子午线巨型轮胎成型一段缠绕控制系统的设计
合集下载
巨型工程车子午线轮胎活络模具结构设计

结 构 实 用性 非 常 好 ,应 用 也 非 常广 泛 。但 由于 巨 型工 程 车 子午 线 轮 胎尺 寸 巨大 ,花 纹 结构 变 化 没
差 悬 殊 ,不 像 轿 车胎 或 卡 车 胎那 样 接 近 而可 以设
的 花纹 进 行 分析 ,根 据 其具 体 尺 寸 和结 构 确 定 活
络 模 具 的 结 构 、花 纹 分 型 线 位 置 、等 份 数 和行
程 、导 向角 、定位 等 。
11 . 模具 的基本 结 构选择
计 成 分 体 结 构 ,因 此 没 必 要 采 用 常 规 的 分 体 结 构 。花 纹块 与滑 块 连体 式 结 构一 般 适 用 于大 、中
12上侧模 和 花纹块 的定 位 .
导 向有 以下 优点 :
( )降低大型工程车轮胎 活络模具 因尺寸超 1
大而带 来 的加工 及装 配上精 度控 制 的 困难 ; ( )保 证模 具周 向定 位 的精度 ; 2
( )方 便 花纹块 之 间间 隙的调 整 ; 3
轮 胎在 硫 化 时会 钻 进 缝 隙 里 ,导 致 轮胎 产 生
型 的工 程轮 胎 。
目前 国内外 通 常 使用 的活 络 模 导 向机 构 按 结
构 形式 不 同分 为 “ 圆锥 面 导 向活 络模 具 ”和 “ 斜 平 面导 向活 络模具 ” 圆锥 面导 向活络模 具 结构 的 。
巨 型工 程 车 子午 线 轮 胎 活络 模 具采 用 连 体 结
构 的原 因是 :
主 要 优 点 是 :合 模 对 中效 果 好 、结 构 简 单 、紧
凑 、 占用 空 间 小 、机 械 加工 工 艺 性 能好 、制 造 比
( )花 纹块 与滑 块 连体 ,上 盖 与 上胎 侧 板 连 1 体 ,底 座 与下 胎 侧板 连 体 ,可 以减 少 因装 配 引 起 的误差 ,并 且 因此 简 化装 配和拆 卸模 具 的程 序 ;
差 悬 殊 ,不 像 轿 车胎 或 卡 车 胎那 样 接 近 而可 以设
的 花纹 进 行 分析 ,根 据 其具 体 尺 寸 和结 构 确 定 活
络 模 具 的 结 构 、花 纹 分 型 线 位 置 、等 份 数 和行
程 、导 向角 、定位 等 。
11 . 模具 的基本 结 构选择
计 成 分 体 结 构 ,因 此 没 必 要 采 用 常 规 的 分 体 结 构 。花 纹块 与滑 块 连体 式 结 构一 般 适 用 于大 、中
12上侧模 和 花纹块 的定 位 .
导 向有 以下 优点 :
( )降低大型工程车轮胎 活络模具 因尺寸超 1
大而带 来 的加工 及装 配上精 度控 制 的 困难 ; ( )保 证模 具周 向定 位 的精度 ; 2
( )方 便 花纹块 之 间间 隙的调 整 ; 3
轮 胎在 硫 化 时会 钻 进 缝 隙 里 ,导 致 轮胎 产 生
型 的工 程轮 胎 。
目前 国内外 通 常 使用 的活 络 模 导 向机 构 按 结
构 形式 不 同分 为 “ 圆锥 面 导 向活 络模 具 ”和 “ 斜 平 面导 向活 络模具 ” 圆锥 面导 向活络模 具 结构 的 。
巨 型工 程 车 子午 线 轮 胎 活络 模 具采 用 连 体 结
构 的原 因是 :
主 要 优 点 是 :合 模 对 中效 果 好 、结 构 简 单 、紧
凑 、 占用 空 间 小 、机 械 加工 工 艺 性 能好 、制 造 比
( )花 纹块 与滑 块 连体 ,上 盖 与 上胎 侧 板 连 1 体 ,底 座 与下 胎 侧板 连 体 ,可 以减 少 因装 配 引 起 的误差 ,并 且 因此 简 化装 配和拆 卸模 具 的程 序 ;
有限元分析在巨型全钢工程机械子午线轮胎成型机设计中的应用

作 者 简 介 : 化 顺 ( 9 3) 男 , 北 天 门人 , 钱 集 团 股 份 谢 16一, 湖 双
有 限公 司 高 级 工 程 师 , 士 , 要 从 事 轮 胎 设 备 管 理 和项 目管 理 学 主
工作 。
形 量 在设 计 目标 许 可范 围 内 , 结 构 应 力应 满 足 且
mm, 构 强 度 及 结 构 变 形 能 够 满 足设 计 要 求 。 结
关 键 词 : 型工 程 机 械 子 午 线 轮 胎 ; 型 机 ; 限元 ; 化 巨 成 有 优
中图分类号: TQ3 O 4 3 . +6
文 献 标 识 码 : B
文 章 编 号 :0 68 7 ( 0 0 0—3 40 1 0—1 1 2 1 ) 60 5 —7
34 5
轮
胎
工
业
21 0 0年第 3 0卷
有 限 元 分 析 在 巨型 全 钢 工 程 机 械 子 午 线 轮 胎 成 型 机 设 计 中 的应 用
谢 化 顺
( 钱 集 团 股份 有 限公 司 , 海 双 上 200) 0 0 2
摘 要 : 巨 型全 钢 工 程 机 械 子 午 线 轮 胎 成 型 机 的成 型鼓 等 关 键 零 部 件 建 立 有 限 元 模 型 并 进 行 有 限 元 分 析 。 根 据 对
质 量 1 0t最 高速 度 5 m ・ ~ 能够 承受 高 温 0 , 0k h ,
5 O℃和 低 温 一 2 o℃ 的 工 作 环 境 , 有 节 能 、 具 耐
构, 其负荷 主要 是 自身 质量 及 贴 合 的 轮胎 部 件 或
胎 坯质量 , 负荷 的作用 下 , 装置 伸 出轴均会 发 在 各
随着世 界各 国对煤 炭 、 、 等资 源需 求 的迅 铜 铁
有 限公 司 高 级 工 程 师 , 士 , 要 从 事 轮 胎 设 备 管 理 和项 目管 理 学 主
工作 。
形 量 在设 计 目标 许 可范 围 内 , 结 构 应 力应 满 足 且
mm, 构 强 度 及 结 构 变 形 能 够 满 足设 计 要 求 。 结
关 键 词 : 型工 程 机 械 子 午 线 轮 胎 ; 型 机 ; 限元 ; 化 巨 成 有 优
中图分类号: TQ3 O 4 3 . +6
文 献 标 识 码 : B
文 章 编 号 :0 68 7 ( 0 0 0—3 40 1 0—1 1 2 1 ) 60 5 —7
34 5
轮
胎
工
业
21 0 0年第 3 0卷
有 限 元 分 析 在 巨型 全 钢 工 程 机 械 子 午 线 轮 胎 成 型 机 设 计 中 的应 用
谢 化 顺
( 钱 集 团 股份 有 限公 司 , 海 双 上 200) 0 0 2
摘 要 : 巨 型全 钢 工 程 机 械 子 午 线 轮 胎 成 型 机 的成 型鼓 等 关 键 零 部 件 建 立 有 限 元 模 型 并 进 行 有 限 元 分 析 。 根 据 对
质 量 1 0t最 高速 度 5 m ・ ~ 能够 承受 高 温 0 , 0k h ,
5 O℃和 低 温 一 2 o℃ 的 工 作 环 境 , 有 节 能 、 具 耐
构, 其负荷 主要 是 自身 质量 及 贴 合 的 轮胎 部 件 或
胎 坯质量 , 负荷 的作用 下 , 装置 伸 出轴均会 发 在 各
随着世 界各 国对煤 炭 、 、 等资 源需 求 的迅 铜 铁
全钢巨型工程机械子午线轮胎轮廓设计方法探索及实践
程 机械 子午 线轮 胎 生 产 技 术 , 已经应 用 于全 钢 巨
的设 计 , 并 可指 导 开 发其 他 规 格 产 品 。本 文重 点 介 绍 全钢 巨型工 程机 械子 午线轮 胎开 发过程 中轮 胎 轮廓 设计 方法 探索及 实践 。
1 模 型轮 廓设 计思 路
型 工程 机械 子 午线 轮 胎 的 开 发 与生 产 , 经 实 际 使 用 验证 , 开 发成 功 的 轮胎 产 品性 能 接 近 国 际 同类
包括 预测 及控 制 充气 时 轮 胎 轮 廓变 化 、 控 制 轮 胎 带束 层端 部应 力 的变化 幅度 以及 预测并 控制 胎圈 区域 应力 与应 变 的变化 。 目前 该方 法 已经成 功应 用于 4 9 ~5 7英 寸全 钢 巨型 工 程机 械 子 午 线轮 胎
院( 以下简称 北 院 ) 牵头 , 研 发 了一套 全钢 巨型 工
第1 0期
蔡
庆等. 全 钢 巨 型 工程 机械 子午 线 轮 胎 轮 廓 设 计 方 法探 索 及 实 践
5 7 9
全 钢 巨型 工 程 机 械 子 午 线 轮 胎
轮 廓 设 计 方 法探 索及 实践
蔡 庆, 何 晓玫 , 张 伟, 韩成勇
1 0 0 1 4 3 ) ( 北 京 橡 胶 工 业 研究 设 计 院 , 北京
轮胎 轮廓 通常 的设计 方法 为 自然 平衡 轮廓设
计方 法n ] , 即假 设 轮胎 充 气 后 帘 布层 帘 线 所 受 张
力呈 均匀 分布 , 以 自然 平衡 轮廓 为 依据 设 计 的轮
胎充 气 时轮廓 变化 大致 呈均一 状态 。 自然平衡 轮 廓理 论仅 考虑 力 的平衡 , 是 用 内压 决 定 轮胎 形 状 的方 法 , 与轮胎 实 际情况 有较 大差 距 。
的设 计 , 并 可指 导 开 发其 他 规 格 产 品 。本 文重 点 介 绍 全钢 巨型工 程机 械子 午线轮 胎开 发过程 中轮 胎 轮廓 设计 方法 探索及 实践 。
1 模 型轮 廓设 计思 路
型 工程 机械 子 午线 轮 胎 的 开 发 与生 产 , 经 实 际 使 用 验证 , 开 发成 功 的 轮胎 产 品性 能 接 近 国 际 同类
包括 预测 及控 制 充气 时 轮 胎 轮 廓变 化 、 控 制 轮 胎 带束 层端 部应 力 的变化 幅度 以及 预测并 控制 胎圈 区域 应力 与应 变 的变化 。 目前 该方 法 已经成 功应 用于 4 9 ~5 7英 寸全 钢 巨型 工 程机 械 子 午 线轮 胎
院( 以下简称 北 院 ) 牵头 , 研 发 了一套 全钢 巨型 工
第1 0期
蔡
庆等. 全 钢 巨 型 工程 机械 子午 线 轮 胎 轮 廓 设 计 方 法探 索 及 实 践
5 7 9
全 钢 巨型 工 程 机 械 子 午 线 轮 胎
轮 廓 设 计 方 法探 索及 实践
蔡 庆, 何 晓玫 , 张 伟, 韩成勇
1 0 0 1 4 3 ) ( 北 京 橡 胶 工 业 研究 设 计 院 , 北京
轮胎 轮廓 通常 的设计 方法 为 自然 平衡 轮廓设
计方 法n ] , 即假 设 轮胎 充 气 后 帘 布层 帘 线 所 受 张
力呈 均匀 分布 , 以 自然 平衡 轮廓 为 依据 设 计 的轮
胎充 气 时轮廓 变化 大致 呈均一 状态 。 自然平衡 轮 廓理 论仅 考虑 力 的平衡 , 是 用 内压 决 定 轮胎 形 状 的方 法 , 与轮胎 实 际情况 有较 大差 距 。
全钢巨型工程机械子午线轮胎生产设备的研制

矿用 车辆 逐渐 重型 化 , 巨型 轮胎也 向大型化 发展 ,
业 、 路建 设 与 运 输 、 公 煤炭 及 采 矿业 的增 长 , 同时
也拉动 了轮 胎工业 的发 展 。2 0 ~2 0 0 1 0 5年 , 国 我
国外甚 至 推 出 4 R 7和 5 / 0 6 大 型工 程 机 05 9 8 R 3等
中 图 分 类 号 : 6. 4 . / 6TQ3 0 4 /r U4 3 3 1 5 .  ̄ 3 . 6 7 文 献标 识 码 : B 文章 编 号 :0 68 7 ( 0 6 1 6 60 10 —1 12 0 ) 卜0 7 —3
我 国 经 济 的 持 续 发展 极 大 地 推 动 了 汽 车 工
速 度 可达 5 m ・h , 在 温度 为 一 5 ~ +5 0k ~ 可 O O
轮胎产 量年 均增 长 1 , 6/ 特别 是 全 钢 载 重子 午 线 9 6 轮胎 , 量年 均增 长超 过 5 。随 着 全 球轮 胎 制 产 O
造 业逐 渐 向我 国转 移 , 国 已成 为世 界 轮 胎 生 产 我
要求设计成型机 、 化机及 活络模具 。经三维设计并进行传动系统 、 硫 力学 有限元分析 , 对部件强度 和刚度进行验证 和
优 化 设 计 方 案 , 初 步形 成 生 产 设 备 的制 造 加 工 图 纸 。 已 关 键 词 : 型 工 程机 械 ; 钢 子 午 线 轮 胎 ; 型 机 ; 移 式 硫 化 机 巨 全 成 平
21 0 R 3 . 0 5, 2 .0 R 3 4 0 5, 2 .0 R 4 7 0 9, 3 0 R 5 0. 0 1。
3 . 0 5 ,6 0 R 1和 3 . 0 5 30 R 13 . 0 5 7 0 R 7等 。近 年随 着
子午线轮胎结构设计与制造技术

子午线轮胎结构设计与制造技术
子午线轮胎是一种高性能轮胎,由于其特殊的结构设计和制造技术而得到广泛应用。
其主要特点是采用平行于中心线的钢丝束作为骨架材料,能够提供优秀的耐磨性和抗拉强度,使轮胎能承受高强度、高速度和长时间运行的要求。
子午线轮胎的结构设计和制造技术包括以下几个方面:
1.骨架结构设计:子午线轮胎采用钢丝束作为骨架材料,一般包含两到三层。
骨架材料的种类、材质和层数均影响了轮胎的性能。
通过优化骨架结构设计,可以提高轮胎的抗拉强度和耐磨性。
2.胎面花纹设计:胎面花纹是轮胎与路面之间的唯一接触面。
子午线轮胎的花纹设计对于轮胎的性能有着重要的影响。
通过优化花纹设计,可以提高轮胎的防滑性和抓地力。
3.胎侧加强结构设计:轮胎的胎侧加强结构对于轮胎的耐磨性和抗撞击性具有重要意义。
子午线轮胎一般采用加强胎侧结构,以提高轮胎耐用性和安全性。
4.制造工艺技术:子午线轮胎的制造工艺技术包括轮胎胎体的成型、钢丝束的辊压、轮胎胎面花纹切割、轮胎成型和贴合等工序。
制造工艺技术的精度和质量直接影响轮胎的性能。
综上所述,子午线轮胎的结构设计和制造技术是决定轮胎性能和品质的重要因素。
如今,随着科技的不断发展和制造工艺的不断升级,子午线轮胎的性能和质量有了大幅提升。
全钢子午线轮胎一次法成型机

第37页/共53页
胶囊鼓结构特点:1、反包受力均匀,无受力拉伸,更符合轮胎成型工艺要求2、胎侧气泡较少3、胶囊寿命短,更换周期长4、胶囊的一致性差,易造成左右胎侧反包不对称5、反包速度较慢,成型效率较低
第38页/共53页
6、带束层供料架
第39页/共53页
带束层供料架图
第40页/共53页
7、 胎面供料架
胎圈成型
一 段 成 型
二 段 成 型
内外喷涂
硫 化
成品修剪
成品检验
成品入库
19#钢丝
钢帘线
第7页/共53页
三、一次法子午胎成型机(全钢载重)成型工艺
(一)带束层体结构
1.1#带束层2.2#带束层 3.3#带束层 4.1对0度带束层 5.胎面带束层体在成型机右侧的带束层鼓上完成
第42页/共53页
带束层贴合鼓
第43页/共53页
9、 后压合装置
第44页/共53页
10、控制系统
第45页/共53页
功能要求成型机的全部控制,工作过程中的状态监视,故障诊断及分析。操作面板是带有触摸屏的平板电脑,运行当今流行的WINDOWS98/2000/NT/XP操作系统。具有数据库功能,存储轮胎参数配方、工作状态数据、故障数据等;另外,也具有网络功能,可与工厂的信息网连接,为全厂的信息化打下基础。
第4页/共53页
1、胶囊鼓
第5页/共53页
2、机械鼓
第6页/共53页
(三)、两次法半钢子午胎工艺路线
各种配合剂
穿线
压出
裁断
包边
热炼
胎胚检验
生胶
帘 布
配 合、 混 炼
快 速 检 验
压延
裁 断
电加热
胶囊鼓结构特点:1、反包受力均匀,无受力拉伸,更符合轮胎成型工艺要求2、胎侧气泡较少3、胶囊寿命短,更换周期长4、胶囊的一致性差,易造成左右胎侧反包不对称5、反包速度较慢,成型效率较低
第38页/共53页
6、带束层供料架
第39页/共53页
带束层供料架图
第40页/共53页
7、 胎面供料架
胎圈成型
一 段 成 型
二 段 成 型
内外喷涂
硫 化
成品修剪
成品检验
成品入库
19#钢丝
钢帘线
第7页/共53页
三、一次法子午胎成型机(全钢载重)成型工艺
(一)带束层体结构
1.1#带束层2.2#带束层 3.3#带束层 4.1对0度带束层 5.胎面带束层体在成型机右侧的带束层鼓上完成
第42页/共53页
带束层贴合鼓
第43页/共53页
9、 后压合装置
第44页/共53页
10、控制系统
第45页/共53页
功能要求成型机的全部控制,工作过程中的状态监视,故障诊断及分析。操作面板是带有触摸屏的平板电脑,运行当今流行的WINDOWS98/2000/NT/XP操作系统。具有数据库功能,存储轮胎参数配方、工作状态数据、故障数据等;另外,也具有网络功能,可与工厂的信息网连接,为全厂的信息化打下基础。
第4页/共53页
1、胶囊鼓
第5页/共53页
2、机械鼓
第6页/共53页
(三)、两次法半钢子午胎工艺路线
各种配合剂
穿线
压出
裁断
包边
热炼
胎胚检验
生胶
帘 布
配 合、 混 炼
快 速 检 验
压延
裁 断
电加热
农用子午线轮胎二次法成型机组控制系统的开发应用

时 间 ,缩 短停 机再 启动周 期 ; 3 )灵活 性 。快 速变 更轮 胎规 格 ,适 应工 艺调
整:
轮胎 ,与 一次 法成 型机相 比较 ,其 性价 比高 ,是 当前 轮胎生 厂 厂家首选 的轮 胎 成型 设备 。建 阳龙
翔科 技开 发有 限公 司研发 成功 的农 用子午 线轮 胎 二次 法成 型机 组( 图 1所示1 如 已经 批量 销往 国内 外大 型轮胎 制造 企业 ,包括 美 国 B I E T NE R DG S O &F R S O I E T NE等 跨 国公司 ,技术 国际水平 领 先 ,填补 国 内空 白。
1 )离散 控 制 。繁 复 的逻 辑和 时序 控制 ,包括 工艺流 程 ,各部 件 的时序动 作及逻 辑 配合 ; 2 )数 字量输 出的控制 。包括 指示 灯 、气动 原
件 、灯 标步进 电机 、纠 偏系 统等 ;
的关 键工 艺装 备 ,虽然 不 同的轮 胎生 产厂 家 的制 造 工 艺有所 不 同 ,但 对 轮胎 成型 机 的最终 要求 是 共 同的 。一 台高性 能 的成型机 ,需要 具备 以下特
4 )精度 高 。直 接提 高轮胎 质 量 的关 键 ;
5 )安全 等级 高 。设备保 护系 统完整 ,减 少设 备损 伤 ,保证人 员操 作安 全 ;
6 )性价 比高 。减少 运营成 本 ,操作 和维修 简 单方便 ;
7 )数据通 讯便 捷 。通过 以太 网技术 ,实现 工 厂信 息 自动化 管理 。
De i Ne、DH 、C nrl t E hr tP网络 vc t e + o t Ne 和 teNe I o /
D O、AI 、AO、S I ,性 价 比要 求 高; S等 9 )功 能完善 的人机 界面 。包 括报 警 、配 方 、
整:
轮胎 ,与 一次 法成 型机相 比较 ,其 性价 比高 ,是 当前 轮胎生 厂 厂家首选 的轮 胎 成型 设备 。建 阳龙
翔科 技开 发有 限公 司研发 成功 的农 用子午 线轮 胎 二次 法成 型机 组( 图 1所示1 如 已经 批量 销往 国内 外大 型轮胎 制造 企业 ,包括 美 国 B I E T NE R DG S O &F R S O I E T NE等 跨 国公司 ,技术 国际水平 领 先 ,填补 国 内空 白。
1 )离散 控 制 。繁 复 的逻 辑和 时序 控制 ,包括 工艺流 程 ,各部 件 的时序动 作及逻 辑 配合 ; 2 )数 字量输 出的控制 。包括 指示 灯 、气动 原
件 、灯 标步进 电机 、纠 偏系 统等 ;
的关 键工 艺装 备 ,虽然 不 同的轮 胎生 产厂 家 的制 造 工 艺有所 不 同 ,但 对 轮胎 成型 机 的最终 要求 是 共 同的 。一 台高性 能 的成型机 ,需要 具备 以下特
4 )精度 高 。直 接提 高轮胎 质 量 的关 键 ;
5 )安全 等级 高 。设备保 护系 统完整 ,减 少设 备损 伤 ,保证人 员操 作安 全 ;
6 )性价 比高 。减少 运营成 本 ,操作 和维修 简 单方便 ;
7 )数据通 讯便 捷 。通过 以太 网技术 ,实现 工 厂信 息 自动化 管理 。
De i Ne、DH 、C nrl t E hr tP网络 vc t e + o t Ne 和 teNe I o /
D O、AI 、AO、S I ,性 价 比要 求 高; S等 9 )功 能完善 的人机 界面 。包 括报 警 、配 方 、
全纤维农业子午线轮胎的成型工艺及施工设计
176
轮 胎 工 业
2019年第39卷
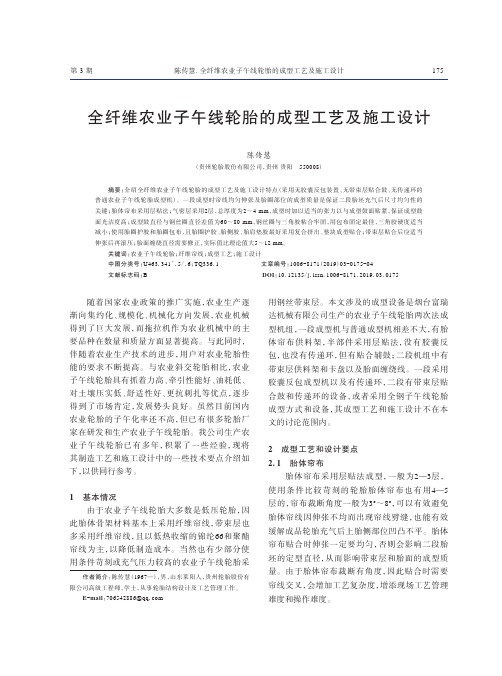
2. 2 气密层 为保证轮胎的气密性,气密层一般采用2层,
根据轮胎规格和充气压力,厚度一般为2~4 mm。 成 型 方 式 有 两 种,一 种 是 复 合 好 的 气 密 层 单 独 在 成型鼓上贴合,优点是成型精度高,但大规格轮胎 的气密层在贴合时与成型鼓表面不易贴合紧密, 在压辊滚压时易产生滑移堆积。解决办法一是贴 合气密层时加适当的张力,使其与鼓面贴合紧密, 二 是 增 加 成 型 鼓 的 鼓 面 光 洁 度(如 电 镀),以 增 强 鼓 面 与 气 密 层 的 粘 合。 需 要 注 意 的 是,如 果 鼓 面 与 气 密 层 的 粘 合 力 太 大,会 造 成 卸 胎 坯 时 收 鼓 困 难,特别是对于小规格轮胎,解决办法是采用间隔 1片或2片瓦片增加鼓面光洁度。
第3期
陈传慧.全纤维农业子午线轮胎的成型工艺及施工设计
175
全纤维农业子午线轮胎的成型工艺及施工设计
陈传慧
(贵州轮胎股份有限公司,贵州 贵阳 550008)
摘要:介绍全纤维农业子午线轮胎的成型工艺及施工设计特点(采用无胶囊反包装置、无带束层贴合鼓、无传递环的 普 通 农 业 子 午 线 轮 胎 成 型 机)。 一 段 成 型 时 帘 线 均 匀 伸 张 及 胎 圈 部 位 的 成 型 质 量 是 保 证 二 段 胎 坯 充 气 后 尺 寸 均 匀 性 的 关键;胎体帘布采用层贴法;气密层采用2层,总厚度为2~4 mm,成型时加以适当的张力以与成型鼓面贴紧,保证成型鼓 面光洁度高;成型鼓直径与钢丝圈直径差值为60~80 mm,钢丝圈与三角胶粘合牢固,用包布固定最佳,三角胶硬度适当 减小;使用胎圈护胶和胎圈包布,且胎圈护胶、胎侧胶、胎肩垫胶最好采用复合挤出、整块成型贴合;带束层贴合后应适当 伸张后再滚压;胎面缠绕直径需要修正,实际值比理论值大5~12 mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
时调 整缠绕 的速 度 , 以 伺 服 的 控 制 采 用速 度 模 所
式。
x轴伺服 电机
Y轴伺 服 电机
z轴伺 服电机
图 2 伺 服 系统 图
4 控 制 过程的 实现 4 1 生产 线速 度匹配 .
信号进 入高 速计 数 模 块 , 检测 伺 服 电机 的实 时 转
度 ;0 s )、9 R 端子 为伺 服 电机准备 完毕信 l ( c 1( D)
现拉伸 现象 , 影 响 缠绕 的准 确性 及 缠 绕 部 件 的 将 形 状 。针 对这 种情况 , 我们 采取 速度 跟踪 , 由位 移
菱 Q 2 下 位 机 ) 伺 服 、 频 器 等 组成 了一 个 控 0 H( 、 变
制 系统 , 到控 制稳 定 可 靠 、 作 简单 、 达 操 自动 化 程
度高 , 现对 型 胶 部 件缠 绕 尺寸 的跟 踪 、 据 的采 实 数
作者简介 : 晓梅 (94 1 廖 17 .2一) 女 , 南 人 , 族 , 级 工 程 师 , , 湖 汉 高 学
3 控 制 系统 的组成
胶 ;3 胎 侧 胶 ] 且 形 状 落 差 很 大 , 度 要 求 高 , () , 精
尤其 讲究 形 状 和 重 量 的对 称 性 , 现 起 来 相 对 比 实
较复 杂 , 目前 在 国 内较 少 。结合 子 午 线 巨型 轮 胎 成 型一段 缠 绕 的实 际情 况 , 们 以研 华 工 控 机 作 我 为控 制上 位 机 , 过 Q 7 C 4串 口通 讯 模 块 与 三 通 J1 2
控 制 系统 由三 菱 Q系 列 P C Q 2 C U) 三 L (0H P 、 菱 伺服 电机 、 控 机 、 频器 、 移 传感 器 等 组成 。 工 变 位
士, 主要从事机电一体化装备 电气控制技 术 , 电气 工程及其 自动化
等 方 面 研 究 与 教 学 。 已发 表 专 业 论 文 l 篇 。 0余
和温度、 压力 控制器等构成的稳定 、 实用 、 可靠的子午线 巨型轮胎成型一 段缠 绕控制系统 。本文具体介绍 了其系统 的结构 、 通
信 的 实 现 、L 编程 及 监 控 软 件 的 功 能 , PC 以及 系 统数 据 的 采 集 和 处 理 。
关 键 词 : 绕 ;L 伺 服 ; 6 0 缠 P C; VB .
达三 种 [ 图 1 示 : 1 胎 肩 垫胶 ; 2 胎 侧 填 充 如 所 () ()
2 设 备结构
子 午线 巨 型 轮 胎 一 段 缠 绕 生 产 线 分 供 胶 挤
出、 型、 压 冷却 传 送 、 绕 等 四个工 序 。供 胶 挤 出 缠 把混 炼 成 片 的胶 料 经 过 冷 喂 料 挤 出机 挤 出 ; 型 压 是 把挤 出的胶条 压 成我们 缠 绕 胶 片所 需 要 的胶 条 形状 , 由冷 却 阶 段定 型冷 却 , 缠绕 站输 送 ; 再 往 缠 绕 站最 后 按工 艺 技 术 的需 求 将 胶 片传 送 、 合 在 贴 成 型机 的 成型鼓 上 , 完成 所需 部件 的缠绕 形状 。
△
足工 艺 的需 要 。针 对 这 种 状 况 , 我们 开 发 了利 用 缠绕 的方 法 实现 部分 部 件 的成 型 。成 型 的缠 绕 分
为一 段 缠绕 和二 段缠 绕 。二 段 缠 绕是 针 对 胎 面 的
图 1 缠 绕 部 件 结 构 图
金
缠 绕 , 状 规 整 , 斜 交 巨胎 成 型 上 用 得 比较 普 形 在 遍, 技术 也 相 对 成 熟 。 而 一 段需 要 缠 绕 的 部 件 多
1 前言
集、 图形 的形 成及 保存 。
子 午线 巨型 轮胎 集 轮胎 生 产工 艺 、 构 设计 、 结
设备 配备 等 方 面 的尖 端技 术 于一 体 , 技术 含 量 高 , 生产 难 度 大 , 附加 值也 高 , 生 产技 术一 直 被极 少 其 数 国外企 业 垄 断 着 , 轮 胎 的 成 型 又 是 轮 胎 生 产 而
号 。该 信号有 输 出 , 明伺 服放 大器 就 位 , 备工 说 准 作 。C 1 N B的端 子 1 ( G)、4 R S 、 ( T )、 0S 1( E ) 8S 1 9 ( T )、5( M S 2 1 E G)分 别 代 表 x轴 伺 服 电机 的左
整 个生产 线 的传 动 部件 多 , 个 部 件 都 单 独 每 控制 而又 能联 动 , 因为不 同部件 的速 度 匹配 问题 , 直接影 响胶 条 的 拉伸 程 度 , 果 在传 送 过 程 中 出 如
第 1 期
廖 晓梅 . 午 线 巨 型 轮 胎 成 型 一 段 缠 绕 控 制 系 统 的设 计 子
4 3
子 午 线 巨 型 轮 胎 成 型 一 段 缠 绕 控 制 系 统 的 设 计
廖 晓梅
( 桂林 电子科技大学信息科技 学院 , 西 桂林 广 5 10 ) 40 4
摘
要 : 满 足 子 午 线 巨型 轮 胎 成 型 工 艺 的 需 要 , 们 成 功设 计 了 一 种 利 用 三 菱 Q 系 列 P C、 服 系 统 、 频 器 、 位 机 为 我 L 伺 变 上
பைடு நூலகம்
伺 服 系统 图如 图 2所示 。该 系 统采 用 三 套三 菱 系
列伺 服 电机 , 别控 制缠 绕 站 的横 向移动 ( 分 x轴 ) 、
现代橡胶技术
2 1 年第 3 01 7卷
纵 向移动 ( Y轴 ) 旋 转移动 ( 、 z轴 ) 因为需 要 实 时 , 跟踪 缠绕 部件 的形 状 , 根 据形 状 的改 变需 要 实 再
过程 中最为 关 键 的环 节 , 钢 巨 胎 在 成 型 机 上 贴 全 合时, 由于 部 件 尺 寸规 格 大 , 重 且形 状 不 规 范 , 超
如果 按 常规 的贴 合 法 成 型 , 度 很大 , 且 不能 满 难 并
填
腔 ~ 左
一
一
缠绕眙恻胶 ( ) 缠绕 右 一 、