焊缝表面无损检测要求
ISO17637-2003 中-焊缝无损检测-目视检验
1 范围 本国际标准的适用范围是金属材料熔化焊外观检测,它也可以用于接头的焊前外观检
测。 2 检测条件和设备
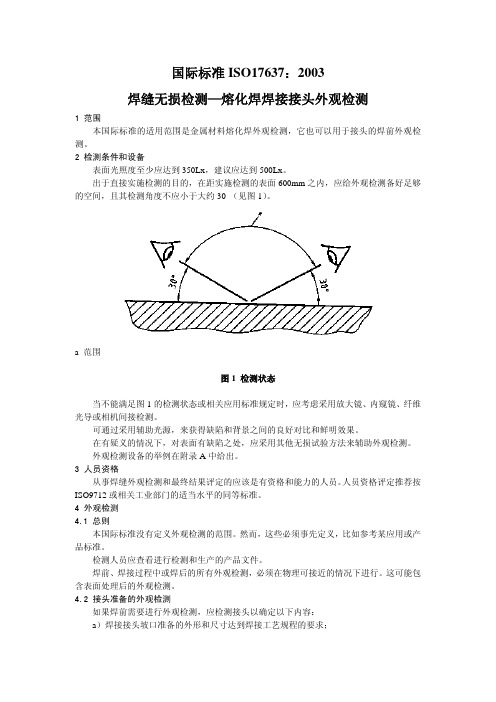
表面光照度至少应达到 350Lx,建议应达到 500Lx。 出于直接实施检测的目的,在距实施检测的表面 600mm 之内,应给外观检测备好足够 的空间,且其检测角度不应小于大约 30°(见图 1)。
平焊缝
凹形
凸面
对接 焊缝
测量 范围
mm
读数 精度
mm
夹角或角 焊缝角度
夹角或角 焊缝允许
偏差
错边量钩状检查器具
测量板材和管材对接焊缝坡
—
—
—
X
0~100
0.05
—
—
口错边量。
万用对接焊缝测量器具
测量接头准备和完成的对接
焊缝:
1)坡口角度
2)根部间隙宽度
X
3)焊缝余高
4)焊缝表面宽度
5)咬边的深度
6)填充材料的直径
A.3 表 1 中详细列出了典型测量设备和量规。 注:这些设备和量规是检测设备的一个例子,其中的一些设计可能是注册的设计或专利。
焊缝量具
附录 A(资料性)检测设备举例
表 A.1 测量仪器和焊缝量具——测量范围和读数精度
焊缝类型
说明
平焊缝
角焊缝 凹形
凸面
对接 焊缝
测量 范围
mm
读数 精度
mm
夹角或角 焊缝角度
4.4.5 焊后热处理 焊后热处理之后可能需要进一步的检测。
4.5 修补焊缝外观检测 4.5.1 总则
如果焊缝不符合或部分符合合格标准且需要修补时,焊接接头须在重新焊接前根据 4.5.2 和 4.5.3 进行检测。
焊缝等级分类及无损检测要求(仅限借鉴)
焊缝等级分类及无损检测要求焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级,1. 在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为1) 作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2 .不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级3 .重级工作制和起重量Q≥50t吊车梁的腹板与L冀缘之间以及吊车析架上弦杆与节点板之间的T形接头焊缝均要求焊透.焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级4 .不要求焊透的’I'形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2) 对其他结构,焊缝的外观质量标准可为二级。
外观检查一般用目测,裂纹的检查应辅以5 倍放大镜并在合适的光照条件下进行,必要时可采用磁粉探伤或渗透探伤,尺寸的测量应用量具、卡规。
焊缝外观质量应符合下列规定:1 一级焊缝不得存在未焊满、根部收缩、咬边和接头不良等缺陷,一级焊缝和二级焊缝不得存在表面气孔、夹渣、裂纹和电弧擦伤等缺陷;2 二级焊缝的外观质量除应符合本条第一款的要求外,尚应满足下表的有关规定;3 三级焊缝的外观质量应符合下表有关规定焊缝质量等级检测项目二级三级未焊满≤0.2+0.02t 且≤1mm,每100mm 长度焊缝内未焊满累积长度≤25mm≤0.2+0.04t 且≤2mm,每 100mm长度焊缝内未焊满累积长度≤25mm根部收缩≤0.2+0.02t 且≤1mm,长度不限≤0.2+0.04t 且≤2mm,长度不限咬边≤0.05t 且≤0.5mm,连续长度≤100mm,且焊缝两侧咬边总长≤10%焊缝全长≤0.1t 且≤1mm,长度不限裂纹不允许允许存在长度≤5mm 的弧坑裂纹电弧擦伤不允许允许存在个别电弧擦伤接头不良缺口深度≤0.05t 且≤ 0.5mm,每1000mm 长度焊缝内不得超过1 处缺口深度≤0.1t 且≤1mm,每1000mm 长度焊缝内不得超过1 处表面气孔不允许每50mm 长度焊缝内允许存在直径≤0.4t 且≤3mm 的气孔2 个;孔距应≥6倍孔径表面夹渣不允许深≤0.2t,长≤0.5t 且≤ 20mm 设计要求全焊透的焊缝,其内部缺陷的检验应符合下列要求:1 一级焊缝应进行100%的检验,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B 级检验的Ⅱ级及Ⅱ级以上;2 二级焊缝应进行抽检,抽检比例应不小于20%,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B 级检验的Ⅲ级及Ⅲ级以上;3 全焊透的三级焊缝可不进行无损检测。
钢结构焊缝检测要求
钢结构焊缝检测要求
嘿,朋友们!今天咱们来聊聊钢结构焊缝检测要求那些事儿。
你说这焊缝检测重要不重要啊?那肯定相当重要啊!就好比一座大桥,焊缝要是没检测好,哎呀,那后果不堪设想!
想象一下,要是钢结构建筑就像一个巨人,那焊缝就是巨人身上的关节。
如果这些关节不牢固,巨人不就容易出问题嘛!比如说,焊接的时候有了气孔、夹渣啥的,那不就像是关节里卡了小石子,能好受吗?
检测焊缝有好多方面呢!首先得看看焊缝的外观,是不是平整光滑呀。
就像咱们看人的脸一样,要是坑坑洼洼的,那肯定不行啊!比如说焊缝上有咬边,这可不行啊,这不是影响整体美观和质量嘛。
再就是焊缝的尺寸,那可不能随便。
这就跟做衣服似的,尺寸不合身穿着能舒服吗?得严格按照要求来呀!如果尺寸不对,那整个钢结构的稳定性可能都会受影响呢。
还有焊缝的内部质量呢,这可得用专业的方法去检测,比如无损检测。
嘿,这就好比给焊缝做一次全面的身体检查,看它里面有没有啥毛病!
我记得有一次我们去检测一个钢结构工程,那焊缝做得真是让人头疼啊!外观不平整不说,尺寸还不对,这可咋整啊?大家都着急得不行。
但没办法呀,只能重新来,费了好大的功夫才弄好。
所以说呀,焊缝检测真的不能马虎!
总的来说,钢结构焊缝检测要求是非常严格的,一点都不能马虎。
这是对安全负责,也是对大家负责。
咱们可不能让那些不合格的焊缝存在,一定要把好关,让钢结构建筑稳稳当当的,大家说是不是呀!。
工业管道焊缝外部质量检验

工业管道焊舞外部质量检验I主控项目1.现场设备焊缝的检查等级,应按100%无损检测、局部无损检测、不要求进行无损检测的要求,划分为I、n、In三个等级。
现场设备焊缝的外观质量应符合本规范表8.1.1-1,表8.1.1-2的规定。
检查数量:全部检查。
检查方法:观察检查、采用焊缝检查尺测量和检查焊接记录。
注:1当咬边经磨削修整并平滑过渡时,可按焊缝一侧较薄母材最小允许厚度值评定。
2角焊缝焊脚不对称在特定条件下要求平缓过渡时,不受本规定限制。
3除注明角焊缝缺陷外,其余均为对接、角接焊缝通用。
4表中T为母材厚度;t为设计焊缝厚度。
5表中公式的常量单位为mmβ2、管道焊缝的检查等级,应按现行国家标准《工业金属管道工程施工质量验收规范》GB50184的规定划分为I、n、m、IV、V五个等级。
管道焊缝的外观质量应符合本规范表8.1.2-1、表8.1.2-2的规定。
检查数量:全部检查。
检查方法:观察检查、采用焊缝检查尺测量和检查焊接记录。
表8.1.2・1管道焊缝外观质量注:对于铝及铝合金的根部凸出,当母材厚度小于或等于2mm时,根部凸出应小于或等于1.5mm;当母材厚度为2mm〜6mm时,根部凸出应小于或等于2.5mm o3、钛及钛合金、错及错合金的焊缝表面应在焊后清理前进行色泽检查。
钛及钛合金焊缝的色泽检查结果应符合表8.1.3的规定。
错及错合金的焊筑表面应为银白色,当出现淡黄色时应予以清除。
检查数量:全部检查。
检查方法:观察检查和检查焊接检查记录。
者为低温氧化,除不掉者为高温氧化。
11一般项目4、焊缝外观应成形良好,不应有电弧擦伤;焊道与焊道、焊道与母材之间应平滑过渡;焊渣和飞溅物应清除干净。
检查数量:全部检查。
检查方法:观察检查。
5、管道对接焊筵处的角变形(图8.1.5)应符合下列规定:1当管子公称尺寸小于100mm时,允许偏差为2mm;2当管子公称尺寸大于或等于100mm时,允许偏差为3mm o图8.1.5管道焊接接头的角变形I-钢板尺;a-角变形(平直度)偏差检查数量:全部检查。
焊缝等级分类及无损检测要求(谷风技术)

焊缝等级分类及无损检测要求焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级,1. 在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为1) 作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2 .不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级3 .重级工作制和起重量Q≥50t吊车梁的腹板与L冀缘之间以及吊车析架上弦杆与节点板之间的T形接头焊缝均要求焊透.焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级4 .不要求焊透的’I'形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2) 对其他结构,焊缝的外观质量标准可为二级。
外观检查一般用目测,裂纹的检查应辅以5 倍放大镜并在合适的光照条件下进行,必要时可采用磁粉探伤或渗透探伤,尺寸的测量应用量具、卡规。
焊缝外观质量应符合下列规定:1 一级焊缝不得存在未焊满、根部收缩、咬边和接头不良等缺陷,一级焊缝和二级焊缝不得存在表面气孔、夹渣、裂纹和电弧擦伤等缺陷;2 二级焊缝的外观质量除应符合本条第一款的要求外,尚应满足下表的有关规定;3 三级焊缝的外观质量应符合下表有关规定焊缝质量等级检测项目二级三级未焊满≤0.2+0.02t 且≤1mm,每 100mm 长度焊缝内未焊满累积长度≤25mm≤0.2+0.04t 且≤2mm,每 100mm 长度焊缝内未焊满累积长度≤25mm根部收缩≤0.2+0.02t 且≤1mm,长度不限≤0.2+0.04t 且≤2mm,长度不限咬边≤0.05t 且≤0.5mm,连续长度≤100mm,且焊缝两侧咬边总长≤10%焊缝全长≤0.1t 且≤1mm,长度不限裂纹不允许允许存在长度≤5mm 的弧坑裂纹电弧擦伤不允许允许存在个别电弧擦伤接头不良缺口深度≤0.05t 且≤ 0.5mm,每1000mm 长度焊缝内不得超过1 处缺口深度≤0.1t 且≤1mm,每 1000mm 长度焊缝内不得超过1 处表面气孔不允许每50mm 长度焊缝内允许存在直径≤0.4t 且≤3mm 的气孔2 个;孔距应≥6倍孔径深≤0.2t,长≤0.5t 且≤ 20mm表面夹渣不允许设计要求全焊透的焊缝,其内部缺陷的检验应符合下列要求:1 一级焊缝应进行100%的检验,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B 级检验的Ⅱ级及Ⅱ级以上;2 二级焊缝应进行抽检,抽检比例应不小于20%,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B级检验的Ⅲ级及Ⅲ级以上;3 全焊透的三级焊缝可不进行无损检测。
焊缝等级及分类以及无损检测及要求

焊缝等级的分类以及无损检测的要求焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级,1. 在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为1) 作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2 .不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级3 .重级工作制和起重量Q≥50t吊车梁的腹板与L冀缘之间以及吊车析架上弦杆与节点板之间的T形接头焊缝均要求焊透.焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级4 .不要求焊透的’I'形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2) 对其他结构,焊缝的外观质量标准可为二级。
外观检查一般用目测,裂纹的检查应辅以5 倍放大镜并在合适的光照条件下进行,必要时可采用磁粉探伤或渗透探伤,尺寸的测量应用量具、卡规。
焊缝外观质量应符合下列规定:1 一级焊缝不得存在未焊满、根部收缩、咬边和接头不良等缺陷,一级焊缝和二级焊缝不得存在表面气孔、夹渣、裂纹和电弧擦伤等缺陷;2 二级焊缝的外观质量除应符合本条第一款的要求外,尚应满足下表的有关规定;3 三级焊缝的外观质量应符合下表有关规定设计要求全焊透的焊缝,其内部缺陷的检验应符合下列要求:1 一级焊缝应进行100%的检验,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B 级检验的Ⅱ级及Ⅱ级以上;2 二级焊缝应进行抽检,抽检比例应不小于20%,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B级检验的Ⅲ级及Ⅲ级以上;3 全焊透的三级焊缝可不进行无损检测。
焊接质量检验方法和规范标准
焊接质量检验方法和规范标准焊接质量检验方法和标准本文旨在规定焊接产品的表面质量和焊接质量,以确保产品能够满足客户的要求,并适用于焊接产品的质量认可。
生产部门和品质部门可参照本准则对焊接产品进行检验。
一、熔化极焊接表面质量检验方法和标准CO2保护焊的表面质量评价主要是对焊缝外观的评价,包括焊缝均匀性、假焊、飞溅、焊渣、裂纹、烧穿、缩孔、咬边等缺陷,以及焊缝数量、长度和位置是否符合工艺要求。
具体评价标准详见下表:缺陷类型说明评价标准假焊未熔合、未连接焊缝中断等焊接缺陷(不能保证工艺要求的焊缝长度)不允许气孔焊点表面有气孔不允许穿孔焊缝表面不允许有穿孔裂纹焊缝中出现开裂现象不允许夹渣固体封入物不允许咬边焊缝与母材之间的过度太剧烈H≤0.5mm允许 H>0.5mm不允许烧穿母材被烧透不允许飞溅金属液滴飞出在有功能和外观要求的区域,不允许有焊接飞溅的存在此外,过高的焊缝凸起、焊缝太大H值不允许超过3mm,位置偏离焊缝位置不准不允许,配合不良板材间隙太大H值不允许超过2mm。
二、焊缝质量标准为保证焊接产品的质量,需要检查焊接材料是否符合设计要求和有关标准的规定,并检查焊工的合格证和考核日期。
I、II级焊缝必须经过探伤检验,并应符合设计要求和施工及验收规范的规定,检验焊缝探伤报告。
焊缝表面的I、II级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。
II级焊缝不得有表面气孔夹渣、弧坑、裂纹、电焊擦伤等缺陷,且I级焊缝不得有咬边、未焊满等缺陷。
焊缝外观方面,焊缝外形要均匀,焊道与焊道、焊道与基本金属之间过渡平滑,焊渣和飞溅物清除干净。
表面气孔方面,I、II级焊缝不允许,III级焊缝每50MM长度焊缝内允许直径≤0.4t,气孔2个,气孔间距≤6倍孔径。
咬边方面,I级焊缝不允许,II级焊缝咬边深度≤0.05t,且≤0.5mm,连续长度≤100mm,且两侧咬边总长≤10%焊缝长度。
III级焊缝咬边深度≤0.1t,且≤1mm。
其中,t为连接处较薄的板厚。
钢板对接焊缝的标准
钢板对接焊缝的标准一、焊缝质量标准1.焊缝应符合国家现行标准《焊接质量保证钢熔化焊接接头要求和试验方法》GB/T 12988的要求。
2.焊缝应具有连续性和致密性,焊缝表面应光滑、平整,无气孔、裂纹、夹渣、咬边等缺陷。
3.对于重要焊缝,应进行射线探伤或超声波探伤,以确保焊缝内部质量符合要求。
二、焊缝外观要求1.焊缝表面应平整,不得有明显的凹凸和错边现象。
2.焊缝应与母材平滑过渡,不得有明显的咬边现象。
3.焊缝表面应无气孔、裂纹、夹渣等缺陷。
4.对于埋弧自动焊,其焊缝表面应无明显的烧穿、焊剂夹渣等现象。
三、焊缝内部质量要求1.焊缝内部应无裂纹、气孔、夹渣等缺陷。
2.对于Ⅰ级焊缝,其内部质量应符合《钢结构工程施工质量验收规范》GB50205的要求。
3.对于Ⅱ级和Ⅲ级焊缝,其内部质量应符合《建筑钢结构焊接技术规程》JGJ81的要求。
四、焊缝尺寸要求1.焊缝的余高应符合设计要求,通常为0~4mm。
2.焊缝的宽度应符合设计要求,通常为10~20mm。
3.焊缝的倾斜角度应符合设计要求,通常为50~70°。
4.对于手工电弧焊,其焊缝尺寸应符合《建筑钢结构焊接技术规程》JGJ 81的要求。
五、焊缝无损检测要求1.对于重要焊缝,应进行射线探伤或超声波探伤,以确保焊缝内部质量符合要求。
2.对于Ⅰ级焊缝,应进行100%的射线探伤或超声波探伤;对于Ⅱ级和Ⅲ级焊缝,应进行抽样检测,检测比例应根据设计要求确定。
3.无损检测的方法和验收标准应符合相关规范和设计要求。
六、焊缝力学性能要求1.焊缝的抗拉强度、屈服强度、伸长率等力学性能指标应符合设计要求。
2.对于重要焊缝,应进行力学性能试验,以确保其满足设计要求。
3.力学性能试验的方法和验收标准应符合相关规范和设计要求。
七、焊缝标记要求1.在焊接前,应在焊缝两端分别标注焊工钢印号及焊接日期。
2.标注的内容及格式应符合相关规范和设计要求。
探伤二级焊缝要求
探伤二级焊缝要求探伤是一种常用的无损检测方法,广泛应用于焊接行业中,对焊缝的质量进行评估和检测。
二级焊缝要求是指对焊缝的探伤要求达到二级标准。
本文将详细介绍探伤二级焊缝要求的相关内容。
一、探伤方法探伤二级焊缝要求通常采用常规的无损检测方法,如超声波探伤、射线探伤、磁粉探伤等。
这些方法各有特点,可以针对不同的焊缝材料和结构进行选择和应用。
1. 超声波探伤:利用超声波在材料中的传播和反射来检测焊缝的质量。
该方法适用于金属焊缝的检测,可以检测焊缝中的缺陷、气孔、夹杂物等。
2. 射线探伤:利用射线(如X射线或γ射线)的穿透性来检测焊缝的质量。
该方法适用于金属焊缝和非金属焊缝的检测,可以检测焊缝中的缺陷、裂纹、夹杂物等。
3. 磁粉探伤:利用磁性材料吸附在焊缝表面的方法来检测焊缝的质量。
该方法适用于铁磁性材料的焊缝检测,可以检测焊缝中的裂纹、夹杂物等。
二、探伤要求探伤二级焊缝要求主要包括缺陷尺寸、缺陷类型和缺陷位置等方面的要求。
以下是对探伤二级焊缝要求的详细解释:1. 缺陷尺寸:探伤二级焊缝要求中规定了不同类型的焊缝允许的最大缺陷尺寸。
这些尺寸通常以毫米为单位进行表示,根据焊缝的材料和结构不同,具体数值会有所差异。
2. 缺陷类型:探伤二级焊缝要求中规定了焊缝允许的不同类型的缺陷。
常见的缺陷类型包括气孔、夹杂物、裂纹等。
对于每种缺陷类型,要求探伤时能够准确地检测出来,并进行分类和评估。
3. 缺陷位置:探伤二级焊缝要求中规定了焊缝允许的缺陷位置。
焊缝的位置通常以坐标表示,具体位置要求根据焊缝的结构和使用要求而定。
三、探伤报告探伤二级焊缝要求的检测结果需要进行记录和报告。
探伤报告应包括以下内容:1. 检测日期和地点:记录进行探伤的具体日期和地点。
2. 探伤方法:记录使用的探伤方法,如超声波、射线或磁粉。
3. 缺陷类型和位置:对探伤结果进行分类和描述,包括缺陷类型和位置的具体信息。
4. 缺陷尺寸:记录探伤结果中的缺陷尺寸,包括长度、宽度、深度等参数。
钢结构焊缝验收要求
钢结构焊缝验收要求一、外观检查。
1. 形状和尺寸。
焊缝的形状得规整。
你想啊,就像盖房子的砖头得码得整整齐齐一样,焊缝不能歪歪扭扭的。
焊缝的高度、宽度都得符合设计要求。
比如说设计要求焊缝高度是8毫米,那可不能做成5毫米或者10毫米,差太多就不行啦。
宽度也得合适,太窄了可能就没焊结实,太宽了又浪费材料还可能有别的问题呢。
2. 表面质量。
表面得光滑,不能有那种大的疙瘩或者坑洼。
就像你脸上要是有个大痘痘或者大坑,肯定不好看,焊缝也一样。
那些大的咬边也不行,咬边就像焊缝边缘被狗啃了似的,缺了一块,这会让焊缝变弱的。
还有,焊缝表面不能有气孔,要是有气孔就像面包里有好多小窟窿一样,这会影响焊缝的强度呢。
另外,焊缝表面不能有裂纹。
裂纹可是个大问题,就像玻璃上有了裂缝,那是很容易断掉的。
哪怕是很细小的裂纹,也可能在以后使用过程中慢慢变大,最后让整个钢结构出大问题。
3. 飞溅物和熔渣。
焊缝周围不能有太多的飞溅物和熔渣。
这些东西就像吃饭时掉在桌子上的饭粒,看着就邋遢。
得把它们清理干净,要是不清理,可能会掩盖一些焊缝的缺陷,而且也不美观啊。
二、无损检测。
1. 超声波检测(UT)这个就像是给焊缝做B超一样。
通过超声波探头在焊缝上移动,看看焊缝内部有没有缺陷。
要是有气孔、夹渣或者未熔合之类的内部问题,超声波就能发现。
比如说,内部有个小夹渣,就像面包里夹了个小石头,虽然表面看不出来,但是超声波就能探测到这个小“石头”的存在呢。
2. 射线检测(RT)射线检测就像给焊缝拍X光片。
它能很清楚地显示出焊缝内部的情况,能发现一些超声波可能检测不到的细微缺陷。
不过射线检测有点麻烦,就像去医院拍X光,得做好防护措施,因为射线对人体有伤害。
但是为了保证焊缝质量,该做还得做。
3. 磁粉检测(MT)和渗透检测(PT)磁粉检测适合检测铁磁性材料的焊缝表面和近表面缺陷。
就像用磁铁吸铁屑一样,要是焊缝表面或者近表面有裂纹或者缺陷,磁粉就会聚集在那里,就像一群小蚂蚁发现了糖一样。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊健表面无损检测要求
I主控项目
1、焊缝表面应按设计文件规定进行磁粉检测或渗透检测。
有再热裂纹倾向的焊缝表面无损检测应在热处理后进行。
对磁粉检测或渗透检测发现有不合格的焊健,经返修后,返修部位应采用原规定的检验方法重新进行检验。
焊缝质量不应低于现行行业标准《承压设备无损检测》JB/T4730规定的I级。
检验数量:应符合设计文件的规定。
检验方法:检查磁粉或渗透检测报告,检查设备排版图或管道轴测图。
2、当焊缝磁粉检测(或渗透检测)的局部检验或抽样检验发现有不合格时,应在该焊工所焊的同一检验批中采用原规定的检验方法做扩大检验。
焊缝质量应符合本规范第8.2.1条的规定。
检验数量:应符合国家现行有关标准和设计文件的规定。
检验方法:检查磁粉或渗透检测报告,检查设备排版图或管道轴测图。