纸管检验标准
纸类制品的质量标准和检验方法

纸类制品的质量标准和检验方法纸类制品是人们日常生活中不可或缺的重要材料,广泛应用于包装、印刷、文具等领域。
为了确保纸类制品的质量,需要制定相关的质量标准和检验方法,以便对其进行严格的检验和监管。
一、纸类制品的质量标准1. 物理性能:包括纸张的厚度、密度、重量、强度、抗拉性能等。
纸张的厚度和密度直接影响其堆叠性和适应性。
重量是指单位面积纸张的质量,需要根据纸张的用途和市场需求来确定。
强度和抗拉性能是评价纸张质量的重要指标,对于特定用途的纸张,强度和抗拉性能要符合相应的国家或行业标准。
2. 光学性能:包括纸张的白度、透明度、均匀度和光泽度等。
纸张的白度是指纸张表面反射光线的亮度,透明度是指纸张透过光线的能力,均匀度是指纸张表面的颜色均匀程度,光泽度是指纸张表面的光泽程度。
光学性能对于印刷品和包装设计来说非常重要,需要符合国家或行业规定的标准。
3. 化学性能:包括纸张的PH值、湿强度等。
纸张的PH值是评价其稳定性和耐候性的重要指标,需要符合国家或行业规定的标准。
湿强度是指纸张在湿润状态下的抗拉强度和抗断裂性能。
4. 印刷性能:包括纸张的墨水吸收性、平整度和印刷效果等。
纸张的墨水吸收性是指纸张表面对墨水的吸收能力,需要根据印刷方式和要求来确定。
平整度是指纸张的平整程度,对于高要求的印刷品来说非常重要。
二、纸类制品的检验方法1. 物理性能的检验方法:包括纸张的厚度测量、密度测量、重量测量、强度测量和抗拉性能测试等。
通过使用专用的测量工具和测试设备,对纸张进行全面的物理性能测试,并与标准值进行对比,以检验纸张的质量。
2. 光学性能的检验方法:包括纸张的白度测量、透明度测量、均匀度测量和光泽度测量等。
通过使用专用的色差仪、透光仪和光泽度仪等设备,对纸张的光学性能进行准确测量,并与标准值进行比较,判断纸张的质量是否合格。
3. 化学性能的检验方法:包括纸张的PH值测量和湿强度测试等。
通过使用PH计或指示剂测定纸张的PH值,并使用湿强度测试仪测定纸张的湿强度,以判断纸张的化学性能是否符合标准要求。
纸制品检验标准

标准值
符合标准样本要求 符合标准样本 无异味 纸箱包装内应无昆虫、毛发等危险异物 无可见的纸筒破损或变形现象 无排斥性异物(油污、灰尘、垃圾等)
n/a 无明显刮伤、磨损、斑点。缺陷面积≤2m㎡ n/a 印刷内容不得有模糊不清及明显色差现象 n/a mm
或双线带丝,模切偏差≤1mm 卷边饱满到位,上下深度不能有明显偏差,卷边
心合包装纸罐质量验收标准
抽检标准:WIL-STD-105E II
检测项目
纸筒材质及外观 颜色色相/色泽 异味 有害异物 破损或变形 排斥性异物
表面刮伤、磨损、斑点 面纸印刷内容及色差
测量方法/工具 单位 精度值 目测 目测 嗅觉 目测 目测 目测 目测 目测 目测 目测/卡尺 n/a n/a n/a n/a n/a n/a n/a n/a n/a mm n/a n/a n/a n/a n/a n/a
目测/卡尺 卡尺 算数 目测
mm mm 个 n/a
mm
松紧度按样本参照,高度±1.5mm
0.01 个
±1.5mm 装箱个数需准确,装箱方式要一致
n/a 封箱时需用手抚平胶纸,按指定要求封箱
其他 生产部: 以上要求根据生产需要出 切口外观
纸筒周围无可见的胶水析出
切边光滑,无披口,砂口等破损;切口不能切斜
卷边深度及外观
目测/卡尺
mm
mm
口不能有掉膜及带帽现象,注意卷边沾油的量 咬口位置及方向一致,刮口不能刮皱、开胶起泡
面纸贴标
目测
n/a
n/a
需露包边位3mm-5mm 特殊工艺产品,根据现场把控状况而定
成品外观及高度 内管高度 装箱要求 封箱要求
管材、型材、线材类检验标准

1、目的为了规范管材、型材、线材类原材料的检验作业,避免不合格物料流入生产,确保产品质量,特制订本标准。
2、范围本公司钣金厂投入生产的管材、型材、线材。
3、检验标准3.1外观检验3.1.1检验要求3.1.1.1管材外观检验要求。
3.1.1.1.1表面光整,状态良好,不应有沉积物及其它杂物。
3.1.1.1.2不得有明显的针孔、砂眼、严重锈蚀、扭曲、变形等现象。
3.1.1.1.3焊缝平整,不得有漏焊、夹渣,明显的焊渣、焊瘤、焊疤等现象。
3.1.1.2型材类外观检验要求3.1.1.2.1表面平整、状态良好,不应有沉积物及其它杂物。
3.1.1.2.2不得有明显的针孔、砂眼、严重锈蚀、扭曲变形等现象。
3.1.1.2.3不允有起皮、夹杂、开裂、锯齿状等影响使用的缺陷。
3.1.1.3线材外观检验要求3.1.1.3.1表面光滑、状态良好,不得有沉积物及其它杂物。
3.1.1.3.2不允许有拉伤、起皮、拉痕等缺陷。
3.1.1.3.3接头平整、不允许有焊瘤等缺陷。
3.1.1.3.4直径一致,不允许有明显的椭圆,棱形等不良现象。
3.1.2检验方法和器具3.1.2.1目测法、触摸法。
3.1.2.2目测、手感。
3.2规格尺寸检验3.2.1尺寸检验要求3.2.1.1长度检验要求:大于规格总长度的10mm。
3.2.1.3线材直径检验要求,当直径>1.0~3.0mm时允许偏差±0.10mm,当直径>3.0~6.0mm允许偏差±0.124mm。
3.2.2检验方法和器具3.2.2.1测量法3.2.2.2卷尺、游标卡尺、千分尺3.3性能检验3.3.1检验要求3.3.1.1力学性能:线材屈服点错误!链接无效。
295Mpa,伸长率≥12%。
3.3.1.3加工性检验要求:型材不允许有爆裂、分层现象,线材不允许有断线、明显的焊疤、焊瘤现象。
3.3.2检验方法和器具3.3.2.1检验方法3.3.2.1.1按材料需生产产品是否符合要求,每批材料均需抽检。
纸管检验标准(修订版)
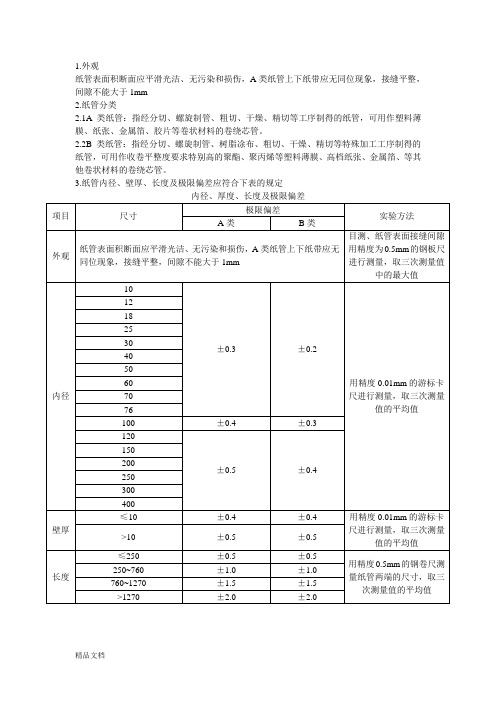
1.外观纸管表面积断面应平滑光洁、无污染和损伤,A类纸管上下纸带应无同位现象,接缝平整,间隙不能大于1mm2.纸管分类2.1A类纸管:指经分切、螺旋制管、粗切、干燥、精切等工序制得的纸管,可用作塑料薄膜、纸张、金属箔、胶片等卷状材料的卷绕芯管。
2.2B类纸管:指经分切、螺旋制管、树脂凃布、粗切、干燥、精切等特殊加工工序制得的纸管,可用作收卷平整度要求特别高的聚酯、聚丙烯等塑料薄膜、高档纸张、金属箔、等其他卷状材料的卷绕芯管。
3.纸管内径、壁厚、长度及极限偏差应符合下表的规定内径、厚度、长度及极限偏差直线度:1000mm长度以内的纸管(含1000mm),A类直线度应不大于1mm;B类直线度应不大于0.8mm;大于1000mm长度的纸管,A类直线度应不大于1.2mm;B类直线度应不大于1.0mm。
含水率:A类应为6.0%~12.0%;V类应为6.0%~10.0%试样的温湿度处理试样测试前在温度40℃±2℃,相对湿度20%~35%的环境中预处理48h,然后在温度23℃±1℃,相对湿度50%±2%的标准环境中放置48h。
径向压力试验径向压力指垂直施加于纸芯轴的压力。
试样长度为100mm。
试验压板以50~65mm/min的速度匀速移动。
当力值第一次达到最高时或变形曲线稳定时的数值即径向压力值。
单位:N。
纸管的径向压力应符合下表外观采用目测。
其中纸管表面接缝间隙用精度为0.5mm的钢板尺进行测量,取三次测量值中最大值。
长度的测量用精度为0.5mm的钢卷尺测量直纸管两端的尺寸,取三次测量值的平均值。
内经的测量用精度为0.01的游标卡尺进行测量,取三次测量值的平均值。
壁厚的测量用精度为0.01的游标卡尺进行测量,取三次测量值的平均值。
直线度的测量将试样平放于大理石平台,测试者双眼平视平台面,转动试样至少一周,找出试样于平台间隙最大处,用塞尺轻轻塞入,塞尺厚度即为直线度。
精度为0.1mm含水率按GB/T462的规定进行。
纸管检验标准
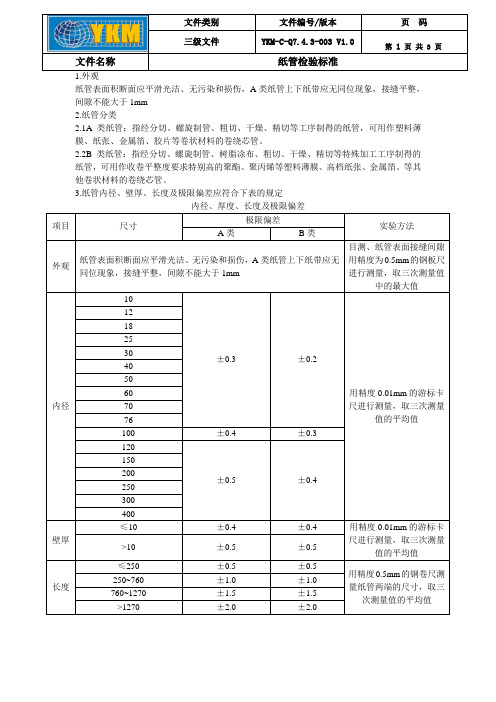
1.外观纸管表面积断面应平滑光洁、无污染和损伤,A类纸管上下纸带应无同位现象,接缝平整,间隙不能大于1mm2.纸管分类2.1A类纸管:指经分切、螺旋制管、粗切、干燥、精切等工序制得的纸管,可用作塑料薄膜、纸张、金属箔、胶片等卷状材料的卷绕芯管。
2.2B类纸管:指经分切、螺旋制管、树脂凃布、粗切、干燥、精切等特殊加工工序制得的纸管,可用作收卷平整度要求特别高的聚酯、聚丙烯等塑料薄膜、高档纸张、金属箔、等其他卷状材料的卷绕芯管。
3.纸管内径、壁厚、长度及极限偏差应符合下表的规定内径、厚度、长度及极限偏差项目尺寸极限偏差实验方法A类B类外观纸管表面积断面应平滑光洁、无污染和损伤,A类纸管上下纸带应无同位现象,接缝平整,间隙不能大于1mm目测、纸管表面接缝间隙用精度为0.5mm的钢板尺进行测量,取三次测量值中的最大值内径10±0.3 ±0.2用精度0.01mm的游标卡尺进行测量,取三次测量值的平均值121825304050607076100 ±0.4 ±0.3120±0.5 ±0.4150200250300400壁厚≤10 ±0.4 ±0.4 用精度0.01mm的游标卡尺进行测量,取三次测量值的平均值>10 ±0.5 ±0.5长度≤250 ±0.5 ±0.5用精度0.5mm的钢卷尺测量纸管两端的尺寸,取三次测量值的平均值250~760 ±1.0 ±1.0760~1270 ±1.5 ±1.5>1270 ±2.0 ±2.0直线度:1000mm长度以内的纸管(含1000mm),A类直线度应不大于1mm;B类直线度应不大于0.8mm;大于1000mm长度的纸管,A类直线度应不大于1.2mm;B类直线度应不大于1.0mm。
含水率:A类应为6.0%~12.0%;V类应为6.0%~10.0%试样的温湿度处理试样测试前在温度40℃±2℃,相对湿度20%~35%的环境中预处理48h,然后在温度23℃±1℃,相对湿度50%±2%的标准环境中放置48h。
纸管检测标准
纸管检测标准
纸管检测标准通常是指用于检验和评估纸管产品质量的一系列标准和规范。
这些标准涵盖了纸管的各个方面,包括尺寸、物理性能、化学性能和可持续性等。
以下是一些可能适用于纸管的常见检测标准:
1.尺寸标准:这些标准涵盖了纸管的外径、内径、长度、壁厚和
圆度等尺寸特性。
这有助于确保纸管与特定用途相匹配。
2.物理性能标准:这些标准包括纸管的强度、压缩性能、弯曲性
能和撕裂强度等物理特性。
这些性能指标有助于确定纸管在运
输和存储中的耐久性。
3.表面质量标准:这些标准涵盖了纸管的表面质量,包括平滑度、
表面清洁度和颜色均匀性等。
4.化学性能标准:这些标准用于评估纸管的化学性能,例如纸张
材料的pH值、纸张中的化学添加剂含量和可溶性重金属含量
等。
5.可持续性标准:这些标准关注了纸管的可持续性和环保性能,
例如可回收性、可降解性和原材料来源的可追溯性。
6.卫生标准:如果纸管用于接触食品、药品或其他与卫生有关的
产品,那么相关卫生标准将成为重要的检测标准。
7.包装和运输标准:这些标准涵盖了纸管的包装、标识和运输要
求,以确保纸管在运输和存储过程中不受损坏。
纸管的具体检测标准将取决于其用途和所在地区的法规和标准。
通常,生产商和供应商需要确保其产品符合适用的检测标准,以满足
客户的需求和市场要求。
这还有助于确保纸管的质量和可靠性,以满足不同行业的需求。
如果您需要更具体的纸管检测标准,请咨询相关行业组织或当地标准制定机构,以获取详细信息。
纸张卷管制作要求标准
纸张卷管制作要求标准
纸张卷管是指将纸张卷成管状的一种加工方式。
具体来说,是将纸张按照一定的要求和顺序卷起来,形成管状结构。
这种加工方式常用于纸业、钢铁业、塑料制品业等的生产过程中。
纸张卷管制作的规范要求如下:
1.材料选择:根据需要选择质量较好且较硬的纸张,如包装用的卡纸或厚纸板等。
2.测量和剪裁:使用尺子、卷尺等工具对纸张进行精确测量,并使用手工刀或剪刀进行准确剪裁。
3.粘合牢固:使用粘合剂将纸管的两端黏合在一起时,需要确保黏合彻底,牢固不易松动。
4.填充材料:使用一些填充材料来填充纸管的内部,可以使纸管更加结实平整。
5.加固处理:如果纸管比较长或者需要承载一些重物,需要在纸管两端加固来增加其承载能力和稳定性。
制作纸管时,需要注意以下事项:
6.选择质量较好的纸张,以确保纸管的结实度和耐用性。
7.在制作过程中,正确测量并剪裁纸张,避免出现误差,影响纸管的平整度和结实度。
8.使用粘合剂时,要确保粘合彻底,避免出现漏胶或脱胶的情况,影响纸管的牢固性。
9.填充材料的选择也很重要,应该选择具有一定硬度和弹性的材料,以增加纸管的结实度和稳定性。
10.加固处理也是必要的,特别是对于需要承载重物的纸管,应该采取有效的加固措施,确保纸管的承载能力和稳定性。
总之,制作纸管时需要注意细节,按照规范操作,以确保纸管的品质和使用效果。
纸管留样管理制度
纸管留样管理制度第一章总则第一条为加强对纸管留样的管理,保障纸管留样质量和安全,提高纸管留样效率,制定本管理制度。
第二条本制度适用于所有生产、质量控制和仓储相关部门对纸管留样的管理工作。
第三条所谓纸管留样,是指在生产过程中,按照一定规范对纸管进行取样留样,并进行保管和管理的过程。
第四条纸管留样管理应遵循科学、规范、严谨和公正原则,确保留样的真实、准确和可追溯。
第二章留样责任部门和人员第五条纸管留样工作由质量管理部门负责组织实施,生产部门和仓储部门协助配合,并各自明确留样的责任。
第六条质量管理部门应有专门的留样管理人员负责具体的留样工作,确保留样过程符合规范要求。
第七条留样责任人员应具备相关留样知识和技能,熟悉留样规范要求,并按照规定执行留样工作。
第八条留样责任人员应定期接受留样管理和技能培训,提高留样管理水平。
第九条留样责任人员应严格遵守留样管理流程,保证留样工作的准确性和可靠性。
第三章留样流程和要求第十条纸管留样应按照以下流程和要求进行:(一)根据留样标准和留样计划确定留样数量和留样点位。
(二)选择合适的留样工具和方法取样,并确保留样的标识和记录准确清晰。
(三)将取样的纸管送至留样库存点,进行保管。
(四)定期对留样纸管进行检查和检测,确保留样质量和安全。
(五)确保留样记录完整、可靠,并保留至规定期限。
第十一条纸管留样应对留样质量和留样库存点进行定期检查和维护,确保留样可用性和安全性。
第十二条纸管留样过程中要求遵守以下原则:(一)保持留样环境整洁,避免异物混入。
(二)严格按照留样计划和标准执行留样工作,不得随意更改留样数量和点位。
(三)遵循留样操作规程,确保留样过程符合规范要求。
(四)严格遵守留样记录和标识要求,确保留样记录准确和可追溯。
第四章留样管理和监督第十三条留样管理应实行留样清单、出入库记录、留样定位等的管理规范,确保留样过程可控可追溯。
第十四条留样库房和留样工具应定期进行消毒和清洁,确保留样环境卫生和安全。
纸吸管团体标准
纸吸管团体标准本标准旨在规定纸吸管的相关要求,包括基本要求、原料要求、感官要求、理化指标、微生物指标、物理机械性能要求、抽样规则、包装、贮存和运输等方面的内容。
1.基本要求纸吸管应符合国家相关法规和标准的要求,并应具备以下基本条件:(1) 安全性:纸吸管不应含有对人体有害的物质,在使用过程中不应产生有害物质。
(2) 卫生性:纸吸管应符合卫生标准,易于清洗和消毒。
(3) 耐用性:纸吸管应具有一定的耐用性,能够满足使用要求。
(4) 环保性:纸吸管应采用可降解材料制作,有利于环境保护。
2.原料要求纸吸管的原料应为可降解材料,如天然纤维、生物降解塑料等。
原料应无毒、无味、无臭,符合国家相关法规和标准的要求。
3.感官要求纸吸管应具有以下感官特征:(1) 颜色:纸吸管应为白色或浅色,无明显的色差。
(2) 气味:纸吸管应无异味,具有天然纤维的气味。
(3) 外形:纸吸管应直挺,无明显弯曲和变形。
(4) 口感:纸吸管应具有一定的韧性和柔软度,口感舒适。
4.理化指标纸吸管的理化指标应符合以下要求:(1) 吸水性:纸吸管应在一定时间内充分吸水,吸水性能良好。
(2) 耐热性:纸吸管应能承受一定温度的热水或热饮,不变形、不软化。
(3) 耐寒性:纸吸管应能承受一定温度的低温,不变硬、不碎裂。
5.微生物指标纸吸管的微生物指标应符合国家相关法规和标准的要求。
纸吸管在生产过程中应进行严格的卫生控制,确保产品不受污染。
具体指标可参照国家相关标准执行。
6.物理机械性能要求:纸吸管的物理机械性能应符合以下要求:抗拉强度、抗压强度、抗弯强度等指标应达到一定要求,以保证纸吸管的耐用性和使用安全性。
具体指标可参照国家相关标准执行。
7.抽样规则根据不同的生产批次和用途,制定合理的抽样规则。
抽样时应保证样品的代表性,并对样品进行仔细的检查和测试,以确保产品质量符合要求。
8. 包装、贮存和运输纸吸管应进行合理的包装,以保护产品质量和安全性。
包装材料应无毒、无味、密封性好,并能防潮、防尘、防震等。
纸管
C
D
E
F
设计 校对 审批 日期 比例 1:1
1 2 3 4 5 6 7 8 9
纪洋 2015-6-10 单位 版本 MM B
10
昆山市健侑科技有限公司
名称 料号
11 12
F
10MMMM,允许±0.3MM公差 2.纸管内层应使用170g的牛皮纸(宽幅105,厚度0.25mm) 3.纸管两端切口处应打磨平整,无掉屑并涂抹环氧树脂,涂抹环氧树脂时,不能有脱落、掉屑 等不良现象。纸管表面不可有明显凸起坑洼现象,不可有开胶、纸张重叠、纸张缝隙最大 不能超过0.5MM,两端内壁也需要涂抹树脂胶10CM,防掉屑。 4.长度H±3mm,内直径理论要大于6英寸(内径153-152.4MM之间,外径 172.4-173MM之间) 5.100MM长度抗压强度>1300N 6.直线度:≤0.7/1000MM 7.动态径向承重:700kg
1
2
3
4
5
6
7
8
9
10
变更内容
11
变更人
12
日期
A
A
172.4 - 0 152.4 ﹢0.6
-0
﹢0.6
B
800 1100 1290 1410
490100000544 490100000526 490100000545 490100000546
B
C
D
10±0.3
E
纸张缝隙最大 不能超过0.5MM 纸张不可重叠
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.外观
纸管表面积断面应平滑光洁、无污染和损伤,A类纸管上下纸带应无同位现象,接缝平整,间隙不能大于1mm
2.纸管分类
类纸管:指经分切、螺旋制管、粗切、干燥、精切等工序制得的纸管,可用作塑料薄膜、纸张、金属箔、胶片等卷状材料的卷绕芯管。
类纸管:指经分切、螺旋制管、树脂凃布、粗切、干燥、精切等特殊加工工序制得的纸管,可用作收卷平整度要求特别高的聚酯、聚丙烯等塑料薄膜、高档纸张、金属箔、等其他卷状材料的卷绕芯管。
3.纸管内径、壁厚、长度及极限偏差应符合下表的规定
内径、厚度、长度及极限偏差
直线度:1000mm长度以内的纸管(含1000mm),A类直线度应不大于1mm;B类直线度应不大于;大于1000mm长度的纸管,A类直线度应不大于;B类直线度应不大于。
含水率:A类应为%~%;V类应为%~%
试样的温湿度处理
试样测试前在温度40℃±2℃,相对湿度20%~35%的环境中预处理48h,然后在温度23℃±1℃,相对湿度50%±2%的标准环境中放置48h。
径向压力试验
径向压力指垂直施加于纸芯轴的压力。
试样长度为100mm。
试验压板以50~65mm/min的速度匀速移动。
当力值第一次达到最高时或变形曲线稳定时的数值即径向压力值。
单位:N。
纸管的径向压力应符合下表
试验方法
外观
采用目测。
其中纸管表面接缝间隙用精度为的钢板尺进行测量,取三次测量值中最大值。
长度的测量
用精度为的钢卷尺测量直纸管两端的尺寸,取三次测量值的平均值。
内经的测量
用精度为的游标卡尺进行测量,取三次测量值的平均值。
壁厚的测量
用精度为的游标卡尺进行测量,取三次测量值的平均值。
直线度的测量
将试样平放于大理石平台,测试者双眼平视平台面,转动试样至少一周,找出试样于平台间隙最大处,用塞尺轻轻塞入,塞尺厚度即为直线度。
精度为
含水率
按GB/T462的规定进行。
4.抽样及判定原则
外观、尺寸采用GB/一般检查水平Ⅰ、二次正常检查抽样方案,合格质量水平AQL为抽样见下表:
抽样表
含水率是在同一批产品中,按抽样表的第一样本规定的抽样数量进行检验,若不合格,则判断该批不合格。
径向压力是在同一批产品中,按抽样表中第一样本规定的抽样数量进行检验,若有一根不合格则判断该批不合格。