脚是一组无源常开接点,通过电压小于30V通过电流100MA,5脚6脚是备用消防电话接口,配合电话手柄使用。
如使用总线电话需要配合总线电话模块使用。
图1.23.LD2001EN消火栓按钮内部接线图(如图1.3所示):3、4脚是二总线端子,TC2、TC1无极性,1、2脚是一组无源常开接点,接直接启泵线(图1.4),通过电压小于30V通过电流 100MA,7脚是24V+,8脚是消防泵的反馈线。
图1.3图1.44. LD3101/B点型可燃气体探测器内部接线示意图(如图1.5所示):TC+,TC-,24V+,24V-四个端子。
3101/B点型可燃气体探测器探头编码方式是将TC+与24V+短接,TC-与24V-短接,用编码器的红色夹子夹在TC+上,黑色夹子夹在TC-上进行编码。
图1.55.LD4400EN-1/2输入模块端子图与接线图示例(如图1.6、1.7所示):6脚5脚是二总线TC+,TC-原则上不分正负极,11脚12脚是一组无源长开点,8脚7脚是一组无源长开点。
端子现场设备上需要加15K线路检测电阻。
图1.6图1.76.LD6800EC-1输入/输出模块内部接线图(如图1.8所示):1脚24V+,2脚24V-必须分极性,5、6脚TC+、TC-,11、12脚现场反馈信号接入点,需要接82K线路检测电阻。
利达产品介绍
利达接线图设备的技术支持:主要针对于模块、探头的编码。
EN系列主机采用混合编址。
但为了便于现场编写逻辑关系及后期维护保养建议采取以下顺序编址:感烟探测器→感温探测器→燃气探测器→手动报警按钮→消火栓按钮→输入模块→输入输出模块。
其次是探测器、模块等的接线方式。
一般情况下施工方要了解接线方式,就要考虑到现场有没有预埋走线,是否需要重新布线。
一.现场经常用到的几种探头的技术支持1.LD10EN底座:用于LD3000EN/A、LD3300EN等探测器,采用二总线并联接线方式,TC+,TC-端子不分正负极。
1.12.LD2000E-A手动火灾报警按钮内部接线图(如图1.2所示):3、4脚是二总线端子,TC2、TC1无极性,1、2脚是一组无源常开接点,通过电压小于30V通过电流100MA,5脚6脚是备用消防电话接口,配合电话手柄使用。
如使用总线电话需要配合总线电话模块使用。
图1.23.LD2001EN消火栓按钮内部接线图(如图1.3所示):3、4脚是二总线端子,TC2、TC1无极性,1、2脚是一组无源常开接点,接直接启泵线(图1.4),通过电压小于30V通过电流 100MA,7脚是24V+,8脚是消防泵的反馈线。
图1.3图1.44. LD3101/B点型可燃气体探测器内部接线示意图(如图1.5所示):TC+,TC-,24V+,24V-四个端子。
3101/B点型可燃气体探测器探头编码方式是将TC+与24V+短接,TC-与24V-短接,用编码器的红色夹子夹在TC+上,黑色夹子夹在TC-上进行编码。
图1.55.LD4400EN-1/2输入模块端子图与接线图示例(如图1.6、1.7所示):6脚5脚是二总线TC+,TC-原则上不分正负极,11脚12脚是一组无源长开点,8脚7脚是一组无源长开点。
端子现场设备上需要加15K 线路检测电阻。
图1.6图1.76.LD6800EC-1输入/输出模块内部接线图(如图1.8所示):1脚24V+,2脚24V-必须分极性,5、6脚TC+、TC-,11、12脚现场反馈信号接入点,需要接82K线路检测电阻。
利达消防设备接线办法阐明

利达消防设备接线办法阐明利达消防设备接线办法阐明1、LD3000EN/A烟(LD3300EN温)感:二总线,无极性,恣意接TC-、TC+端子。
布线恳求:(1)信号线管井主线:宜选用截面积ge;1.5平方毫米的双绞铜芯线,穿金属管或阻燃管敷设,也可选用电缆,规范为RVV2;x;1.5平方毫米。
关于平面线能够选用RVS-2;x;1.0或RVV2;x;1.0平方毫米的双绞铜芯线。
信号2、LD2000E-A手报(LD2001EN消火栓按钮):二总线,无极性,接3、4端子。
电话线接5,6端子。
LD2001EN消火栓按钮二总线,无极性,接3、4端子。
消防泵主张接1,2端子,泵答复接7,8端子(有源24V答复信号)布线恳求:(1)信号线管井主线:宜选用截面积ge;1.5平方毫米的双绞铜芯线,穿金属管或阻燃管敷设,也可选用电缆,规范为RVV2;x;1.5平方毫米。
关于平面线能够选用RVS-2;x;1.0或RVV2;x;1.0平方毫米的双绞铜芯线。
(2)联接线路的长度应以总导线电阻3、LD3600EN总线短路维护器:二总线,输入端有极性,接5,6端子,6为正极。
输出端无极性,接8,9端子。
布线恳求:(1)信号线管井主线:宜选用截面积ge;1.5平方毫米的双绞铜芯线,穿金属管或阻燃管敷设,也可选用操控电缆,规范为RVV2;x;1.5平方毫米。
关于平面线能够选用RVS-2;x;1.0或RVV2;x;1.0平方毫米的双绞铜芯线。
(2)联接线路的长度应以总导线电阻4、LD4400EN-1输入模块(信号模块):二总线,无极性,接5、6端子。
开关信号接11、12端子。
且11,12端要接15K电阻。
布线恳求:(1)信号线管井主线:宜选用截面积ge;1.5平方毫米的双绞铜芯线,穿金属管或阻燃管敷设,也可选用操控电缆,规范为RVV2;x;1.5平方毫米。
关于平面线能够选用RVS-2;x;1.0或RVV2;x;1.0平方毫米的双绞铜芯线。
消防强切模块接线图
消防强切模块接线图编辑: 投稿时间:2014-04-13•卷帘门,应急照明,消防泵,喷淋泵,电源强切接线端子图,最好有原理图跟实物图,重谢!! …… 晕很简单的东西手头没有现成的图纸你找个做消防报警的一问便知如果是济南的我可以详细的告诉你...•求卷帘门,应急照明,消防泵,喷淋泵,电源强切接线端子图,最好有原理图跟实物图,重谢!! …… 各厂家的二次图都不一样,需要厂家提供二次小线图。
•消防电源强切,电梯迫降模块的接法? …… 这个得再具体一下问题,•消防切电模块与空开上的B11.B12.B14三个点如何接线? …… B11.B12.B14之间相互用万用表量一下阻值,有阻值的接可能是脱扣器线圈接消防切电模块输出端,没...•消防模块利达华接线图ld6800ec-1 …… 进线…1.2接24伏5.6接信号…出线…9.10接24伏11.12接信号…•哪位网友知道消防广播切换模块怎么接线?最好有图片的。
…… 广播模块其实也就是控制模块,不同品牌的接线稍有差别。
最好能提供你广播模块的型号。
图片是海湾为例的...•消防报警系统…… 型号,各型号有什么作用,怎么接线,最好有接线图...防火门,强切、强降,水流指示器,各用什么模块?....•刚刚接触消防弱电施工有懂的兄弟能给我画个简单明了的接线图手报声光消火选按钮强切层…… 刚刚接触消防弱电施工有懂的兄弟能给我画个简单明了的接线图手报声光消火选按钮强切层显防火...•我们的配电箱是380/220供电系统,消防切强电控制模块是中间继电器吗?怎么接线~求详细! …… 我们的配电箱是380/220供电系统,消防切强电控制模块是中间继电器吗?怎么接线~求详细!首...•消防强切。
信号线和电源线接入中继模块1807然后电源线接到继电器又输出,信号线直接从模块接出。
刚入手... …… 不用这么麻烦啊,直接接一个控制模块即输入输出模块就可以了!一般强切有2跟线接模块的控制的,可以私信交...消防切强电控制模块是中间继电谁给发来siga-cr控制模块接线SC9000火灾报警系统-专业论文-中国工控网消防广播模块接线图设备接线图这是压力开关吗?接线到输入模块了吗? - 消防技专业生产各种落地式机柜落地式机柜生产厂家- 输入输出模块_深圳市泰和安科消防泵联动接线图模块的接法当宁消防网-最专业营口山鹰jkm-3控制模块使用说制模块接线图啊?消防切强电控制模块消防广播模块接线图盘与1807模块接线方法kzj-956输入/输出模块接线图设备接线图模块)符合最新国家标准gb16806-2006《消防联动控制ld6804en输出模块接线端子图14个消防电气常用接线图gst-ld-8319输入模块|海湾。
(设备管理)利达消防设备接线图
设备的技术支持:主要针对于模块、探头的编码。
EN系列主机采用混合编址。
但为了便于现场编写逻辑关系及后期维护保养建议采取以下顺序编址:感烟探测器→感温探测器→燃气探测器→手动报警按钮→消火栓按钮→输入模块→输入输出模块。
其次是探测器、模块等的接线方式。
一般情况下施工方要了解接线方式,就要考虑到现场有没有预埋走线,是否需要重新布线。
一.现场经常用到的几种探头的技术支持1.LD10EN底座:用于LD3000EN/A、LD3300EN等探测器,采用二总线并联接线方式,TC+,TC-端子不分正负极。
1.12.LD2000E-A手动火灾报警按钮内部接线图(如图1.2所示):3、4脚是二总线端子,TC2、TC1无极性,1、2脚是一组无源常开接点,通过电压小于30V通过电流100MA,5脚6脚是备用消防电话接口,配合电话手柄使用。
如使用总线电话需要配合总线电话模块使用。
图1.23.LD2001EN消火栓按钮内部接线图(如图1.3所示):3、4脚是二总线端子,TC2、TC1无极性,1、2脚是一组无源常开接点,接直接启泵线(图1.4),通过电压小于30V通过电流100MA,7脚是24V+,8脚是消防泵的反馈线。
图1.3图1.44. LD3101/B点型可燃气体探测器内部接线示意图(如图1.5所示):TC+,TC-,24V+,24V-四个端子。
3101/B点型可燃气体探测器探头编码方式是将TC+与24V+短接,TC-与24V-短接,用编码器的红色夹子夹在TC+上,黑色夹子夹在TC-上进行编码。
图1.55.LD4400EN-1/2输入模块端子图与接线图示例(如图1.6、1.7所示):6脚5脚是二总线TC+,TC-原则上不分正负极,11脚12脚是一组无源长开点,8脚7脚是一组无源长开点。
端子现场设备上需要加15K线路检测电阻。
图1.6图1.76.LD6800EC-1输入/输出模块内部接线图(如图1.8所示):1脚24V+,2脚24V-必须分极性,5、6脚TC+、TC-,11、12脚现场反馈信号接入点,需要接82K线路检测电阻。
利达接线图介绍(DOC)资料
利达接线图设备的技术支持:主要针对于模块、探头的编码。
EN系列主机采用混合编址。
但为了便于现场编写逻辑关系及后期维护保养建议采取以下顺序编址:感烟探测器→感温探测器→燃气探测器→手动报警按钮→消火栓按钮→输入模块→输入输出模块。
其次是探测器、模块等的接线方式。
一般情况下施工方要了解接线方式,就要考虑到现场有没有预埋走线,是否需要重新布线。
一.现场经常用到的几种探头的技术支持1.LD10EN底座:用于LD3000EN/A、LD3300EN等探测器,采用二总线并联接线方式,TC+,TC-端子不分正负极。
1.12.LD2000E-A手动火灾报警按钮内部接线图(如图1.2所示):3、4脚是二总线端子,TC2、TC1无极性,1、2脚是一组无源常开接点,通过电压小于30V通过电流100MA,5脚6脚是备用消防电话接口,配合电话手柄使用。
如使用总线电话需要配合总线电话模块使用。
图1.23.LD2001EN消火栓按钮内部接线图(如图1.3所示):3、4脚是二总线端子,TC2、TC1无极性,1、2脚是一组无源常开接点,接直接启泵线(图1.4),通过电压小于30V通过电流 100MA,7脚是24V+,8脚是消防泵的反馈线。
图1.3图1.44. LD3101/B点型可燃气体探测器内部接线示意图(如图1.5所示):TC+,TC-,24V+,24V-四个端子。
3101/B点型可燃气体探测器探头编码方式是将TC+与24V+短接,TC-与24V-短接,用编码器的红色夹子夹在TC+上,黑色夹子夹在TC-上进行编码。
图1.55.LD4400EN-1/2输入模块端子图与接线图示例(如图1.6、1.7所示):6脚5脚是二总线TC+,TC-原则上不分正负极,11脚12脚是一组无源长开点,8脚7脚是一组无源长开点。
端子现场设备上需要加15K 线路检测电阻。
图1.6图1.76.LD6800EC-1输入/输出模块内部接线图(如图1.8所示):1脚24V+,2脚24V-必须分极性,5、6脚TC+、TC-,11、12脚现场反馈信号接入点,需要接82K线路检测电阻。
利达消防设备接线图
设施的技术支持:主要针关于模块、探头的编码。
EN系列主机采纳混淆编址。
但为了便于现场编写逻辑关系及后期保护养护建议采纳以下次序编址:感烟探测器→感温探测器→燃气探测器→手动报警按钮→消火栓按钮→输入模块→输入输出模块。
其次是探测器、模块等的接线方式。
一般状况下施工方要认识接线方式,就要考虑到现场有没有预埋走线,能否需要从头布线。
一.现场常常用到的几种探头的技术支持1.LD10EN底座 : 用于 LD3000EN/A、 LD3300EN等探测器,采纳二总线并联接线方式,TC+,TC-端子不分正负极。
1.12.LD2000E-A手动火灾报警按钮内部接线图(如图 1.2 所示): 3、4 脚是二总线端子,TC2、TC1 无极性, 1、2 脚是一组无源常开接点,经过电压小于 30V 经过电流 100MA, 5 脚 6 脚是备用消防电话接口,配合电话手柄使用。
如使用总线电话需要配合总线电话模块使用。
图 1.23.LD2001EN消火栓按钮内部接线图(如图 1.3 所示): 3、4 脚是二总线端子, TC2、TC1 无极性, 1、2 脚是一组无源常开接点,接直接启泵线(图 1.4 ),经过电压小于 30V 经过电流 100MA,7 脚是 24V+, 8 脚是消防泵的反应线。
图 1.3图 1.44.LD3101/B 点型可燃气体探测器内部接线表示图(如图1.5 所示): TC+,TC-, 24V+,24V- 四个端子。
3101/B 点型可燃气体探测器探头编码方式是将 TC+与 24V+短接, TC-与 24V- 短接,用编码器的红色夹子夹在TC+上 , 黑色夹子夹在TC-长进行编码。
图 1.55.LD4400EN-1/2 输入模块端子图与接线图示例(如图 1.6 、1.7 所示): 6 脚 5 脚是二总线TC+, TC-原则上不分正负极,11 脚 12 脚是一组无源长开点,8 脚 7 脚是一组无源长开点。
端子现场设施上需要加15K 线路检测电阻。
常见品牌消防报警产品接线图汇总!(一)
常见品牌消防报警产品接线图汇总!(一)北大青鸟升级设备接线图一、输入模块 JBF-3131
二、输入模块 JBF4131
三、输入/输出模块 JBF4141 JBF4141(无源接法)
JBF4141(有源接法)
四、输出模块 JBF4143(广播模块)
五、中继模块 JBF4137
六、输入/输出模块 JBF5155(多线模块)
七、消火栓按钮 JBF-3333A
八、手动火灾报警按钮 J-SAP-JBF-301
九、手动火灾报警按钮 J-SAP-JBF-301/P
利达消防模块接线示意图利达LD4800E-A中继模块
利达LD6804EN输出模块
利达LD4400E-1输入模块
利达LD4900E输入模块
利达LD6800EC-1输入输出模块
利达LD6800EC-2双输入双输出控制模块
泛海三江产品接线示意一、输入/输出模块&短路隔离器
二、光电感烟&感温探测器
三、声光报警器
四、火灾报警按钮&消火栓按钮
五、火灾显示盘
上期答案
消防主机'未知报警“是什么意思?
答:报警点位在主机中可能没有定义,主机接收到了点位的报警信息。
每日一题
海湾怎么删除点位?
(各位小伙伴可以在留言区留下你的答案,小编将在明日公布答
案)。