双向偏心夹具
偏心夹具工作原理

偏心夹具工作原理
偏心夹具是一种常用于夹紧轴向工件的夹具。
其工作原理是基于偏心轴的旋转运动和夹具夹持力的反作用力。
具体工作原理如下:
1. 结构构成:偏心夹具由外套具(夹具本体)和套筒组成。
外套具内部有一个偏心轴,套筒内嵌有夹具。
夹具内设有夹紧机构。
2. 夹具操作:通过旋转偏心轴,使夹具的夹紧机构上的活动夹紧块移动。
夹紧块通过自锁装置固定在夹具上,以确保工件被夹紧。
3. 夾持力:当外套具旋转偏心轴时,夾持力会产生。
这是因为旋转力矩会使夾具与工件之间产生摩擦和压力。
这个夾持力可以根据工件要求进行调整。
4. 定位精度:由于夹具的偏心构造,夹具夹持工件时的夹点不再与夹紧力矩的中心完全重合,从而使得工件的定位精度提高。
这对于需要精确定位的工件加工非常有用。
总之,偏心夹具通过利用偏心轴的旋转运动和夹具夹持力的反作用力,实现对轴向工件的夹紧和定位,从而使工件加工更加方便和准确。
偏心夹具工作原理

偏心夹具工作原理
偏心夹具是一种常见的夹具类型,它的工作原理是利用偏心轴的结构实现工件的夹持和固定。
偏心夹具通常由夹持杆、偏心轴、定位销和固定座等部件组成。
夹持杆是夹具的主要部分,用于夹持工件。
偏心轴是夹具的核心部件,它的作用是通过偏心的位置改变夹持杆的夹紧力。
定位销用于定位工件,保证工件的位置精度。
固定座用于固定整个夹具。
在使用偏心夹具时,首先需要将工件放置在夹持杆之间,并通过固定座固定整个夹具。
然后,通过旋转偏心轴,使偏心轴离心距最大,夹持杆的夹紧力最小。
接下来,可以根据工件的要求,通过调节偏心轴的位置,改变夹持杆的夹紧力。
当偏心轴离心距最小时,夹持杆的夹紧力最大。
通过这种方式,可以实现对工件的夹持和固定。
偏心夹具具有调节灵活、使用方便的特点。
通过调节偏心轴的位置,可以实现对不同尺寸的工件夹持。
同时,夹持杆的夹紧力可以根据需要进行微调,确保工件的夹持稳定性和精度。
此外,偏心夹具还可以广泛应用于机械加工、装配和测量等工序中,提高工作效率和品质。
总的来说,偏心夹具通过偏心轴的结构实现工件的夹持和固定。
它的工作原理简单明了,操作方便灵活。
在实际应用中,可以根据工件的尺寸和要求进行调节,以满足不同的加工需求。
偏心夹具工作原理

偏心夹具工作原理
偏心夹具是一种常用的夹具设备,主要用于固定和夹持工件以便进行加工或装配工作。
它采用了一种特殊的工作原理来提供稳定的夹持力和准确的位置控制。
这种夹具通常由两个对称的夹持臂组成,每个夹持臂上都有一个夹持腔。
夹持腔中有一个可调节的偏心轴,通过旋转偏心轴可以改变夹持腔的开口大小。
夹紧工作时,通过旋转偏心轴使夹持腔收缩,从而夹持工件。
偏心夹具的工作原理基于两个关键概念:偏心力和杠杆原理。
在夹具两个夹持腔的设计中,夹持腔的中心轴线与夹具中心轴线之间存在一定的偏心距离。
这个偏心距离使夹持腔在夹紧过程中产生一个偏心力。
偏心力会产生一个力矩,通过杠杆原理作用在工件上,使其受到夹持力。
夹具的偏心力和夹持力可以通过调整偏心轴的旋转来控制。
通过旋转偏心轴,偏心力的大小可以增加或减小,从而调节夹持力的大小。
同时,偏心轴的旋转还可以改变夹持腔的形状,使其适应不同大小和形状的工件。
需要注意的是,在使用偏心夹具时,对工件的夹持力要进行准确的控制。
过大的夹持力可能会导致工件损坏或变形,而过小的夹持力则会导致工件不稳定。
因此,在使用偏心夹具时,需要根据具体的工件要求和加工过程来进行调整和控制。
综上所述,偏心夹具利用偏心力和杠杆原理提供稳定的夹持力
和准确的位置控制。
通过调整偏心轴的旋转,可以控制夹持力和适应不同大小和形状的工件。
然而,在使用时需要注意对夹持力的准确控制,以确保工件的安全和稳定夹持。
典型夹紧机构

2、螺旋夹紧机构
采用螺旋直接夹紧或者采用螺旋与其他元件组合实现夹紧的机 构,统称为螺旋夹紧机构。螺旋夹紧机构具有结构简单、增力大和 自锁性好等特点,很适用于手动夹紧。其缺点是夹紧动作慢,所以 在机动夹紧机构中应用较少。
(1)简单螺旋夹紧机构
图3为最简单的螺旋夹紧机构。如图3a所示,螺钉头部直接与工 件表面接触,螺钉转动时,可能损伤工件表面或带动工件转动。克 服这一缺点的方法是在螺钉头部装上图3b所示的摆动压块。图3c采 用的是一种快速螺旋夹紧机构。
4、联动夹紧机构
联动夹紧机构是一种高效夹紧机构,它可通过一个操作手柄或一个 力装置,对一个工件的多个夹紧点实施夹紧,或同时夹紧若干个工件 图7a所示是单件对向联动夹紧机构。如图7b所示是多件联动夹紧机 。
图7 联动夹紧机构
在设计联动夹紧 机构时,要特别注意 如何使夹紧力同时均 匀地传递作用于各施 力点。
机械制造技术
典型夹紧机构
夹紧机构是夹紧装置的重要组成部分,因为无论采用何 种动力源装置,都必须通过夹紧机构将原始力转化为夹紧力、 各类机床夹具应用的夹紧机构多种多样,以下介绍几种利用 机械摩擦实现夹紧,并可自锁的典型夹紧机构。
1、斜楔夹紧机构
图1为斜楔夹紧机构夹紧工作的实例,图a是在工件上钻相互垂直 的8mm、5mm的两个孔。由于用斜楔直接夹紧工件时夹紧力小且费 时费力,所以生产实践中单独应用的不多,一般情况下是将斜楔与 其他机构联合使用。图b是将斜楔与压板组合而成的机动夹紧机构。 图c是由端面斜楔与压板组合而成的手动夹紧机构。当利用斜楔手动 夹紧工件时,应使斜楔具有自锁功能。因此,在设计斜楔夹紧机构 时,需要解决原始作用力与夹紧力的转换、自锁条件以及选择斜楔 升角等主要问题。
图8 螺旋式定心夹紧机构 1、5—滑座;2、4—V形块钳口;3—调节杆;6—双向螺杆
夹具典型定位、夹紧原理-李军
完全定位与不完全定位
• 而图b所示为铣削一个通槽,需限制除了 外的其他5个自由度。
完全定位与不完全定位
• 图中c所示在同样的长方 体工件上铣削一个键槽, 在三个坐标轴的移动和转 动方向上均有尺寸及相互 位置的要求,因此,这种 情况必须限制全部的6个 自由度,即完全定位
欠定位与过定位
• 欠定位: 工件实际定位限制的自由度少于该工序加工 所需限制的自由度数目; • 过定位: 两个或两个以上支承点重复限制同一个自由 度,这样将是工件的位置不确定;
常见的定位方式和定位元件
4.工件以组合表面定位
实际加工过程中,工件往往是以几个表面 同时定位的,称为“组合表面定位”。
常见的定位方式和定位元件
• 1 . 一个孔和一个端面组合 • 一个孔与端面组合定位时,孔与销或心轴定位采 用间隙配合,此时应注意避免过定位,以免造成 工件和定位元件的弯曲变形, 如图 示。
常见的定位方式和定位元件
2.工件以圆孔定位
有些工件,如套筒、法兰盘、拨叉等以孔作为定 位基准.
(1)定位销
常见的定位方式和定位元件
• (2)锥销:工件圆孔与锥 销定位,圆孔与锥销 的接触线是一个圆, 限制工件 、 、 三个 位移自由度,图 a 用 于粗基准,图 b 用于 精基准。
常见的定位方式和定位元件
这里我们将主要介绍具的定位与夹紧
工件定位的基本原理
• 工件定位的实质是什么呢? 使工件在夹具中占有某个确定的位置 • 怎样获得工件的确定位置呢? 通过定位支撑限制相应的自由度来获得 • 工件在空间直角坐标系内有具有几个自由 度? • 6个,如下图
工件定位的基本原理
在空间直角坐标系中,刚体具有六个自由 度,即沿X、Y、Z轴移动的三个自由度和绕 此三轴旋转的三个自由度。
机械工艺夹具毕业设计128机床夹具柔性化技术研究及设计
机床夹具柔性化技术研究及设计摘要在研究可调整夹具和组合夹具技术特性的基础上,介绍了四种结构新颖的柔性夹具设计方案,进行定位误差分析,推导出了相应的定位误差计算公式;建立力学模型,推导出了相应的力学计算公式。
在综合分析的基础上,优选出钳口改进的平口钳夹具与双偏心轮定位夹具,将它们的优势结合,改进为一种新型的柔性夹具,并进行了具体结构设计。
结论认为,采用双偏心轮定位夹具具有快速反应功能,能较好地适应多品种、小批量生产对夹具的要求,在机械制造业中具有推广意义。
关键词柔性夹具双偏心轮定位机构平口钳偏心距Study and Creative Design on machine tools fixtureLin YiAdviser Prof. Zhong Kangmin(School of Mechanical & Electronic Engineering, Soochow University, China)Abstract In the base of studying technique characteristic of adjustable tongs and built-up jig, introduced four kinds of new constructions design project of flexibility tongs, proceed to positioning error analyze, deducing a homologous positioning error calculation formula, establish the mechanics model, deduce a homologous mechanics calculation formula. After synthesizing the analytic foundation, decide to choose gad tongs and double cam tongs with improving the mouth of tongs, joining together their advantage, a new gentle flexibility tongs has come out, The conclusion is, adopting a double cam positioning tongs has quick-reaction function, can used in many species or small batch quantities produces, have the meaning of expanding in machine manufacturing industry.Key words flexible fixture double cam tongs gad tongs eccentricity1 前言迄今为止,夹具是机电产品制造中必不可缺的四大工具(刀具、模具、量具、夹具)之一。
夹具设计规范
夹具设计规范ICS 13 J中华人民共和国国家标准 GB/T ××××—200×承压设备带压密封Generic Specification for Online Leaksealing Clamps200×-××-××发布 200×-××-××实施中华人民共和国国家质量监督检验检疫总局发布 GB/T ××××—20XX目次前言引言1 范围................................................. .............................. 12 规范性引用文件 ................................................ ..................... 13 术语和定义 ................................................ ......................... 14 符号................................................. .............................. 35 夹具设计参数勘测................................................. ....................3 概述……………………………………………………………………………………………………….3 夹具设计的理化参数勘测………………………………………………………………………………3 夹具设计的几何参数勘测……………………………………………………………………………….4 6 夹具设计准则 ................................................ ...................... 7 概述……………………………………………………………………………………………………….7 夹具的作用……………………………………………………………………………………………….7 夹具设计准则…………………………………………………………………………………………….7 7 夹具结构设计 ................................................ ...................... 7 法兰夹具结构…………………………………………………………………………………………….7 直管夹具结构…………………………………………………………………………………………….8 弯头夹具结构…………………………………………………………………………………………….9 三通夹具结构……………………………………………………………………………………………10 辅助夹具结构……………………………………………………………………………………………12 8 材料选择 ................................................ ......................... 12 设计荷载………………………………………………………………………………………………..12 按泄漏介质化学性质选择………………………………………………………………………………12 材料可焊性的选择………………………………………………………………………………………12 9 夹具计算 ................................................ ......................... 12 法兰夹具壁厚计算………………………………………………………………………………………12 管道夹具壁厚计算………………………………………………………………………………………12 温度对夹具设计的影响…………………………………………………………………………………13 耳板壁厚计算……………………………………………………………………………………………14 连接螺栓计算…………………………………………………………………………………………..16 管道夹具侧端板厚度计算………………………………………………………………………………16 10 夹具密封结构设计 ................................................ ................ 16 夹具密封间隙要求…………………………………………………………………………………….16 法兰夹具密封结构设计……………………………………………………………………………….17 直管夹具密封结构设计……………………………………………………………………………….17 弯头夹具密封结构设计……………………………………………………………………………….17 三通夹具密封结构设计……………………………………………………………………………….18 11 注剂孔结构及安装位置……………………………………………………….………………………..18 注剂孔结构………………………………………………………….……................................18 注剂孔安装位置...................................................................................................19 12 夹具制作 ................................................ ........................ 19 夹具成型............................................................................................................19 夹具加工精度......................................................................................................19 焊接成型 (19)IGB/T ××××—20XX附录 A应用夹具结构类型附图附录 B应用夹具密封结构附图IIGB/T ××××—20XX前言本标准是承压设备带压密封系列标准的第二个标准。
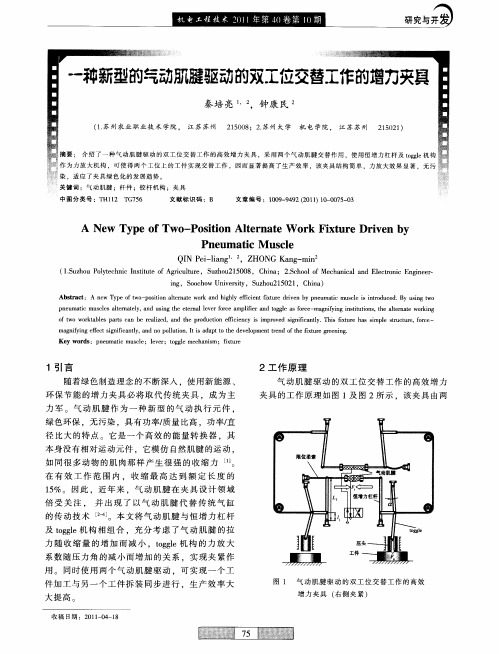
一种新型的气动肌腱驱动的双工位交替工作的增力夹具
肌 腱 处 于松 弛状 态 ,收 缩 力 经 恒增 力 杠 杆 进行 第 一 次 放 大 .再 经 tgl 构 的角 度 效 应 产 生二 oge机
定 的 ,பைடு நூலகம் 力 会 随收 缩 量 的增 加 而 减 小 ,而 平 行 同
步 tgl 构 的 力 放 大 系数 随压 力 角 的减 小 而 增 og e机
液 压 与 气 动 , 2 0 (2) 2 3 . 0 8 1 :5 —5
第 一 作 者 简 介 :秦 培 亮 ,男 ,1 8 年 生 ,江 苏 徐 州 人 ,硕 91 士 研 究 生 。研 究 领 域 :机 械 设 计 及 制 造 。
( 辑 : 飞) 编 向
[ ] 柏 青 , 钟 康 民 . 于 气 动 肌 腱 的 三 级 增 力 压 紧 装 置 4 基
大 提高
收 稿 日期 :2 1 - 4 1 010—8
图 1 气 动 肌 腱 驱 动 的 双 工 位 交 替 工 作 的 高效 增力夹具 ( 侧夹紧) 右
与 开 发
个 相 同直 径 的气 动 肌腱 、恒 增 力 杠 杆 、铰杆 以及
的机 械 效 率 ; 为 恒 增 力杠 杆 主动 臂 长 ;Z 为恒
液 压 气动 与 密封 ,2 0 ( 1 :3 — 5 02 0 ) 1 3.
[ ]鹿 霖 , 康 民 . 动 肌 腱 驱 动 的 形 封 闭 偏 心 夹 紧 装 置 2 钟 气
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业设计题目:双向偏心夹具UG造型设计与编程摘要随着现代生活节奏的加快,科技进步日新月异,激烈的竞争要求企业更快地将产品推向市场。
CAM/CAD/CAE技术是提升产品性能、加快产品研发过程、提高效益的有效手段。
UG NX4.0,是美国德克萨斯州普莱诺公司于2005年9月推出的产品全生命周期管理(PLM)软件。
该软件的功能覆盖了整个产品的开发过程,即覆盖了从概念设计、功能工程、工程分析、加工制造到产品发布的全过程,在航空、汽车、机械、电器电子等各工业领域的应用非常广泛。
通过对UG三维造型模块的初步了解,和进一步的学习与应用,初步掌握了其三维造型的方法与应用,对其绘制图形方面起了良好的作用。
通过对UG三维造型的认知与了解,可以运用UG的绘图优越条件,对给定草图进行三维造型与设计,应用更为方便。
通过对UG的掌握,利用UG三维造型设计,对双向偏心夹具的部件进行绘制与编辑,便于熟练掌握UG三维造型设计的应用与认知。
通过对UG三维造型的认知与了解,可以运用UG的绘图优越条件,对给定草图进行三维造型与设计,应用更为方便。
通过对UG的掌握,利用UG三维造型设计,对双向偏心夹具的部件进行绘制与编辑,便于熟练掌握UG三维造型设计的应用与认知。
关键词:分割;螺旋;加工;编辑;铣削目录摘要 (4)一、造型 (6)1.1底座 (6)1.2零件A (6)1.3零件B (7)1.4把手 (8)1.5短螺丝 (9)1.6长螺丝 (10)1.7杆 (11)1.8弹簧 (12)1.9螺丝帽A (13)1.10螺丝帽B (14)1.11双头长螺纹 (13)1.12双头短螺纹 (14)二、UG软件加工 (14)2.1准备 (16)2.2选择刀具 (16)2.3对凸模进行型腔加工 (18)2.4对凸模进行钻孔加工 (19)2.5对凸模进行精加工 (20)2.6对侧壁进行曲面加工 (21)2.7建立坐标系 (22)2.9对凹模进行精加工 (23)三、组合零件 (24)四、结论 (25)参考文献 (27)(一).造型1.1.底座1.进入xc-yc草图,作长260mm宽100mm的矩形与长96mm宽80mm的矩形,如图所示。
2.将大矩形向下拉伸20mm,再将小矩形向上拉伸10mm。
1.2.零件A1.进入xc-yc草图,作图示图形,将图形拉伸,起始位置为6mm结束为止为34mm。
2.进入上表面草图,作直径为45mm的圆,圆中心在距图形右侧66mm,宽中间位置。
3.将大圆拉伸,起始位置为0,结束位置为19mm,求和,拉伸小圆求差。
4.进入侧面草图,作半径为16mm圆,拉伸10mm,求差。
1.3.零件B1.进入草图,用作图示图形,注意约束,拉伸40mm。
2.进入图形上方草图,作图示图形。
拉伸求差。
3.进入上方草图作半径10mm圆,拉伸求差。
4.在台阶上作半径为6mm的圆,拉伸10mm求差,在棱处倒角。
1.4.把手1.进入草图作图示图形。
2.把所作图形按图示距离拉伸。
3.将棱处倒角。
1.5.短螺丝1.在建模状态下用“多边形”指令,作外切圆半径为7.5mm的正六边形,在正六边形中心作直径为6mm的圆。
2.拉伸六边形6mm,反方向拉伸圆30mm,倒角。
1.6长螺丝1.在建模状态下作直径为15mm的球,在球中心作一平面,选“分割体”指令用所作平面将球分割。
2.用偏置命令把中间平面向半球方向偏置4mm,选“分割体”命令用偏置后平面分割半球。
3.进入大圆面的草图,作直径为6mm的圆,完成草图后拉伸圆40mm。
4.进入小圆面的草图,作长为19mm宽为2mm的矩形,完成草图后向图形方向拉伸2mm后求差。
1.7.杆1.进入草图,作一对长100mm距离9mm的平行线,完成草图,用一条线作中心线旋转。
2.进入圆柱一底面草图,利用约束作图示图形,完成草图向圆柱方向后拉伸10mm。
3.在圆柱另一底面钻直径为6mm的孔,深度为20mm。
1.8弹簧1.用“螺旋线”指令作一条转数为10mm,螺距5mm的螺纹,半径为7mm。
2.用“管道”指令对螺纹作外直径为2.5mm的管道。
3.在螺纹两侧建两个平面,两个平面距离为??mm ,用所作两平面分割螺纹。
1.9螺丝帽A1.在建图状态下作内接圆半径为10mm 的正六边形。
2.进入正六边形所在草图,以正六边形中心为中心作直径为25mm 的圆,完成草图拉伸圆1mm ,反向拉伸正六边形10mm 。
3.进入螺丝帽侧面草图,在六面体角处作一条斜线,完成草图,以y 轴为轴旋转斜线,用旋转后曲面分割螺丝帽。
4.在螺丝帽上方中心钻直径为10mm的通孔。
1.10.螺丝帽B1.进入草图作直径为24mm的圆与内接半径为10mm,完成草图拉伸圆1mm,反向拉伸正六边形10mm,2.进入侧面草图在角处做斜线,完成草图以Y轴为轴旋转,用旋转后曲面分割螺丝帽,求和,在上方钻直径为6mm的通孔。
1.11.双头长螺纹1.在建模状态下作底圆半径为6mm,高35mm的圆柱,将两端倒1mm角。
2.在一倒角的结束位置建立平面与圆柱相地面平行,如图,用平面作起始位置作螺纹,螺距为1mm,长度为33mm,角度为60度。
1.12.双头短螺纹1.在建模状态下作底面直径为10mm,高为25mm的圆柱,在圆柱两端处倒角。
2.在倒角结束位置建立平面与圆柱相切,用“螺纹”指令以所作平面为起始位置作螺纹,螺距为1.5mm,长度为23mm,副直径为8.5mm,角度为60度。
(二).UG软件加工2.1.准备1.进入零件底面草图,作长方体覆盖零件,通过“编辑–对象显示”选所作长方体(毛坯),并设为半透明。
2.依次单击“起始–加工–初始化”。
3.单击右侧第三项“操作导航器”,在空白处右击,选几何视图,展开MCS MILL,双击WORKPIECE。
4.隐藏项选择毛坯,选“编辑—隐藏—毛坯”隐藏毛坯,再点部件项选择零件。
2.2.选择刀具1.平铣刀:创建刀具,类型mill_contour,名称MILL,确定,刀具直径为5mm。
2.钻头:创建刀具,类型drill,名称SPOTFACING_TOOL,确定,刀具直径为20mm。
3.定位钻头:创建刀具,类型为drill_1,名称SPOTFACING_TOOL_1,确定,刀具直径为1mm。
4.球头刀:创建刀具,类型mill_planar,名称BALL_MILL,确定,球头刀直径为5mm。
2.3.UG软件加工1.对凸模进行型腔加工:创建操作,类型mill_contour,使用几何体为WORKPIECE,使用刀具MILL,名称CAVITY_MILL,确定,加工平面选择图示平面,每刀深度3mm,切削参数内切削区域延伸50mm。
加工后效果:2.定位孔:创建操作,类型drill,使用几何体为WORKPIECE,使用刀具MILL,名称drill_1,确定,最小安全距离为3mm。
3.单击编辑参数,确定,单击Cycle参数中Depth,选择刀尖深度为1mm。
加工后效果:4.对凸模进行钻孔加工:创建操作,类型选择drill,使用几何体选择WORKPIECE,使用刀具选择DRILLING_TOOL,确定,加工孔选择零件上方的孔,最小安全距离更改为20mm。
加工后效果图:5.对凸模进行精加工:创建操作,类型选择mill_contour,使用几何体选择WORKPIECE,使用刀具选择BALL_MILL,确定,选图示平面为加工平面。
单击“编辑”把百分比值更改为8。
单击切削项,把切削角改成用户定义,角度为90度。
加工后效果图:6.对侧壁进行曲面加工:创建操作,类型选择mill_contour,使用几何体选择WORKPIECE,使用刀具选择BALL_MILL,陡角必须更改为45度,切削面选择大于45度的平面。
单击切削选项,更改为在边上延伸,百分比值为55。
加工结束效果图:7.建立坐标系:选择创建几何体名称更改为MCS,旋转Y轴向反方向。
8.对凹模进行型腔加工:创建操作,类型选择mill_contour使用几何体选择MCS,使用刀具选择MILL,切削平面选择图示平面。
加工结束效果图:9.对凹模进行精加工:创建操作,类型选择mill_contour,使用几何体选择MCS,使用刀具选择BALL_MILL,确定,选图示平面为加工平面。
选择“区域铣削”,再选择编辑参数,更改百分比值为5。
加工后效果图:(三).组合零件3.1组合1.把加工后零件按图示位置,利用“对齐”,“同轴”,“距离”,把零件组合一起。
结论本次设计,以适度够用为原则设计内容,同时通过对典型数控机床结构和操作面板的功能进行系统化的实践与演练,强化绘制与操作的熟练结合,提高自身实际操作水平,有较高的绘制水平,突出自己特色。
在这次设计中运用到了一些曲面的绘制,加强了绘制效果,较好的提高了工件的绘制质量,使得曲面圆滑逼真,利于在现实机床上进行具体的实际加工,利用其成型模进行对所需生产工件的浇注与成型,便于加工。
本设计是普通金属切削机床和数控机床的整合,介绍了常用金属切削机床的基本组成,工作原理。
运动传动原理,机床分类和典型数控车床与调整方法。
本设计采用了辽宁工程技术大学职业技术学院张继平。
黑龙江工商职业技术学院蒋林敏任主编,杨一平,黑龙剑农业经济职业技术学院于海英任副主编的教材。
参考文献[1] 金大鹰主编机械制图北京:机械工业出版社,2001[2] 计算机辅助绘图与设计机械工业出版社[3] UG工业造型时尚百例机械工业出版社[4] 肖诗纲编刀具材料及其合理选择北京:机械工业出版社,1990[5] 孙宝钧主编机械设计基础机械工业出版社[6] 国家技术监督局技术制图与机械制图北京:中国标准出版社,1996~2003[7] UG NX4.0数控编程基础与进阶/张春丽,周爱梅,周华等编著. 北京:机械工业出版社,2007.1。