417 多向模锻液压机设计
多向模锻液压机机身结构优化设计

Ab s t r a c t :UG a n d A n s y s Wo r k b e n c h a r e u s e d t o e s t a b l i s h t h e F E M mo d e l a n d a n a l y z e i t t o g e t t h e s t r e s s a n d d e f o r ma t i o n i ma g e o f t h e h y d r a u l i c p r e s s w h i c h i s u n d e r t h e f u l l l o a d .T h e r e s u l t s s h o w t h a t t h e b o d y S s t r e n g t h me e t s t h e d e s i g n r e q u i r e me n t s ,b u t t h e s t i f f n e s s o f t h e b e a ms i n t h e l e f t ,r i g h t a n d t h e u p p e r i s n o t e n o u g h .T h r e e s o l u t i o n s t o o p t i mi z e t h e s i mu l a t i o n a r e p r o p o s e d f i n d i n g
,
t h a t a c o mb i n a t i o n o f o p t i o n I I a n d o p t i o n I I I a r e t h e mo s t e f f e c t i v e wh i c h ma k e t h e b o d y s t i f f n e s s t o me e t t h e a l l o wa b l e v a l u e . Ke y wo r d s :mu l t i — r a m f o r g i n g ;h y d r a u l i c p r e s s ;f i n i t e e l e me n t a n a l y s i s ;o p t i mi z a t i o n
大型自由锻造液压机车间工艺设计分析
大型自由锻造液压机车间工艺设计分析摘要:介绍了自由锻造液压机车间工艺流程及工艺布置,提出了双跨和三跨两种布置方案,并分析了相应优缺点。
另外,详细探讨了设备-设备、设备-厂房、设备-公用之间的相互影响关系。
对自由锻造液压机车间的工艺设计具有较高的参考价值。
关键词:自由锻造,液压机车间,工艺设计目前,我国已投入运行的 8~160MN 自由锻造液压机 150 多台,但是大多数自由锻造液压机为早期的水压机,数控化程度低,生产率低下,需要完成 CNC 改造[1]并配备锻造操作机,尤其要强化锻造和热处理工业炉的现代化改造。
我国大锻件生产处于“过剩”和“短缺”的双重压力,即一般大锻件供大于求,技术含量和质量要求高的大锻件,如百万千瓦级火电和核电用汽轮机转子(超临界、超超临界)、特大支承辊、大型高温高压厚壁筒体、船用大马力低速柴油机组合曲轴等锻件,我们尚处于生产能力低或不能生产的状态。
基于此,通过对现有锻造设备及工业炉设备进行升级改造或新建锻造车间,国内企业掀起了投资高品质大型自由锻件制造的热潮。
本文通过对大型快速锻造液压机车间的工艺设计及相关配套设施的介绍,希望能对相关企业领导人及技术人员带来帮助。
1. 工艺设计1.1 工艺流程大型自由锻造液压机车间(以下简称“液压机车间”)的工艺流程相对简单,主要为:钢锭→加热→锻造(镦粗、拔长)→热处理→取样→(粗车)。
液压机车间接收的钢锭分两种:热钢锭、冷钢锭,装炉方式也分为热装炉、冷装炉两种方式。
据统计在热装炉的情况下,1 吨钢锭可节约天然气(8500kcal/m3)约60m3,采用该种装炉方式已成为锻造行业的发展趋势。
锻造的主要工序为镦粗和拔长,为了反映锻件的变形程度,引入了锻造比(K)的概念,它是工程上常用的变形参数。
典型锻件的锻造比见下表 1:典型锻件的锻比[2]大锻件形体尺寸大,缺陷多,内应力大,温度分布不均匀,结晶、相变复杂,内部热扩散及氢气扩散困难。
所以,冷却和热处理方式多,周期长、工艺过程复杂[2] 。
多向模锻压机的结构设计及性能分析

多向模锻压机的结构设计及性能分析引言:多向模锻压机是一种用于金属材料成形加工的专用设备,主要用于批量生产零部件。
本文将对多向模锻压机的结构设计及性能进行分析,并探讨其在工业生产中的应用。
一、多向模锻压机的结构设计1. 压力系统设计:多向模锻压机的主要特点是能够在多个方向同时进行模锻操作。
为实现这一特点,压力系统的设计非常关键。
一般采用多缸式液压系统,每个缸体都可以独立控制,实现对不同方向的模锻作用力的独立调节。
2. 结构设计:多向模锻压机的结构设计主要包括机架、滑块、导轨、模具等部分。
机架是整个设备的主体支撑结构,一般采用钢板焊接而成,具有足够的刚性和稳定性。
滑块是模锻操作的核心部件,一般采用铸铁材料制作,保证足够的刚性和重量,以便产生足够的模锻力。
导轨用于支撑滑块的运动和定位,通常采用线轨或滚动导轨。
3. 控制系统设计:多向模锻压机的控制系统设计需要考虑多个方向的模锻操作的同步性和一致性。
一般采用PLC或CNC控制系统,通过调节压力、速度和行程,实现对不同方向的模锻过程的精确控制。
二、多向模锻压机的性能分析1. 生产效率:多向模锻压机具有同时进行多个模锻操作的优势,有效提高了生产效率。
通过合理的生产节拍安排和自动化控制,可以实现高效的批量生产。
2. 成品质量:多向模锻压机的结构紧凑,模锻操作过程稳定,具有良好的成品质量控制能力。
通过调整模锻力、温度和速度等参数,可以实现对成品尺寸和力学性能的精确控制。
3. 经济性:多向模锻压机采用液压传动,具有较低的能源消耗和运行成本。
同时,模锻过程中材料利用率高,减少了材料的浪费,提高了经济效益。
4. 灵活性:多向模锻压机具有较强的适应性,可适用于不同材料和形状的模锻操作。
通过更换不同的模具和调整工艺参数,可以实现不同产品的生产。
三、多向模锻压机的工业应用1. 汽车制造业:多向模锻压机在汽车制造业中得到广泛应用。
例如,用于生产汽车发动机零部件、传动轴、车身横梁等。
多向模锻工艺及模具设计
多向模锻1 概述多向模锻技术又称多柱塞模锻,是于20 世纪50 年代美国Cameron(卡麦隆)公司提出并实现的锻造新技术,利用可分模具,在多向模锻压机一次行程作用下获得无毛边、无拔模斜度或小拔模斜度、多分枝或有内腔的形状复杂的锻件。
它是一种集挤压、模锻于一体的综合工艺。
与普通模锻相比,能减少工序和节约能源,提高锻件的性能,对实现锻件精化、改善产品质量和提高劳动生产率等方面具有许多独特的优点。
自上世纪五十年代以后,美、英、法、德和原苏联等工业发达的国家,相继推广应用和发展了多向模锻技术。
我国于上世纪六十年代中期,也开始自主研发多向模锻水压机和多向模锻工艺。
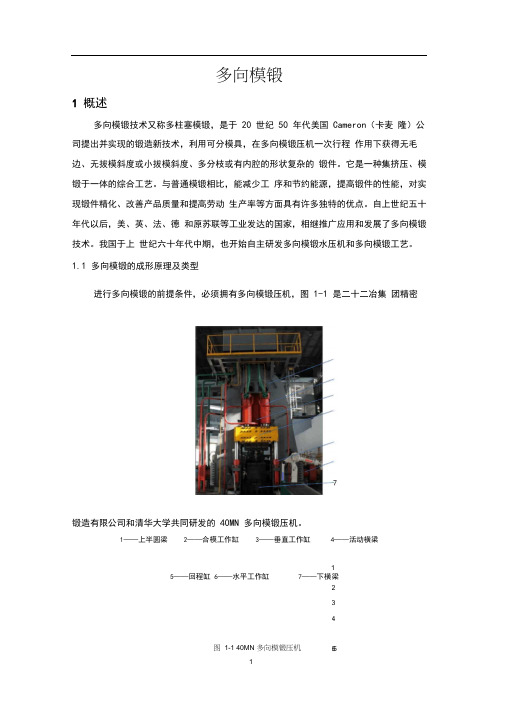
1.1 多向模锻的成形原理及类型进行多向模锻的前提条件,必须拥有多向模锻压机,图1-1 是二十二冶集团精密锻造有限公司和清华大学共同研发的40MN 多向模锻压机。
1——上半圆梁2——合模工作缸3——垂直工作缸4——活动横梁15——回程缸6——水平工作缸7——下横梁234图1-1 40MN 多向模锻压机56由图1-1 可知,多向模锻压机和普通模锻压机有很大区别,机架在左右方向设计成一定角度,机架采用钢丝缠绕提供机架垂直方向和水平方向的预紧力多向模锻液压机可以在不同方向按不同顺序用冲头对闭式模具中坯料进行挤压,使其能很好的充满模具型腔。
锻造结束后模具分开,方便从模具型腔内取出锻多向模锻根据锻件的分模方式不同,可以分为三种类型:即垂直分模;水平分模;垂直与水平联合分模( 简称复合分模),见图1-2 所示。
由图可清楚看到这三种多向模锻的分模方式及其成形原理,如下:图1-2 多向模锻分模方式(1)垂直分模(2) 水平分模(3)复合分模(1) 垂直分模垂直分模是把左右模具固定在压力机的水平缸活塞上,将垂直冲头固定在垂直穿孔缸的活塞上,以水平缸活塞压紧左右模具,把坯料放入模具模腔中,用垂直冲头挤压坯料使坯料填满模具型腔。
锻造结束后,垂直冲头回程,水平缸回程打开左右模具,锻件从模具型腔中取出。
工程液压机方案设计

工程液压机方案设计一、前言液压机作为一种广泛应用于工程领域的设备,其在各种领域都具有重要的作用。
液压机以其高效、稳定的特性,被广泛应用于金属加工、压制成形、塑料模塑、压铸、挤压等领域。
本文将从设计液压机的整体结构、工作原理、控制系统及其他重要部件进行详细阐述。
通过本文的阐述,读者可以对液压机的设计原理有更加深刻的认识。
二、液压机的整体结构1.液压机的基本结构液压机主要由上横梁、下工作台、活塞缸、导向柱、液压系统、电气控制系统等部分组成。
其中,上横梁和下工作台被用于夹紧和固定被压制的工件,活塞缸用于提供压力,并且通过活塞的上下运动来实现对工件的压制。
导向柱起到引导和固定活塞缸的作用。
液压系统则提供液压力,控制系统用于实现对液压机的各种操作。
2.结构设计要点液压机的结构设计应该保证其具有足够的刚性和稳定性。
在设计上,应该采用一体式或者桥式结构,以提高整机的稳定性。
此外,为了适应不同的工艺要求,一些液压机还应具有一定的可调节性,使其具有更广泛的适用性和多功能性。
三、液压机的工作原理1.液压传动的工作原理液压机的工作原理是利用液体在封闭容器中的传递压力来实现工件的压制。
液压系统一般由液压泵、控制阀、油缸、液压缸等部分组成。
当液压泵启动时,液体将被泵送至液压缸内,从而产生一定的压力。
然后,通过控制阀的调节和控制,液压缸内的压力可以被传递到被压制的工件上,从而实现对工件的加工。
2.液压机的工作过程液压机的工作过程一般包括充液、压制、返回三个阶段。
首先,液压泵启动,将液体泵入液压缸内,使之充满液体;其次,通过控制阀的操作,使活塞缸的活塞开始向下运动,形成一定的压力,对工件进行压制;最后,当需要停止压制时,操作控制系统,使液压缸内的液体回流到油箱,活塞缸返回原位,从而完成一次压制过程。
四、液压机的控制系统1.液压机的控制方案液压机的控制系统一般由电气控制系统和液压控制系统组成,其中液压控制系统用于控制液体的流动和压力的变化,电气控制系统则用于控制各种执行元件和控制器的动作。
锻造操作机液压系统设计与仿真
锻造操作机液压系统设计与仿真锻造操作机是锻造行业中的重要设备,其液压系统是实现设备动作和控制的关键部分。
本文将介绍锻造操作机液压系统的设计及其仿真分析,以期提高设备的性能和可靠性。
锻造操作机主要用于金属材料的锻造加工,其液压系统具有以下特点:动作精度高,能够实现精确的位移、速度和力控制。
需要承受高温、高压和高冲击负荷,因此要求液压元件具有高性能和长寿命。
系统中涉及多种液压元件和辅助元件的协调工作,因此需要精心设计液压回路和控制策略。
系统原理锻造操作机液压系统主要由液压泵、液压缸、液压阀、管道和辅助元件等组成。
根据设备工艺需求,设计液压系统原理图,确定液压缸数量、连接方式以及液压回路。
元件选型选择高品质的液压元件,如液压泵、液压缸、液压阀等,是保证液压系统性能的关键。
元件的选型还应考虑如下因素:布置方案根据设备结构和空间布局,设计液压系统的布置方案。
在保证系统性能的同时,应考虑如下因素:利用仿真软件对设计的液压系统进行仿真分析,可以评估系统的性能和可靠性。
通过仿真,可以得出如下在不同工况下,液压系统中的压力、流量和功耗等参数变化较小,系统性能稳定。
液压元件的选择和设计能够满足锻造操作机的工艺要求。
在一定范围内,液压系统的响应速度较快,能够适应快速动作的需求。
根据仿真结果,可以进一步优化液压系统设计,如调整液压回路参数、优化元件布置等。
仿真还可以指导设备的调试和优化,提高设备的可靠性和稳定性。
本文介绍了锻造操作机液压系统的设计与仿真分析。
通过合理设计液压系统原理、选择高品质的液压元件以及制定有效的布置方案,能够提高锻造操作机的性能和可靠性。
利用仿真软件对设计的液压系统进行仿真分析,可以评估系统的性能和可靠性,为系统的优化提供指导。
本文的研究成果对锻造操作机液压系统的设计和应用具有一定的参考价值。
随着科技的不断发展,锻造操作机液压系统的设计将面临更多新的挑战。
未来研究方向可以包括:研究新型的液压元件和控制系统,以满足锻造操作机不断提高的性能需求。
柱式多向模锻液压机的结构设计研究
i fu n i g f c o s,we g to l nd d e n e c n a t r l i h fsi a i de
文 章 编 号 : 6 2 0l 1 2 1 ) 1 0 2 — 4 17 — 2 ( 0 10 — 0 5 0
柱 式 多 向模 锻 液 压 机 的 结 构 设 计 研 究
胡 明 杰 ,居 久 培 ,刘 ( 州捷迈 锻 压机械 有 限公 司 , 苏 扬 江 飞 扬州 2 51 7) 2 2
[] 吕 言 ,伺 服 压 力 机 的 开 发 以 及 今 后 的 动 最
向【. J 锻压装 备与制造技术 ,06,1 1 :1 1. J 2 0 4 ( )l — 4
[] R. u W . . u . h e ino e tl omigP e s i 2 D , Z G o T eD s f N w Me r n r s W t g a aF h C n rl be Me h ns . un lo c a i lDein2 0 9 , ot l l o a c a im J ra fMe h nc s . 3( ) o a g 0
A bs ract: ne nd rangl og t A w ki ofti e t gl t xt e .The v r ualpr t t it o o ype o he m echani r ft sr a nd s m ul i o nem a i and i aton f ki tcs dy m i na c
摘 要 : 文 基 于 石 油 钻 杆 接 头锻 坯 模 锻 制 造 的 工 艺技 术 , 出一 种 新 型 柱 式 多 向模 锻 液 压 机 主 机 及 液 压 本 提
系 统 研 究设 计 方 案 。
多向模锻工艺及模具设计
多向模锻1 概述多向模锻技术又称多柱塞模锻,是于20世纪50年代美国Cameron(卡麦隆)公司提出并实现的锻造新技术,利用可分模具,在多向模锻压机一次行程作用下获得无毛边、无拔模斜度或小拔模斜度、多分枝或有内腔的形状复杂的锻件。
它是一种集挤压、模锻于一体的综合工艺。
与普通模锻相比,能减少工序和节约能源,提高锻件的性能,对实现锻件精化、改善产品质量和提高劳动生产率等方面具有许多独特的优点。
自上世纪五十年代以后,美、英、法、德和原苏联等工业发达的国家,相继推广应用和发展了多向模锻技术。
我国于上世纪六十年代中期,也开始自主研发多向模锻水压机和多向模锻工艺。
1.1 多多多多多多多多多多多多进行多向模锻的前提条件,必须拥有多向模锻压机,图1-1是二十二冶集团精密锻造有限公司和清华大学共同研发的40MN多向模锻压机。
1234567图1-1 40MN多向模锻压机1——上半圆梁2——合模工作缸3——垂直工作缸4——活动横梁5——回程缸6——水平工作缸7——下横梁由图1-1可知,多向模锻压机和普通模锻压机有很大区别,机架在左右方向设计成一定角度,机架采用钢丝缠绕提供机架垂直方向和水平方向的预紧力。
多向模锻液压机可以在不同方向按不同顺序用冲头对闭式模具中坯料进行挤压,使其能很好的充满模具型腔。
锻造结束后模具分开,方便从模具型腔内取出锻件。
多向模锻根据锻件的分模方式不同,可以分为三种类型:即垂直分模;水平分模;垂直与水平联合分模(简称复合分模),见图1-2所示。
由图可清楚看到这三种多向模锻的分模方式及其成形原理,如下:图1-2 多向模锻分模方式(1)垂直分模(2)水平分模(3)复合分模(1)垂直分模垂直分模是把左右模具固定在压力机的水平缸活塞上,将垂直冲头固定在垂直穿孔缸的活塞上,以水平缸活塞压紧左右模具,把坯料放入模具模腔中,用垂直冲头挤压坯料使坯料填满模具型腔。
锻造结束后,垂直冲头回程,水平缸回程打开左右模具,锻件从模具型腔中取出。
柱式多向模锻液压机的结构设计研究
柱式多向模锻液压机的结构设计研究提纲:第一章绪论1.1 研究背景1.2 研究目的1.3 研究意义1.4 研究内容第二章多向模锻液压机的工作原理与结构特点2.1 多向模锻的工艺流程及特点2.2 液压系统的工作原理2.3 多向模锻液压机的结构组成及原理第三章柱式多向模锻液压机的结构设计3.1 立柱的选型与参数计算3.2 液压缸的设计3.3 工作台的设计3.4 夹紧机构的设计3.5 控制系统的设计第四章柱式多向模锻液压机的结构优化4.1 结构分析与强度计算4.2 增大液压缸活塞直径的优化方案4.3 优化夹紧机构的杆柱形状4.4 控制系统的创新设计第五章总结与展望5.1 研究成果总结5.2 研究不足与展望未来发展趋势5.3 研究成果的应用前景及社会贡献注:柱式多向模锻液压机是一种模锻液压机的类型。
本论文研究重点在于柱式多向模锻液压机的结构设计与优化。
第一章:绪论1.1 研究背景多向模锻作为先进的材料成型技术,在汽车、航空航天、工程机械等领域有着广泛的应用。
模锻是将金属坯料经过预热后,放入左右两个模具中进行挤压变形和塑性成形,从而获得所需形状和尺寸的过程。
因其具有高效率、高质量、高精度、节约原材料等优点,被视为是替代铸造和锻造的理想工艺之一。
模锻机械是指用于进行模锻加工的机械设备,模锻液压机是其中的一种重要机型。
由于模锻液压机的工作原理与结构众多、技术水平参差不齐,设计和优化的研究成为当前模锻液压机行业中的热点问题。
1.2 研究目的柱式多向模锻液压机是一种高速高精度模锻液压机。
本研究的主要目的是针对该型号模锻液压机的结构设计进行深入研究。
主要包括:柱式选型与合理参数的计算、液压缸、工作台、夹紧机构、控制系统等方面的设计。
1.3 研究意义研究柱式多向模锻液压机的结构设计有以下的研究意义:1)将有限的资源进行优化配备,使其产生最大经济效益。
2)提高模锻液压机的工作效率、产品质量和工作安全性。
3)优化模锻液压机的结构设计有利于提高机械设备的使用寿命,减少故障频率,降低维修成本。
多向模锻压机的控制系统设计与优化
多向模锻压机的控制系统设计与优化随着现代工业的发展,多向模锻压机在金属加工行业中起着重要的作用。
为了提高生产效率和产品质量,控制系统的设计与优化成为了一项重要的任务。
本文将重点讨论多向模锻压机的控制系统设计与优化,并提出一些相关的技术和方法。
首先,对于多向模锻压机的控制系统设计,我们需要考虑以下几个方面:控制策略、传感器选择、执行器选择和控制器设计。
控制策略是指通过对液压系统和模具工作参数的控制,实现锻造过程中对材料的变形和应力的控制。
传感器选择要根据需要测量的参数来选择合适的传感器,常见的包括压力传感器、位移传感器和速度传感器。
执行器选择主要针对液压系统中的液压缸,要选择适当的液压缸来实现对模具的控制。
控制器设计是指设计一个能够根据传感器采集到的数据来控制液压系统和执行器的控制器,常见的包括PLC和数字控制器。
其次,针对多向模锻压机的控制系统优化,我们可以采取以下几种方法。
首先是优化控制策略,通过更精确的控制参数和算法来提高锻造过程中的精度和效率。
例如,可以使用先进的控制算法,如模糊控制、遗传算法和神经网络等,来优化液压系统和模具的控制。
其次是优化传感器和执行器的选择,选择更先进的传感器和执行器,如光电传感器和电液执行器,来提高系统的灵敏度和响应速度。
同时,可以优化传感器和执行器的布置位置,以便更准确地感知和控制锻造过程中的参数。
最后是优化控制器的设计,通过改进控制器的硬件和软件,提高系统的稳定性和可靠性。
例如,可以使用高性能的微处理器和先进的控制算法,来实现更精确的控制和更快的响应速度。
除了上述方法,我们还可以采用一些其他的技术来优化多向模锻压机的控制系统。
例如,可以采用自适应控制技术,通过对系统的参数和参数变化进行实时估计和修正,来提高系统的控制性能。
还可以使用模型预测控制技术,通过对系统的动态模型进行建模和预测,来实现更准确的控制和更高的控制精度。
此外,人机界面的设计也是控制系统优化的一个关键因素。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
多向模锻液压机设计
1
1 绪论
1.1 液压机行业概要
液压机发展史,1795 年,英国人 Bramah 取得了第一个手动液压机的专利, 但真正的液压机的发展历史不到 200 年。近些年来 7000KN ,10000KN, 12000KN 的液压机相继问世给工业带来了巨大的效益。1884 年在英国曼彻斯特首先使用 了锻造钢锭用的锻造水压机,它与锻锤相比具有很多优点,运动部分不必那么重, 震动又小,因此发展很快!在 1887‐1888 年间,制造了一系列的锻造水压机,其 中包括 40000KN 的大型水压机,到 1893 年,当时最大的,120MN 锻造水压机。 大钢锭的锻造工作全有锻造水压机来完成。19 世纪晚期到 20 世纪资本主义发展 到帝国主义除段,由于军备扩张,锻造和模锻液压机有了很快发展,1934 年,德 国 70000KN 模锻水压机,1938‐1944 年德国又造出 150MN 和 300MN 的大型模锻水 压机!二次大战后,为了迅速发展航空工业,以及后来发展宇航工业,美国在 1955 年左右,先后制造了两台 315MN 及 450MN 的大型模锻水压机,苏联在 1950‐1965 年生产了几台 300MN 和 750MN 的世最大模锻水压机。液压机发展到现在,已经 广泛地应用到国民经济的各个部门,种类繁多,发展迅速,成为机床行业的一个 重要组成部分。
2.机械总体设计.............................................................................................4
2.1 多向模锻压机主要技术参数 ...............................................................4 2.2 多向模锻液压机的基本工作原理........................................................4 2.3 总体布局方案的拟定..........................................................................5 2.4 液压机设计 ..........................................................................................6 2.5 立柱设计 ............................................................................................15 2.6 上横梁设计 ........................................................................................16 2.7 下横梁工作台的设计 .........................................................................17 2.8 活动横梁设计 ....................................................................................19 2.9 水平梁的设计 ....................................................................................19
关键词:多向模锻液压机, 机械设计,液压系统,可编逻辑控制器
ABSTRACT
This paper design for the multiforging of hydraulic , the mainframe’s largest work load design for 8000KN. Mainframe mainly by the beam 、 guided 、 worktable、mobile beams、master cylinder、level cylinder、cylinder head out of components etc. This paper focuses on the machine and hydraulic system design. Through analyzing specific parameters and hydraulic mechanic situation , to formulate a master control project. To solve the cylinder express entered the shortage of oil supply in the top of the mainframe installed oil tank. Cylinder for the speed of access restrictions and security through the limit switch to control switches.To ensure the quality of the workpiece molding, the hydraulic system equipped with packing loop through packing workpiece stability molding; To prevent hydraulic shocks, pressure relief system with a loop to ensure that this equipment can be a safe and stable work. In addition, the paper hydraulic station on the overall layout of the key components of the hydraulic structure、shape、process、technique for a specific design.the design of control system ,this part include choose the type of PLC and design the program.
摘要
本设计为中小型多向模锻液压机,最大工作负载设计为 8MN。主机主要由上 梁、导柱、工作台、移动横梁、主缸、顶出缸,水平梁,水平缸等组成。本文重 点介绍了机械及液压系统的设计。通过具体的参数计算及工况分析,制定总体的 控制方案。为解决缸快进时供油不足的问题,顶部设置补油油箱进行补油。缸的 速度换接与安全行程限制通过行程开关来控制;为了保证工件的成型质量,液压 系统中设置保压回路,通过保压使工件稳定成型;为了防止产生液压冲击,系统 中设有泄压回路,确保设备安全稳定的工作。此外,对重要液压元件进行了结构、 外形、工艺设计,对部分液压元件进行了合理的选型.控制系统的设计,它包括 PLC 的选型与程序设计。
4 .PLC 控制系统设计 ................................................................................31
4.1 传感器的选择 ....................................................................................31 4.2 位置检测装置 ....................................................................................31 4.3 控制系统 PLC 的选型及控制原理 ....................................................32 4.4 PLC 种类及型号选择.........................................................................32 4.5 PLC 程序设计 ....................................................................................33
参考文献 .......................................................................................................36 致 谢............................................................................................................37
在 1934 年,德国人最早制造出 70MN 的大型模锻水压机,用于生产航空复 杂锻件,后来又相继生产出 150 MN 巨大的模锻液压机。主要用于模锻生产铝合 金、钛合金航空锻件;前苏联在二次大战后也建造了多台大型模锻水压机。其中 有 100 MN、150 MN、300 MN、750 MN 等,750MN 是目前世界上最大的模锻 水压机。无论是中小型还是大型多向模锻机,其应用范围及其工艺,是金属材料 成型及加工的重要技术,我国由于工业发展较慢与世界各个机械行业大国的技术 相比还有很大的差距,所以我们应该强这方面的技术研究与开发工作,争取早日 达到世界先进水平[12]。图 11 是上海电气集团制造的液压机。
Keywords: Multiforging of hydraulic machine, Design of machinary, Hydraulic System, Programmable Logic Controller
目录
1 绪论 ............................................................................................... 1