螺丝紧固件全检作业指导书
【精编范文】螺丝作业指导书-范文模板 (7页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==螺丝作业指导书篇一:螺丝检验作业指导书德信诚培训网螺丝检验作业指导书一﹑目的正确有效地指导检查﹐确保物料满足规定要求﹐使来料检验规范化二﹑适用范围适用于所有的螺丝来料检验作业指导三﹑内容3.1所需量规仪器卡尺3.2抽样方案详见《来料检查作业指导书》3.3缺陷划分四﹑缺陷判定表更多免费资料下载请进:好好学习社区篇二:螺钉SOP作业指导书XXX有限公司文件名称:SOP作业指导书文件编号:CF-QC-03 版本:VA生效日期:201X/6/23 页码:共3页编制:XX日期: 201X/6/21 审核: XX日期: 201X/6/23批准:XX 日期:201X/6/231、目的为确保打头机的正常生产作业,并生产出符合要求的产品品质,特制定此作业指导书。
2、范围本程序通用于本公司所有打头机生产作业。
3、操作步骤:3.1开机前注意事项:3.1.1 打开电源检查是否通电,是否稳定,检查油路是否通畅;3.1.2 将调机所用全部工具,量尺及模具等备用品放置到安全位置,并擦干所有运转部位(如飞轮)的油渍、污迹。
3.2 试开机:3.2.1 用手按住转动或按触动开关慢转1-2转,检查转动是否正常;3.2.2 准备好正确的量具,模具及线材等,并将线材上架;3.2.3 检查送料滚轮与线径是否相符,并将线材前段校直送入滚轮内并压住。
3.2.4 装上剪模及剪刀,将剪刀对准主模孔锁紧,退回对准线模孔,锁紧线模固定螺线;3.2.5 装上主模,注意模前端面不可突出,以防剪刀面碰撞损坏模具与机器;3.2.6 装上一冲模(上冲),手动运转,调整行程的最顶点与主模之间的距离为1mm左右;3.2.7 调整剪刀与冲模的时间配合,以免互相碰撞损坏模具与设备3.2.8 调整针身与头部尺寸并装上二冲(下冲),依据工程图纸调整头部成型位置与尺寸;3.2.9 调整冲击力度,注意不可超压,以免断顶针;3.2.10开快机观察设备运转是否正常,然后试打几十粒产品,先自检合格后再送品管首检,首检合格后锁紧固定各主要螺丝,并清理机台上的废料,然后开机生产。
螺丝作业指导书

螺丝作业指导书篇一:螺丝检验作业指导书德信诚培训网螺丝检验作业指导书一﹑目的正确有效地指导检查﹐确保物料满足规定要求﹐使来料检验规范化二﹑适用范围适用于所有的螺丝来料检验作业指导三﹑内容3.1所需量规仪器卡尺3.2抽样方案详见《来料检查作业指导书》3.3缺陷划分四﹑缺陷判定表更多免费资料下载请进:好好学习社区篇二:螺钉SOP作业指导书XXX有限公司文件名称:SOP作业指导书文件编号:CF-QC-03 版本:V A生效日期:2014/6/23 页码:共3页编制:XX日期:2014/6/21 审核:XX日期:2014/6/23批准:XX 日期:2014/6/231、目的为确保打头机的正常生产作业,并生产出符合要求的产品品质,特制定此作业指导书。
2、范围本程序通用于本公司所有打头机生产作业。
3、操作步骤:3.1开机前注意事项:3.1.1 打开电源检查是否通电,是否稳定,检查油路是否通畅;3.1.2 将调机所用全部工具,量尺及模具等备用品放置到安全位置,并擦干所有运转部位(如飞轮)的油渍、污迹。
3.2 试开机:3.2.1 用手按住转动或按触动开关慢转1-2转,检查转动是否正常;3.2.2 准备好正确的量具,模具及线材等,并将线材上架;3.2.3 检查送料滚轮与线径是否相符,并将线材前段校直送入滚轮内并压住。
3.2.4 装上剪模及剪刀,将剪刀对准主模孔锁紧,退回对准线模孔,锁紧线模固定螺线;3.2.5 装上主模,注意模前端面不可突出,以防剪刀面碰撞损坏模具与机器;3.2.6 装上一冲模(上冲),手动运转,调整行程的最顶点与主模之间的距离为1mm左右;3.2.7 调整剪刀与冲模的时间配合,以免互相碰撞损坏模具与设备3.2.8 调整针身与头部尺寸并装上二冲(下冲),依据工程图纸调整头部成型位置与尺寸;3.2.9 调整冲击力度,注意不可超压,以免断顶针;3.2.10开快机观察设备运转是否正常,然后试打几十粒产品,先自检合格后再送品管首检,首检合格后锁紧固定各主要螺丝,并清理机台上的废料,然后开机生产。
螺栓检验作业指导书

Q/RST螺栓检验作业指导书Q/REASTER11.28-2009前言为使企业生产制造工作向着标准化与精益化的管理方向发展,生产制造部门编制了螺栓检验作业指导书,为螺栓入库前的检验登记提供作业指导依据。
3Q/REASTAR 11.28-20091.使用范围该规定适用于本企业,作为螺栓入库前检验的依据。
2.引用标准标准源于自定。
3.螺栓检验准备工具准备:样板,环规,塞规等4.螺栓抽检方案当螺栓总数量n≤200时,抽5%;200≤n≤500时,抽3%;500≤n≤1000时,抽2%;n ≥1000时,抽1%。
(保证抽检数大于10)5.螺栓检验5.1外观首先在螺栓质量检验卡上填写供货厂商,供货数量以及抽检数量。
5.1.1外形:目测,并用手抚摸螺栓表面,记录。
要求:外形美观,无毛刺锐边,表面无异状。
5.1.2头部有无制造标识:目测,记录。
要求:有标识且清晰可见。
5.1.3头部有无强度等级标识:目测,记录。
要求:有标识且清晰可见。
5.2规格5.2.1螺栓长度:用样板进行测量,记录。
要求:测量准确,且测量值尾数必须为0或5。
5.2.2螺纹长度:用样板进行测量,记录。
要求:测量准确,且测量值尾数必须为0或5。
5.2.3公称直径:用样板进行测量,记录。
要求:测量值必须为标准值。
5.2.4螺距:用样板进行测量,记录。
要求:测量值必须为标准值。
5.3精度用塞规与环规进行测量,将螺栓拧入不同系列的环规。
要求:顺利拧入环规,且能拧入通规,拧不入止规。
5.4强度等级强度等级:从螺栓头部读出强度等级,记录。
5.5表面处理:向供应方索要该批螺栓出厂合格证,确保螺栓符合供方出厂标准。
每一项检验完后,根据检验结果填写螺栓质量检验卡,并根据所有纪录判断该批螺栓是否合格。
如合格,将螺栓整理、入库;不合格,退回。
2Q/REASTER11.28-20093。
螺栓检测作业指导书
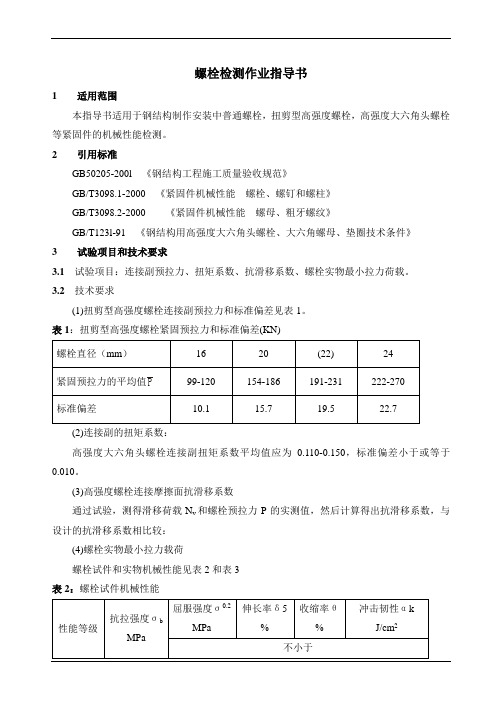
螺栓检测作业指导书1 适用范围本指导书适用于钢结构制作安装中普通螺栓,扭剪型高强度螺栓,高强度大六角头螺栓等紧固件的机械性能检测。
2 引用标准GB50205-200l 《钢结构工程施工质量验收规范》GB/T3098.1-2000 《紧固件机械性能 螺栓、螺钉和螺柱》 GB/T3098.2-2000 《紧固件机械性能 螺母、粗牙螺纹》GB/T123l-91 《钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件》 3 试验项目和技术要求3.1 试验项目:连接副预拉力、扭矩系数、抗滑移系数、螺栓实物最小拉力荷载。
3.2 技术要求(1)扭剪型高强度螺栓连接副预拉力和标准偏差见表1。
表1:扭剪型高强度螺栓紧固预拉力和标准偏差(KN)(2)连接副的扭矩系数:高强度大六角头螺栓连接副扭矩系数平均值应为0.110-0.150,标准偏差小于或等于0.010。
(3)高强度螺栓连接摩擦面抗滑移系数通过试验,测得滑移荷载N v 和螺栓预拉力P 的实测值,然后计算得出抗滑移系数,与设计的抗滑移系数相比较:(4)螺栓实物最小拉力载荷螺栓试件和实物机械性能见表2和表3 表2:螺栓试件机械性能表3:螺栓试件机械性能4检测方法4.1扭剪型高强度螺栓连接副预拉力复验。
l、抽样方法施工现场待安装的每一规格螺栓批中,随机抽取,每批应抽取8套连接副进行复验。
2、试验设备电测轴力计、油压轴力计、电阻应变仪、扭矩板子等,其误差不得超过2%。
3、试验方法采用轴力计方法复验连接副预拉力时,应将螺栓直接插入轴力计,紧固螺栓力初拧,终拧两次进行,初拧应采用手动扭矩板手或专用定扭电动板手;初拧值应为预拉力标准值的50%左右。
终拧应采用专用电动板手,至尾部梅花头拧掉,读出预拉力值。
每套连接副只应做一次试验,不得重复使用。
在紧固中垫圈发生转动时,应更换连接副,重新试验。
4.2高强度螺栓连接副施工扭矩检验高强度螺栓连接副扭矩检验含初拧、复拧、终拧的现场无损检验,检验所用的扭矩板手其扭矩精度误差应不大于3%。
螺母 螺栓检验作业指导书
A类:单位产品的极重要质量特性不符合规定。
B类:单位产品的一般质量特性不符合规定。
3.3判定依据:抽样检验依PG-WJ-29《抽样方案表》。
3.4不合格制品按PG-WJ-28《不合格品管理控制程序》、PG-WJ-30《原材料不合格处理流程》执行。
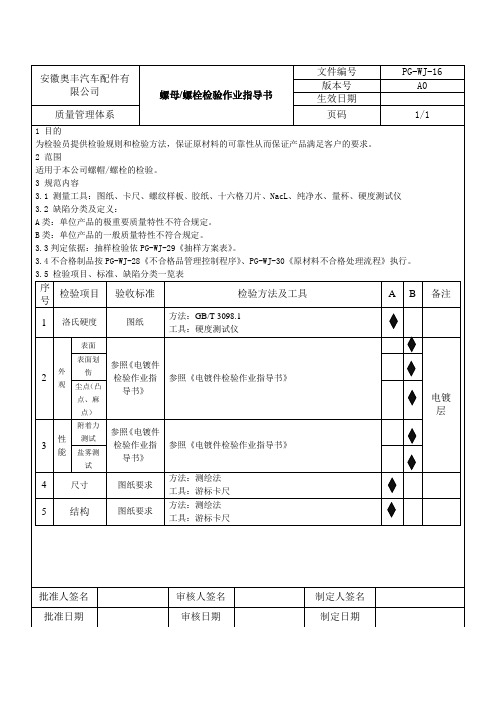
3.5检验项目、标准、缺陷分类一览表
安徽奥丰汽车配件有限公司
螺母/螺栓检验作业指导书
文件编号
PG-WJ-16
版本号
A0
生效日期
质量管理体系
页码
1/1
1 目的
为检验员提供检验规则和检验方法,保证原材料的可靠性从而保证产品满足客户的要求。
2 范围
适用于本公司螺帽/螺栓的检验。
3 规范内容
3.1 测量工具:图纸、卡尺、螺纹样板、胶纸、十六格刀片、NacL、纯净水、量杯、硬度测试仪
工具:游标卡尺
5
结构
图纸要求
方法:测绘法
工具:游标卡尺
批准人签名
审核人签名
制定人签名
批准日期
审核日期
制定日期
螺母/螺栓检 验 报 告 单
来料批次
制品型号
质检员
外协单位
检验日期
检验项目
标准要求
实测值
单项结论
洛氏硬度
图纸
外观
表面
电镀良好,光泽均匀、无发黑、发黄现象
表面划伤
长度≤20mm,宽度≤0.2mm,深度≤0.1mm,数量≤4
序号
检验项目
验收标准
检验方法及工具
A
B
备注
1
洛氏硬度
图纸
方法:GB/T 3098.1
工具:硬度测试仪
螺丝检验作业指导书
编制(修订): 审 核: 批 准:
版 修订 修订 本 次数 页码
分发代号﹕
张建军
日 期: 2012 年 3 月 7 日 日 期: 日 期:
修订内容简要
修订人
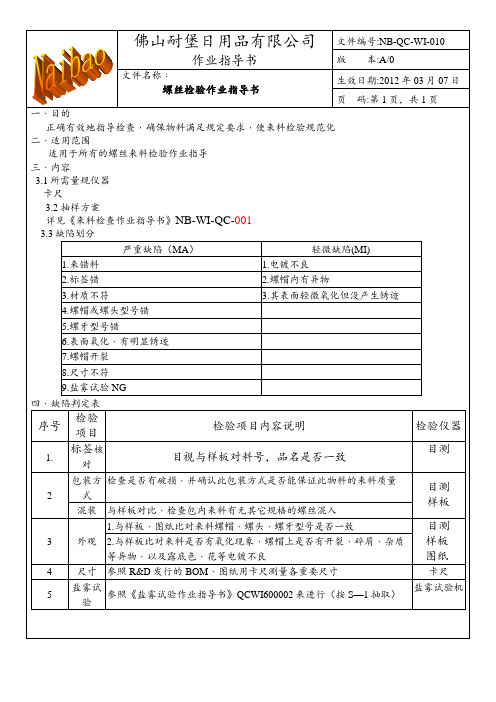
佛山耐堡日用品有限公司 文件编号:NB-QC-WI-010
作业指导书
版 本:A/0
文件名称﹕ 螺丝检验作业指导书
生效日期:2012 年 03 月 07 日 页 码:第 1 页,共 1 页
一﹑目的
Байду номын сангаас
正确有效地指导检查﹐确保物料满足规定要求﹐使来料检验规范化
二﹑适用范围
适用于所有的螺丝来料检验作业指导
三﹑内容
9.盐雾试验 NG
四﹑缺陷判定表
序号
检验 项目
检验项目内容说明
检验仪器
标签核
1.
对
目视与样板对料号,品名是否一致
目测
包装方 检查是否有破损﹐并确认此包装方式是否能保证此物料的来料质量
2
式
混装 与样板对比﹐检查包内来料有无其它规格的螺丝混入
目测 样板
1.与样板﹑图纸比对来料螺帽﹑螺头﹑螺牙型号是否一致
3.1 所需量规仪器
卡尺
3.2 抽样方案
详见《来料检查作业指导书》NB-WI-QC-001
3.3 缺陷划分
严重缺陷(MA)
轻微缺陷(MI)
1.来错料
1.电镀不良
2.标签错
2.螺帽内有异物
3.材质不符
3.其表面轻微氧化但没产生锈迹
4.螺帽或螺头型号错
螺丝检验指导书
螺丝检验指导书螺丝检验指导书1.引言螺丝是一种常见的连接元件,广泛应用于各种机械设备和结构中。
为了保证螺丝的质量和可靠性,进行螺丝的检验是非常重要的步骤。
本指导书旨在提供一套完整的螺丝检验流程和相关要求,以确保螺丝的符合规范并满足设计要求。
2.检验前准备2.1 确定检验对象:明确需要检验的螺丝类型、规格和数量。
2.2 准备检验设备:准备适当的量具、测量设备和测试设备,确保其准确度和有效性。
2.3 确定检验环境:确保检验环境符合要求,包括温度、湿度等因素的控制。
3.外观检验3.1 检查螺丝的表面:检查螺丝的表面是否有划痕、氧化、变色等缺陷。
3.2 检查螺纹:使用测量工具检查螺纹的尺寸和形状是否符合要求。
3.3 检查头部和螺杆:检查螺丝的头部和螺杆是否存在裂纹、变形等问题。
4.物理性能检验4.1 强度测试:使用适当的测试设备对螺丝进行强度测试,包括拉伸、压缩和扭转等测试。
4.2 硬度测试:使用硬度计对螺丝进行硬度测试,确保其硬度符合要求。
4.3 腐蚀测试:将螺丝暴露在适当的腐蚀介质中,观察其耐蚀性能。
5.功能性能检验5.1 拧紧力测试:使用拧紧力测试设备对螺丝进行拧紧力测试,确保其拧紧力符合要求。
5.2 脱落力测试:将螺丝固定在适当的载荷下,观察其是否能够承受相应的载荷而不脱落。
6.检验记录与报告6.1 记录检验结果:将每个螺丝的检验结果详细记录,包括外观检验、物理性能检验和功能性能检验等。
6.2 检验报告:根据检验记录检验报告,包括螺丝的检验结果、合格判定和不合格处理建议等。
附件:1.螺丝检验记录表法律名词及注释:1.质量等级:指螺丝产品在一定的技术指标下,根据其质量要求的不同进行分类等级。
2.规格:指螺丝的尺寸、型号、材质、强度等技术要求。
3.强度:指螺丝在承受外力时的抗拉、抗压、抗扭等能力。
4.腐蚀性能:指螺丝在腐蚀介质中的耐蚀性能,包括耐盐雾、耐酸碱等能力。
螺栓检测作业指导书
螺栓检测作业指导书1 适用范围本指导书适用于钢结构制作安装中普通螺栓,扭剪型高强度螺栓,高强度大六角头螺栓等紧固件的机械性能检测。
2 引用标准GB50205-200l 《钢结构工程施工质量验收规范》GB/T3098.1-2000 《紧固件机械性能 螺栓、螺钉和螺柱》 GB/T3098.2-2000 《紧固件机械性能 螺母、粗牙螺纹》GB/T123l-91 《钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件》 3 试验项目和技术要求3.1 试验项目:连接副预拉力、扭矩系数、抗滑移系数、螺栓实物最小拉力荷载。
3.2 技术要求(1)扭剪型高强度螺栓连接副预拉力和标准偏差见表1。
表1:扭剪型高强度螺栓紧固预拉力和标准偏差(KN)(2)连接副的扭矩系数:高强度大六角头螺栓连接副扭矩系数平均值应为0.110-0.150,标准偏差小于或等于0.010。
(3)高强度螺栓连接摩擦面抗滑移系数通过试验,测得滑移荷载N v 和螺栓预拉力P 的实测值,然后计算得出抗滑移系数,与设计的抗滑移系数相比较:(4)螺栓实物最小拉力载荷螺栓试件和实物机械性能见表2和表3 表2:螺栓试件机械性能表3:螺栓试件机械性能4检测方法4.1扭剪型高强度螺栓连接副预拉力复验。
l、抽样方法施工现场待安装的每一规格螺栓批中,随机抽取,每批应抽取8套连接副进行复验。
2、试验设备电测轴力计、油压轴力计、电阻应变仪、扭矩板子等,其误差不得超过2%。
3、试验方法采用轴力计方法复验连接副预拉力时,应将螺栓直接插入轴力计,紧固螺栓力初拧,终拧两次进行,初拧应采用手动扭矩板手或专用定扭电动板手;初拧值应为预拉力标准值的50%左右。
终拧应采用专用电动板手,至尾部梅花头拧掉,读出预拉力值。
每套连接副只应做一次试验,不得重复使用。
在紧固中垫圈发生转动时,应更换连接副,重新试验。
4.2高强度螺栓连接副施工扭矩检验高强度螺栓连接副扭矩检验含初拧、复拧、终拧的现场无损检验,检验所用的扭矩板手其扭矩精度误差应不大于3%。
螺丝检验作业指导书(参考)
厂商附材质证明。
本厂送外检(半年一次)
CR
C=O
螺纹防松脱胶规格:3M2353ROHS
颜色:蓝色(5010)
硬度等级为钢8.8级
硬度计
S-I
防松脱胶面积大于螺牙2/3
目视
3
外观要求
螺帽不可发黄,发黑
目视
G-II
MI
AQ1:0.65
螺牙不可缺损,断裂,无牙,滑牙
目视
十字槽长15mm,宽0.5mm.无滑丝。
文件编号
版本
ห้องสมุดไป่ตู้A/1
三阶文件M1.2X2.5螺丝检验作业指导书
页次
Page1/1
NO
检查项目
判定标准
测量工具
检验频次
缺陷等级
允收水准
1
尺寸要求(mm)
M1.2-0.02/-0.04
螺纹规
S-I
CR
C=O
0.5±0.05
二次元
2±0.1
二次元
4Γ+Γ
二次元
#2+0.1
卡尺
S-3
2.5±0.1
2
性能要求
材质:410不锈钢
目视
螺丝表面不可有毛剌与披锋,变形.生锈
目视
4
组装要求
装配后螺丝头部不能高于压块面,不能刮手;
目视
G-II
MA
AQ1:0.4
注意装配后螺牙口不能溢出蓝色的耐落胶;
图示
如右:
/、
•i
CU
M1.S
批准审核制成
标注日期
初版发行
紧固螺钉螺栓作业指导书
紧固螺钉螺栓作业指导书Coca-cola standardization office【ZZ5AB-ZZSYT-ZZ2C-ZZ682T-ZZT18】1 目的在装配过程中,为保证工件与工件之间连接牢固,使设备能够正常稳定运转,生产任务有序进行,特做出此操作规程。
2 范围本文件仅适用生产设备的紧固件生产装配工作。
3 规范性引用文件无4 术语和定义无 5 职责本部门装配人员在生产过程中必须遵守本管理制度,装配组长需要对生产过程进行监督和人员调度。
6 紧固件操作要求 螺纹连接的技术要求螺钉、螺栓和螺母紧固时严禁打击。
紧固后螺钉槽、螺母和螺钉、螺栓头不得损坏。
螺钉扭紧后必须使用记号笔作以下标记:正确(√) 错误(X )螺钉 被连接件 记号线班组长和工艺必须使用扭矩扳手对已拧的螺钉进行抽检,抽检比例不得低于20%(常用螺栓扭矩表见附图1,不锈钢螺钉相当于级)。
同一零件用多个螺钉或螺栓紧固时,各个螺钉或螺栓需要按一定顺序(一般为对角顺序)逐步拧紧,如有定位销,应从靠近定位销的螺钉或螺栓开始,如下图:用双螺母时,应该先装薄螺母,两个螺母对顶拧紧,使螺栓在旋合断内受拉而螺母受压,构成螺纹连接副纵向压紧;先用最大拧紧力矩的80%拧紧里面的螺母,再用100%的拧紧力矩(常用螺栓扭矩表见附图1,不锈钢螺钉相当于级)拧紧外面的螺母。
螺钉螺栓和螺母拧紧后,其支承面应与被紧固零件贴合沉头螺钉拧紧后,钉头不得高出沉孔断面。
所有螺钉、螺栓及螺母紧固之后必须进行用红色记号标记,用于查漏。
预防不锈钢螺钉螺栓锁死问题.1正确选择适合长度的螺钉,螺栓。
如螺丝的抗拉强度与螺母保证的载荷,螺杆的长度要适当,以弹垫圈压平后,露出2-4个牙距为准。
使用前看螺纹孔间是否有铁屑或污垢,有则清理干净。
旋入螺钉螺栓及螺母是的力度要适当,不要过大或者过快,速度过快会使温度急速上升而导致锁死。
用力的方向,螺母必须垂直于螺丝孔的轴线进行拧入,同时加平垫圈,能有效的防止锁紧问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
材料類型颜色文件编号职责范围
文件页次1文件版本B
制订日期1013年03月01日
版本变更项目B
新增加了检验标准
产品类型
修订审核
全检人员
1.清洁全检作业台面,台面不允许有其他产品或者杂物
2.全检人员需要戴上白色棉质手套或者手指套
3.准备好蓝色和红色胶框,用于装良品和不良品3.时间:目视停留3-5秒
4.检验角度:产品跟眼睛成45°- 90°角
1.检验场所的光源:300~400LUX或者在自然光下
2.检验距离:30cm左右XXXXXXXXX有限公司
全检作业指导书
所有五金产品
变更履历
图片
电镀黑锌、蓝锌、白锌、彩锌、绿锌;电镀镍、锡、金、银;包黑;钝化
作业内容
检验条件
准备工作1、 在待选区内选择IQC已加盖pass章的现品票,将相对应的货品轻倒在作业台上,幷保留现品票。
2、全选前先用对应大小的筛板全检5-10板十字槽是否堵塞,槽内电镀不良,如发现有不良需进行100%全检验筛
选,无不良后将货品小面积的均匀铺开,根据外观不良图片内的不良项目进行全选,所全选出的不良品分类标示放入红色小盒内,对于色差等外观上的问题确认不了的及时向FQC反映情况。
由FQC进行跟进处理,当全检验时发现有大比列及比较难筛选不良时及时向FQC反馈处理。
3、将已挑选过的货品由桌面的下料口扒入蓝色胶盆中,幷在现品票下角签名后放入胶盆,将全选后的产品摆放到
FQC待检验区。
4、将挑选出的不良品规格、生産日期、不良情况等详细记录在“全检日报表”上。
5、所选出的不良品用胶袋分类装好并填写好红色标签、写明不良原因,摆放在不良区。
由FQC进行确认后开“联络单”写明建议处理方式交品质主管审核。
注意事项
1、将産品倒在工作台上时应小心,不要将産品撒落到地上。
如有撒落的産品不可重新捡上工作台,数量较多时请单独处理。
2、在未完成整个工作段时,绝不允许再加入産品,以免混料现象産生。
工作时要集中注意力,以免産生失误。
3、每天须保持工作台面整洁。
全检的异常项目
车床件的全检要求
作业过程
图片
日信所有将要
进行包装的产
品
1.自动车床件产品有的机械牙要全部对锁,对锁时要保证头、尾产品的内牙和外牙都必须被100%对锁过,对锁方法现场培训;
2.全检外观电镀颜色,看内孔是否有漏攻牙、电镀不良等现象。
1. 表面处理不能有起泡、麻点、脱皮、污渍、氧化、发黄等、露白、十字槽堵塞、发红、十字槽内发黑、颜色太浅等不良现象。
2. 螺丝牙部不能有烂牙、斜牙等不良现象,如果有烂牙、斜牙要全检两遍,以防止疏忽大意导致不良品没有选干
净,混入良品内,造成客户抱怨。
3. 螺丝头部不能有爆头、偏头、十字穴偏、压伤痕等不良现象,如果有爆头、偏头、十字穴偏、压伤痕要全检两遍,以防止疏忽大意导致不良品没有选干净,混入良品内,造成客户抱怨。
整个产品表面都是外光全检面
车床内外牙对锁示意图此处内牙100%需要进行对锁,不允许遗漏。
单独处理。
注意事项
图片1
图片2
整个产品表面都是外光
全检面
内孔自然光照射不到
处不用检验
此处外牙100%需要进行对
锁,不允许遗漏。