ug建模,mastercam加工
UG生成的文件如何在Mastercam中进行加工
UG生成的文件如何在Mastercam中进行加工欧文辉(闽南理工学院光电与机电工程系,福建泉州362700)摘要:Mastercam作为一款专业的CAD/CAM一体化软件,在数控加工领域有着很高的声誉,它培养了一大批专业人才。
如何实现其他软件与Mastercam的数据共享,是我们在工作和学习中一个经常碰到的问题,现在我列举UG生成的实体图如何在Mastercam中实现数控加工。
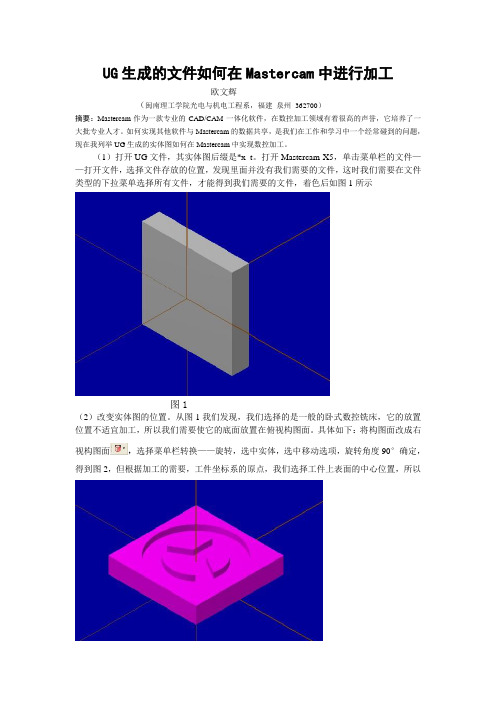
(1)打开UG文件,其实体图后缀是*x_t。
打开Mastercam X5,单击菜单栏的文件——打开文件,选择文件存放的位置,发现里面并没有我们需要的文件,这时我们需要在文件类型的下拉菜单选择所有文件,才能得到我们需要的文件,着色后如图1所示图1(2)改变实体图的位置。
从图1我们发现,我们选择的是一般的卧式数控铣床,它的放置位置不适宜加工,所以我们需要使它的底面放置在俯视构图面。
具体如下:将构图面改成右视构图面,选择菜单栏转换——旋转,选中实体,选中移动选项,旋转角度90°确定,得到图2,但根据加工的需要,工件坐标系的原点,我们选择工件上表面的中心位置,所以图2需要对工作进行平移,这时我们需要活用图层和边界盒选项,具体操作如下:点击状态栏的图层选项,新建图层2(放置边界盒的图素),单击菜单栏绘图——边界盒,得到一个长方体线框,关掉图层1,如图3所示图3单击菜单栏绘图——任意线,连接上表面的的对角线,如图4图4打开图层1,对所有图素进行平移,点击菜单栏转换——平移,窗选所有图素,选择移动选项,选择点对点平移的方式,起点是上表面两条对角线的交点,终点是工件坐标系零点,关掉图层1,得到图5,这时工件坐标系就位于了工件的上表面。
图5(3)得到二维图素。
在Mastercam X5里面,只有二维的图素和曲面才能加工,从工件图我们可以知道,只需要进行挖槽加工就可以了,所以需要把实体先转换成曲面,再由曲面得到所需要的线框。
具体操作如下:新建图层3(放置曲面),单击菜单栏绘图——曲面——由实体生成曲面,选择需要生成的曲面,关闭图层1,得到图6。
UGNX1899实现mastercam2D线条加工
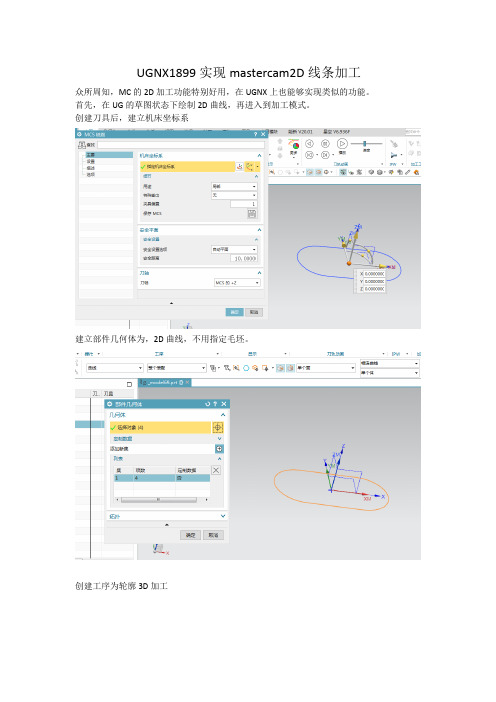
UGNX1899实现mastercam2D线条加工众所周知,MC的2D加工功能特别好用,在UGNX上也能够实现类似的功能。
首先,在UG的草图状态下绘制2D曲线,再进入到加工模式。
创建刀具后,建立机床坐标系
建立部件几何体为,2D曲线,不用指定毛坯。
创建工序为轮廓3D加工
设置加工参数,设置Z向深度偏置,设置多重加工,设置每次加工增量。
几何体参数设置里,选择指定部件边界,方法选择曲线,选择刚才那条2D曲线。
刀具侧根据具体情况进行选择。
更改,非切削移动里的参数,区域之间选择直接,区域内转移方式为无,转移类型,直接,生成如下刀路,有圆弧切入切出。
若想实现螺旋下刀刀路,还得选择,深度轮廓铣功能。
选择合理的切削速度,经后处理后,就可加工。
在某些时候,参数设置多不一定是坏事情,可以提供更多的刀路状态。
毕业设计(论文):基于UG NX软件的CAD、CAM——典型零件的造型与数控模拟加工
毕业设计(论文):基于UG NX软件的CAD、CAM——典型零件的造型与数控模拟加工登云科技职业学院毕业设计(论文)说明书设计(论文)题目基于UG NX软件的CAD/CAM――典型零件的造型与数控模拟加工系机电工程系专业班级数控11-1姓名刘尊知学号 1102461125指导教师彭培培2012年11月30日摘要使用UG NX5.0软件的建模模块完成了零件的三维造型设计,根据给定零件图的要求,制定出数控加工工艺方案,使用UG的加工模块进行了数控模拟加工,并生成NC代码,用于数控机床加工。
关键词: UG 三维造型模拟加工目录第1章绪论 (4)1.1 CAD/CAM与数字化设计制造 (4)12 CAD/CAM软件介绍 (5)1.3 UGNX软件的主要功能 (6)1.4本论文研究的主要内容及意义 (7)第2章基于UG的三维造型设计 (8)2.1几何造型技术 (8)2.2结构形状分析与造型思路 (10)2.3 三维造型设计 (11)第3章基于UG的的数控模拟加工 (17)3. 1 CAM自动编程的一般步骤 (17)3.2工艺方案分析………………………………………………………………173.3创建毛坯 (18)3.4创建刀具、方法和几何体父节点组…………………………………………183.5创建刀具轨迹 (19)3.6生成车间工艺文件 (24)3.7NC程序的输出 (25)第4章总结 (35)参考文献 (36)第1章绪论1. 1CAD/CAM与数字化设计制造CAD/CAM(计算机辅助设计及制造)与PDM(产品数据管理)构成了一个现代制造型企业计算机应用的主干。
对于制造行业,设计、制造水平和产品的质量、成本及生产周期息息相关。
人工设计、单件生产这种传统的设计与制造方式已无法适应工业发展的要求。
采用CAD/CAM的技术已成为整个制造行业当前和将来技术发展的重点。
CAD技术的首要任务是为产品设计和生产对象提供方便、高效的数字化表示和表现(Digital Representation and Presentation)的工具。
我用Mastercam和UG之心得、功能比较、技巧
用Mastercam和UG多年了,借此论坛谈一谈我用Mastercam和UG之心得体会。
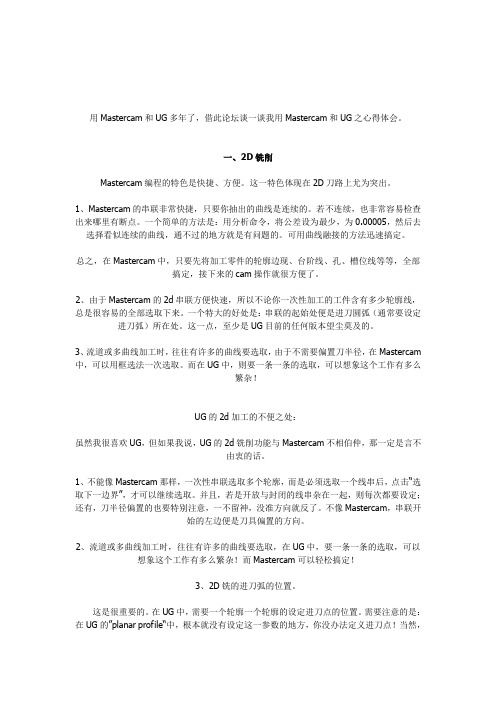
一、2D铣削Mastercam编程的特色是快捷、方便。
这一特色体现在2D刀路上尤为突出。
1、Mastercam的串联非常快捷,只要你抽出的曲线是连续的。
若不连续,也非常容易检查出来哪里有断点。
一个简单的方法是:用分析命令,将公差设为最少,为0.00005,然后去选择看似连续的曲线,通不过的地方就是有问题的。
可用曲线融接的方法迅速搞定。
总之,在Mastercam中,只要先将加工零件的轮廓边现、台阶线、孔、槽位线等等,全部搞定,接下来的cam操作就很方便了。
2、由于Mastercam的2d串联方便快速,所以不论你一次性加工的工件含有多少轮廓线,总是很容易的全部选取下来。
一个特大的好处是:串联的起始处便是进刀圆弧(通常要设定进刀弧)所在处。
这一点,至少是UG目前的任何版本望尘莫及的。
3、流道或多曲线加工时,往往有许多的曲线要选取,由于不需要偏置刀半径,在Mastercam 中,可以用框选法一次选取。
而在UG中,则要一条一条的选取,可以想象这个工作有多么繁杂!UG的2d加工的不便之处:虽然我很喜欢UG,但如果我说,UG的2d铣削功能与Mastercam不相伯仲,那一定是言不由衷的话。
1、不能像Mastercam那样,一次性串联选取多个轮廓,而是必须选取一个线串后,点击“选取下一边界”,才可以继续选取。
并且,若是开放与封闭的线串杂在一起,则每次都要设定;还有,刀半径偏置的也要特别注意,一不留神,没准方向就反了。
不像Mastercam,串联开始的左边便是刀具偏置的方向。
2、流道或多曲线加工时,往往有许多的曲线要选取,在UG中,要一条一条的选取,可以想象这个工作有多么繁杂!而Mastercam可以轻松搞定!3、2D铣的进刀弧的位置。
这是很重要的。
在UG中,需要一个轮廓一个轮廓的设定进刀点的位置。
需要注意的是:在UG的”planar profile“中,根本就没有设定这一参数的地方,你没办法定义进刀点!当然,这个问题可以在tool path中的customize dialog中调用出来。
ug加工流程和步骤
ug加工流程和步骤UG可是个超厉害的加工软件呢。
一、模型准备。
咱得先有个要加工的模型呀。
这个模型可能是自己设计出来的,也可能是从别处拿到的。
如果模型有啥问题,像有些小的破面之类的,得先把它修复好。
就好比要给一个小娃娃打扮,要是娃娃身上有破洞,肯定得先补好嘛。
二、进入加工模块。
在UG里找到加工模块的入口,点进去就像进入了一个加工的魔法世界。
这里面有各种各样的功能在等着咱们呢。
三、创建刀具。
刀具就像厨师做菜的厨具一样重要。
在UG里创建适合加工这个模型的刀具。
有铣刀、钻头啥的。
要根据加工的需求来选择合适的刀具类型、尺寸等。
比如说要铣个平面,那就选个平铣刀呗,可不能乱选哦,不然加工出来的东西就会乱七八糟的。
四、设置加工坐标系。
这个坐标系就像地图的坐标一样,是告诉机器在哪里开始加工的关键。
要把坐标系设置得准确无误,不然加工就会偏离目标。
就好像你要去一个地方,要是出发点都搞错了,肯定到不了正确的地方啦。
五、创建工序。
这一步可关键啦。
要根据模型的形状、加工要求来创建工序。
比如是要进行粗加工、半精加工还是精加工呢?粗加工就像是把一大块材料先大致弄成个形状,就像雕刻的时候先把大体轮廓弄出来。
半精加工就是再精细一点,精加工那就是要把表面弄得超级光滑漂亮啦。
每个工序都有自己的参数要设置,像切削深度、进给速度这些,就像调收音机的频道一样,要调到合适的数值。
六、生成刀路。
设置好工序后,就可以生成刀路啦。
这个刀路就像是给机器画的一张加工路线图。
可以在软件里看到刀路的轨迹,要是看起来怪怪的,那可能就是前面的设置有问题,就得回头检查检查。
七、仿真加工。
UG有个超酷的功能就是仿真加工。
就像看一场加工的小电影一样,可以看到刀具按照刀路在模型上加工的过程。
要是在这个过程中发现有碰撞或者加工不合理的地方,就赶紧调整。
八、后处理。
最后一步啦,后处理就像是把加工的指令翻译成机器能听懂的语言。
这样才能把程序传到加工设备上,让它按照咱们的想法把零件加工出来。
Mastercam和UG之心得体会
用Mastercam和UG多年了,在此谈一谈我用Mastercam和UG之心得体会。
一、2D铣削Mastercam编程的特色是快捷、方便。
这一特色体现在2D刀路上尤为突出。
1、Mastercam的串联非常快捷,只要你抽出的曲线是连续的。
若不连续,也非常容易检查出来哪里有断点。
一个简单的方法是:用分析命令,将公差设为最少,为0.00005,然后去选择看似连续的曲线,通不过的地方就是有问题的。
可用曲线融接的方法迅速搞定。
总之,在Mastercam中,只要先将加工零件的轮廓边现、台阶线、孔、槽位线等等,全部搞定,接下来的cam操作就很方便了。
2、由于Mastercam的2d串联方便快速,所以不论你一次性加工的工件含有多少轮廓线,总是很容易的全部选取下来。
一个特大的好处是:串联的起始处便是进刀圆弧(通常要设定进刀弧)所在处。
这一点,至少是UG目前的任何版本望尘莫及的。
3、流道或多曲线加工时,往往有许多的曲线要选取,由于不需要偏置刀半径,在Mastercam中,可以用框选法一次选取。
而在UG中,则要一条一条的选取,可以想象这个工作有多么繁杂!UG的2d加工的不便之处:虽然我很喜欢UG,但如果我说,UG的2d铣削功能与Mastercam不相伯仲,那一定是言不由衷的话。
1、不能像Mastercam那样,一次性串联选取多个轮廓,而是必须选取一个线串后,点击“选取下一边界”,才可以继续选取。
并且,若是开放与封闭的线串杂在一起,则每次都要设定;还有,刀半径偏置的也要特别注意,一不留神,没准方向就反了。
不像Mastercam,串联开始的左边便是刀具偏置的方向。
2、流道或多曲线加工时,往往有许多的曲线要选取,在UG中,要一条一条的选取,可以想象这个工作有多么繁杂!而Mastercam可以轻松搞定!3、2D铣的进刀弧的位置。
这是很重要的。
在UG中,需要一个轮廓一个轮廓的设定进刀点的位置。
需要注意的是:在UG的”planarprofile“中,根本就没有设定这一参数的地方,你没办法定义进刀点!当然,这个问题可以在toolpath中的customizedialog中调用出来。
UG加工步骤范文
UG加工步骤范文ug加工步骤UG加工步骤是指在UG软件中进行零件设计和加工的具体操作步骤。
UG是目前应用较广泛的CAD/CAM/CAE集成软件,它的加工模块具有强大的功能和灵活的操作方式,在各个行业都有广泛应用。
下面将详细介绍UG加工步骤,并分为以下几个部分:一、建立零件模型1.创建新零件文件:在UG中,选择新零件命令,创建一个新的零件文件。
2.设定坐标系:选择设定工作坐标系命令,设置坐标系的原点和方向。
3.绘制零件外形:采用绘制命令,在二维空间中绘制零件的轮廓。
二、创建刀具路径1.设定切削条件:选择设定切削条件命令,设置切削速度、进给速度、切削深度等参数。
2.创建刀具曲线:选择创建刀具曲线命令,根据零件的形状和加工要求,在零件的表面上创建刀具路径。
3.生成刀路:选择生成刀路命令,根据刀具曲线和切削条件,自动生成合适的刀具路径。
4.优化刀具路径:选择优化刀具路径命令,对生成的刀具路径进行优化,提高加工效率和质量。
三、设定工艺参数1.定义加工工艺:选择定义加工工艺命令,设定加工的总体策略和方式,如先粗加工后精加工、先铣削后钻孔等。
2.调整工艺参数:选择调整工艺参数命令,根据具体的加工要求,逐项设定切削速度、进给速度、切削深度等参数。
3.修改工艺参数:选择修改工艺参数命令,根据实际的加工情况,对已设定的工艺参数进行调整和修正。
四、模拟加工过程1.进行刀具路径模拟:选择进行刀具路径模拟命令,将刀具路径模拟在零件模型上进行,以验证刀具路径是否正确。
2.进行工艺参数模拟:选择进行工艺参数模拟命令,在模拟环境中,将设定的工艺参数应用到零件模型上进行模拟加工,查看加工效果。
五、输出加工文件1.生成机床代码:选择生成机床代码命令,将加工模型转换为对应机床的加工程序代码。
2.导出加工文件:选择导出加工文件命令,将生成的机床代码保存为特定格式的文件,以便下一步的加工操作。
以上就是UG加工步骤的详细介绍。
UG软件提供了丰富的功能和操作方式,可以满足各种加工需求,并具有较高的加工效率和精度。
数控加工中常用的软件有哪几种

随着CAD/CAM一体化技术的发展和推广,极大地提高了产品设计和自动编程的效率和质量。
CAD/CAM软件已成为数控加工自动编程系统的主流。
这些软件具有生动的图形显示功能,友好的人际界面,智能化的操作命令,可以以人机交互方式对零件的几何模型进行绘制、编辑和修改,从而得到零件的几何模型。
在生产中,数控加工常用的CAD/CAM 软件有哪几种呢?下面我们来具体介绍一下。
1、UGⅡ与UGNX软件系统UGⅡ是一款CAD/CAM/CAE一体化软件,它的功能覆盖了整个产品的开发过程,即覆盖了从概念设计、功能工程、工程分析、加工制造到产品发布的全过程,广泛应用在航空、汽车、机械、电器电子等工业领域。
UGⅡ有强大的实体造型、曲面造型、虚拟装配和生成工程图等设计功能,无论装配图还是零件图设计,都是从三维实体造型开始的,可视化程度很高,三维实体生成后,可自动生成二维视图。
其三维CAD有参数化修改功能的,一个零件的尺寸修改可致使相关零件的变化。
在设计过程中进行有限元分析、机构运动分析、动力学分析和仿真模拟,提高设计的可靠性。
2、Pro/ENGINEERPro/ENGINEER高度集成的面向产品设计的大型软件,它开创了三维CAD/CAM参数化先和,其全参数化思想关联了产品开发的每一个环节。
该软件继承了零件设计、装配、模具生成、NC加工、造型设计、逆向工程、工程仿真与分析、产品数据库管理等多功能于一身,并具有较好的二次开发环境和数据交换能力。
3、CATIACATIA软件因有较强大的曲面设计功能而在飞机、汽车、轮船等设计领域有广泛的应用。
CATIA采用特征造型和参数化造型技术,允许自动指定或由用户指定参数化设计、几何或功能化约束的变量式设计。
CATIA的曲面造型功能提供了极丰富的造型工具来支持用户的造型需求。
4、MastercamMastercam侧重于数控加工,它具有很强的加工功能,尤其在复杂曲面自动生成加工代码方面,具有独到的优势。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《计算机辅助设计与制造》上机实验学生:学号:课程教师:专业班级:机自02班重庆大学机械工程学院二O一三年十一一、实践目的1.熟悉三维建模基本操作;2.了解数控加工的基本原理及方法;二、实验过程(一)零件的三维实体建模造型选择的零件为一个方台。
零件分析:它包括四个小的通孔,还有一个大的圆柱通孔。
通孔外面是八块支撑板。
1、实体建模的步骤1)在自动判断下设定新草图平面,这里选用X----Y平面。
4)切换至XY草绘平面,打开UG绘图功能条草绘一个方形并绘制好圆角;5)选中所画的方形;边长90cm6)对选中的截面轮廓进行拉伸形成体如下图:h=10mm7)以拉伸圆柱的上表面为草绘平面草绘一圆,并拉伸:直径60mm8)继续以方台上平面为草图平面,绘制四个大小相同的园,并拉伸求差。
d=5mm,h=3mm9)以小圆柱为草绘平面草绘同心圆,并生成同心圆孔,h=7mm,d=3mm以原平面为草图11)以圆柱中间表面为草绘平面绘制八块支撑板。
完毕。
步骤:.NX8.0模型文件输出:NX8.0环境下“文件”——> “输出”——>“IGES”——>定义文件名——>保存。
(二)零件CAM及数控加工过程(Mastercam软件的应用)使用步骤1)、用MILL9程序打开IGES文件:启动MILL9—>MainMenu—>File—>Converters—>IGES —>Readfile—>选择IGES文件—>打开—>进入IGES Read Parameters设置界面,确认File is in Metric units—>Ok—>按工具栏按钮Screen-Fit—>按工具栏蓝色球按钮(Screen-Surf Disp-Shading)—>出现Shading Settings页面,选择Shading Acti—>Ok。
删除多余的非Surface构图元素:MainMenu—>主菜单Delete—>All—>Color—>选择要删除的颜色(通常为绿色)—>Ok—>按工具栏按钮Gview-Isometric—>按工具栏按钮Screen-Fit。
3)、根据需要可在MILL9环境下旋转、移动或比例缩放模型。
旋转模型直至零件的主要加工面朝向Z轴的正向,并让零件尺寸最大的方向与X轴一致。
旋转模型步骤如下:按工具栏按钮Gview-Top或Gview-Front或Gview-side,选择旋转模型的视图平面—>MainMenu—>Xform—>Rotate—>All—>Surfaces—>Done—>Origin—>出现Rotate提示页面,输入旋转角度—>选中Operation的Move,确认Number of Steps为1—>Ok。
移动模型,直至工件的顶面中心点的坐标为(X0,Y0,Z0)。
移动模型步骤如下:按工具栏按钮Gview-Top或Gview-Front或Gview-side,改变视图平面—>MainMenu—>Xform —>Translate—>All—>Surfaces—>Done—>Polar—>输入移动距离—>输入移动方向的角度—>出现Translate提示页面,选中Operation的Move,确认Number of Steps为1—>Ok。
比例缩放模型的目的是让工件尽可能大,但又符合下述注意点④⑤⑥⑦。
比例缩放模型步骤如下:MainMenu—>Xform—>Scale—>All—>Surfaces—>Done—>Origin—>出现Scale 提示页面,选中Operation的Move,选中Scaling的XYZ,确认Number of Steps为1,输入X、Y、Z三个方向的缩放比例—>Ok。
4)、工艺规划。
通常为粗加工、清根、精加工。
因毛坯材料为纤维性材料——木材,要经过两次交叉精加工,才能把木头纤维割断;加工余量不大且木材好加工,不需要清根,因此本次实验安排粗加工、精加工1和精加工2。
5)、画粗加工边界用鼠标点击工具栏上的Cplane-Top和Gview-Top按钮—>MainMenu—>Create—>Rectangle—>1Points—>输入矩形框尺寸为120mm×90mm—>OK —>Origin—>MainMenu—>点击工具栏上的Cplane-3D和Gview-Isometric。
6)、设定毛坯MainMenu—>ToolPaths—>Job setup—>输入毛坯长X=160、宽Y=160、高Z=40—>输入毛坯参考点坐标Stock Origin,若设计的的工件顶面中心点为X0Y0XZ0,则可设Stock Origin为X0Y0Z2。
7)、产生粗加工刀轨,步骤如下:MainMenu—>用鼠标点击工具栏上的Cplane-Top—>ToolPaths—>surface—>Rough—>Pocket(挖槽加工方法)—>All—>Surfaces —>Done,出现粗加工参数界面—>在Tool Parameters页面中的大空白区点击鼠标右键—>Create New Tool—>在Tool Type页面中选刀具类型为End Mill(立铣刀)—>在Tool–Flat End Mill页面中修改Diameter=10.0、Flute=22.0、Shoulder=22.0和Overall=40.0—>点击OK按钮,返回Tool Parameters页面—>修改Tool#(刀具号)=9、Dia.(刀具半径补偿号)=9、Len.(刀长补偿号)=9、Feed Rate=1500、Plunge=100、Retract=5000、Program#(程序号)=1、Spindle=1500、Coolant=OFF切换到Surface Parameters页面,根据模型确定Clearance(安全平面高度、Absolute)=20.0、Retract(退刀平面高度、Absolute)=10.0、FeedPlane(进给平面高度、Absolute)=5.0,—>确定精加工余量Stock to Leave=0.2—>切换到Rough Pocket Parameters页面,修改Total tolerance=0.1、Max StepDown=2、Stepover=75、复选Prompt for entry point和Rough(zigzag)—>按Cut depths按钮、选择Absolute、修改Minimum Depth(毛坯加工最高点坐标)和Maxmum Depth(工件加工最低点坐标)—>点击OK按钮—>按Gap settings按钮,复选Optimize cut order—>点击OK按钮—>确定—>选择第5步画的画粗加工边界—>Done—>选入刀点EndPoint(通常为粗加工边界右侧靠近人的一角)。
8)、精加工1MainMenu—>用鼠标点击工具栏上的Cplane-Top—>Tool Paths—>surface—>Finish—>Parallel—>All—>Surfaces—>Done—>进入精加工参数界面—>在Tool Parameters页面中的大空白区点击鼠标右键—>Create New Tool—>在Tool Type 页面中选刀具类型为Spher Mill(球头铣刀)—>在Tool–Spherical End Mill页面中修改Diameter=6.0、Flute=13.0、Shoulder=13.0和Overall=40.0—>点击OK按钮,返回Tool Parameters页面—>修改Tool#(刀具号)=16、Dia.(刀具半径补偿号)=16、Len.(刀长补偿号)=16、Feed Rate=2000、Plunge=150、Retract=5000、Program#(程序号)=2、Spindle=2000、Coolant=OFF—>切换到Surface Parameters页面,根据模型确定Clearance(安全平面高度、Absolute)=20.0、Retract(退刀平面高度、Absolute)=10.0、FeedPlane(进给平面高度、Absolute)=5.0,—>确定精加工余量Stock toLeave=0—>切换到Finish Parallel Parameter 页面,修改Step Over值=0.3、Machine Angle=45—>确定。
9) 、精加工2MainMenu—>Toolpaths—>Operations,出现Operations Manager界面,鼠标光标指向第二步Surface Finish Parallel,右击鼠标—>Copy—>在加工步骤下面空白区右击鼠标—>Paste—>点击刚复制的精加工步骤3中的Parameters—>切换到Finish Parallel Parameter页面,修改Machine Angle=135—>确定—>Regen Path。
10)、仿真MainMenu—>Toolpaths—>Operations,出现Operations Manager界面,点击Select All 按钮,点击Verify按钮—>出现仿真界面—>按仿真界面的播放键开始仿真,仿真完成后关闭仿真界面,回到Operations Manager界面。
如果仿真不正确,重新修改参数,重新仿真(要求仿真结果不允许出现过切、欠切、飞刀等异常现象)。
11)、生成NC程序在Operations Manager界面中点击粗加工工步,出现“√”标记—>按Post按钮,选Save NC File—>OK—>出现提示回答“否”—>保存NC文件。
Nc代码复选两个精加工工步,—>按Post按钮,选Save NC File—>OK—>出现提示回答“否”—>保存NC文件。