日志记录与异常处理规范(精)
WebAPi之异常处理(Exception)以及日志记录(NLog)(十六)

WebAPi之异常处理(Exception)以及⽇志记录(NLog)(⼗六)前⾔上⼀篇⽂章我们介绍了关于⽇志记录⽤的是Log4net,确实也很挺强⼤,但是别忘了我们.NET有专属于我们的⽇志框架,那就是NLog,相对于Log4net⽽⾔,NLog可以说也是⼀个很好的记录⽇志的框架,并且其中的异步⽇志等都有⾮常⼤的改善,本⽂借此⽤了最新的NLog来在Web APi中进⾏记录⽇志。
NLog第⼀步则是下载我们需要的程序包,包括程序集以及配置⽂件利⽤NLog记录⽇志同样可以实现如我们上篇⽂章利⽤Log4net来实现的那样,所以在这⾥就不多说,下⾯我们来讲另外⼀种⽅式,那就是利⽤.NET内置的跟踪级别类来进⾏记录⽇志。
从⽽达到我们所需。
在NLog.config配置⽂件中,我们添加如下进⾏⽇志的记录【注意:只是简单的利⽤了NLog,它还是⽐较强⼤,更多的详细内容请到官⽹或通过其他途径进⾏学习】<targets><target name="logfile" xsi:type="File" fileName="${basedir}/WebAPiNLog/${date:format=yyyyMMdd}.log" /> //在根⽬录下的WebAPiNlog⽂件下⽣成⽇志</targets><rules><logger name="*" minlevel="Trace" writeTo="logfile" /></rules>第⼆步既然是利⽤.NET内置的跟踪级别类来实现,那么我们就需要实现其接⼝ ITraceWriter ,该接⼝需要实现如下⽅法// 摘要:// 当且仅当在给定 category 和 level 允许跟踪时,调⽤指定的 traceAction 以允许在新的 System.Web.Http.Tracing.TraceRecord// 中设置值。
移动应用开发中的异常处理与错误日志记录

移动应用开发中的异常处理与错误日志记录随着智能手机的普及,移动应用的开发变得越来越重要。
然而,在开发移动应用程序时,处理异常和记录错误日志是经常被忽视的重要部分。
本文将探讨移动应用开发中的异常处理与错误日志记录,并提供一些建议。
1、异常处理的重要性异常处理是移动应用开发中不可忽视的重要环节。
在应用程序运行时,可能会出现各种异常情况,例如网络连接错误、数据格式错误等。
如果不正确处理这些异常,应用程序可能会崩溃或产生不可预料的结果,给用户带来不好的体验。
合理的异常处理可以使应用程序更加稳定和可靠。
首先,它可以帮助我们快速定位和解决问题。
当应用程序抛出异常时,我们可以通过捕获和处理异常来追踪错误并进行修复。
其次,良好的异常处理还可以提升用户体验。
当应用程序抛出异常时,我们可以友好地提示用户并提供解决方案,而不是简单地崩溃或无响应。
2、异常处理的最佳实践在移动应用开发中,以下是一些异常处理的最佳实践:a. 使用try-catch语句:try-catch语句是捕获异常的基本机制。
我们可以在可能引发异常的代码块前加上try,然后在catch块中处理异常。
通过这种方式,我们可以避免异常传播导致应用程序崩溃。
b. 提供可读的错误信息:当应用程序抛出异常时,我们应该提供有意义的错误信息,以便开发者和用户理解问题所在。
错误信息应该简洁明了,并提供解决问题的建议。
c. 避免捕获所有异常:捕获所有异常可能会隐藏潜在的问题,使得难以定位和修复错误。
我们应该根据具体情况捕获特定的异常类型,并对它们进行相应的处理。
d. 使用finally语句:finally语句用于在异常被抛出后执行一些必要的清理工作,例如关闭打开的文件或释放占用的资源。
使用finally语句可以确保我们的应用程序在异常发生后仍能保持一致的状态。
3、错误日志记录的重要性除了异常处理,错误日志记录也是移动应用开发中不可或缺的一部分。
错误日志记录可以帮助我们跟踪和解决应用程序中的问题,并改进应用程序的质量。
异常处理和错误日志记录的规范和实现方法
异常处理和错误日志记录的规范和实现方法一、异常处理的规范和实现方法在程序设计中,难免会出现一些错误或异常情况。
为了保证程序的稳定性和可靠性,我们需要规范地处理这些异常。
异常处理是指在程序执行过程中发生异常情况后,采取的一系列措施,以避免出现程序异常退出或数据异常等情况。
下面,我们将从以下几个方面来探讨异常处理的规范和实现方法。
1.异常类型的分类在处理异常之前,我们需要了解异常类型的分类。
Java中的异常分为两类:受检异常和非受检异常。
受检异常指那些Java编译器会保证它们被捕获和处理的异常。
它们都是Throwable类和它的子类Exception的实例。
在程序中抛出受检异常时,必须捕获这些异常或者将其抛出。
非受检异常指程序运行时出现的异常,通常是由程序错误引起的。
这些异常都是Throwable类和它的子类RuntimeException的实例。
非受检异常不需要捕获,可以选择捕获或将其抛出。
2.异常处理的基本结构Java中的异常处理基本结构如下:try {//可能出现异常的代码块}catch (Exception e) {//异常处理代码块}finally {// finally代码块,可选}在try代码块中,包含可能出现异常的代码。
如果这些代码块中的任何操作引发异常,则授权给一个或多个catch模块来捕获异常。
如果能够捕获异常,则按照catch模块中的异常处理代码块进行处理。
如果不能捕获异常,则异常继续传递到调用程序的方法中,如果仍然未处理,则程序将终止执行。
finally块用于执行需要在try中和catch中执行完毕时执行的代码。
3.抛出异常当我们在程序中遇到需要抛出异常的情况时,我们可以使用throw 关键字来抛出一个异常对象。
Java中推荐的做法是在方法签名中声明可能抛出的异常,例如:public void readFile() throws IOException。
这样做可以使得方法的调用者处理异常,既提示了异常的类型,也方便了编程和调试。
NC6.0日志异常规范

NC6.0日志异常规范1前言日志和异常处理是进行编程的日常任务,好的日志和异常处理能够在保持系统性能的同时有效提高问题诊断的效率。
我们这个规范目的就是为了把日志和异常的处理进行规范化。
阅读本规范的前提是对日志系统的API具有详细的了解,如果需要请参考<<NC6.0日志系统使用指南>>,本规范不再对各个API细节进行详细的解释。
2日志API的选择在NC产品系统中,对日志的使用对象一般分为两类:基础技术和应用平台、业务产品。
这三类使用对象对日志使用的关心有所不同。
如何选取并使用适当的日志API满足不同使用对象的需求,我们描述如下:2.1 基础技术和应用平台基础技术的日志一方面要记录其自身的运行情况,又要为应用产品提供日志记录的初始化工作,因此需要按照下面的规范使用API:记录只有基础技术平台自身关心的日志,使用nc.bs.logging.Log进行日志,如:package nc.bs.demo.logging;import nc.bs.logging.Log;public class HelloWorld {private static final Log log = Log.getInstance(HelloWorld.class);public static void main(String args[]) {log.debug("Hello,World");}}在调用应用产品代码,进入应用产品之前,之后需要调用nc.bs.logging.Logger 的init和reset方法,进行应用产品日志入口的初始化try {Logger.init(service);...//进入应用产品} finally {Logger.reset();}2.2 业务产品业务产品只能使用API,nc.bs.logging.Logger,并且不能调用init和reset方法2.3 日志级别使用日志API中很大一类API的输出控制受日志级别的控制,选在正确的日志级别能够提高系统的性能,并使输出收到良好的控制。
iOS开发中的异常处理与错误日志记录(十)

iOS开发中的异常处理与错误日志记录引言:在iOS开发中,异常处理和错误日志记录是非常重要的一部分。
合理的异常处理机制可以提高应用的稳定性和可靠性,而错误日志记录则可以帮助开发者快速定位和解决问题。
本文将探讨iOS开发中的异常处理和错误日志记录的重要性,以及一些常用的方法和技巧。
一、异常处理的重要性1. 提高应用稳定性:异常是一种非正常的情况,如果不加以处理,可能会导致应用崩溃或出现其他严重问题。
合理的异常处理机制可以捕捉并处理这些异常,从而提高应用的稳定性。
2. 提高用户体验:应用在出现异常时,如果能够给用户一些友好的提示或处理方式,可以减少用户的困惑和烦恼,提高用户的满意度和体验。
3. 便于问题定位:在异常处理的过程中,通过记录相关信息,如异常的发生时间、位置等,可以帮助开发者定位问题并快速解决。
二、常见的异常处理方法1. try-catch语句:try-catch语句是一种常见的异常处理机制。
通过将可能出现异常的代码放在try块中,在catch块中捕捉并处理异常,可以避免应用崩溃和异常继续传递。
2. 异常委托:在某些情况下,我们可能需要将异常委托给其他部分进行处理。
这样可以将异常的处理逻辑分散开来,提高代码的可读性和维护性。
3. 自定义异常类:有时,我们可能需要自定义异常类来更准确地描述特定的异常情况。
通过自定义异常类,我们可以为不同的异常设置不同的处理逻辑,从而提高代码的灵活性和可扩展性。
三、错误日志记录的重要性1. 快速定位问题:当应用出现问题时,错误日志记录可以帮助开发者快速定位问题所在。
通过记录详细的错误信息,如错误的发生时间、堆栈信息等,我们可以更准确地确定错误的原因和出现的地点。
2. 数据分析和优化:错误日志记录可以帮助开发者分析应用的异常情况。
通过统计错误的发生频率和类型等信息,我们可以了解应用的问题状况,并采取相应的优化措施。
3. 版本追踪和回溯:错误日志记录可以帮助我们追踪和回溯应用的版本。
Shell脚本编写技巧如何进行异常处理和日志记录
Shell脚本编写技巧如何进行异常处理和日志记录Shell脚本是一种在Unix或Linux环境下编写的脚本语言,可以用于自动化执行各种任务。
在编写Shell脚本时,异常处理和日志记录是非常重要的部分。
异常处理可以帮助我们优雅地处理脚本的错误和异常情况,而日志记录可以帮助我们了解脚本的执行过程和问题排查。
本文将介绍一些Shell脚本编写技巧,帮助您进行异常处理和日志记录。
异常处理1. 使用set命令开启异常处理模式在脚本的开头,使用set命令开启异常处理模式,即通过设置Shell选项来处理异常。
常用的选项包括:-e:遇到命令执行错误时,立即退出脚本。
-u:使用未初始化的变量时,立即退出脚本。
-o pipefail:将管道中任意一个命令执行失败时,整个管道设置为失败。
示例:```#!/bin/bashset -euo pipefail```2. 使用trap命令捕获异常信号使用trap命令可以捕获脚本中的异常信号,并执行相应的处理操作。
常用的信号有:ERR:命令执行错误时触发。
EXIT:脚本退出时触发。
示例:```#!/bin/bashset -e# 捕获ERR信号,执行error_handler函数trap 'error_handler' ERR# error_handler函数定义error_handler() {echo "脚本发生错误,退出状态码:$?"# 异常处理代码...}```3. 使用if语句判断命令执行结果在Shell脚本中,使用if语句判断命令的执行结果,可以根据结果进行不同的处理操作。
示例:```#!/bin/bashset -e# 执行语句1command1if [ $? -ne 0 ]; thenecho "命令1执行失败"# 异常处理代码...fi# 执行语句2command2if [ $? -ne 0 ]; thenecho "命令2执行失败"# 异常处理代码...fi# 脚本内容...```日志记录1. 使用echo命令输出日志信息在Shell脚本中,使用echo命令可以将日志信息输出到控制台或文件中。
异常处理规范范本
异常处理规范范本一、引言在软件开发和系统运维中,异常是不可避免的。
良好的异常处理规范能够帮助开发人员和运维人员高效、准确地定位和解决异常情况,保证系统的可靠性和稳定性。
本文旨在提供一个异常处理规范范本,为开发和运维团队提供参考,以确保在应对异常情况时能够采取一致的、合理的处理方式。
二、异常分类异常情况可以根据其来源和性质进行分类。
根据来源,可以将异常分为预期异常和非预期异常;根据性质,可以将异常分为逻辑异常和技术异常。
在处理异常时,需要根据具体情况选择相应的处理方式。
1. 预期异常预期异常是在开发过程中能够事先预见并合理处理的异常情况。
这些异常通常是由于用户输入错误、外部依赖的变化等原因引起的。
对于预期异常,应尽量通过用户友好的提示信息引导用户修正错误或采取必要的补救措施。
2. 非预期异常非预期异常是在运行过程中出现的意外情况,无法事先预见并处理的异常。
这些异常通常是由于编程错误、硬件故障、网络异常等原因引起的。
对于非预期异常,应及时记录异常信息,并根据操作手册或应急预案进行恢复操作或报告。
3. 逻辑异常逻辑异常是指程序在执行过程中发生的不符合预期的错误。
这些异常可能是由于错误的业务逻辑、错误的数据处理等引起的。
在处理逻辑异常时,应通过日志记录、错误码等方式快速定位异常原因,并进行适当的补救措施。
4. 技术异常技术异常是指软件或系统在运行过程中出现的技术性故障。
这些异常可能是由于网络中断、数据库连接失败、硬件故障等引起的。
在处理技术异常时,应首先排除外部依赖的故障,如网络、数据库等,然后根据错误日志或监控信息定位异常原因,并采取相应的修复措施。
三、异常处理流程良好的异常处理流程是保证系统可靠性的重要保障。
以下是一个示例的异常处理流程,供参考:1. 捕获异常开发人员应在程序中的关键位置捕获异常,避免异常的传递导致系统崩溃或运行不稳定。
捕获异常时,要确保异常信息能够被完整记录,以便后续分析和定位。
2. 记录异常信息在捕获异常后,应及时记录异常信息,包括异常类型、发生时间、异常栈等,以便后续分析和定位异常原因。
日志记录规范标准
平常我的系统开发运行过程中,记录关键信息对于完善和修改提出了明确的建议。
但是在现实的一些应用中的日志记录比拟混乱,导致无法准确快速的定位问题发生的地方和问题发生的时候以与问题发生的场景。
我就依据我平时使用log4j进展日志记录的一点心得与大家分享如何更加规的记录日志信息,如果有不妥的问题请明示我好进展相应的改良,共同进步哈。
1.要记录什么类型日志我们的系统开发常常会涉与到系统致命错误日志,系统可控错误日志,用户操作日志和系统运行日志这四大类日志的记录。
记录致命性错误用于记录会影响整个系统正常运行的错误,比方我们在开发过程中的try...catch...模块中抛出的一些未能预料到的系统错误,而且这种错误会导致系统运行失败的信息进展记录。
系统可控错误日志,这一类的日志发生之后其实不会导致系统运行出现异常的,可能是对某些数据的初始化深入验证出现的问题。
用户操作日志这一类日志量比拟大,同时这一类日志用于跟踪用户的行为分析是非常的重要的应为可以作为用户数据挖掘发现用户的喜好等一些信息。
程序运行信息记录,这一类信息用于记录子过程运行情况。
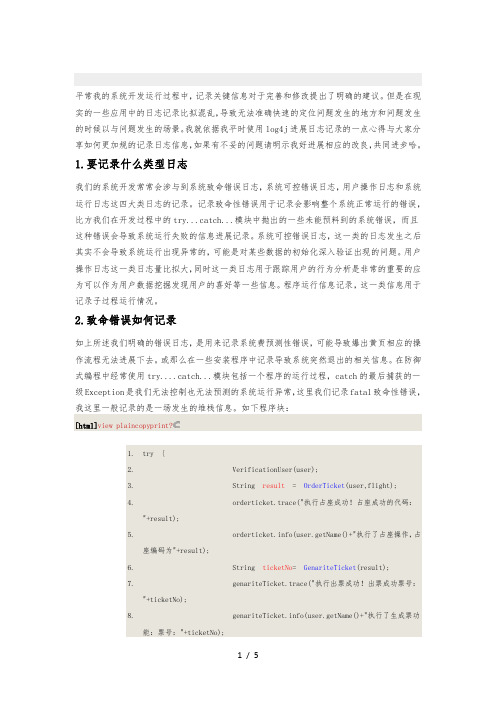
2.致命错误如何记录如上所述我们明确的错误日志,是用来记录系统费预测性错误,可能导致爆出黄页相应的操作流程无法进展下去。
或那么在一些安装程序中记录导致系统突然退出的相关信息。
在防御式编程中经常使用try....catch...模块包括一个程序的运行过程,catch的最后捕获的一级Exception是我们无法控制也无法预测的系统运行异常,这里我们记录fatal致命性错误,我这里一般记录的是一场发生的堆栈信息。
如下程序块:[html]view plaincopyprint?1.try {2.VerificationUser(user);3.String result= OrderTicket(user,flight);4.orderticket.trace("执行占座成功!占座成功的代码:"+result);(user.getName()+"执行了占座操作,占座编码为"+result);6.String ticketNo= GenariteTicket(result);7.genariteTicket.trace("执行出票成功!出票成功票号:"+ticketNo);(user.getName()+"执行了生成票功能:票号:"+ticketNo);10.catch (Exception e) {11.// fatal12.genariteTicket.fatal(e.getStackTrace());13.throw e;14.}完成这样的日志记录,当程序再次发生异常之后就可以快速定位致命性错误发生的位置和相应的异常信息。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日志记录与异常处理规范(2006-09-19 10:02:15转载日志记录与异常处理规范1 日志记录规范规范日志设计规范主要目的是节省工作量,帮助对问题进行诊断。
最终,终端用户可以获得更好的应用程序,并能从技术支持团队获得迅速的响应。
1.1 日志API 在使用 Java 平台进行开发时,使用的日志 API:Log4j-1.2.8.jar 1.2 日志分类 l Security:记录外部对系统进行的各项操作 l Business:记录和跟踪业务逻辑执行过程 l Performance:记录和跟踪代码执行情况 1.3 日志级别日志级别有: l Debug: 包含了非常广泛的上下文信息,用于问题诊断。
l Info: 用于在产品环境中(粒度较粗)帮助跟踪执行过程的上下文消息。
l Warning: 警告消息,说明系统中可能存在问题。
例如,如果这个消息类别是有关安全性方面的。
l Error: 错误消息说明系统中出现了严重的问题。
这种问题通常都是不可恢复的,需要人工进行干预。
表1 日志记录程序 public class Log4JTest { // Logging 类由EMIP平台提供Logging logging = Logging.getInstance("STDOUT"; public void testLogging( { //安全日志 ("安全类型INFO级日志记录"; (Logging. SECURITY,"安全类型INFO级日志记录"; (Logging. SECURITY,"安全类型INFO级日志记录",new RuntimeException(; logging.error("安全类型ERROR级日志记录"; logging.error(Logging. SECURITY,"安全类型ERROR级日志记录";logging.error(Logging. SECURITY,"安全类型ERROR级日志记录",new RuntimeException(; //业务日志 ("业务类型INFO级日志记录"; (Logging. BUSINESS,"业务类型INFO级日志记录"; (Logging. BUSINESS,"业务类型INFO级日志记录",new RuntimeException(; logging.error("业务类型ERROR级日志记录"; logging.error(Logging. BUSINESS,"业务类型ERROR级日志记录"; logging.error(Logging. BUSINESS,"业务类型ERROR级日志记录",new RuntimeException(; //系统日志 ("业务类型INFO级日志记录"; (Logging. BUSINESS,"业务类型INFO级日志记录"; (Logging. BUSINESS,"业务类型INFO级日志记录",new RuntimeException(; logging.error("业务类型ERROR级日志记录"; logging.error(Logging. BUSINESS,"业务类型ERROR级日志记录"; logging.error(Logging. BUSINESS,"业务类型ERROR级日志记录",new RuntimeException(; ("系统类型INFO级日志记录";(Logging.PERFORMANCE,"系统类型INFO级日志记录";(Logging.PERFORMANCE,"系统类型INFO级日志记录",new RuntimeException(; logging.error("系统类型ERROR级日志记录";logging.error(Logging.PERFORMANCE,"系统类型ERROR级日志记录";logging.error(Logging.PERFORMANCE,"系统类型ERROR级日志记录",new RuntimeException(; } public static void main(String[] args { Log4JTest log4JTest = new Log4JTest(; log4JTest.testLogging(; } } 输出结果(日志记录的头部分的组成结构是:[时间戳]+[日志级别]+[日志类型]+日志内容)[2006-09-13 18:43:38] [INFO]安全类型INFO级日志记录 [2006-09-13 18:43:38] [INFO] [SECURITY]安全类型INFO级日志记录 [2006-09-13 18:43:38] [INFO] [SECURITY]安全类型INFO级日志记录 ng.RuntimeException atcom.huawei.test.log4j.Log4JTest.testLogging(Log4JTest.java:11 atcom.huawei.test.log4j.Log4JTest.main(Log4JTest.java:31 [2006-09-13 18:43:38] [ERROR] 安全类型ERROR级日志记录 [2006-09-13 18:43:38] [ERROR] [SECURITY]安全类型ERROR级日志记录 [2006-09-13 18:43:38] [ERROR] [SECURITY]安全类型ERROR级日志记录 ng.RuntimeException atcom.huawei.test.log4j.Log4JTest.testLogging(Log4JTest.java:13 atcom.huawei.test.log4j.Log4JTest.main(Log4JTest.java:31 [2006-09-13 18:43:38] [INFO] 业务类型INFO级日志记录 [2006-09-13 18:43:38] [INFO] [BUSINESS]业务类型INFO级日志记录 [2006-09-13 18:43:38] [INFO] [BUSINESS]业务类型INFO级日志记录 ng.RuntimeException atcom.huawei.test.log4j.Log4JTest.testLogging(Log4JTest.java:17 atcom.huawei.test.log4j.Log4JTest.main(Log4JTest.java:31 [2006-09-13 18:43:38] [ERROR] 业务类型ERROR级日志记录 [2006-09-13 18:43:38] [ERROR] [BUSINESS]业务类型ERROR级日志记录 [2006-09-13 18:43:38] [ERROR] [BUSINESS]业务类型ERROR级日志记录 ng.RuntimeException atcom.huawei.test.log4j.Log4JTest.testLogging(Log4JTest.java:19 atcom.huawei.test.log4j.Log4JTest.main(Log4JTest.java:31 [2006-09-13 18:43:38] [INFO]系统类型INFO级日志记录 [2006-09-13 18:43:38] [INFO] [PERFORMANCE]系统类型INFO级日志记录 [2006-09-13 18:43:38] [INFO] [PERFORMANCE]系统类型INFO级日志记录 ng.RuntimeException atcom.huawei.test.log4j.Log4JTest.testLogging(Log4JTest.java:23 atcom.huawei.test.log4j.Log4JTest.main(Log4JTest.java:31 [2006-09-13 18:43:38] [ERROR] 系统类型ERROR级日志记录 [2006-09-13 18:43:38] [ERROR] [PERFORMANCE]系统类型ERROR级日志记录 [2006-09-13 18:43:38] [ERROR] [PERFORMANCE]系统类型ERROR级日志记录 ng.RuntimeException at com.huawei.test.log4j.Log4JTest.testLogging(Log4JTest.java:25 atcom.huawei.test.log4j.Log4JTest.main(Log4JTest.java:31 1.4 日志消息的格式除了典型的应用程序状态信息之外,通过配置还应记录以下信息(配置方法参见配置模版): l 线程 ID l 调用程序的标识 l 时间戳 l 源代码信息 1.5 日志配置 1.5.1 日志配置模板[日志模版]部署在同一应用平台上的各个模块,使用同一个XML配置文件进行配置。
各个模块在配置文件中配置各自的日志Appender。
1.5.2 动态配置文件 EMIP平台的在Logging类中使用 DOMConfigurator 中的 configureAndWatch( 方法会对 Log4J 进行配置,默认一分钟为周期动态监视日志配置文件。
1.6 日志记录规范 1. 不要把system..out用于日志记录。
2. 被认为“已完成”或无隐错的代码,也应该能够根据配置输出日志(因为总有存在隐错的可能性,可能是通过修改引入的)。
3. 除非代码能够生成日志消息,并且它的日至输出能够被容易的配置,否则它不可用于生产环境。
4. 在重要代码段中需要详尽的日志记录输出。
5. 在用于生产环境前,需要修改和改进维护期间的日志记录陈述(例如,如果日志输出显得不明确)。
6. 日志消息应该分成不同优先级,并且调试消息应该指出一个构件的整个工作流程。
7. 明确日志消息优先级的选择,具有相同优先级的日志消息应该揭示一致级别的细节。
8. 从异常中提取有用信息 l 发生一个非预期的异常时:首先,必须记录异常及其堆栈跟踪状况。