5S现场改善活动历程
车间5s现场改善心得

车间5s现场改善心得在咱们这个充满机械轰鸣和金属碰撞声的车间里,5S 现场改善就像是一场神奇的变革,让原本有些混乱的工作环境变得井井有条。
说起这 5S 啊,一开始我还真没当回事儿,觉得不就是收拾收拾、整理整理嘛,能有多大作用?但真正参与进去之后,我才发现,这里面的学问可大了去了!就拿整理(Seiri)这一项来说吧。
以前,我们的车间那叫一个乱,各种工具、零件、物料到处都是,有时候找个要用的东西得翻半天,浪费了不少时间。
有一次,我着急赶一个订单,需要用到一个特殊的螺丝刀,结果在一堆杂物里翻了好久都没找到,急得我满头大汗。
最后好不容易在一个角落里发现了它,可这一耽误,差点就没赶上交货时间。
后来开始推行 5S 了,我们得把不需要的东西统统清理出去。
这可不是个轻松的活儿!大家一起动手,把那些长期不用的、损坏的工具和零件都挑了出来。
你都想象不到,我们居然清理出了那么多没用的东西,堆在那儿像个小山似的。
这一整理,车间瞬间宽敞了不少,找东西也变得容易多了。
整顿(Seiton)这一步也很关键。
东西整理好了,还得给它们找个固定的“家”,做好标识,方便取用。
我们给每一种工具都划分了专门的区域,贴上了清晰的标签。
比如说,扳手放在这边的架子上,螺丝刀放在那边的抽屉里,一目了然。
还有那些物料,也按照不同的规格和型号摆放整齐。
就说有一回吧,我旁边的工友需要一个小零件,他按照标识一下子就找到了,一点儿没耽误工夫。
他还笑着跟我说:“这 5S 整顿可真是好啊,以前找个零件像大海捞针,现在轻松搞定!”清扫(Seiso)可不仅仅是把地面扫干净那么简单。
机器设备也得定期清洁保养,不然出了故障可就麻烦了。
有一次,我们在清扫的时候发现一台机器的角落里积了不少灰尘和油污,要是不及时清理,说不定哪天就会影响机器的正常运转。
大家齐心协力,把那台机器彻彻底底地打扫了一遍,连那些细小的缝隙都没放过。
清洁(Seiketsu)呢,就是要让整理、整顿和清扫成为一种习惯,保持车间的整洁和卫生。
5s现场管理精益改善案例

5S现场管理精益改善案例:汽车生产线的改善1. 背景汽车生产线是一个典型的高效率、高流动性的生产环境,其中的每一个环节都需要精确的协调和管理。
然而,在一个复杂的生产线中,往往会存在着一些问题,如材料浪费、工具丢失、生产效率低下等。
为了解决这些问题,提高生产线的效率和质量,一个汽车制造公司决定引入5S现场管理精益改善方法。
2. 过程2.1 第一阶段:整理 (Seiri)在第一阶段,团队着重于清理生产线上的杂物和不必要的物品,以便保持工作区域的整洁和清晰。
在这个汽车生产线的案例中,团队首先对生产线上的零件和工具进行了分类和整理。
他们通过观察和与操作人员交流,确定了哪些工具和零件是经常使用的,哪些是很少使用的,以及哪些是不再使用的。
在整理的过程中,团队发现了一些不再使用的工具和零件,这些物品占据了宝贵的空间,并且给操作人员带来了不必要的困扰。
团队决定将这些物品进行清理和处理,包括销售、报废或捐赠给其他部门。
2.2 第二阶段:整顿 (Seiton)在第二阶段,团队着重于对工作区域进行整顿,使工具、设备和材料能够快速、方便地找到和使用。
在这个案例中,团队重新安排了工作区域,将经常使用的工具和材料放置在离操作人员最近和最容易访问的位置。
团队还为每个工具和材料标记了位置,并制定了一个标准的布局图,以便操作人员能够快速定位和归还工具。
此外,团队还制定了一个工具和材料的借用制度,以确保每个操作人员都能及时归还工具,避免了工具丢失的问题。
2.3 第三阶段:清扫 (Seiso)在第三阶段,团队着重于保持工作区域的清洁和整洁。
他们制定了一份清洁计划,明确了每个操作人员的清洁职责和时间表。
每个操作人员都需要在工作结束后对自己的工作区域进行清洁,包括清理垃圾、擦拭设备和工具等。
为了确保清洁计划的执行,团队进行了培训,并建立了一个检查制度,定期检查每个工作区域的清洁情况。
同时,团队还引入了一些清洁工具和设备,如吸尘器和擦拭布,以帮助操作人员更好地完成清洁工作。
5S、ISO
清洁
• 清洁是在整理、整顿、清扫之后,认真维护、保 持完善和最佳状态。在产品的生产过程中,永远 会伴随着没用的物品的产生,这就需要不断加以 区分,随时将它清除,这就是清洁的目的。 • 清洁并不是单纯从字面上进行理解,它是对前三 项活动的坚持和深入,从而消除产生安全事故的 根源,创造一个良好的工作环境,使员工能愉快 地工作。这对企业提高生产效率,改善整体的绩 效有很大帮助。
S(service:服务)
• 众所周知,服务是赢得客源的重要的手段, 通过5S可以大大地提高员工的敬业精神和 工作乐趣,使他们更乐于为客人提供优质 的服务。
• 通过5S还可以提高行政效率,减少无谓的 “确诊”,可以让顾客感到快捷和方便, 提高顾客的满意度。
T(technology:技术)
• 技术未来的竞争是科技的竞争,谁
5S是企业管理的基础
• 作为企业,实行优质管理,创造最大的利润和社会效益是 一个永恒的目标。而优质管理具体说来,在以下这些方面 有独到之处: • • • • • • Q(quality:品质) C(cost:成本) D(delivery:交期) S(service:服务) T(technology:技术) M(management:管理)
控制的需要而又逐步提出了3S,也就是清扫、清
洁、修养,从而使应用空间及适用范围进一步拓
展,到了1986年,日本的5S的著作逐渐问世,从
而对整个现场管理模式起到了冲击的作用,并由 此掀起了5S的热潮。
5S起源
二、5S的发展 • 日本式企业将5S运动作为管理工作的基础,推行各 种品质的管理手法,第二次世界大战后,产品品质 得以迅速地提升,奠定了经济大国的地位,而在丰 田公司的倡导推行下,5S对于塑造企业的形象、降 低成本、准时交货、安全生产、高度的标准化、创 造令人心旷神怡的工作场所、现场改善等方面发挥 了巨大作用,逐渐被各国的管理界所认识。随着世 界经济的发展,5S已经成为工厂管理的一股新潮流。
5S改善案例
现场确认
Yes
持续性 Yes 稳定性 Yes
収益性
Yes
説明 説明 改善后将通道物品清理,然后地坪施工在进行通道划线管理,禁止在通道上 摆放物品,时刻保持畅通。 其他工程横向展开 进一步改善课题
收益改善成果
改善前通道被杂物堆积,行走时绕道而行,即不美观又不安全。
改善效果
1、改善费用:地坪漆约200元。 2、干净、美观。
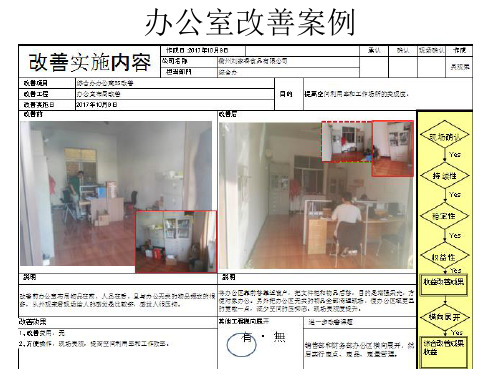
办公室改善案例
ቤተ መጻሕፍቲ ባይዱ
通道改善案例
改善实施内容
改善項目 改善工程 改善実施日 改善前 生产区域 通道改善 2017年11月11日 改善后 目的 保持通道畅通,物品摆放整齐。 作成日:2017年11月15日 公司名称 担当部門 衢州刘家香食品有限公司 生产部 承认 确认 现场确认 作成 吴观荣
横向展开 Yes
有 ・ 無
全区域展开。
综合改善成果 收益
5S工具改善案例
20天前的旧貌
20天后的新颜
蜕变从这一刻开始
刘家香 5S 包干区划分示意图
茶籽粉车间
精炼车间 油罐
精炼通道 通道 ②
5升成品库
资材 仓库 大通道 灌装车间
1、出货区和成品库由仓管负责。 2、纸箱仓库的责任人:张帆 3、大通道由何诗清负责。 4、包装车间由黄选英负责。 5、灌装车间由王世全负责。 6、资材仓库+通道②由徐雪惠负责。 7、精炼通道由方丰华负责。
5升以下成品库
包装车间 出货区
说明:以上区域主要检查通道是否每日清、拖。区域内物品是否摆放整齐。区域内的防蚊防鼠 设施是否及时清理。责任区内所属的门、窗户也是在考核范围内。每个部门使用的液压车、 推车、5S工具要清洗保持干净整洁待使用。
企业现场5S活动与现场改善之路
水 目视管理内容 参考例(液体数量管理) 准
通过安装透明管,液体数量一 目了然。
初
级 管理范围及
水 现状明了
150 100
准
50
水 目视管理内容 准
参考例(液体数量管理)
管理范围及现
中 状明了。
级
管理范围及现
水 在的状一目了
准 然。
明确上限、下限、投入范围 、管理范围、现在正常与否 一目了然。
理解要点:
✓ 素养的2大基本要求:〖既定事项、全员严守〗〖 勇于指正〗
✓ 严于律己、模范表率
✓ 礼仪是最易看得见的素养(言语礼仪、行为礼仪 、形体礼仪、、、)
✓ 意欲性、协作性、妥协性、服从性、挑战性、公 德心是素养的评估要点
✓ 5S活动的最终目标在于塑造〖企业素养〗及〖人 的素养〗
素养维持的有效手段——早会
案例分享:世界先进的看板管理
✓指令性看板:物料配送看板、生产计划及 ✓进度看板、出货指令看板
生产状况管理看板:KPI指标看板、实绩
✓揭示看板 业务管理看板:业务展开计划、方针及目 标管理、组织与职责、改善提案、竞赛与评
✓比、、、 宣传性看板:布告栏、学习园地
案例分享:设备管理中的看板管理
✓ TPM理念等宣传类; ✓ TPM推进小组; ✓ 试用OEE,设备损失时间、生产线停止统计分析; ✓ 关键或重点设备管理,设备名称、简图,操作规范及注意
素养推行要领
• 1、持续推动前4S至习惯化。 • 2、制定共同遵守的制度。 • 3、制定礼仪守则。 • 4、加强教育培训。 • 5、推动企业文化进步。
5S活动的3层次 ---在简单的规则中“悟”
5s现场管理项目改善活动的开展方法和推行步骤

5S现场管理项目改善活动的开展方法和推行步骤步骤1:成立推行组织1.推行委员会及推行办公室成立2.组织职掌确定3.委员的主要工作4.编组及责任区划分建议由企业主要领导出任5S活动推行委员会主任职务,以视对此活动之支持。
具体安排上可由副主任负责活动的全面推行。
步骤2:拟定推行方针及目标方针制定:推动5S管理时,制定方针做为导入之指导原则例一:推行5S管理、塑中集一流形象例二:告别昨日,挑战自我,塑造捷虹新形象例三:于细微之处着手,塑造公司新形象例四:规范现场·现物、提升人的品质方针的制定要结合企业具体情况,要有号召力。
方针一旦制定,要广为宣传。
目标制定:先予设定期望之目标,做为活动努力之方向及便于活动过程中之成果检查例一:第4个月各部门考核90分以上例二:有来宾到厂参观,不必事先临时做准备目标的制定也要同企业的具体情况相结合。
步骤3:拟定工作计划及实施方法1.拟定日程计划做为推行及控制之依据2.收集资料及借鉴他厂做法3.制定5S活动实施办法4.制定要与不要的物品区分方法5.制定5S活动评比的方法6.制定5S活动奖惩办法7.其他相关规定(5S时间等)大的工作一定要有计划,以便大家对整个过程有一个整体的了解。
项目责任者清楚自己及其他担当者的工作是什么及何时要完成,相互配合造就一种团队作战精神。
步骤4:教育1.每个部门对全员进行教育·5S的内容及目的·5S的实施方法·5S的评比方法2.新进员工的5S训练教育是非常重要,让员工了解5S活动能给工作及自己带来好处从而主动地去做,与被别人强迫着去做其效果是完全不同的。
教育形式要多样化,讲课、放录像、观摩他厂案例或样板区域、学习推行手册等方式均可视情况加以使用。
步骤5:活动前的宣传造势5S活动要全员重视、参与才能取得良好的效果1.最高主管发表宣言(晨会、内部报刊等)2.海报、内部报刊宣传3.宣传栏步骤6: 实施1.前期作业准备·方法说明会·道具准备2.工厂"洗澡"运动(全体上下彻底大扫除)3.建立地面划线及物品标识标准4."3定"、"3要素"展开5.定点摄影6.做成"5S日常确认表"及实施7.红牌作战步骤7:活动评比办法确定1.加权系数:困难系数、人数系数、面积系数、教养系数2.考核评分法步骤8:查核1.现场查核2.5S问题点质疑、解答3.举办各种活动及比赛(如征文活动等)步骤9:评比及奖惩1.依5S活动竞赛办法进行评比,公布成绩),实施奖惩。
5s现场管理精益改善案例

5s现场管理精益改善案例【实用版】目录一、5S 管理的起源和发展二、5S 管理的五个要素三、5S 现场管理的作用四、5S 现场管理精益改善案例正文一、5S 管理的起源和发展5S 管理起源于日本,是一种独特的现场管理方法。
它包括整理(SEIRI)、整顿(SEITON)、清扫(SEISO)、清洁(SEIKETSU)和素养(SHITSUKE)五个方面,因这五个日语词汇的罗马拼音都以“S”开头,所以简称为 5S。
在 20 世纪 50 年代,日本企业开始推行 5S 管理,其初衷是为了确保作业空间的安全和整洁。
随着生产和品质控制需求的增加,5S 管理逐渐演变为包括清扫、清洁、修养等在内的一系列活动,并成为日本企业现场管理的基础。
二、5S 管理的五个要素1.整理(SEIRI):对现场进行整理,只保留必要的物品和设备,清理无用的东西。
2.整顿(SEITON):对现场进行整顿,使物品和设备在合适的位置,便于操作和使用。
3.清扫(SEISO):对现场进行清扫,保持环境的整洁和卫生。
4.清洁(SEIKETSU):对现场进行清洁,确保设备的正常运行和延长使用寿命。
5.素养(SHITSUKE):培养员工的职业素养,使他们养成良好的工作习惯,遵守纪律和规定。
三、5S 现场管理的作用1.提高生产效率:通过整理、整顿、清扫、清洁等环节,减少现场杂物和浪费,降低生产成本,提高生产效率。
2.提升产品质量:通过严格的现场管理,确保生产环境的整洁和设备的正常运行,减少不良品产生,提高产品质量。
3.保障安全:通过对现场环境的整理和整顿,消除安全隐患,降低事故发生的可能性。
4.提升员工素养:通过培养员工的职业素养和良好的工作习惯,提高员工的工作积极性和团队凝聚力。
四、5S 现场管理精益改善案例某家日本汽车制造企业,在实施 5S 管理后,生产效率提高了 20%,不良品率降低了 30%,现场事故减少了 50%,员工满意度提高了 40%。
这些显著的改善成果,得益于企业对 5S 管理的认真贯彻和执行。
5s现场管理精益改善案例

5s现场管理精益改善案例摘要:1.5S 现场管理的概念和作用2.5S 现场管理的内容和方法3.5S 现场管理的案例分析4.5S 现场管理在精益改善中的作用正文:5S 现场管理是一种有效提升现场管理水平和效率的方法,它通过对现场进行整理、整顿、清扫、清洁和素养等五个方面的改善,使现场达到安全、整洁、规范、有序的状态。
5S 现场管理不仅能够提高生产效率,还能提升产品质量,降低成本,提高员工的工作满意度和归属感。
5S 现场管理的内容包括:整理(SEIRI)、整顿(SEITON)、清扫(SEISO)、清洁(SEIKETSU)、素养(SHITSUKE)。
整理是指对现场的环境和物品进行清理,区分需要和不需要的物品,减少不需要的物品,使现场更加宽敞明亮。
整顿是指对现场的物品进行分类,将需要的物品摆放整齐,明确物品的存放位置,使现场更加有序。
清扫是指对现场进行彻底的清洁,清除垃圾和污垢,保持现场干净整洁。
清洁是指对现场进行定期清洁,保持现场的环境卫生,使现场更加美观。
素养是指对员工进行培训和教育,提高员工的素质和意识,使员工养成良好的工作习惯。
5S 现场管理的方法包括:标准化、可视化管理、看板管理、颜色管理等。
标准化是指对现场的工作进行标准化,制定标准操作程序和标准作业指导书,使工作更加规范化和标准化。
可视化管理是指将现场的工作内容和工作进度进行可视化,使员工能够清晰地了解现场的工作状态和工作要求。
看板管理是指通过看板将现场的工作内容、工作进度、质量状况等信息进行公示,使员工能够及时了解现场的工作情况。
颜色管理是指将现场的工作区域和物品进行颜色标记,使员工能够快速地识别物品的属性和位置。
5S 现场管理的案例分析:在某制造企业中,通过实施5S 现场管理,现场的环境和物品得到了有效的整理和整顿,现场的清洁和清洁工作得到了加强,员工的素养也得到了提高。
实施5S 现场管理后,该企业的生产效率提高了10%,产品质量合格率提高了20%,员工的工作满意度提高了30%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
健峰企業管理顧問股份有限公司
4
现场改善活动的要领
提升发现问题的意识 自动自发 自我启发 全员参加 全员发言 相互启发 ~以改善自己的工作现场,为着眼点~
健峰企業管理顧問股份有限公司
5
现场改善活动的目的效果
(1)提高现场品质意识、问题意识和改善意识 (2)提高现场士气,培养团队精神 (3)建立良好的人际关系 (4)从工作中发掘乐趣、意义 (5)达到符合人性需要的自主管理 (6)发挥智能、启发脑力资源 (7)透过科学性的活动可开阔视野 (8)品质保证彻底执行
健峰企業管理顧問股份有限公司
17
环境(Environment)
温度、湿度适当吗? 照明、通风好吗? 高度、空间够吗? 摆设洽当吗? 条件设定对吗? 有定位吗? 有标识吗?
健峰企業管理顧問股份有限公司
18
问题点的现象与真因
问题 现象
QC手法 问题 真因
健峰企業管理顧問股份有限公司
19
列出问题点
列出工作上问题点 日常工作经常发生的问题 下工程或顾客经常抱
20
列出问题点
举例 品质Q:XX 产品不良率高 成本C:XX 工程损耗成本高 效率D:XX 产品产量低 安全S:XX 设备伤害件数高 士气M:XX 班出席率低 环境E: XX 区域噪音大 列出工作上常发生错误的项目
健峰企業管理顧問股份有限公司
32
庫存查檢表
單位:萬元
查檢期間:3月份
週次 項目
1
2
3
4
平均/ 週
久存二年以上,未動
用貨品
227.3 221.4 213.5 214.6 219.2
通用配件
171.6 112.8 98.6 132.6 128.9
經常性使用貨品
1130. 1100. 1095. 1204. 1132.
健峰企業管理顧問股份有限公司
习以为常 不顾大局 马马虎虎 顺其自然 本位主义 未活用数据、情报 未发挥各人能力与潜力 只听命行事的被动 不亲自发现问题 多一事不如少一事
健峰企業管理顧問股份有限公司
14
机器(Machine)
能满足生产能力吗? 能满足工程能力吗? 定期保养吗? 添油适切吗? 点检充份吗? 故障停止吗? 精度不足吗? 有异常声音出现吗? 布置适当吗? 数目过多或不足吗?
不 良 數(%) 3 0.75 2 1 0.5 1 2.5 1.6
生 產 數 10000 10000 10000 10000 10000 10000 10000 70000
健峰企業管理顧問股份有限公司
31
查檢表收集數據要點
1 利用層別 2 迅速記錄數字 3 明確履歷 4 以符號或數字記錄 5 以4~6項為原則 6 必要時修正
計劃 實施
全员参与 全员参与 全员参与
全员参与 全员参与 全员参与 全员参与 吴兆勤 朱银玲 陶良娟 余玲美 全員2參6 與
查检表的制作
27
何谓查检表
在现场改善活动,为了便于收集数据与 解析判断,而设计的一种表格,称为查 检表
健峰企業管理顧問股份有限公司
28
查檢表設計步驟
决定收集数据的项目与数据 项目:问题点的原因或特性 数据:衡量问题点「好」或「坏」的程度大小 决定记录格式 层别: 4M(人员、机器、原料、方法)+1E(环境) 时间(早、中、晚班) 地区(A、B厂) 决定记录方式
8
1
5
0
6
市場預估錯誤
200.5 186.2 159.3 78.4 156.1
呆廢品
60.4 57.6 48.5 34.7 50.3
合
計 1790. 1678. 1615. 1664. 1687.
6
1
4
3
1
健峰企業管理顧問股份有限公司
33
查檢表
關於標籤打印不良現狀掌握查檢表
項目 日期 6/28 6/29 6/30 7/1 7/3 7/4 7/5 7/6 7/8 合计 打印不清 0 0 0 0 212 136 231 137 190 960 打印偏移 129 119 49 99 46 57 75 88 0 662 打印斷字 24 81 57 31 0 50 0 22 82 347 色帶打皺 67 23 58 34 46 75 136 64 65 568
其 它 60 23 60 27 0 0 49 0 45 264 合 計 280 246 224 191 304 318 491 311 382 2747 檢查數 25k 25k 25k 25k 25k 25k 25k 25k 25k 225K 不良率% 1.1 1.0 0.9 0.8 1.2 1.3 2.01.2 1.5 1.2
22
项目
评价
本 身 问 题
客 戶 抱 怨
主 管 要 求
参 与 度
达 成 性
合 計
顺 序
1.为何FAST MABLE
哈 F/T治具经常坏
1 1 5 3 1 11 3
..
就 是
2. 为何SAS51 卷标
这
不良品多
5 5 5 5 5 25 1
3. 为何计划不如变化
1 11115 4
4.为 何CABLE 不 良 率 高 3 3 3 5 3 17 2
健峰企業管理顧問股份有限公司
39
作法
(1)決定數據的分類項目 依查檢表之不良項目(結果、原因項目)
(2)決定期間,收集數據 (3)按各類項目作統計表
不良率% = (各項不良數 / 總檢查數) ×100% 影響度% = (各項不良數 / 總不良數) ×100% 百單位缺點數 = (各項缺點數 / 總檢查數) ×100% 影響度% = (各項缺點數/總缺點數) ×100% 按項目數據大小順序排列(求各項數據、累計影響度) 其他項排在最後
健峰企業管理顧問股份有限公司
6
改善之历程(QC Story)
改善主题选定
(新主題)
事实了解
日常管理
重要要因掌握 要因分析
标准修订
(资料建文件) 发表成果
成果比较资料整理
改善对策研拟
对策效果确认
对策评估
对策试行
(对策提案)
健峰企業管理顧問股份有限公司
7
一种 简单 的方法
正确的课题 +
适当的人 +
正确的途径和工具 +
灾害与事故多
健峰企業管理职顧問场股份有气限公氛司 不好,人际关系不良
10
为何找不到问题点
不想找问题 未发觉问题 即使发觉问题也不打算改善
健峰企業管理顧問股份有限公司
11
找出问题的方法--4M1E法
4M1E为 人员(Man) 机器(Machine) 材料(Material) 方法(Method) 环境(Environment)
健峰企業管理顧問股份有限公司
24
活动计划表
月份 周别 项目 组织、概念介紹
活动题目选定 现状把握数据收集 目标设定 掌握重大要因 因果关系检讨 对策提出与实施计 划 改善对策检讨 效果确认 标准化与提案 成果检讨与资料整 理 图表化、发表数据 制作检讨 健峰企業管理顧問发股表份会有限公司
工作分 配
健峰企業管理顧問股份有限公司
查檢時間:6/28-7/8 查檢數:25000/天 查檢週期:1天2次 查檢方式:抽查
查檢者:夏斯仁
34
柏拉圖的製作與運用
35
柏拉圖的意義
將一定期間所收集的不良數、缺點數…等 數據,依項目別、原因別(查檢表的項 目)加以分類,按其出現大小(大小) 順序排列的圖形。
现场改善活动历程
健峰企管 顾问师:曾进贤
1
课程大纲
现场改善活动概念介绍 改善主题选定 查检表 柏拉图 特性要因图 对策的提出 效果确认-推移图 成果检讨
健峰企業管理顧問股份有限公司
2
现场改善活动概念介绍
3
现场改善活动的基本理念
凡事均有可改善的空间 每人均有改善的能力 改善企业的体质,帮助企业发展 尊重人性,创造一个有意义、明朗的工
25
項目
月别 5月 6月
7月
周别
第第 第第 第 第 四四 一二 三 四 周周 周周 周 周
8月
9月
10月
第第 第 第 第第第 第第 一二 三 四 一二三 四三 周周 周 周 周周周 周周
工作 分配
1>组织 2>调查问题项目 3>改善活动项目选定 4>数据或资料收集 5>整理、统计、分析 6>分析問題抓要因 7>对策提出与实施 8>对策实施与评估 9>效果评价与确认 10>标准化及提案 11>资料整理 12>製作發表資料 13>發表及健交峰企流業管理顧問股份有限公司
健峰企業管理顧問股份有限公司
40
作法
(4)圖表紙上記入橫軸(項目)、縱軸(品質、特性、分 度)
(5)按數據大小劃柏拉圖 (6)累計數以折線記入
右端劃上縱軸,折線終點為100% (7)記入收集期間、總檢查數、記錄者
健峰企業管理顧問股份有限公司
41
注意事項
(1) 橫軸依項目別大小順序排列,其他項排最後。 (2) 橫軸距離相同。 (3) 縱軸是品質特性,如不良率(數)、缺點數。 (4) 最高尺度包含總數。 (5) 適用於計數值。
5. 为 何 制 程 失 败 多 5 1 3 5 3 17 2
6. 为 何 员 工 离 职 率 高 3 1 5 1 1 11 3