镀锌钢管国标质量标准要求
镀锌钢管质量标准要求

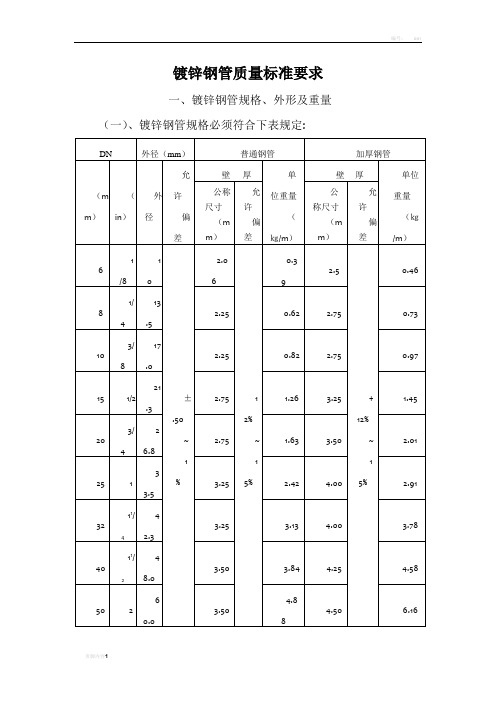
镀锌钢管质量标准要求一、镀锌钢管规格、外形及重量(二)、外形及重量1、通常长度镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、定尺长度镀锌钢管的主尺长度应在通常长度范围内其长度允许偏差为+20mm。
3、倍尺长度镀锌钢管的倍尺长度应在通常长度范围内其余长允许偏差为+20mm。
每个倍尺应留5mm-10mm的切口余量。
4、弯曲度镀锌钢管应具有使用性的直度。
5、端头形状镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0.5mm。
6、交货重量镀锌钢管以实际重量交货。
7、标记镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:1、牌号和化学成份镀锌钢管用钢的牌号和化学成分应符合GB-3092所规定的黑管用钢的牌号和化学成份。
2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
3、交货状态镀锌钢管以不带螺纹交货。
4、螺纹及管接头(1)带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB822的规定。
(2)钢制管接头应符合YB238的规定,可铸铁管接头应符合YB230的规定。
5、力学性能钢管镀锌前的力学性能应符合GB3092的规定。
6、镀锌层的均匀性镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
7、冷弯曲试验公称口径不大于50mm的镀锌钢管应做冷弯曲试验。
弯曲角度为90。
,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝及锌层剥落现象。
8、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力及涡流探伤对比试样尺寸应符合国标GB3092的规定。
9、表面质量镀锌钢管的内外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。
允许有不大的粗糙面和局部的锌瘤存在。
10、镀锌层重量镀锌层重量平均值应不小于500g/㎡,其中任何一个试样不得小于480g/㎡。
镀锌钢管国标质量标准要求05883

镀锌钢管质量标准要求图纸用料: 热镀锌管: ☠❞☠,热镀锌无缝管∙:φ × ,φ ×一、镀锌钢管规格、外形及重量(一)、镀锌钢管规格必须符合下表规定(二)、外形及重量、∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙ 通常长度∙∙∙ 镀锌钢管的长度为 ❍,每批允许体重量不大于总重量 ,长度不小于 ❍的短尺钢管。
、∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙ 定尺长度∙∙∙ 镀锌钢管的主尺长度应在通常长度范围内其长度允许偏差为 ❍❍。
、∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙ 倍尺长度∙∙∙ 镀锌钢管的倍尺长度应在通常长度范围内其余长允许偏差为 ❍❍。
每个倍尺应留 ❍❍❍❍的切口余量。
、∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙ 弯曲度∙∙∙ 镀锌钢管应具有使用性的直度。
、∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙ 端头形状∙∙∙ 镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于 ❍❍。
、∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙ 交货重量∙∙ 镀锌钢管以实际重量交货。
、∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙ 标记∙∙∙ 镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:、∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙ 牌号和化学成份镀锌钢管用钢的牌号和化学成分应符合☝所规定的黑管用钢的牌号和化学成份。
、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
、交货状态镀锌钢管以不带螺纹交货。
、螺纹及管接头( ) 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合✡的规定。
( ) 钢制管接头应符合✡的规定,可铸铁管接头应符合✡的规定。
、力学性能钢管镀锌前的力学性能应符合☝的规定。
、镀锌层的均匀性镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍 次不得变红。
镀锌钢管国标质量标准要求
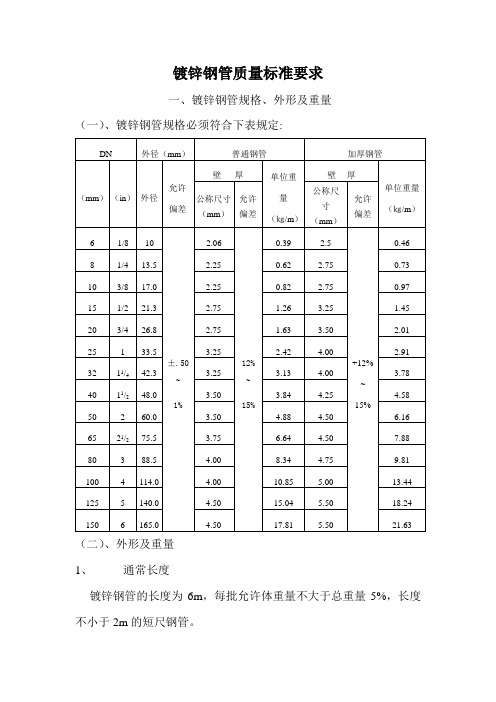
镀锌钢管质量标准要求一、镀锌钢管规格、外形及重量(一)、镀锌钢管规格必须符合下表规定:(二)、外形及重量1、通常长度镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、定尺长度镀锌钢管的主尺长度应在通常长度范围内其长度允许偏差为+20mm。
3、倍尺长度镀锌钢管的倍尺长度应在通常长度范围内其余长允许偏差为+20mm。
每个倍尺应留5mm-10mm的切口余量。
4、弯曲度镀锌钢管应具有使用性的直度。
5、端头形状镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0.5mm。
6、交货重量镀锌钢管以实际重量交货。
7、标记镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:1、牌号和化学成份镀锌钢管用钢的牌号和化学成分应符合GB-3092所规定的黑管用钢的牌号和化学成份。
2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
3、交货状态镀锌钢管以不带螺纹交货。
4、螺纹及管接头(1)带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB822的规定。
(2)钢制管接头应符合YB238的规定,可铸铁管接头应符合YB230的规定。
5、力学性能钢管镀锌前的力学性能应符合GB3092的规定。
6、镀锌层的均匀性镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
7、冷弯曲试验公称口径不大于50mm的镀锌钢管应做冷弯曲试验。
弯曲角度为90。
,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝及锌层剥落现象。
8、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力及涡流探伤对比试样尺寸应符合国标GB3092的规定。
9、表面质量镀锌钢管的内外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。
允许有不大的粗糙面和局部的锌瘤存在。
10、镀锌层重量镀锌层重量平均值应不小于500g/㎡,其中任何一个试样不得小于480g/㎡。
国标镀锌钢管标准

国标镀锌钢管标准
国标镀锌钢管标准包括以下方面:
1.镀锌钢管的规格和尺寸必须符合国家相关标准。
一般来说,
DN15的外径为21.3mm,DN20的外径为26.8mm,DN25的外径为33.5mm,DN32的外径为42.25mm,DN40的外径为48mm,DN50的外径为60mm等。
不同规格的镀锌钢管有不同的应用场景和用途。
2.镀锌钢管的壁厚也是必须符合国家相关标准的。
一般来说,
镀锌钢管的壁厚在2.5mm以下的,镀锌层的平均厚度应不小于70μm;壁厚在2.5mm以上的,镀锌层的平均厚度应不小于85μm。
对于加强型镀锌钢管,其壁厚应在4.0mm 以下,镀锌层的平均厚度应不小于120μm。
这些规定是为了保证镀锌钢管的质量和耐用性。
3.镀锌钢管的标记和包装也必须符合国家相关标准。
一般来
说,钢管应采用热锻印或氧化印花方式标记,包装应符合国家有关技术标准的规定,并应有产品的标识、长度、重量等信息。
标记和包装的方式和内容必须清晰、准确、易于识别和追溯。
4.镀锌钢管的质量和性能还应符合相关标准。
一般来说,合
格的镀锌钢管应具有良好的机械性能、耐腐蚀性能、连接性能和使用寿命等。
在购买和使用镀锌钢管时,应注意检
查其质量证明文件和性能指标,确保其符合相关标准和实际应用需求。
总之,国标镀锌钢管标准是保证镀锌钢管的质量、规格、性能和使用寿命的重要依据。
在生产、购买和使用镀锌钢管时,必须遵守相关标准,确保其符合国家要求和实际应用需求。
镀锌钢管国标质量标准要求内容
镀锌钢管质量标准要求一、镀锌钢管规格、外形及重量(一)、镀锌钢管规格必须符合下表规定:(二)、外形及重量1、通常长度镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、定尺长度镀锌钢管的主尺长度应在通常长度围其长度允许偏差为+20mm。
3、倍尺长度镀锌钢管的倍尺长度应在通常长度围其余长允许偏差为+20mm。
每个倍尺应留5mm-10mm的切口余量。
4、弯曲度镀锌钢管应具有使用性的直度。
5、端头形状镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口外毛刺高度均不得大于0.5mm。
6、交货重量镀锌钢管以实际重量交货。
7、标记镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:1、牌号和化学成份镀锌钢管用钢的牌号和化学成分应符合GB-3092所规定的黑管用钢的牌号和化学成份。
2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
3、交货状态镀锌钢管以不带螺纹交货。
4、螺纹及管接头(1)带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB822的规定。
(2)钢制管接头应符合YB238的规定,可铸铁管接头应符合YB230的规定。
5、力学性能钢管镀锌前的力学性能应符合GB3092的规定。
6、镀锌层的均匀性镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
7、冷弯曲试验公称口径不大于50mm的镀锌钢管应做冷弯曲试验。
弯曲角度为90。
,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝及锌层剥落现象。
8、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力及涡流探伤对比试样尺寸应符合国标GB3092的规定。
9、表面质量镀锌钢管的外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。
允许有不大的粗糙面和局部的锌瘤存在。
10、镀锌层重量镀锌层重量平均值应不小于500g/㎡,其中任何一个试样不得小于480g/㎡。
镀锌管国标 (3)

镀锌管国标1. 引言镀锌管是一种具有防腐蚀功能的钢管,其表面经过镀锌处理,能够有效地抵抗大气、土壤和水等环境中的腐蚀。
为了规范和统一镀锌管的生产和应用,各国普遍制定了相应的国家标准。
本文将介绍中国国标对镀锌管的要求和规定。
2. 国标标识中国国标标识为GB,具体涉及到镀锌管的标准有GB/T 3091、GB/T 13793、GB 50205等,下面将对这些标准进行详细介绍。
3. GB/T 3091GB/T 3091是中国国家标准中关于低压液体输送用焊接钢管的规定。
其中包括了镀锌管的技术要求、试验方法、标志、包装、运输、储存等内容。
3.1 技术要求在GB/T 3091中,对镀锌管的技术要求进行了详细的规定。
主要包括以下几个方面:•镀层质量要求:镀锌管的镀层应具有均匀、光滑、连续的特点,不得存在裂纹、脱落等缺陷。
•物理性能要求:镀锌管应具有一定的强度、延伸率和硬度,以保证其正常使用。
•尺寸要求:对镀锌管的外径、壁厚、长度等尺寸进行了规定,以保证其与配套管件的连接。
3.2 试验方法GB/T 3091中还规定了对镀锌管进行的试验方法,用于检验镀锌管的质量。
主要包括以下几个试验项目:•镀层厚度测定:通过化学分析或电量法等方法,测定镀锌管的镀层厚度,以确保其符合要求。
•物理性能试验:对镀锌管进行拉伸试验、硬度试验等,以确定其物理性能是否符合标准要求。
•外观检验:对镀锌管的外观进行检查,包括镀层的平整度、无缺陷等。
3.3 标志、包装、运输、储存GB/T 3091还对镀锌管的标志、包装、运输和储存进行了规定,以确保其质量不受损坏。
标志应清晰可见,包装应牢固可靠,运输中应防止碰撞和变形,储存时应避免湿润和化学腐蚀。
4. GB/T 13793GB/T 13793是中国国家标准中关于结构用长焊接钢管的规定,其中也包括了镀锌管的要求。
4.1 钢管材质和化学成分GB/T 13793对镀锌管的钢管材质和化学成分进行了规定,以确保其材质符合标准要求。
镀锌钢管国标质量标准要求
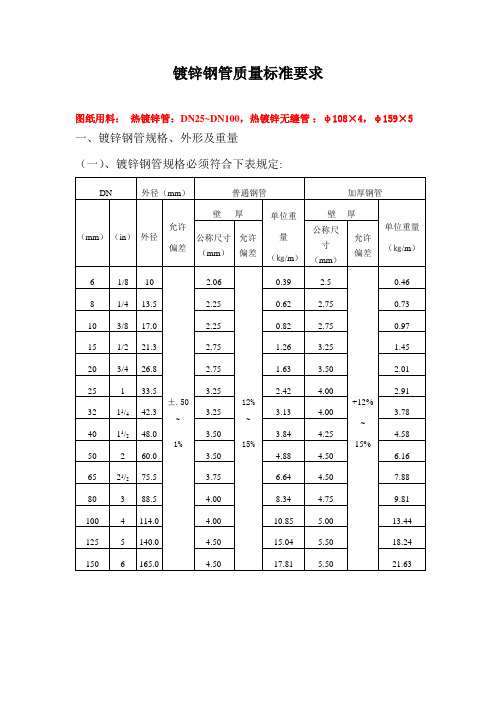
镀锌钢管质量标准要求图纸用料:热镀锌管:DN25~DN100,热镀锌无缝管:φ108×4,φ159×5一、镀锌钢管规格、外形及重量(一)、镀锌钢管规格必须符合下表规定:(二)、外形及重量1、通常长度镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、定尺长度镀锌钢管的主尺长度应在通常长度范围内其长度允许偏差为+20mm。
3、倍尺长度镀锌钢管的倍尺长度应在通常长度范围内其余长允许偏差为+20mm。
每个倍尺应留5mm-10mm的切口余量。
4、弯曲度镀锌钢管应具有使用性的直度。
5、端头形状镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0.5mm。
6、交货重量镀锌钢管以实际重量交货。
7、标记镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:1、牌号和化学成份镀锌钢管用钢的牌号和化学成分应符合GB-3092所规定的黑管用钢的牌号和化学成份。
2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
3、交货状态镀锌钢管以不带螺纹交货。
4、螺纹及管接头(1)带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB822的规定。
(2)钢制管接头应符合YB238的规定,可铸铁管接头应符合YB230的规定。
5、力学性能钢管镀锌前的力学性能应符合GB3092的规定。
6、镀锌层的均匀性镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
7、冷弯曲试验公称口径不大于50mm的镀锌钢管应做冷弯曲试验。
弯曲角度为90。
,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝及锌层剥落现象。
8、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力及涡流探伤对比试样尺寸应符合国标GB3092的规定。
9、表面质量镀锌钢管的内外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。
镀锌钢管质量标准

镀锌钢管质量标准镀锌钢管是一种常见的建筑材料,其质量标准对于保障工程质量和安全具有重要意义。
本文将就镀锌钢管的质量标准进行详细介绍,以便各行业人士在选购和使用过程中能够做出正确的判断和决策。
首先,镀锌钢管的质量标准主要包括以下几个方面:1. 钢管的外观质量,镀锌钢管表面应光滑、无裂纹、皱褶、氧化皮和锈蚀等缺陷,镀层应均匀、光亮,无脱落现象。
2. 尺寸偏差,镀锌钢管的外径、壁厚、长度等尺寸应符合国家标准或合同规定的要求,偏差应在允许范围内。
3. 化学成分,镀锌钢管的化学成分应符合国家标准或合同规定的要求,主要包括碳含量、磷含量、硫含量等指标。
4. 机械性能,镀锌钢管的拉伸强度、屈服强度、延伸率等机械性能指标应符合国家标准或合同规定的要求。
5. 镀层质量,镀锌钢管的镀层应具有良好的附着力、耐蚀性和耐磨性,镀层厚度应符合国家标准或合同规定的要求。
在选购镀锌钢管时,应严格按照上述质量标准进行检查,确保所选产品符合要求。
同时,在使用过程中,也应注意以下几点:1. 防止碰撞和摩擦,在搬运和安装镀锌钢管时,应避免碰撞和摩擦,以免损坏镀层。
2. 避免接触酸碱物质,镀锌钢管在使用过程中应避免长时间接触酸碱物质,以免影响镀层的耐蚀性能。
3. 定期检查,定期对镀锌钢管进行外观检查和测量尺寸,发现问题及时处理,以确保使用安全。
4. 合理使用,在使用镀锌钢管时,应按照设计要求和规范要求进行合理使用,避免超载和过度使用,以免影响使用寿命。
总之,镀锌钢管的质量标准对于保障工程质量和安全至关重要。
只有严格按照标准要求选购和使用,才能确保镀锌钢管的质量和性能达到预期目标,为工程建设提供可靠保障。
希望本文所述内容对大家有所帮助,谢谢阅读!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
镀锌钢管国标质量标准要求
镀锌钢管质量标准要求
一、镀锌钢管规格、外形及重量(一)、镀锌钢管规格必须符合下表规定:
(二)、外形及重量1、通常长度
镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、定尺长度
镀锌钢管的主尺长度应在通常长度范围内其长度允许偏差为+20mm。
3、倍尺长度
镀锌钢管的倍尺长度应在通常长度范围内其余长允许偏差为+20mm。
每个倍尺应留5mm-10mm的切口余量。
4、弯曲度
镀锌钢管应具有使用性的直度。
5、端头形状
镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0.5mm。
6、交货重量
镀锌钢管以实际重量交货。
7、标记
镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:
1、牌号和化学成份
镀锌钢管用钢的牌号和化学成分应符合GB-3092所规定的黑管用钢的牌号和化学成份。
2、制造方法
黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
3、交货状态
镀锌钢管以不带螺纹交货。
4、螺纹及管接头
(1)带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB822的规定。
(2)钢制管接头应符合YB238的规定,可铸铁管接头应符合YB230的规定。
5、力学性能
钢管镀锌前的力学性能应符合GB3092的规定。
6、镀锌层的均匀性
镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
7、冷弯曲试验
公称口径不大于50mm的镀锌钢管应做冷弯曲试验。
弯曲角度为90。
,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝及锌层剥落现象。
8、水压试验
水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力及涡流探伤对比试样尺寸应符合国标GB3092的规定。
9、表面质量
镀锌钢管的内外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。
允许有不大的粗糙面和局部的锌瘤存在。
10、镀锌层重量
镀锌层重量平均值应不小于500g/㎡,其中任何一个试样不得小于480g/㎡。
三、试验方法:
1、表面检查
镀锌钢管的内外表面应用肉眼逐根进行检查。
2、尺寸检查
镀锌钢管应在镀锌前的黑管上用足够精确度的量具逐根进行测量。
3、螺纹检查
带螺纹的镀锌钢管,按YB822的规定,用环规逐根检查螺纹。
四、检验规则:
1、镀锌钢管按批进行检查和验收,每批由同一牌号、同一规格的钢管组成
公称口径≤25mm 每批1000根
公称口径>m25~50m 每批750根
公称口径>50mm 每批500根
2、复验和判定
镀锌钢管的复验和判定规则应符合GB2102的规定。
五、包装、标注及质量证明书
镀锌钢管的包装、标志及质量证明书应符合GB2102的规定。